






Rénovation électronique CNC ISEL ICP-4030
+2
dh42
Fcnc
6 participants
Page 5 sur 5
Page 5 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5

 Re: Rénovation électronique CNC ISEL ICP-4030
Re: Rénovation électronique CNC ISEL ICP-4030
![]() Fcnc Mer 2 Nov 2022 - 22:39
Fcnc Mer 2 Nov 2022 - 22:39
Bonjour à tous,
J'ai du laisser de côté ma CNC pdt qq temps, mais me revoilà !!
Je doit m'attaquer au calibrage de la machine, pour me permettre de faire les premiers tests.
Je dois donc connaitre la valeur "steps per unit" à entrer dans UCCNC.
Voici les éléments dont je dispose :
- Moteur de 1.8°
- Vis à bille X : 16x10 mm (diam x pas)
- Vis à bille Y : 16x10 mm
- Vis à bille Z : 16x4 mm
Le calcul :
(360°/1,8°) = 200 pas
Est-ce que je dois saisir 200 dans le champs "steps per unit" de UCCNC, ou dois-je multiplier ces 200 par 10 pour les axes X & Y, et par 4 pour axe Z ?
Ce qui donnerait respectivement 2000 et 800.
Remarque : je ne sais pas si ces vis à bille ont un simple filet ou un double filet (spires). Si double, je dois donc divisé le nb de pas des vis à bille par 2 avant de multiplier par 200 ?
Ce qui donnerait respectivement 1000 et 400
merci pour votre aide.
Bonne soirée
J'ai du laisser de côté ma CNC pdt qq temps, mais me revoilà !!
Je doit m'attaquer au calibrage de la machine, pour me permettre de faire les premiers tests.
Je dois donc connaitre la valeur "steps per unit" à entrer dans UCCNC.
Voici les éléments dont je dispose :
- Moteur de 1.8°
- Vis à bille X : 16x10 mm (diam x pas)
- Vis à bille Y : 16x10 mm
- Vis à bille Z : 16x4 mm
Le calcul :
(360°/1,8°) = 200 pas
Est-ce que je dois saisir 200 dans le champs "steps per unit" de UCCNC, ou dois-je multiplier ces 200 par 10 pour les axes X & Y, et par 4 pour axe Z ?
Ce qui donnerait respectivement 2000 et 800.
Remarque : je ne sais pas si ces vis à bille ont un simple filet ou un double filet (spires). Si double, je dois donc divisé le nb de pas des vis à bille par 2 avant de multiplier par 200 ?
Ce qui donnerait respectivement 1000 et 400
merci pour votre aide.
Bonne soirée
Fcnc- posteur Régulier

- Messages : 133
Date d'inscription : 01/12/2020

Re: Rénovation électronique CNC ISEL ICP-4030
![]() dh42 Jeu 3 Nov 2022 - 0:17
dh42 Jeu 3 Nov 2022 - 0:17
Salut,
Pour faire le calcul il manque une info, le mode µpas des drivers ; si tu a gardé le réglage en 1/8 de pas ça donne 8*200 = 1600 pas/tour moteur (pour des moteurs 200 pas par/tour, soit 1.8°)
Pour les vis au pas de 10, le step per est donc de 1600/10 = 160 (pas par mm) et pour le pas de 4 1600/4 = 400
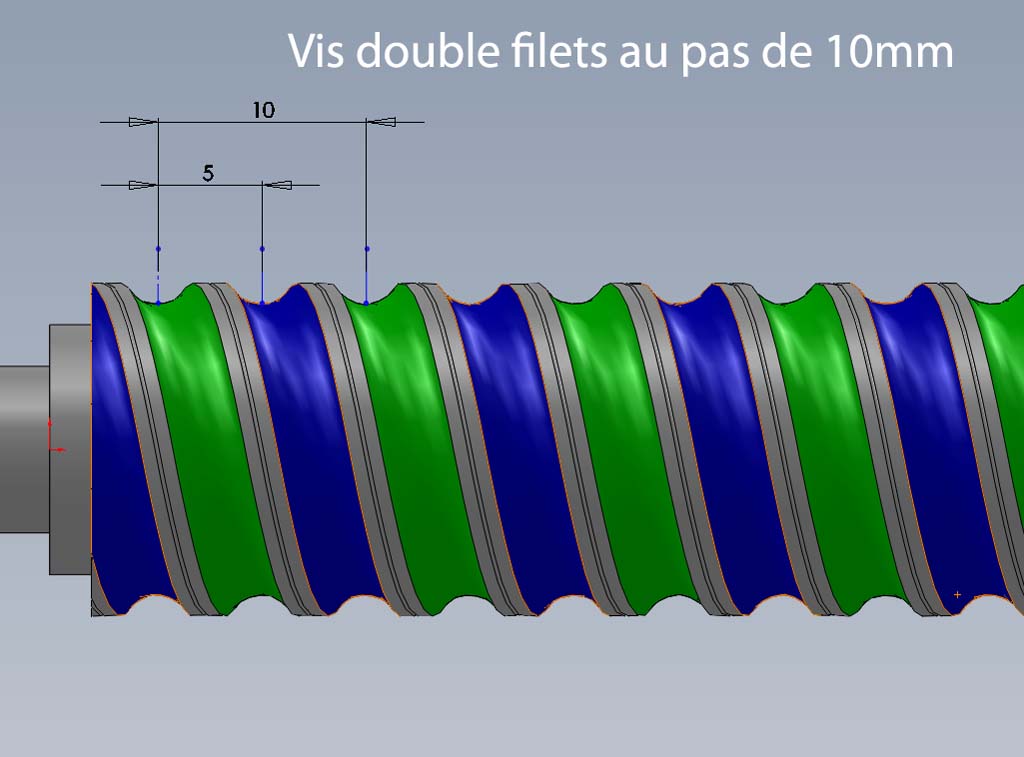
Tes vis en 10 sont probablement en double filet comme les miennes, mais ça reste du pas de 10, par contre, à part la pente du filet ça ressemble à des vis au pas de 5 car les 2 filets au pas de 10 sont imbriqués.
C'est facile de voir si c'est du double filets, il suffit de faire courir un bout de fil dans un filet et de voir s'il en saute un sur deux.
++
David
Pour faire le calcul il manque une info, le mode µpas des drivers ; si tu a gardé le réglage en 1/8 de pas ça donne 8*200 = 1600 pas/tour moteur (pour des moteurs 200 pas par/tour, soit 1.8°)
Pour les vis au pas de 10, le step per est donc de 1600/10 = 160 (pas par mm) et pour le pas de 4 1600/4 = 400
Tes vis en 10 sont probablement en double filet comme les miennes, mais ça reste du pas de 10, par contre, à part la pente du filet ça ressemble à des vis au pas de 5 car les 2 filets au pas de 10 sont imbriqués.
C'est facile de voir si c'est du double filets, il suffit de faire courir un bout de fil dans un filet et de voir s'il en saute un sur deux.

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Rénovation électronique CNC ISEL ICP-4030
![]() Fcnc Dim 6 Nov 2022 - 11:43
Fcnc Dim 6 Nov 2022 - 11:43
Bonjour,
Merci David pour ta réponse.
Mais le 8 ? c'est parce qu'on à choisi ce microstep ? (je cherche à comprendre... )
)
Bonne journée.
Merci David pour ta réponse.
Dans ton calcul (8x200) la valeur 200 provient donc du calcul 360/1,8.dh42 a écrit:si tu a gardé le réglage en 1/8 de pas ça donne 8*200 = 1600 pas/tour moteur (pour des moteurs 200 pas par/tour, soit 1.8°)
Mais le 8 ? c'est parce qu'on à choisi ce microstep ? (je cherche à comprendre...
Ok, mercidh42 a écrit:
Pour les vis au pas de 10, le step per est donc de 1600/10 = 160 (pas par mm) et pour le pas de 4 1600/4 = 400
Elles ressemblent effectivement beaucoup à ton imagedh42 a écrit:Tes vis en 10 sont probablement en double filet comme les miennes
Je vérifierai dès que j'aurai la machine sous la main ;-)dh42 a écrit:C'est facile de voir si c'est du double filets, il suffit de faire courir un bout de fil dans un filet et de voir s'il en saute un sur deux.
Bonne journée.

Fcnc- posteur Régulier
- Messages : 133
Points : 157
Date d'inscription : 01/12/2020
Age : 50
Localisation : Campagne
Re: Rénovation électronique CNC ISEL ICP-4030
![]() dh42 Dim 6 Nov 2022 - 14:49
dh42 Dim 6 Nov 2022 - 14:49
Salut,
Oui, un moteur 1.8° c'est 200 pas par tour, et oui, le 8 c'est parce qu'on est en 1/8 de pas sur le driver.
++
David
Dans ton calcul (8x200) la valeur 200 provient donc du calcul 360/1,8.
Mais le 8 ? c'est parce qu'on à choisi ce microstep ? (je cherche à comprendre..
Oui, un moteur 1.8° c'est 200 pas par tour, et oui, le 8 c'est parce qu'on est en 1/8 de pas sur le driver.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Rénovation électronique CNC ISEL ICP-4030
![]() Fcnc Dim 6 Nov 2022 - 15:49
Fcnc Dim 6 Nov 2022 - 15:49
Super, merci.
Une dernière question là-dessus ;
Et pourquoi pas une autre valeur ?
Merci.
Une dernière question là-dessus ;
Pourquoi choisir 8 plutôt que 16 ? Ou inversement ?dh42 a écrit:oui tu peux te mettre sur 8 ou 16, ensuite c'est au niveau du soft qu'on règle le nb de µpas correspondantEt pour les Microstep, je reste bien sur la position "8" (OFF OFF ON ON) ?
Et pourquoi pas une autre valeur ?
Merci.
Fcnc- posteur Régulier
- Messages : 133
Points : 157
Date d'inscription : 01/12/2020
Age : 50
Localisation : Campagne
Re: Rénovation électronique CNC ISEL ICP-4030
![]() dh42 Dim 6 Nov 2022 - 17:05
dh42 Dim 6 Nov 2022 - 17:05
Plus le nb de µ-pas est élevé, plus le mouvement est fluide, surtout à basse vitesse. Tu peux essayer 16 ou plus si tu veux, il suffit de changer le step per en conséquence. C'est un peu au feeling suivant comment réagit ta machine (bruit, fluidité ..) , il n'y a pas vraiment de règle.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Fcnc- posteur Régulier
- Messages : 133
Points : 157
Date d'inscription : 01/12/2020
Age : 50
Localisation : Campagne
Re: Rénovation électronique CNC ISEL ICP-4030
![]() Fcnc Ven 10 Mar 2023 - 19:55
Fcnc Ven 10 Mar 2023 - 19:55
Bonsoir,
j'aimerai rajouter un 4ème axe sur mon Isel.
A l'origine j'ai monté 3 drivers (DM542 Leadshine) reliés individuellement à une alim de 48V comme ci-dessous :

J'avias +/- prévu l'ajout d'un 4ème drivers :

Par contre je pense ne pas devoir rajouter une 4ème alim (à l'époque du montage, les 5 alim avaient fait un peu causer... )
)
Sur quelle alim me conseillez-vous de me brancher ? X, Y ou Z ? et ci-possible me dire pourquoi
Merci !!
j'aimerai rajouter un 4ème axe sur mon Isel.
A l'origine j'ai monté 3 drivers (DM542 Leadshine) reliés individuellement à une alim de 48V comme ci-dessous :

J'avias +/- prévu l'ajout d'un 4ème drivers :

Par contre je pense ne pas devoir rajouter une 4ème alim (à l'époque du montage, les 5 alim avaient fait un peu causer...
)Sur quelle alim me conseillez-vous de me brancher ? X, Y ou Z ? et ci-possible me dire pourquoi
Merci !!
Fcnc- posteur Régulier
- Messages : 133
Points : 157
Date d'inscription : 01/12/2020
Age : 50
Localisation : Campagne
Re: Rénovation électronique CNC ISEL ICP-4030
![]() dh42 Ven 10 Mar 2023 - 21:17
dh42 Ven 10 Mar 2023 - 21:17
Salut,
Apparemment si je ne me trompe pas, tes 3 moteurs sont identiques ? ... et les 3 alim aussi ?
Soit X, soit Y, ça dépend de l'orientation physique de ton 4ième axe. En 4 axes "simple" (enroulement = wrapping), en général le 4ieme axe remplace un des axes linéaire, donc cet axe ne tourne pas lors de l'utilisation du 4ieme axe.
Par exemple, si l'axe de ton 4ieme axe est aligné sur l'axe Y, l'axe X ne servira pas (sauf au début pour te positionner aligné sur l'axe de rotation du A), donc il faudrait mettre le A et le X sur la même alim, et bien sur si ton axe rotatif est orienté le long de l'axe X, c'est le Y qui ne servira presque pas, donc alim commune pour A et Y.
Si par contre tu fais du "vrai"(*) 4 axes, alors peu importe le choix ... soit ça passe, soit ça passe pas et si ça passe pas, il te faudra remplacer une alim 150W par un peu plus gros
(*) en vrai 4 axes, tous les moteurs sont susceptibles de tourner en même temps car l'axe qui est normalement fixe et aligné sur l'axe de rotation en mode wrapping peut aussi se déplacer lors de l'usinage, le but étant d'essayer de toujours faire travailler la fraise perpendiculairement à la matière. Seuls les softs de FAO haut de gamme savent gérer du vrai 4 axes.
A gauche véritable usinage 4 axes continu, à droite usinage par enroulement de Gcode. (wrapping)
++
David
Apparemment si je ne me trompe pas, tes 3 moteurs sont identiques ? ... et les 3 alim aussi ?
Sur quelle alim me conseillez-vous de me brancher ? X, Y ou Z ? et ci-possible me dire pourquoi
Soit X, soit Y, ça dépend de l'orientation physique de ton 4ième axe. En 4 axes "simple" (enroulement = wrapping), en général le 4ieme axe remplace un des axes linéaire, donc cet axe ne tourne pas lors de l'utilisation du 4ieme axe.
Par exemple, si l'axe de ton 4ieme axe est aligné sur l'axe Y, l'axe X ne servira pas (sauf au début pour te positionner aligné sur l'axe de rotation du A), donc il faudrait mettre le A et le X sur la même alim, et bien sur si ton axe rotatif est orienté le long de l'axe X, c'est le Y qui ne servira presque pas, donc alim commune pour A et Y.
Si par contre tu fais du "vrai"(*) 4 axes, alors peu importe le choix ... soit ça passe, soit ça passe pas et si ça passe pas, il te faudra remplacer une alim 150W par un peu plus gros
(*) en vrai 4 axes, tous les moteurs sont susceptibles de tourner en même temps car l'axe qui est normalement fixe et aligné sur l'axe de rotation en mode wrapping peut aussi se déplacer lors de l'usinage, le but étant d'essayer de toujours faire travailler la fraise perpendiculairement à la matière. Seuls les softs de FAO haut de gamme savent gérer du vrai 4 axes.
A gauche véritable usinage 4 axes continu, à droite usinage par enroulement de Gcode. (wrapping)
++
David
Dernière édition par dh42 le Dim 12 Mar 2023 - 3:04, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Rénovation électronique CNC ISEL ICP-4030
![]() Fcnc Ven 10 Mar 2023 - 21:34
Fcnc Ven 10 Mar 2023 - 21:34
Une fous expliqué, c'est une évidence !!
Merci David.
Merci David.
Fcnc- posteur Régulier
- Messages : 133
Points : 157
Date d'inscription : 01/12/2020
Age : 50
Localisation : Campagne
Page 5 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Palpeur Isel monté sur axe Z
» Intégration électronique et PC
» Festool TS 55 bonne à tout faire!
» CNC BZT - électronique et soft
» rétrofit tour intélys G2009
» Intégration électronique et PC
» Festool TS 55 bonne à tout faire!
» CNC BZT - électronique et soft
» rétrofit tour intélys G2009
Page 5 sur 5
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum