






CHANGEUR D OUTILS AUTOMATIQUE METHODE
+2
Pulco
WF
6 participants
Page 3 sur 3
Page 3 sur 3 •  1, 2, 3
1, 2, 3

 Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() dh42 Mar 24 Sep 2024 - 20:54
dh42 Mar 24 Sep 2024 - 20:54
Salut,
non, je ne pense pas, mais c'est un peu dépendant de la carte d'axe, sur ma CN, en port // (donc sans carte d'axe) toutce qu'il faut c'est que le steps/per ne soit pas à 0, le reste n'a pas d'effet. Avec la carte ESS par contre, la valeur d'accélération influe effectivement sur l'accélération de la broche, donc à tester si ça change quelque chose avec ta carte, mais c'est peu probable.
En principe, si tu n'as pas de capteur de vitesse sur la broche, il ne faut pas utiliser la calibration sinon ça sème la pagaille dans les vitesses.
Pour remettre la calibration à 0, vas dans le dossier C:\Mach3\macros\Le_nom_de_ta_config_machine et supprime simplement le fichier linearity.dat
Il se peut aussi que ce soit l'incrément de vitesse de broche qui ne soit pas bon et que quand tu clique sur le +, l'incrément fasse que ça dépasse les 24000 tr, et donc Mach3 limite à la V maxi réglée dans spindle pulleys ; il y a possiblement 2 endroits pour le régler.
Sur l'UI FR, tu peux le régler au niveau du contrôle de broche dans la case "incrément" en donnant une valeur d'incrément en tr/min

Si tu n'a pas de case incrément sur ton screenset, tu devras le régler dans la config générale > Spindle OV increment, mais attention, il faut donner une valeur en %, pas en tr/min ; le résultat sera une valeur d'incrément = au % de la vitesse de base réglée via la commande S. (en fait ça incrémente le % de survitesse)
Exemple, si S est réglé à 6000 rpm, et que tu as 10 dans Spindle OV increment, tu auras un incrément de 600 tr/min par appui sur une des flèches.
Si la valeur de vitesse demandée, que ce soit via une commande S ou avec les flèches +- dépasse les limites de vitesse réglées dans "spindle pulley", la valeur sera limitée à la plage définie et tu auras un message "too fast for pulley, using max" si tu demandes plus que la V maxi, ou "PWM bumped to minimum setting" si tu tentes de descendre en dessous de la V mini.
Ok, c'est bon, si ce n'est qu'en principe ces broches ne sont pas censées être utilisées en dessous de 6000 tr/min, donc si tu veux tu peux remplacer min = 0 par min = 6000
Les limites de vitesse sont données par la plage sélectionnée, dans ton cas poulie 4 ; si tu sélectionnes une autre poulie, tu pourras avoir une autre plage. Dans ton cas ça ne sert à rien, mais avec une machine qui a à la fois un vario et une boite de vitesse (ou des poulies), ça permet de gérer toutes les plages de vitesse indépendamment en sélectionnant la bonne poulie sur le soft et la machine.
++
David
est-ce que la configuration dans le menu Motor Tuning de la broche est en cause?
non, je ne pense pas, mais c'est un peu dépendant de la carte d'axe, sur ma CN, en port // (donc sans carte d'axe) toutce qu'il faut c'est que le steps/per ne soit pas à 0, le reste n'a pas d'effet. Avec la carte ESS par contre, la valeur d'accélération influe effectivement sur l'accélération de la broche, donc à tester si ça change quelque chose avec ta carte, mais c'est peu probable.
Cependant, dès que je touche aux +/- du dialogue de vitesse de broche, celle-ci s'emballe à 24000 rpm et y reste.
En principe, si tu n'as pas de capteur de vitesse sur la broche, il ne faut pas utiliser la calibration sinon ça sème la pagaille dans les vitesses.
Pour remettre la calibration à 0, vas dans le dossier C:\Mach3\macros\Le_nom_de_ta_config_machine et supprime simplement le fichier linearity.dat
Il se peut aussi que ce soit l'incrément de vitesse de broche qui ne soit pas bon et que quand tu clique sur le +, l'incrément fasse que ça dépasse les 24000 tr, et donc Mach3 limite à la V maxi réglée dans spindle pulleys ; il y a possiblement 2 endroits pour le régler.
Sur l'UI FR, tu peux le régler au niveau du contrôle de broche dans la case "incrément" en donnant une valeur d'incrément en tr/min

Si tu n'a pas de case incrément sur ton screenset, tu devras le régler dans la config générale > Spindle OV increment, mais attention, il faut donner une valeur en %, pas en tr/min ; le résultat sera une valeur d'incrément = au % de la vitesse de base réglée via la commande S. (en fait ça incrémente le % de survitesse)
Exemple, si S est réglé à 6000 rpm, et que tu as 10 dans Spindle OV increment, tu auras un incrément de 600 tr/min par appui sur une des flèches.
Si la valeur de vitesse demandée, que ce soit via une commande S ou avec les flèches +- dépasse les limites de vitesse réglées dans "spindle pulley", la valeur sera limitée à la plage définie et tu auras un message "too fast for pulley, using max" si tu demandes plus que la V maxi, ou "PWM bumped to minimum setting" si tu tentes de descendre en dessous de la V mini.
Je ne comprends pas grand chose non plus aux choix de pulley (je suis sur celui choisi par nos amis chinois, à savoir le 4e, vitesse mine 0, vitesse max 24000, ratio 1).
Ok, c'est bon, si ce n'est qu'en principe ces broches ne sont pas censées être utilisées en dessous de 6000 tr/min, donc si tu veux tu peux remplacer min = 0 par min = 6000
Les limites de vitesse sont données par la plage sélectionnée, dans ton cas poulie 4 ; si tu sélectionnes une autre poulie, tu pourras avoir une autre plage. Dans ton cas ça ne sert à rien, mais avec une machine qui a à la fois un vario et une boite de vitesse (ou des poulies), ça permet de gérer toutes les plages de vitesse indépendamment en sélectionnant la bonne poulie sur le soft et la machine.
++
David
dh42- Admin

- Messages : 25655
Date d'inscription : 21/06/2009 -


Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Ven 27 Sep 2024 - 22:40
kranck Ven 27 Sep 2024 - 22:40
Bonjour ,
Effectivement tout cela s'est réglé peu à peu.
J'ai fait quelques usinages dans le vide hier, jusqu'ici tout va bien.
J'ai malencontreusement changé un peu l'installation électrique chez moi et je me suis débrouillé pour balancer quelques interférences EM dans le boîtier, lorsque le compresseur se lance, qui déconnectent la carte, mais on va y arriver.
Je faisais quelques tests sur la reproductibilité des z au palpage en changeant les outils et pour savoir comment mach3 gérait le z du travail en cours ( lié à l'outil ou pas). Je note un ou deux dixièmes d'écart parfois entre deux palpages après avoir changé puis être revenu sur un outil initial donc question vraiment bête : sur des mandrins bt30 comme les miens, un palpage est recommandé après le changement d'outil , ou non on peut faire confiance à la reproductibilité des longueurs ? Mes petits dixièmes d'écarts sont attendus et je dois palper ou bien je dois aller vérifier que j'ai pas du jeu quelque part?
La première hypothèse me convient aussi mais va falloir que j'insère une macro dans mes usinages pour aller palper systématiquement au bon endroit ...
A plus
Nicolas
Effectivement tout cela s'est réglé peu à peu.
J'ai fait quelques usinages dans le vide hier, jusqu'ici tout va bien.
J'ai malencontreusement changé un peu l'installation électrique chez moi et je me suis débrouillé pour balancer quelques interférences EM dans le boîtier, lorsque le compresseur se lance, qui déconnectent la carte, mais on va y arriver.
Je faisais quelques tests sur la reproductibilité des z au palpage en changeant les outils et pour savoir comment mach3 gérait le z du travail en cours ( lié à l'outil ou pas). Je note un ou deux dixièmes d'écart parfois entre deux palpages après avoir changé puis être revenu sur un outil initial donc question vraiment bête : sur des mandrins bt30 comme les miens, un palpage est recommandé après le changement d'outil , ou non on peut faire confiance à la reproductibilité des longueurs ? Mes petits dixièmes d'écarts sont attendus et je dois palper ou bien je dois aller vérifier que j'ai pas du jeu quelque part?
La première hypothèse me convient aussi mais va falloir que j'insère une macro dans mes usinages pour aller palper systématiquement au bon endroit ...
A plus
Nicolas

kranck- petit nouveau

- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() dh42 Sam 28 Sep 2024 - 0:16
dh42 Sam 28 Sep 2024 - 0:16
Salut,
Tu peux faire confiance aux BT30, le remontage te donnera toujours la même longueur, si tu as des écarts ça peut venir de plusieurs choses:
- pertes de pas durant un mouvement en Z ; ça peut venir des parasites, de valeurs d'accélération trop fortes, d'une alim faiblarde ...
- palpeur qui ne donne pas une valeur reproductible.
- coupleur qui glisse entre le moteur Z et la vis.
++
David
Je faisais quelques tests sur la reproductibilité des z au palpage en changeant les outils et pour savoir comment mach3 gérait le z du travail en cours ( lié à l'outil ou pas). Je note un ou deux dixièmes d'écart parfois entre deux palpages après avoir changé puis être revenu sur un outil initial donc question vraiment bête : sur des mandrins bt30 comme les miens, un palpage est recommandé après le changement d'outil , ou non on peut faire confiance à la reproductibilité des longueurs ? Mes petits dixièmes d'écarts sont attendus et je dois palper ou bien je dois aller vérifier que j'ai pas du jeu quelque part?
Tu peux faire confiance aux BT30, le remontage te donnera toujours la même longueur, si tu as des écarts ça peut venir de plusieurs choses:
- pertes de pas durant un mouvement en Z ; ça peut venir des parasites, de valeurs d'accélération trop fortes, d'une alim faiblarde ...
- palpeur qui ne donne pas une valeur reproductible.
- coupleur qui glisse entre le moteur Z et la vis.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Mar 1 Oct 2024 - 15:41
kranck Mar 1 Oct 2024 - 15:41
Salut,
J'ai pas mal bossé sur la machine.
Les pbs d'interférence sont réglés. Sincèrement, cette carte chinoise ne laisse pas de m'inquiéter. La stabilité des paramètres laisse à désirer. J'ai bousillé quelques clamps de du changeur d'outil sur des bêtises du type ache poussière qui redescend trop tôt, safeZ trop faible etc.
J'ai fait quelques copeaux en changeant aussi l'outil.
Franchement ça marche plutôt pas mal, mais pa rapport à ma machine précédente, ça ne pardonne pas : Il y a intérêt à bien lire le GCODE auparavant si je ne veux pas me retrouver avec un comportement dangereux. Par exemple, le G1 d'approche du zero me donne des sueurs froides: on peut arriver avec un Z très très proche du 0 final. Sur mon ancienne machine, le Z était conservé tout en haut jusqu'à arriver aux bons X0 et Y0. Override des instructions mais bien pratique pour éviter de buter sur un clamp.
Tout ça sera à apprendre petit à petit.
Je ne parviens toujours pas à avoir une reproductibilité correcte du palpeur (on est tjrs à 2-3 dixièmes...), quelle que soit la vitesse d'arrivée etc. Je l'ai peut être bousillé au tout début quand un outil a buté dessus.
Finalement la question qui se pose c'est celle de gérer tous ces changements d'outils et le palpeur en dehors du DLL de la carte XHC.
Va falloir coder un peu pour les outils mais c'est jouables je pense.
Pour le palpeur, est ce que acheter le screenset 2010 aurait du sens pour gérer ça au moins manuellement afin de vérifier sa précision? Je ne vois rien de préparé sur ma version anglaise actuelle.
Pour référence, il s'agit d'un machin chinois appelé LDDYC1 si vous voulez jeter un coup d'oeil sur amazon.
J'ai acheté son petit frère FZDDYC1 pour vérifier si je ne peut pas le remplacer, mais PNP, NPN et compagnie ça me donne encore des vapeurs. Je suis réticent à aller trifouiller ça, d'autant plus que une partie des câbles sous le table est difficilement accessible.
N'y a-til pas un moyen de vérifier la reproductibilité de la position d'un outil à 2 dixièmes près? Je pensais à des cales métalliques sinon; au moins je saurai si c'est le palpeur qui merdoie ou bien la machine ou les mandrins eux-mêmes.
Désolé je m'épanche mais ça me permet de réfléchir !
J'ai pas mal bossé sur la machine.
Les pbs d'interférence sont réglés. Sincèrement, cette carte chinoise ne laisse pas de m'inquiéter. La stabilité des paramètres laisse à désirer. J'ai bousillé quelques clamps de du changeur d'outil sur des bêtises du type ache poussière qui redescend trop tôt, safeZ trop faible etc.
J'ai fait quelques copeaux en changeant aussi l'outil.
Franchement ça marche plutôt pas mal, mais pa rapport à ma machine précédente, ça ne pardonne pas : Il y a intérêt à bien lire le GCODE auparavant si je ne veux pas me retrouver avec un comportement dangereux. Par exemple, le G1 d'approche du zero me donne des sueurs froides: on peut arriver avec un Z très très proche du 0 final. Sur mon ancienne machine, le Z était conservé tout en haut jusqu'à arriver aux bons X0 et Y0. Override des instructions mais bien pratique pour éviter de buter sur un clamp.
Tout ça sera à apprendre petit à petit.
Je ne parviens toujours pas à avoir une reproductibilité correcte du palpeur (on est tjrs à 2-3 dixièmes...), quelle que soit la vitesse d'arrivée etc. Je l'ai peut être bousillé au tout début quand un outil a buté dessus.
Finalement la question qui se pose c'est celle de gérer tous ces changements d'outils et le palpeur en dehors du DLL de la carte XHC.
Va falloir coder un peu pour les outils mais c'est jouables je pense.
Pour le palpeur, est ce que acheter le screenset 2010 aurait du sens pour gérer ça au moins manuellement afin de vérifier sa précision? Je ne vois rien de préparé sur ma version anglaise actuelle.
Pour référence, il s'agit d'un machin chinois appelé LDDYC1 si vous voulez jeter un coup d'oeil sur amazon.
J'ai acheté son petit frère FZDDYC1 pour vérifier si je ne peut pas le remplacer, mais PNP, NPN et compagnie ça me donne encore des vapeurs. Je suis réticent à aller trifouiller ça, d'autant plus que une partie des câbles sous le table est difficilement accessible.
N'y a-til pas un moyen de vérifier la reproductibilité de la position d'un outil à 2 dixièmes près? Je pensais à des cales métalliques sinon; au moins je saurai si c'est le palpeur qui merdoie ou bien la machine ou les mandrins eux-mêmes.
Désolé je m'épanche mais ça me permet de réfléchir !
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Mar 1 Oct 2024 - 16:32
kranck Mar 1 Oct 2024 - 16:32
Du coup par curiosité j'ai mesuré le z au déclenchement du palpeur à plusieurs reprises, et j'ai effectivement des écarts de deux trois dixièmes entre les mesures. Évidemment je ne sais pas si la mesure est prise au déclenchement ou à l'arrêt du signal, et mon outil n'arrive pas si tout à la bonne vitesse mais c'est assez révélateur je pense. C'est pénible parce que je demande juste un petit dixième de précision moi je ne suis quand même pas super exigeant...
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Mar 1 Oct 2024 - 18:32
kranck Mar 1 Oct 2024 - 18:32
Update :
Ne reculant devant rien, j'ai changé le palpeur.
Bon d'accord c'était pas très compliqué en fait vu que c'est un interrupteur quoi...
On reste dans l'échec cependant, tjrs 2 dixièmes. Même manuellement. On reste loind des performances annoncées. La machine est quand même très costaud, rigide, je ne pense vraiment pas que ça bouge. Est ce que je contrôle avec des cales ou peut être un palpeur rigide avec contact l'électrique ?
Merci pour les conseils en tous cas...
Ne reculant devant rien, j'ai changé le palpeur.
Bon d'accord c'était pas très compliqué en fait vu que c'est un interrupteur quoi...
On reste dans l'échec cependant, tjrs 2 dixièmes. Même manuellement. On reste loind des performances annoncées. La machine est quand même très costaud, rigide, je ne pense vraiment pas que ça bouge. Est ce que je contrôle avec des cales ou peut être un palpeur rigide avec contact l'électrique ?
Merci pour les conseils en tous cas...
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() dh42 Mar 1 Oct 2024 - 18:47
dh42 Mar 1 Oct 2024 - 18:47
Salut,
C'est sûr que ça n'a apparemment pas la stabilité de cartes plus pro (ou moins Chinoises LOL) plusieurs utilisateurs on eu des problèmes des perte du 0, sur la version USB apparemment, la version ETH semble meilleure.
Pour le palpeur, c'est curieux, même sur la mienne qui n'a qu'un simple palpeur à contact, j'ai une précision de l'ordre du 1/100ieme.
++
David
Sincèrement, cette carte chinoise ne laisse pas de m'inquiéter.
C'est sûr que ça n'a apparemment pas la stabilité de cartes plus pro (ou moins Chinoises LOL) plusieurs utilisateurs on eu des problèmes des perte du 0, sur la version USB apparemment, la version ETH semble meilleure.
Pour le palpeur, c'est curieux, même sur la mienne qui n'a qu'un simple palpeur à contact, j'ai une précision de l'ordre du 1/100ieme.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Mar 1 Oct 2024 - 21:33
kranck Mar 1 Oct 2024 - 21:33
Quel palpeur, par curiosité ?
Au point où j'en suis ...
Au point où j'en suis ...
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() dh42 Mar 1 Oct 2024 - 23:18
dh42 Mar 1 Oct 2024 - 23:18
Apparemment le mien n'est plus vendu par BZT, mais c'est le même type que celui-la avec un µ-switch mécanique de précision, pas besoin d'alim donc, c'est juste du 2 fil comme un banal contact.
https://www.sorotec.de/shop/Tool-Length-Sensor-Sorotec-14mm.html
Le mien, monté d'origine lors de l'achat de la machine.

++
David
https://www.sorotec.de/shop/Tool-Length-Sensor-Sorotec-14mm.html
Le mien, monté d'origine lors de l'achat de la machine.

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Jeu 3 Oct 2024 - 18:18
kranck Jeu 3 Oct 2024 - 18:18
Bon... J'ai acheté
Histoire d'être sur.
Mais tout de même c'est bizarre.
Je vais faire quelques contrôles.
Histoire d'être sur.
Mais tout de même c'est bizarre.
Je vais faire quelques contrôles.
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() dh42 Jeu 3 Oct 2024 - 18:28
dh42 Jeu 3 Oct 2024 - 18:28
Si ça ne résout pas le problème, il faudra faire des tests pour déterminer si ça viens du palpage, d'une perte de pas ou autre.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Ven 4 Oct 2024 - 9:13
kranck Ven 4 Oct 2024 - 9:13
Oui je me suis avancé trop vite je pense.
Sur l'écran diagnostic et sur la carte j'ai vérifié la précision du palpage en avançant précisément et très lentement vers le palpeur. J'obtiens un déclenchement du signal de façon correcte et avec une précision adéquate autour de 5 centièmes.
Donc soit une perte de pas en allant trop vite ( mais c'est pourtant du matos assez standard) soit la carte déconne peut être en enregistrant une valeur incorrecte, par exemple celle de l'arrêt signal lors du retrait de l'outil, qui est bcp moins précise.
Je vais tester avec mach3 2010 je dois pouvoir faire un probe sans passer par les fonctions internes de la carte.
Sur l'écran diagnostic et sur la carte j'ai vérifié la précision du palpage en avançant précisément et très lentement vers le palpeur. J'obtiens un déclenchement du signal de façon correcte et avec une précision adéquate autour de 5 centièmes.
Donc soit une perte de pas en allant trop vite ( mais c'est pourtant du matos assez standard) soit la carte déconne peut être en enregistrant une valeur incorrecte, par exemple celle de l'arrêt signal lors du retrait de l'outil, qui est bcp moins précise.
Je vais tester avec mach3 2010 je dois pouvoir faire un probe sans passer par les fonctions internes de la carte.
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Avancées jusqu'ici
![]() kranck Mar 22 Oct 2024 - 20:04
kranck Mar 22 Oct 2024 - 20:04
Bonjour à tous,
Après une semaine de vacances en famille, j'ai repris le travail, et je poursuis le soir l'exploration de cette famille.
Pour tous ceux qui utilisent ou utiliseront les cartes XHC (ethernet en particulier):
- Les développeurs chinois mettent à jour de manière très épisodique et aléatoire les drivers
- Surtout, ils ne mettent pas à jour de façon uniforme les cartes. En l'occurrence, le problème rencontré sur la mienne est résolu sur un certain nombre de versions des cartes, mais pas la MK4-eth-T8S avec chargeur automatique.
- Je peux donc confirmer que le problème de précision du palpage provient d'un driver défectueux. Avec votre aide (et je remercie infiniment les intéressés!), et après bien des déboires, j'ai pu shunter la carte en contournant les routines des DLL par la rédaction des macros M6 et de palpation adaptées. La précision et reproductibilité des mesures oscille autour de 3-4 millièmes ce qui est pour mon usage amplement satisfaisant.
Je ne peux donc que recommander de gérer soi-même ces aspect, ce qui par ailleurs est tout à fait recommandé pour bien maîtriser la machine elle-même.
J'ai modifié par mal de trucs, y compris l'ATC lui-même, disposé de façon stupide (on peut taper le cache poussière dans un des porte outil BT30 en changeant l'outil...).
Je me suis plongé des la table des outils, les offsets etc, sans trop de pb jusqu'ici. Les premiers usinages sont satisfaisants. Il y a quelques points qui m'échappent quand même et que je creuse.
Je vais faire quelques petites vidéos !
Je me permets de vous demander un conseil: le cache poussière , qui était géré par la carte, est du coup un peu passé à la trappe: je le remonte en M6 et au palpage mais guère plus.
J'ai noté qu'il se monte automatiquement au début d'un fichier m-code, sans mention dans ce dernier. Je pense donc qu'il reste en partie géré par la carte.
Est-ce qu'il y a des routines lancées automatiquement lorsqu'on lance un fichier m code, et qui interviendraient?
Sinon, je me verrais bien gérer le cache poussière:
- soit à la main avec un bouton via machscreen (me suis pas lancé dans ça encore!) ou via la telecommande radio, en activant/desactivant simplement l'output 6 qui le gère.
- soit en modifiant automatiquement les G-code (mais je pense que cela nécessiterait pour être vraiment bien foutu de modifier le post-processeur --> Jamais fait encore, mais ça doit se faire).
Avez-vous une opinion à ce propos?
Amicalement,
Kranck
(Je dispose désormais d'une belle collection de palpeurs, tous précis...)
Après une semaine de vacances en famille, j'ai repris le travail, et je poursuis le soir l'exploration de cette famille.
Pour tous ceux qui utilisent ou utiliseront les cartes XHC (ethernet en particulier):
- Les développeurs chinois mettent à jour de manière très épisodique et aléatoire les drivers
- Surtout, ils ne mettent pas à jour de façon uniforme les cartes. En l'occurrence, le problème rencontré sur la mienne est résolu sur un certain nombre de versions des cartes, mais pas la MK4-eth-T8S avec chargeur automatique.
- Je peux donc confirmer que le problème de précision du palpage provient d'un driver défectueux. Avec votre aide (et je remercie infiniment les intéressés!), et après bien des déboires, j'ai pu shunter la carte en contournant les routines des DLL par la rédaction des macros M6 et de palpation adaptées. La précision et reproductibilité des mesures oscille autour de 3-4 millièmes ce qui est pour mon usage amplement satisfaisant.
Je ne peux donc que recommander de gérer soi-même ces aspect, ce qui par ailleurs est tout à fait recommandé pour bien maîtriser la machine elle-même.
J'ai modifié par mal de trucs, y compris l'ATC lui-même, disposé de façon stupide (on peut taper le cache poussière dans un des porte outil BT30 en changeant l'outil...).
Je me suis plongé des la table des outils, les offsets etc, sans trop de pb jusqu'ici. Les premiers usinages sont satisfaisants. Il y a quelques points qui m'échappent quand même et que je creuse.
Je vais faire quelques petites vidéos !
Je me permets de vous demander un conseil: le cache poussière , qui était géré par la carte, est du coup un peu passé à la trappe: je le remonte en M6 et au palpage mais guère plus.
J'ai noté qu'il se monte automatiquement au début d'un fichier m-code, sans mention dans ce dernier. Je pense donc qu'il reste en partie géré par la carte.
Est-ce qu'il y a des routines lancées automatiquement lorsqu'on lance un fichier m code, et qui interviendraient?
Sinon, je me verrais bien gérer le cache poussière:
- soit à la main avec un bouton via machscreen (me suis pas lancé dans ça encore!) ou via la telecommande radio, en activant/desactivant simplement l'output 6 qui le gère.
- soit en modifiant automatiquement les G-code (mais je pense que cela nécessiterait pour être vraiment bien foutu de modifier le post-processeur --> Jamais fait encore, mais ça doit se faire).
Avez-vous une opinion à ce propos?
Amicalement,
Kranck
(Je dispose désormais d'une belle collection de palpeurs, tous précis...)
Dernière édition par kranck le Mar 22 Oct 2024 - 20:37, édité 1 fois
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() dh42 Mar 22 Oct 2024 - 20:26
dh42 Mar 22 Oct 2024 - 20:26
Salut,
Tu utilises quel soft de FAO ?
De quels Mcodes tu parles exactement ? .. sur Mach3, les Mcode sont pour la plupart définis en basic script, donc éditables ... sauf s'ils ont eu la mauvaise idée de coder ça dans la DLL ...
Pas à ma connaissance.
++
David
- soit en modifiant automatiquement les m-code (mais je pense que cela nécessiterait pour être vraiment bien foutu de modifier le post-processeur --> Jamais fait encore, mais ça doit se faire).
Tu utilises quel soft de FAO ?
De quels Mcodes tu parles exactement ? .. sur Mach3, les Mcode sont pour la plupart définis en basic script, donc éditables ... sauf s'ils ont eu la mauvaise idée de coder ça dans la DLL ...
Est-ce qu'il y a des routines lancées automatiquement lorsqu'on lance un fichier m code, et qui interviendraient?
Pas à ma connaissance.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Mar 22 Oct 2024 - 20:43
kranck Mar 22 Oct 2024 - 20:43
Pas m-code, G-code généré par les soft de CAD pardon, bien entendu.
J'ai édité le message.
J'utilise Vectric de Aspire et Fusion 360.
De toute façon, la philosophie générale c'est qu'à machine spécifique post-processeur spécifique je pense...
Je ne vais pas m'amuser à rajouter des activateoutput dans chacun des fichiers à la main je crois.
Autre question, qui me fait délirer, mais d'ordre plus général:
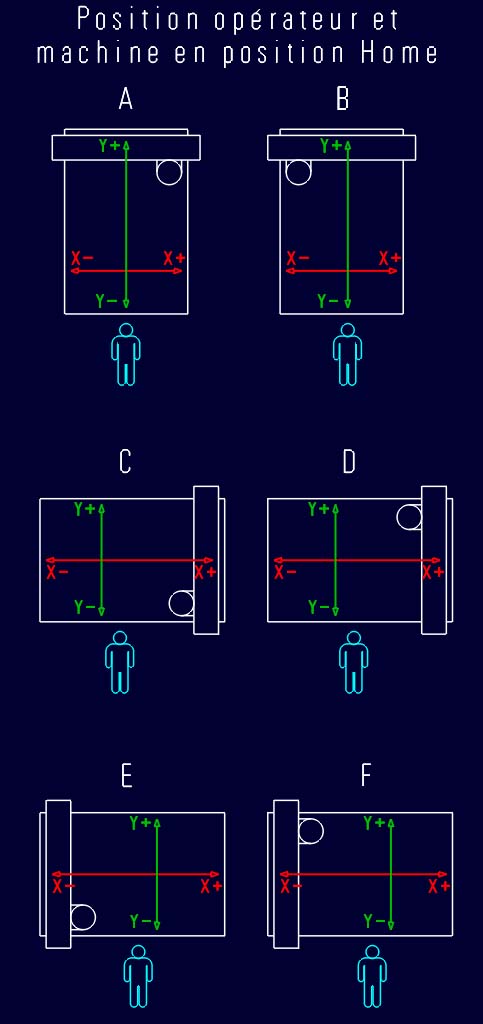
Pourquoi est-ce que les axes de la plupart de ces machines ne suivent pas un repère orthonormé classique? Y est dans le mauvais sens sur ma machine. Ca prend la tête quand il faut réfléchir aux déplacements dans des sens inverses entre la visualisation de MAch3 et la machine elle-même. La encore, ce serait pas mal de pouvoir modifier la visu sur mach3.
J'ai édité le message.
J'utilise Vectric de Aspire et Fusion 360.
De toute façon, la philosophie générale c'est qu'à machine spécifique post-processeur spécifique je pense...
Je ne vais pas m'amuser à rajouter des activateoutput dans chacun des fichiers à la main je crois.
Autre question, qui me fait délirer, mais d'ordre plus général:
Pourquoi est-ce que les axes de la plupart de ces machines ne suivent pas un repère orthonormé classique? Y est dans le mauvais sens sur ma machine. Ca prend la tête quand il faut réfléchir aux déplacements dans des sens inverses entre la visualisation de MAch3 et la machine elle-même. La encore, ce serait pas mal de pouvoir modifier la visu sur mach3.
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() dh42 Mar 22 Oct 2024 - 21:17
dh42 Mar 22 Oct 2024 - 21:17
re
En fait c'est dépendant de ce que tu considère comme l'avant de la machine, suivant les constructeurs ça peut varier ; la plupart du temps c'est une config A ou B, comme sur ma BZT, mais certains, comme SRT utilisent une config CDEF. Dans tous les cas, le X vas de gauche à droite (- à gauche, + à droite) et le Y d'avant en arrière (- devant et + portique au fond) .. le Z est TOUJOURS 0 en haut, - quand on descend.
On ne peut pas, le X est toujours de gauche à droite dans Mach3, donc en principe on change les n° de step et dir dans la config ports&pins pour X ou Y pour avoir les axes dans le sens que l'on souhaite ... sauf avec les cartes Chinoises car ils ont codé le sens des axes directement dans le plugin donc même si on change les attributions de pin dans le ports&pins/motor outputs, ça ne change rien sur la machine, il faut changer directement au niveau du câblage
Ah, je ne les connais pas, donc je ne pourrais pas t'aider sur la modif du post pro.
Tu peux créer un/des Mcodes spécifiques pour activer/désactiver une sortie, ensuite tu peux insérer ce Mcode dans ton post pro.
Tu peux aussi activer/désactiver une sortie dans ta macro M6start/M6End
++
David
Pourquoi est-ce que les axes de la plupart de ces machines ne suivent pas un repère orthonormé classique? Y est dans le mauvais sens sur ma machine.
En fait c'est dépendant de ce que tu considère comme l'avant de la machine, suivant les constructeurs ça peut varier ; la plupart du temps c'est une config A ou B, comme sur ma BZT, mais certains, comme SRT utilisent une config CDEF. Dans tous les cas, le X vas de gauche à droite (- à gauche, + à droite) et le Y d'avant en arrière (- devant et + portique au fond) .. le Z est TOUJOURS 0 en haut, - quand on descend.

La encore, ce serait pas mal de pouvoir modifier la visu sur mach3.
On ne peut pas, le X est toujours de gauche à droite dans Mach3, donc en principe on change les n° de step et dir dans la config ports&pins pour X ou Y pour avoir les axes dans le sens que l'on souhaite ... sauf avec les cartes Chinoises car ils ont codé le sens des axes directement dans le plugin donc même si on change les attributions de pin dans le ports&pins/motor outputs, ça ne change rien sur la machine, il faut changer directement au niveau du câblage
J'utilise Vectric de Aspire et Fusion 360.
Ah, je ne les connais pas, donc je ne pourrais pas t'aider sur la modif du post pro.
Je ne vais pas m'amuser à rajouter des activateoutput dans chacun des fichiers à la main je crois.
Tu peux créer un/des Mcodes spécifiques pour activer/désactiver une sortie, ensuite tu peux insérer ce Mcode dans ton post pro.
Tu peux aussi activer/désactiver une sortie dans ta macro M6start/M6End
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() kranck Mar 22 Oct 2024 - 21:56
kranck Mar 22 Oct 2024 - 21:56
En fait c'est dépendant de ce que tu considère comme l'avant de la machine, suivant les constructeurs ça peut varier ; la plupart du temps c'est une config A ou B, comme sur ma BZT, mais certains, comme SRT utilisent une config CDEF. Dans tous les cas, le X vas de gauche à droite (- à gauche, + à droite) et le Y d'avant en arrière (- devant et + portique au fond) .. le Z est TOUJOURS 0 en haut, - quand on descend.
En effet, le repère est classique en fait, c'est juste une question de positionnement de l'opérateur, je devais être un peu fatigué.
Tu utilises quoi?J'utilise Vectric de Aspire et Fusion 360.
Ah, je ne les connais pas, donc je ne pourrais pas t'aider sur la modif du post pro.
J'ai commencé à regarder ça, je pensais effectivement créer une macro simpliste pour l'activaion et desactivation de l'output et la lancer via le post processeur.
Je l'ai fait en effet, ça m' a évité pas mal de soucis !Tu peux aussi activer/désactiver une sortie dans ta macro M6start/M6End
Mais il faut que je puisse utiliser le post processeur aussi vu le lancement d'un fichier par exemple ne fait pas appel à ces routines M6 et que le cache se releve initialement à cause de la carte je pense.
kranck- petit nouveau
- Messages : 19
Points : 21
Date d'inscription : 08/09/2024
Age : 39
Localisation : perpignan
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() dh42 Mar 22 Oct 2024 - 22:37
dh42 Mar 22 Oct 2024 - 22:37
Re
CamBam pour la FAO, SolidWorks pour le dessin (si 3D, sinon en 2D j'utilise aussi Cambam)
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/Contents.htm
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/plugin_menu_FR.html
C'est clair que c'est le gros point noir des cartes Chinoises .. et encore sur les XHC il y a parfois des mises à jours plugin/firmware, ce qui n'est pas le cas d'autres cartes comme celles de Novosun (NVEM, NVUM, ...) qui en auraient pourtant bien besoin vu le nombre de bugs qu'elles collectionnent !!
++
David
Tu utilises quoi?
CamBam pour la FAO, SolidWorks pour le dessin (si 3D, sinon en 2D j'utilise aussi Cambam)
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/Contents.htm
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/plugin_menu_FR.html
- Les développeurs chinois mettent à jour de manière très épisodique et aléatoire les drivers
C'est clair que c'est le gros point noir des cartes Chinoises .. et encore sur les XHC il y a parfois des mises à jours plugin/firmware, ce qui n'est pas le cas d'autres cartes comme celles de Novosun (NVEM, NVUM, ...) qui en auraient pourtant bien besoin vu le nombre de bugs qu'elles collectionnent !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() WF Mer 23 Oct 2024 - 15:44
WF Mer 23 Oct 2024 - 15:44
Bonjour à Tous et à DH42 en particulier
voila je de decouvrirun truc qui peutpeut etre vous aider
j ai pris la NcEther.dll de la carte WiXHC et je l ai ouverte avec Bracket bien sur il y une tres grande partie codée
mais au centre il y a une partie en claire ou l on trouve les sorties etc
peut etre peux ton modifier ces sortie et faire des essais (mais c est au dela de mes competence)
concernant le cache poussiere voila la macro balais bas et balais haut je les ai mis sur des boutons et des leds
voila la macro balais haut
à Bientot et bon courage
voila je de decouvrirun truc qui peutpeut etre vous aider
j ai pris la NcEther.dll de la carte WiXHC et je l ai ouverte avec Bracket bien sur il y une tres grande partie codée
mais au centre il y a une partie en claire ou l on trouve les sorties etc
peut etre peux ton modifier ces sortie et faire des essais (mais c est au dela de mes competence)
concernant le cache poussiere voila la macro balais bas et balais haut je les ai mis sur des boutons et des leds
- Code:
'Macro M70 active la sortie OUTPUT6 CACHE POUSSIERE EN BAS
ActivateSignal(OUTPUT6) ' active la sortie 6 durant tout le
SetUserLED(2021,1) ' ALLUME LA LED ROUGE
SetUserLED(2022,0) ' ALLUME LA LED ROUGE
voila la macro balais haut
- Code:
' MACRO M80 DESACTIVE LA SORTIE OUTPUT6 BALAIS CACHE POUSSIERE EN HAUT
DeactivateSignal(Output6) ' desactive la sortie 6
SetUserLED(2021,0) ' eteint la led
SetUserLED(2022,1) ' ALLUME LED VERTE la led
à Bientot et bon courage
- Fichiers joints

- dll XHC.png Vous n'avez pas la permission de télécharger les fichiers joints.(353 Ko) Téléchargé 1 fois
WF- très actif

- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Re: CHANGEUR D OUTILS AUTOMATIQUE METHODE
![]() WF Ven 25 Oct 2024 - 11:51
WF Ven 25 Oct 2024 - 11:51
Bonjour à Tous et à DH42 en particulier
voici les macros pour les boutons qui commande les clamps de la broche pour un changement d outils Manuel
Bouton clamp ON ( ouvre le clamp si la broche et arretee et allume la led)
Bouton clamp OFF ( referme le clamp )
Bon courage à Tous et à Bientot
voici les macros pour les boutons qui commande les clamps de la broche pour un changement d outils Manuel
Bouton clamp ON ( ouvre le clamp si la broche et arretee et allume la led)
- Code:
' macro M85
'Macro M85 OUVRE les machoires de la broche si elle est arretée
If GetOEMLED(11) = True Then ' verifie si la led de la sortie broche est allumé en marche=message
DeActivateSignal(OUTPUT7) ' desactive la sortie 7 machoire fermées
SetUserLED(2020,0) ' eteint la led machoire ouverte
MsgBox(" DANGER la Broche est Marche on ne Touche Pas au Bouton Ouverture Machoires Porte Outils")
Sleep(500) ' tempo 500milisecondes
Else ' alors si la led est eteinte
ActivateSignal(OUTPUT7) ' active la sortie 7 ouvre les machoires
SetUserLED(2020,1) ' allume la led machoire ouvertes
Sleep(500) ' tempo 500milisecondes
End If
macro M86
Bouton clamp OFF ( referme le clamp )
- Code:
DeactivateSignal(Output7) ' desactive la sortie 7
SetUserLED(2020,0)
Bon courage à Tous et à Bientot
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Page 3 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE
» MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
» CHANGEUR D OUTILS AUTO BED TYPE
» Changement automatique des outils....
» CHANGEUR D'OUTILS POUR BROCHE CNC A PINCE ER
» MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
» CHANGEUR D OUTILS AUTO BED TYPE
» Changement automatique des outils....
» CHANGEUR D'OUTILS POUR BROCHE CNC A PINCE ER
Page 3 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum