






MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
2 participants
Page 1 sur 1

 MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() WF Dim 5 Juil 2020 - 18:03
WF Dim 5 Juil 2020 - 18:03
Bonjour à tous et en particulier à Mr David
RAPPEL je suis un débutant en macro ;la machine changeur d' outils automatique un rack de 8 outils en bou de table 1200x1200 z 250
les berceaux porte outils ont des rainures qui obligent un déplacement horizontale en Y pour rentrer et sortir les outils du Berceaux
je viens de finir la nouvelle Macro avec des infos collectées un peu partout sur le net
ce qui va bien
j ai tester la macro chez moi sur mon pc avec une carte USB 6axes zk motion
les déplacements prise et dépose outils avec la fermeture /ouverture des mâchoires de la broche apriori ça fonctionne
(simulation sur mach3 avec carte branchée sur pc)
ce qui me chagrine
le G31 Z-150 f 350 je ne peux pas stopper la descente ( soit avec un contact elec avec fils sortie probe de la carte ou touche émuler du clavier) ??????
Le G92Z0 qui décale sans mouvement Le Z à zéro de manière à devenir l origine des autre mesures de longueur d'outils secondaire
j ai essayé de le supprimer en faisant une soustraction de longueur par rapport à l outils maitre Tlo- Tla= Tls Tlo=offset outils maitre Tla= mesure du second outils Tls = valeur de la soustraction pour entrée dans la table d outils par SetToolParam(Tnum,2,Tlo)
à chaque fois message d erreur interne
de plus après deux ou trois outils mach3 se comporte bizarrement sans le G92Z0 il tourne comme une horloge
quelqu'un aurait une solution pour remplacer le G92 je sais que l'annule avec G92.1 j ai lu qu'il n'est pas modal mais j en doute ?????
'elle commence par mesurée l'outils maître, puis vous pouvez définir maximum 8 d’outils si vous le souhaitez ou annuler à la fin.
' elle effectue 2 palpage pour chaque longueur d' outils pour auguementer la precision
'il faut apres avoir effectuer ces mesures de decalage faire G92.1 pour vider les parametres 5211 à 5216( stockage des offsets temporaires )
merci d avance pour votre aide
Sub Main()
'**************** PREPARATION ************************
Code "M9" ' STOP L ARROSAGE
DoSpinStop() ' STOP LA SPINDLE
Sleep(10) ' donne le temps de charge à fond
MaxToolNum = 8 'Maximum d outils pour le rack
ToolDown = -200 'Z bas position pour prendre ou relacher les outils dans le rack
ToolUp = -50 'Z haut de secu pour les deplacement au dessus table et rack
Yprepa = 1000 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Ypos = 1176.33 'Y position à fond de berceau pour prendre ou relacher l outils
XpalF = 141.1 'X position palpeur fixe en X
YpalF = 1165.8 'Y position palpeur fixe en Y
NewTool = Tnum ' le numero du nouvel outils = le n° d outils dans la table d 'outils
OldTool = GetOEMDRO (824) 'enregistre le numero d 'outils dans la broche
Tnum= 1
tool = GetSelectedTool()
NewTool = tool
ActivateSignal(OUTPUT5) 'remonte les balais anti-projection en haut
MsgBox(" *** la broche doit etre VIDE Pas d'outils ***")
MachMsg ("Prêt à exécuter le réglage de L'OUTILS MAITRE N°1 BROCHE VIDE SANS OUTILS < tool information =0> ET Ok", "OUTILS MAITRE", 1)
If Ret= 2 Or OldTool<>0 Then End 'si Ret=2 ou si Tool differend de zero alors fin du programme
'************************************* REM VA CHERCHER L OUTILS N°1 MAITRE ************************
NewTool = 1
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Call MovePos(NewTool) ' appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
ActivateSignal(OUTPUT6) 'active la sortie 5 ( machoires) pour relacher l'outils
Sleep(4) '**tempo 10 s secondes pour relacher l'outils + jet d air chasse copeaux
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 de la carte en plus ou en moins selon la config des pins
Code "G4 P1.50" 'temporisation 2secondes attente fermeture des machoires sortie 5
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G4 P1.75" '** temporisation 1.75 seconde
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool)
Sleep(1)
'***************************************** Rem MESURE DE L OUTILS N°1 MAITRE ************************
Code "G31 Z-150 f 350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving ( ) 'tant que ça bouge
Sleep(10) ' temporisation 10s
Wend
PRP= GetOEMDRO(802)+10
Code "G0 Z" & PRP ' remonte de10mm au dessus de la sonde
Code "G31 Z-150. f 150." ' descente sur le palpeur jusqu'a -150 avance f=150
While IsMoving ( ) 'tant que ça bouge
Sleep(10) ' temporisation 10s
Wend
Code "G92 Z0.00" '***passe z à o.oo en sans mouvement en relatif origine des mesures de longueur
Tlo = GetDro(2) ' lit z ' valeur de z
SetToolParam(Tnum,2,Tlo) ' ecrit la longueur z de l outils n°1 dans la table d outils
Sleep(4) 'tempo 3 s pour ecriture
Code "G00 G53 Z" & ToolUp ' va a grande vitesse en Z secu coordonnées Machine
N1: '************************ ROUTINE nom de la routine N1 *********************************************
'************* PREPARATION N1 **********
OldTool = GetOEMDRO(824)
NewTool= NewTool +1
Tnum = NewTool
Ret = MachMsg ("Etes-vous prêt pour le réglage de l’outil suivant?", "OUTILS SECONDAIRES",1)
If Ret=2 Then End ' si Ret=2 reponse NON=2 alors fin du programme
Call MovePos(OldTool) '**** appel MovePos(OldTool) coordonnées Machine des outils
While IsMoving() ' tant que ça bouge
Wend 'fin du mouvement
Code "G53 Y" & Yprepa 'Yprepa position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G53 Z" & ToolDown 'va à Z position pour relacher les outils dans le rack
Code "G53 Y"& Ypos 'va à Y position à fond de berceau pour prendre ou relacher l outils
Sleep(1) ' temporisation 1. seconde
While IsMoving()
Wend
ActivateSignal(OUTPUT6) 'active la sortie 6 machoires OUVERTES pour relacher l'outils
Code "G4 P2.75" ' temporisation sans mouvement 2.75 secondes pour relacher l'outils + jet d air chasse copeaux
Code "G53 Z" & ToolUp ' monte en Z secu coordonnées Machine
Call MovePos(NewTool) '****appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 MACHOIRES FERMEES
Code "G4 P 0.70" 'temporisation 2secondes attente fermeture des machoires sortie 6
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool) 'ecrit le numero du nouvel outils dans tool information dro
Sleep(1)
'********************REM MESURE DES OUTILS SECONDAIRES double palpage = prescision ****************************
Code "G31 Z-150 f350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving() 'alors que ça bouge
Sleep(10) 'tempo 10 s
Wend
PRP= GetOEMDRO(802)+10 'PRP= Z +10mm
Code "G0 Z" & PRP 'remonte de 10mm
Code "G31 Z-150 f150." 'va palper jusqu'a Z-150mm vitesse 150mm/M
While IsMoving() 'alors que ça bouge
Sleep(10) ' tempo 10s
Wend
Tlo=GetDro(2) 'lit la valeur de z au contact sur la sonde
Tnum = GetOEMDRO(824) 'lit la valeur du numero d outils dans la broche
SetToolParam(Tnum,2,Tlo) ' ecrit la diference de longueur de l'outils N°"" par rapport à la longueur de l outils maitre
While Ismoving() 'alors que ça bouge
Sleep(10) 'tempo 10 s
Wend
GoTo N1 ' retourne au debut de la routine N1
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
' COORDONNEES X ,Y ET Yprepa DES OUTILS SELON LEUR Numero°
Case Is = 1 ' VALEUR X ET Y de l outils N°1 sur le rack
Xpos = 430.17
Yprepa = 1000 ' EN COORDONNEES MACHINE
YPos = 1176.33
Case Is = 2
Xpos = 543.01
Yprepa =1000
YPos = 1176.33
Case Is = 3
Xpos = 655.68
Yprepa = 1000
YPos = 1176.33
Case Is = 4
Xpos = 771.82
Yprepa = 1000
YPos =1176.33
Case Is = 5
Xpos = 885.60
Yprepa = 1000
YPos = 1176.33
Case Is = 6
Xpos = 998.28
Yprepa = 1000
YPos = 1176.33
Case Is = 7
Xpos = 1115.72
Yprepa = 1000
YPos = 1176.33
Case Is = 8
Xpos = 1227.27
Yprepa = 1000
YPos =1176.33
End Select
Code "G53 Y" & Yprepa ' position des Y prepa pour les retour d outils au rack
Code "G53 X" & XPos 'position des Xpos pour les retour d outils au rack
While IsMoving()
Wend
End Sub
Main
RAPPEL je suis un débutant en macro ;la machine changeur d' outils automatique un rack de 8 outils en bou de table 1200x1200 z 250
les berceaux porte outils ont des rainures qui obligent un déplacement horizontale en Y pour rentrer et sortir les outils du Berceaux
je viens de finir la nouvelle Macro avec des infos collectées un peu partout sur le net
ce qui va bien
j ai tester la macro chez moi sur mon pc avec une carte USB 6axes zk motion
les déplacements prise et dépose outils avec la fermeture /ouverture des mâchoires de la broche apriori ça fonctionne
(simulation sur mach3 avec carte branchée sur pc)
ce qui me chagrine
le G31 Z-150 f 350 je ne peux pas stopper la descente ( soit avec un contact elec avec fils sortie probe de la carte ou touche émuler du clavier) ??????
Le G92Z0 qui décale sans mouvement Le Z à zéro de manière à devenir l origine des autre mesures de longueur d'outils secondaire
j ai essayé de le supprimer en faisant une soustraction de longueur par rapport à l outils maitre Tlo- Tla= Tls Tlo=offset outils maitre Tla= mesure du second outils Tls = valeur de la soustraction pour entrée dans la table d outils par SetToolParam(Tnum,2,Tlo)
à chaque fois message d erreur interne
de plus après deux ou trois outils mach3 se comporte bizarrement sans le G92Z0 il tourne comme une horloge
quelqu'un aurait une solution pour remplacer le G92 je sais que l'annule avec G92.1 j ai lu qu'il n'est pas modal mais j en doute ?????
'elle commence par mesurée l'outils maître, puis vous pouvez définir maximum 8 d’outils si vous le souhaitez ou annuler à la fin.
' elle effectue 2 palpage pour chaque longueur d' outils pour auguementer la precision
'il faut apres avoir effectuer ces mesures de decalage faire G92.1 pour vider les parametres 5211 à 5216( stockage des offsets temporaires )
merci d avance pour votre aide
Sub Main()
'**************** PREPARATION ************************
Code "M9" ' STOP L ARROSAGE
DoSpinStop() ' STOP LA SPINDLE
Sleep(10) ' donne le temps de charge à fond
MaxToolNum = 8 'Maximum d outils pour le rack
ToolDown = -200 'Z bas position pour prendre ou relacher les outils dans le rack
ToolUp = -50 'Z haut de secu pour les deplacement au dessus table et rack
Yprepa = 1000 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Ypos = 1176.33 'Y position à fond de berceau pour prendre ou relacher l outils
XpalF = 141.1 'X position palpeur fixe en X
YpalF = 1165.8 'Y position palpeur fixe en Y
NewTool = Tnum ' le numero du nouvel outils = le n° d outils dans la table d 'outils
OldTool = GetOEMDRO (824) 'enregistre le numero d 'outils dans la broche
Tnum= 1
tool = GetSelectedTool()
NewTool = tool
ActivateSignal(OUTPUT5) 'remonte les balais anti-projection en haut
MsgBox(" *** la broche doit etre VIDE Pas d'outils ***")
MachMsg ("Prêt à exécuter le réglage de L'OUTILS MAITRE N°1 BROCHE VIDE SANS OUTILS < tool information =0> ET Ok", "OUTILS MAITRE", 1)
If Ret= 2 Or OldTool<>0 Then End 'si Ret=2 ou si Tool differend de zero alors fin du programme
'************************************* REM VA CHERCHER L OUTILS N°1 MAITRE ************************
NewTool = 1
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Call MovePos(NewTool) ' appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
ActivateSignal(OUTPUT6) 'active la sortie 5 ( machoires) pour relacher l'outils
Sleep(4) '**tempo 10 s secondes pour relacher l'outils + jet d air chasse copeaux
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 de la carte en plus ou en moins selon la config des pins
Code "G4 P1.50" 'temporisation 2secondes attente fermeture des machoires sortie 5
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G4 P1.75" '** temporisation 1.75 seconde
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool)
Sleep(1)
'***************************************** Rem MESURE DE L OUTILS N°1 MAITRE ************************
Code "G31 Z-150 f 350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving ( ) 'tant que ça bouge
Sleep(10) ' temporisation 10s
Wend
PRP= GetOEMDRO(802)+10
Code "G0 Z" & PRP ' remonte de10mm au dessus de la sonde
Code "G31 Z-150. f 150." ' descente sur le palpeur jusqu'a -150 avance f=150
While IsMoving ( ) 'tant que ça bouge
Sleep(10) ' temporisation 10s
Wend
Code "G92 Z0.00" '***passe z à o.oo en sans mouvement en relatif origine des mesures de longueur
Tlo = GetDro(2) ' lit z ' valeur de z
SetToolParam(Tnum,2,Tlo) ' ecrit la longueur z de l outils n°1 dans la table d outils
Sleep(4) 'tempo 3 s pour ecriture
Code "G00 G53 Z" & ToolUp ' va a grande vitesse en Z secu coordonnées Machine
N1: '************************ ROUTINE nom de la routine N1 *********************************************
'************* PREPARATION N1 **********
OldTool = GetOEMDRO(824)
NewTool= NewTool +1
Tnum = NewTool
Ret = MachMsg ("Etes-vous prêt pour le réglage de l’outil suivant?", "OUTILS SECONDAIRES",1)
If Ret=2 Then End ' si Ret=2 reponse NON=2 alors fin du programme
Call MovePos(OldTool) '**** appel MovePos(OldTool) coordonnées Machine des outils
While IsMoving() ' tant que ça bouge
Wend 'fin du mouvement
Code "G53 Y" & Yprepa 'Yprepa position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G53 Z" & ToolDown 'va à Z position pour relacher les outils dans le rack
Code "G53 Y"& Ypos 'va à Y position à fond de berceau pour prendre ou relacher l outils
Sleep(1) ' temporisation 1. seconde
While IsMoving()
Wend
ActivateSignal(OUTPUT6) 'active la sortie 6 machoires OUVERTES pour relacher l'outils
Code "G4 P2.75" ' temporisation sans mouvement 2.75 secondes pour relacher l'outils + jet d air chasse copeaux
Code "G53 Z" & ToolUp ' monte en Z secu coordonnées Machine
Call MovePos(NewTool) '****appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 MACHOIRES FERMEES
Code "G4 P 0.70" 'temporisation 2secondes attente fermeture des machoires sortie 6
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool) 'ecrit le numero du nouvel outils dans tool information dro
Sleep(1)
'********************REM MESURE DES OUTILS SECONDAIRES double palpage = prescision ****************************
Code "G31 Z-150 f350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving() 'alors que ça bouge
Sleep(10) 'tempo 10 s
Wend
PRP= GetOEMDRO(802)+10 'PRP= Z +10mm
Code "G0 Z" & PRP 'remonte de 10mm
Code "G31 Z-150 f150." 'va palper jusqu'a Z-150mm vitesse 150mm/M
While IsMoving() 'alors que ça bouge
Sleep(10) ' tempo 10s
Wend
Tlo=GetDro(2) 'lit la valeur de z au contact sur la sonde
Tnum = GetOEMDRO(824) 'lit la valeur du numero d outils dans la broche
SetToolParam(Tnum,2,Tlo) ' ecrit la diference de longueur de l'outils N°"" par rapport à la longueur de l outils maitre
While Ismoving() 'alors que ça bouge
Sleep(10) 'tempo 10 s
Wend
GoTo N1 ' retourne au debut de la routine N1
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
' COORDONNEES X ,Y ET Yprepa DES OUTILS SELON LEUR Numero°
Case Is = 1 ' VALEUR X ET Y de l outils N°1 sur le rack
Xpos = 430.17
Yprepa = 1000 ' EN COORDONNEES MACHINE
YPos = 1176.33
Case Is = 2
Xpos = 543.01
Yprepa =1000
YPos = 1176.33
Case Is = 3
Xpos = 655.68
Yprepa = 1000
YPos = 1176.33
Case Is = 4
Xpos = 771.82
Yprepa = 1000
YPos =1176.33
Case Is = 5
Xpos = 885.60
Yprepa = 1000
YPos = 1176.33
Case Is = 6
Xpos = 998.28
Yprepa = 1000
YPos = 1176.33
Case Is = 7
Xpos = 1115.72
Yprepa = 1000
YPos = 1176.33
Case Is = 8
Xpos = 1227.27
Yprepa = 1000
YPos =1176.33
End Select
Code "G53 Y" & Yprepa ' position des Y prepa pour les retour d outils au rack
Code "G53 X" & XPos 'position des Xpos pour les retour d outils au rack
While IsMoving()
Wend
End Sub
Main

WF- très actif

- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy

Re: MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() dh42 Dim 5 Juil 2020 - 21:17
dh42 Dim 5 Juil 2020 - 21:17
Salut,
Si tu fais tes tests sur un Windows en 64 bits ou sans port // installé, c'est normal que l'émulation clavier ne fonctionne pas correctement, j'ai le même problème, la LED s'allume bien quand je tape sur la touche mais ça n'a pas d'effet sur l'axe (même chose pour simuler les autres contacts, comme le Home)
Par contre, avec des fils pour simuler le contact, ça devrait marcher ; tu à bien la LED probe qui s'allume quand tu fais toucher les fils ?
Il me semble me souvenir que sur une carte NVEM, la limite basse (le Z-150) n'était pas gérée, le palpage ne s’arrêtait que sur contact et ne tenait aucun compte de la distance maxi donnée dans l'instruction (toutes les cartes Chinoises on des bugs avec la gestion du palpage, on dirait qu'ils ont copié les bugs les uns sur les autres !)
Pour le G92, je ne sais pas ce qui peut poser problème, à part une mauvaise compatibilité de la carte avec Mach3 (comme pour le palpage, la carte est censée mettre à jour des variables internes de Mach3, mais sur le palpage les cartes Chinoises ne le font pas, c'est peut être le même problème avec le G92)
Ce qui est sûr, c'est qu'il fonctionne, j'ai des programmes qui en ont (le programme de digit fait avec les Wizard de Mach3) et ça fonctionnait.
Tu a essayé avec un G52 à la place, c'est "presque" la même chose, mais j'avoue que c'est quelque chose dont je ne me sert jamais, donc je ne sais pas trop comment ça réagit. (attention il ne faut pas utiliser G92 et G52 dans un même programme)
au pire, tu peux peut être t'en passer et faire comme pour le palpage pour récupérer la valeur dans la DRO Z mais en écriture, tu peux mettre directement à 0 la valeur dans la DRO du Z via un SetDro(2, 0.0) à la place d'un G92 Z0.0
++
David
le G31 Z-150 f 350 je ne peux pas stopper la descente ( soit avec un contact elec avec fils sortie probe de la carte ou touche émuler du clavier) ??????
Si tu fais tes tests sur un Windows en 64 bits ou sans port // installé, c'est normal que l'émulation clavier ne fonctionne pas correctement, j'ai le même problème, la LED s'allume bien quand je tape sur la touche mais ça n'a pas d'effet sur l'axe (même chose pour simuler les autres contacts, comme le Home)
Par contre, avec des fils pour simuler le contact, ça devrait marcher ; tu à bien la LED probe qui s'allume quand tu fais toucher les fils ?
Il me semble me souvenir que sur une carte NVEM, la limite basse (le Z-150) n'était pas gérée, le palpage ne s’arrêtait que sur contact et ne tenait aucun compte de la distance maxi donnée dans l'instruction (toutes les cartes Chinoises on des bugs avec la gestion du palpage, on dirait qu'ils ont copié les bugs les uns sur les autres !)
Pour le G92, je ne sais pas ce qui peut poser problème, à part une mauvaise compatibilité de la carte avec Mach3 (comme pour le palpage, la carte est censée mettre à jour des variables internes de Mach3, mais sur le palpage les cartes Chinoises ne le font pas, c'est peut être le même problème avec le G92)
Ce qui est sûr, c'est qu'il fonctionne, j'ai des programmes qui en ont (le programme de digit fait avec les Wizard de Mach3) et ça fonctionnait.
Tu a essayé avec un G52 à la place, c'est "presque" la même chose, mais j'avoue que c'est quelque chose dont je ne me sert jamais, donc je ne sais pas trop comment ça réagit. (attention il ne faut pas utiliser G92 et G52 dans un même programme)
au pire, tu peux peut être t'en passer et faire comme pour le palpage pour récupérer la valeur dans la DRO Z mais en écriture, tu peux mettre directement à 0 la valeur dans la DRO du Z via un SetDro(2, 0.0) à la place d'un G92 Z0.0
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE suite & fin
![]() WF Mar 7 Juil 2020 - 16:46
WF Mar 7 Juil 2020 - 16:46
Bonjour à Tous et en particulier à notre grand Maitre DH42
qui à résolu le problème du G92 + carte chinoise
donc ca marche en simulation PC + carte usb ( j ai mis un micro contact avec fils soudés sur le probe) et une sécurité sur la routine limitant le nombre d outils à 8 j ai hâte de tester ça à la réouverture de l atelier
je joints la dernière version de la macro si par hasard quelqu'un l utilise envoyez moi un petit coucou sur le sujet
Merci à tous pour votre aide
'elle commence par mesurée l'outils maître, puis vous pouvez définir maximum 8 d’outils si vous le souhaitez ou annuler à la fin.
' elle effectue 2 palpage pour chaque longueur d' outils pour auguementer la precision
Sub Main()
'**************** PREPARATION ************************
' variable n°3 difference longueur outils maitre moins outils secondaire
Code "M9" ' STOP L ARROSAGE
DoSpinStop() ' STOP LA SPINDLE
Sleep(10) ' donne le temps de charge à fond
MaxToolNum = 8 'Maximum d outils pour le rack
ToolDown = -200 'Z bas position pour prendre ou relacher les outils dans le rack
ToolUp = -50 'Z haut de secu pour les deplacement au dessus table et rack
Yprepa = 1000 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Ypos = 1176.33 'Y position à fond de berceau pour prendre ou relacher l outils
XpalF = 141.1 'X position palpeur fixe en X
YpalF = 1165.8 'Y position palpeur fixe en Y
NewTool = Tnum ' le numero du nouvel outils = le n° d outils dans la table d 'outils
OldTool = GetOEMDRO (824) 'enregistre le numero d 'outils dans la broche
Tnum= 1
tool = GetSelectedTool()
NewTool = tool
ActivateSignal(OUTPUT5) 'remonte les balais anti-projection en haut
MsgBox(" *** la broche doit etre VIDE Pas d'outils ***")
MachMsg ("Prêt à exécuter le réglage de L'OUTILS MAITRE N°1 BROCHE VIDE SANS OUTILS < tool information =0> ET Ok", "OUTILS MAITRE", 1)
If Ret= 2 Or OldTool<>0 Then End 'si Ret=2 ou si Tool differend de zero alors fin du programme
'************************************* REM VA CHERCHER L OUTILS N°1 MAITRE ************************
NewTool = 1
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Call MovePos(NewTool) ' appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
ActivateSignal(OUTPUT6) 'active la sortie 5 ( machoires) pour relacher l'outils
Sleep(4) '**tempo 10 s secondes pour relacher l'outils + jet d air chasse copeaux
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 de la carte en plus ou en moins selon la config des pins
Code "G4 P1.50" 'temporisation 2secondes attente fermeture des machoires sortie 5
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G4 P1.75" '** temporisation 1.75 seconde
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool)
Sleep(1)
'***************************************** Rem MESURE DE L OUTILS N°1 MAITRE ************************
Code "G31 Z-150 f 350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving ( ) 'tant que ça bouge
Sleep(3) ' temporisation 10s
Wend
PRP= GetOEMDRO(802)+10
Code "G0 Z" & PRP ' remonte de10mm au dessus de la sonde
Code "G31 Z-150. f 150." ' descente sur le palpeur jusqu'a -150 avance f=150
While IsMoving ( ) 'tant que ça bouge
Sleep(3) ' temporisation 10s
Wend
SetDRO(2,0.00) 'Code "G92 Z0.00"***passe z à o.oo en sans mouvement en relatif origine des mesures de longueur
Tlo = GetDro(2) ' valeur de z Tlo = GetDro(2) '
SetToolParam(Tnum,2,Tlo) ' ecrit la longueur z de l outils n°1 dans la table d outils
Sleep(4) 'tempo 3 s pour ecriture
Code "G00 G53 Z" & ToolUp ' va a grande vitesse en Z secu coordonnées Machine
Code"f500"
N1: '************************ ROUTINE nom de la routine N1 *********************************************
'************* PREPARATION N1 **********
OldTool = GetOEMDRO(824)
NewTool= NewTool +1
Tnum = NewTool
Ret = MachMsg ("Etes-vous prêt pour le réglage de l’outil suivant?", "OUTILS SECONDAIRES",1)
If Ret=2 Or NewTool>8 Then End ' si Ret=2 reponse NON=2 alors fin du programme ou outils superieur à 8 alors fin
Call MovePos(OldTool) '**** appel MovePos(OldTool) coordonnées Machine des outils
While IsMoving() ' tant que ça bouge
Wend 'fin du mouvement
Code "G0G53 Y" & Yprepa 'Yprepa position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G53 Z" & ToolDown 'va à Z position pour relacher les outils dans le rack
Code "G53 Y"& Ypos 'va à Y position à fond de berceau pour prendre ou relacher l outils
Sleep(1) ' temporisation 1. seconde
While IsMoving()
Wend
ActivateSignal(OUTPUT6) 'active la sortie 6 machoires OUVERTES pour relacher l'outils
Code "G4 P2.75" ' temporisation sans mouvement 2.75 secondes pour relacher l'outils + jet d air chasse copeaux
Code "G0G53 Z" & ToolUp ' monte en Z secu coordonnées Machine
Call MovePos(NewTool) '****appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 MACHOIRES FERMEES
Code "G4 P 0.70" 'temporisation 2secondes attente fermeture des machoires sortie 6
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool) 'ecrit le numero du nouvel outils dans tool information dro
Sleep(1)
'********************REM MESURE DES OUTILS SECONDAIRES double palpage = prescision ****************************
Code "G31 Z-130 f350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving() 'alors que ça bouge
Sleep(4) 'tempo 10 s
Wend
PRP= GetOEMDRO(802)+10 'PRP= Z +10mm
Code "G0 Z" & PRP 'remonte de 10mm
Code "G31 Z-130 f150." 'va palper jusqu'a Z-150mm vitesse 150mm/M
While IsMoving() 'alors que ça bouge
Sleep(4) ' tempo 10s
Wend
Tlo =GetDro(2) 'Tlo=GetDro(2) lit la valeur de z au contact sur la sonde
SetToolParam(Tnum,2,Tlo) ' ecrit la diference de longueur de l'outils N°"" par rapport à la longueur de l outils maitre
While Ismoving() 'alors que ça bouge
Sleep(5) 'tempo 10 s
Wend
Code"f1000" ' on regle l avance icipour les deplacements qui n ont pas de G0
GoTo N1 ' retourne au debut de la routine N1
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
' COORDONNEES X ,Y ET Yprepa DES OUTILS SELON LEUR Numero°
Case Is = 1 ' VALEUR X ET Y de l outils N°1 sur le rack
Xpos = 430.17
Yprepa = 1000 ' EN COORDONNEES MACHINE
YPos = 1176.33
Case Is = 2
Xpos = 543.01
Yprepa =1000
YPos = 1176.33
Case Is = 3
Xpos = 655.68
Yprepa = 1000
YPos = 1176.33
Case Is = 4
Xpos = 771.82
Yprepa = 1000
YPos =1176.33
Case Is = 5
Xpos = 885.60
Yprepa = 1000
YPos = 1176.33
Case Is = 6
Xpos = 998.28
Yprepa = 1000
YPos = 1176.33
Case Is = 7
Xpos = 1115.72
Yprepa = 1000
YPos = 1176.33
Case Is = 8
Xpos = 1227.27
Yprepa = 1000
YPos =1176.33
End Select
Code "G53 Y" & Yprepa ' position des Y prepa pour les retour d outils au rack
Code "G53 X" & XPos 'position des Xpos pour les retour d outils au rack
While IsMoving()
Wend
End Sub
Main
qui à résolu le problème du G92 + carte chinoise
donc ca marche en simulation PC + carte usb ( j ai mis un micro contact avec fils soudés sur le probe) et une sécurité sur la routine limitant le nombre d outils à 8 j ai hâte de tester ça à la réouverture de l atelier
je joints la dernière version de la macro si par hasard quelqu'un l utilise envoyez moi un petit coucou sur le sujet
Merci à tous pour votre aide
'elle commence par mesurée l'outils maître, puis vous pouvez définir maximum 8 d’outils si vous le souhaitez ou annuler à la fin.
' elle effectue 2 palpage pour chaque longueur d' outils pour auguementer la precision
Sub Main()
'**************** PREPARATION ************************
' variable n°3 difference longueur outils maitre moins outils secondaire
Code "M9" ' STOP L ARROSAGE
DoSpinStop() ' STOP LA SPINDLE
Sleep(10) ' donne le temps de charge à fond
MaxToolNum = 8 'Maximum d outils pour le rack
ToolDown = -200 'Z bas position pour prendre ou relacher les outils dans le rack
ToolUp = -50 'Z haut de secu pour les deplacement au dessus table et rack
Yprepa = 1000 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Ypos = 1176.33 'Y position à fond de berceau pour prendre ou relacher l outils
XpalF = 141.1 'X position palpeur fixe en X
YpalF = 1165.8 'Y position palpeur fixe en Y
NewTool = Tnum ' le numero du nouvel outils = le n° d outils dans la table d 'outils
OldTool = GetOEMDRO (824) 'enregistre le numero d 'outils dans la broche
Tnum= 1
tool = GetSelectedTool()
NewTool = tool
ActivateSignal(OUTPUT5) 'remonte les balais anti-projection en haut
MsgBox(" *** la broche doit etre VIDE Pas d'outils ***")
MachMsg ("Prêt à exécuter le réglage de L'OUTILS MAITRE N°1 BROCHE VIDE SANS OUTILS < tool information =0> ET Ok", "OUTILS MAITRE", 1)
If Ret= 2 Or OldTool<>0 Then End 'si Ret=2 ou si Tool differend de zero alors fin du programme
'************************************* REM VA CHERCHER L OUTILS N°1 MAITRE ************************
NewTool = 1
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Call MovePos(NewTool) ' appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
ActivateSignal(OUTPUT6) 'active la sortie 5 ( machoires) pour relacher l'outils
Sleep(4) '**tempo 10 s secondes pour relacher l'outils + jet d air chasse copeaux
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 de la carte en plus ou en moins selon la config des pins
Code "G4 P1.50" 'temporisation 2secondes attente fermeture des machoires sortie 5
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G4 P1.75" '** temporisation 1.75 seconde
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool)
Sleep(1)
'***************************************** Rem MESURE DE L OUTILS N°1 MAITRE ************************
Code "G31 Z-150 f 350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving ( ) 'tant que ça bouge
Sleep(3) ' temporisation 10s
Wend
PRP= GetOEMDRO(802)+10
Code "G0 Z" & PRP ' remonte de10mm au dessus de la sonde
Code "G31 Z-150. f 150." ' descente sur le palpeur jusqu'a -150 avance f=150
While IsMoving ( ) 'tant que ça bouge
Sleep(3) ' temporisation 10s
Wend
SetDRO(2,0.00) 'Code "G92 Z0.00"***passe z à o.oo en sans mouvement en relatif origine des mesures de longueur
Tlo = GetDro(2) ' valeur de z Tlo = GetDro(2) '
SetToolParam(Tnum,2,Tlo) ' ecrit la longueur z de l outils n°1 dans la table d outils
Sleep(4) 'tempo 3 s pour ecriture
Code "G00 G53 Z" & ToolUp ' va a grande vitesse en Z secu coordonnées Machine
Code"f500"
N1: '************************ ROUTINE nom de la routine N1 *********************************************
'************* PREPARATION N1 **********
OldTool = GetOEMDRO(824)
NewTool= NewTool +1
Tnum = NewTool
Ret = MachMsg ("Etes-vous prêt pour le réglage de l’outil suivant?", "OUTILS SECONDAIRES",1)
If Ret=2 Or NewTool>8 Then End ' si Ret=2 reponse NON=2 alors fin du programme ou outils superieur à 8 alors fin
Call MovePos(OldTool) '**** appel MovePos(OldTool) coordonnées Machine des outils
While IsMoving() ' tant que ça bouge
Wend 'fin du mouvement
Code "G0G53 Y" & Yprepa 'Yprepa position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G53 Z" & ToolDown 'va à Z position pour relacher les outils dans le rack
Code "G53 Y"& Ypos 'va à Y position à fond de berceau pour prendre ou relacher l outils
Sleep(1) ' temporisation 1. seconde
While IsMoving()
Wend
ActivateSignal(OUTPUT6) 'active la sortie 6 machoires OUVERTES pour relacher l'outils
Code "G4 P2.75" ' temporisation sans mouvement 2.75 secondes pour relacher l'outils + jet d air chasse copeaux
Code "G0G53 Z" & ToolUp ' monte en Z secu coordonnées Machine
Call MovePos(NewTool) '****appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 MACHOIRES FERMEES
Code "G4 P 0.70" 'temporisation 2secondes attente fermeture des machoires sortie 6
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool) 'ecrit le numero du nouvel outils dans tool information dro
Sleep(1)
'********************REM MESURE DES OUTILS SECONDAIRES double palpage = prescision ****************************
Code "G31 Z-130 f350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving() 'alors que ça bouge
Sleep(4) 'tempo 10 s
Wend
PRP= GetOEMDRO(802)+10 'PRP= Z +10mm
Code "G0 Z" & PRP 'remonte de 10mm
Code "G31 Z-130 f150." 'va palper jusqu'a Z-150mm vitesse 150mm/M
While IsMoving() 'alors que ça bouge
Sleep(4) ' tempo 10s
Wend
Tlo =GetDro(2) 'Tlo=GetDro(2) lit la valeur de z au contact sur la sonde
SetToolParam(Tnum,2,Tlo) ' ecrit la diference de longueur de l'outils N°"" par rapport à la longueur de l outils maitre
While Ismoving() 'alors que ça bouge
Sleep(5) 'tempo 10 s
Wend
Code"f1000" ' on regle l avance icipour les deplacements qui n ont pas de G0
GoTo N1 ' retourne au debut de la routine N1
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
' COORDONNEES X ,Y ET Yprepa DES OUTILS SELON LEUR Numero°
Case Is = 1 ' VALEUR X ET Y de l outils N°1 sur le rack
Xpos = 430.17
Yprepa = 1000 ' EN COORDONNEES MACHINE
YPos = 1176.33
Case Is = 2
Xpos = 543.01
Yprepa =1000
YPos = 1176.33
Case Is = 3
Xpos = 655.68
Yprepa = 1000
YPos = 1176.33
Case Is = 4
Xpos = 771.82
Yprepa = 1000
YPos =1176.33
Case Is = 5
Xpos = 885.60
Yprepa = 1000
YPos = 1176.33
Case Is = 6
Xpos = 998.28
Yprepa = 1000
YPos = 1176.33
Case Is = 7
Xpos = 1115.72
Yprepa = 1000
YPos = 1176.33
Case Is = 8
Xpos = 1227.27
Yprepa = 1000
YPos =1176.33
End Select
Code "G53 Y" & Yprepa ' position des Y prepa pour les retour d outils au rack
Code "G53 X" & XPos 'position des Xpos pour les retour d outils au rack
While IsMoving()
Wend
End Sub
Main
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE suite & fin
![]() WF Mar 7 Juil 2020 - 16:50
WF Mar 7 Juil 2020 - 16:50
juste un dernier sur Usinage PL50 à dit
"Un point important est qu'il faut impérativement avoir référencé les axes pour que la machine sache où elle est "
"Un point important est qu'il faut impérativement avoir référencé les axes pour que la machine sache où elle est "
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Re: MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() dh42 Mar 7 Juil 2020 - 23:41
dh42 Mar 7 Juil 2020 - 23:41
Salut,
C'est quand même dingue que depuis le temps ces cartes ne soit toujours pas débogués sur des problèmes aussi courant que le palpage ou la gestion des offsets
Oui, c'est sûr, sinon tu vas droit à la cata ! Curieusement, Mach3 n'est pas exigeant sur ce point, mais certains soft refusent de faire quoi que ce soit tant que le référencement n'a pas été fait (EddingCNc par exemple, ou le soft de mon imprimante 3D)
++
David
C'est quand même dingue que depuis le temps ces cartes ne soit toujours pas débogués sur des problèmes aussi courant que le palpage ou la gestion des offsets
"Un point important est qu'il faut impérativement avoir référencé les axes pour que la machine sache où elle est "
Oui, c'est sûr, sinon tu vas droit à la cata ! Curieusement, Mach3 n'est pas exigeant sur ce point, mais certains soft refusent de faire quoi que ce soit tant que le référencement n'a pas été fait (EddingCNc par exemple, ou le soft de mon imprimante 3D)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE suite & fin
![]() WF Jeu 9 Juil 2020 - 19:32
WF Jeu 9 Juil 2020 - 19:32
Bonjour à tous
Il y avait des petit bug dans la macro des n° de DRO qui n était pas cohérent DRO 2 (Z) alors qu' un peu plus haut j utilise DRO 802(Z)
et après le palpage dans la routine l outils ne restait pas à zéro
donc c est résolu
l outils maitre est à zéro maintenant ça colle nickel
l outils maitre est à zéro et les outils secondaires affiche leur longueur par rapport à ce zéro
donc Référencement , mesure des longueurs d outils
une fois les mesure de longueur d' outils effectués
il faut faire le zéro Z sur la pièce avec l outils maitre enregistrer le G54 ou autre et normalement tous les outils seront au zéro pièce
( Monsieur Damy conseil de vérifier le zéro pièce des outils secondaires )
j ai un doute dans le programme GCODE pièce sous Fusion 360 on supprime les G43 offset longueur dans le post processeur
Fusion ne peut pas connaitre les décalages de longueur des outils sur la machine
encore merci à tous et en particulier Monsieur David
Il y avait des petit bug dans la macro des n° de DRO qui n était pas cohérent DRO 2 (Z) alors qu' un peu plus haut j utilise DRO 802(Z)
et après le palpage dans la routine l outils ne restait pas à zéro
donc c est résolu
l outils maitre est à zéro maintenant ça colle nickel
l outils maitre est à zéro et les outils secondaires affiche leur longueur par rapport à ce zéro
donc Référencement , mesure des longueurs d outils
une fois les mesure de longueur d' outils effectués
il faut faire le zéro Z sur la pièce avec l outils maitre enregistrer le G54 ou autre et normalement tous les outils seront au zéro pièce
( Monsieur Damy conseil de vérifier le zéro pièce des outils secondaires )
j ai un doute dans le programme GCODE pièce sous Fusion 360 on supprime les G43 offset longueur dans le post processeur
Fusion ne peut pas connaitre les décalages de longueur des outils sur la machine
encore merci à tous et en particulier Monsieur David
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE suite & fin
![]() WF Jeu 9 Juil 2020 - 19:34
WF Jeu 9 Juil 2020 - 19:34
voila le code macro version 4
'elle commence par mesurée l'outils maître, puis vous pouvez définir maximum 8 d’outils si vous le souhaitez ou annuler à la fin.
' elle effectue 2 palpage pour chaque longueur d' outils pour auguementer la precision
Sub Main()
'**************** PREPARATION ************************
' variable n°3 difference longueur outils maitre moins outils secondaire
Code "M9" ' STOP L ARROSAGE
DoSpinStop() ' STOP LA SPINDLE
Sleep(10) ' donne le temps de charge à fond
MaxToolNum = 8 'Maximum d outils pour le rack
ToolDown = -200 'Z bas position pour prendre ou relacher les outils dans le rack
ToolUp = -50 'Z haut de secu pour les deplacement au dessus table et rack
Yprepa = 1000 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Ypos = 1176.33 'Y position à fond de berceau pour prendre ou relacher l outils
XpalF = 141.1 'X position palpeur fixe en X
YpalF = 1165.8 'Y position palpeur fixe en Y
NewTool = Tnum ' le numero du nouvel outils = le n° d outils dans la table d 'outils
OldTool = GetOEMDRO (824) 'enregistre le numero d 'outils dans la broche
Tnum= 1
tool = GetSelectedTool()
NewTool = tool
ActivateSignal(OUTPUT5) 'remonte les balais anti-projection en haut
MsgBox(" *** la broche doit etre VIDE Pas d'outils ***")
MachMsg ("Prêt à exécuter le réglage de L'OUTILS MAITRE N°1 BROCHE VIDE SANS OUTILS < tool information =0> ET Ok", "OUTILS MAITRE", 1)
If Ret= 2 Or OldTool<>0 Then End 'si Ret=2 ou si Tool differend de zero alors fin du programme
'************************************* REM VA CHERCHER L OUTILS N°1 MAITRE ************************
NewTool = 1
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Call MovePos(NewTool) ' appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
ActivateSignal(OUTPUT6) 'active la sortie 5 ( machoires) pour relacher l'outils
Sleep(4) '**tempo 10 s secondes pour relacher l'outils + jet d air chasse copeaux
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 de la carte en plus ou en moins selon la config des pins
Code "G4 P1.50" 'temporisation 2secondes attente fermeture des machoires sortie 5
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G4 P1.75" '** temporisation 1.75 seconde
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool)
Sleep(1)
'***************************************** Rem MESURE DE L OUTILS N°1 MAITRE ************************
Code "G31 Z-150 f 350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving ( ) 'tant que ça bouge
Sleep(3) ' temporisation 10s
Wend
PRP= GetOEMDRO(802)+10
Code "G0 Z" & PRP ' remonte de10mm au dessus de la sonde
Code "G31 Z-150. f 150." ' descente sur le palpeur jusqu'a -150 avance f=150
While IsMoving ( ) 'tant que ça bouge
Sleep(4) ' temporisation 10s
Wend
SetOEMDRO(802,0.00) 'Code "G92 Z0.00"***passe z à o.oo en sans mouvement en relatif origine des mesures de longueur
Sleep(4)
'tempo 3 s pour ecriture
Tlo = GetDro(802) ' valeur de z Tlo = GetDro(2) '
SetToolParam(Tnum,2,Tlo) ' ecrit la longueur z de l outils n°1 dans la table d outils
Sleep(4) 'tempo 3 s pour ecriture
Code "G00 G53 Z" & ToolUp ' va a grande vitesse en Z secu coordonnées Machine
Code"f500"
N1: '************************ ROUTINE nom de la routine N1 *********************************************
'************* PREPARATION N1 **********
OldTool = GetOEMDRO(824)
NewTool= NewTool +1
Tnum = NewTool
Ret = MachMsg ("Etes-vous prêt pour le réglage de l’outil suivant?", "OUTILS SECONDAIRES",1)
If Ret=2 Or NewTool>8 Then End ' si Ret=2 reponse NON=2 alors fin du programme ou outils superieur à 8 alors fin
Call MovePos(OldTool) '**** appel MovePos(OldTool) coordonnées Machine des outils
While IsMoving() ' tant que ça bouge
Wend 'fin du mouvement
Code "G0G53 Y" & Yprepa 'Yprepa position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G53 Z" & ToolDown 'va à Z position pour relacher les outils dans le rack
Code "G53 Y"& Ypos 'va à Y position à fond de berceau pour prendre ou relacher l outils
Sleep(1) ' temporisation 1. seconde
While IsMoving()
Wend
ActivateSignal(OUTPUT6) 'active la sortie 6 machoires OUVERTES pour relacher l'outils
Code "G4 P2.75" ' temporisation sans mouvement 2.75 secondes pour relacher l'outils + jet d air chasse copeaux
Code "G0G53 Z" & ToolUp ' monte en Z secu coordonnées Machine
Call MovePos(NewTool) '****appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 MACHOIRES FERMEES
Code "G4 P 0.70" 'temporisation 2secondes attente fermeture des machoires sortie 6
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool) 'ecrit le numero du nouvel outils dans tool information dro
Sleep(1)
'********************REM MESURE DES OUTILS SECONDAIRES double palpage = prescision ****************************
Code "G31 Z-130 f350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving() 'alors que ça bouge
Sleep(4) 'tempo 10 s
Wend
PRP= GetOEMDRO(802)+10 'PRP= Z +10mm
Code "G0 Z" & PRP 'remonte de 10mm
Code "G31 Z-130 f150." 'va palper jusqu'a Z-150mm vitesse 150mm/M
While IsMoving() 'alors que ça bouge
Sleep(4) ' tempo 10s
Wend
Tlo =GetDro(2) 'Tlo=GetDro(2) lit la valeur de z au contact sur la sonde
SetToolParam(Tnum,2,Tlo) ' ecrit la diference de longueur de l'outils N°"" par rapport à la longueur de l outils maitre
While Ismoving() 'alors que ça bouge
Sleep(5) 'tempo 10 s
Wend
Code "G0G53 Z" & ToolUp
Code"f1000"
While Ismoving()
Wend ' on regle l avance icipour les deplacements qui n ont pas de G0
GoTo N1 ' retourne au debut de la routine N1
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
' COORDONNEES X ,Y ET Yprepa DES OUTILS SELON LEUR Numero°
Case Is = 1 ' VALEUR X ET Y de l outils N°1 sur le rack
Xpos = 430.17
Yprepa = 1000 ' EN COORDONNEES MACHINE
YPos = 1176.33
Case Is = 2
Xpos = 543.01
Yprepa =1000
YPos = 1176.33
Case Is = 3
Xpos = 655.68
Yprepa = 1000
YPos = 1176.33
Case Is = 4
Xpos = 771.82
Yprepa = 1000
YPos =1176.33
Case Is = 5
Xpos = 885.60
Yprepa = 1000
YPos = 1176.33
Case Is = 6
Xpos = 998.28
Yprepa = 1000
YPos = 1176.33
Case Is = 7
Xpos = 1115.72
Yprepa = 1000
YPos = 1176.33
Case Is = 8
Xpos = 1227.27
Yprepa = 1000
YPos =1176.33
End Select
Code "G53 Y" & Yprepa ' position des Y prepa pour les retour d outils au rack
Code "G53 X" & XPos 'position des Xpos pour les retour d outils au rack
While IsMoving()
Wend
End Sub
Main
'elle commence par mesurée l'outils maître, puis vous pouvez définir maximum 8 d’outils si vous le souhaitez ou annuler à la fin.
' elle effectue 2 palpage pour chaque longueur d' outils pour auguementer la precision
Sub Main()
'**************** PREPARATION ************************
' variable n°3 difference longueur outils maitre moins outils secondaire
Code "M9" ' STOP L ARROSAGE
DoSpinStop() ' STOP LA SPINDLE
Sleep(10) ' donne le temps de charge à fond
MaxToolNum = 8 'Maximum d outils pour le rack
ToolDown = -200 'Z bas position pour prendre ou relacher les outils dans le rack
ToolUp = -50 'Z haut de secu pour les deplacement au dessus table et rack
Yprepa = 1000 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Ypos = 1176.33 'Y position à fond de berceau pour prendre ou relacher l outils
XpalF = 141.1 'X position palpeur fixe en X
YpalF = 1165.8 'Y position palpeur fixe en Y
NewTool = Tnum ' le numero du nouvel outils = le n° d outils dans la table d 'outils
OldTool = GetOEMDRO (824) 'enregistre le numero d 'outils dans la broche
Tnum= 1
tool = GetSelectedTool()
NewTool = tool
ActivateSignal(OUTPUT5) 'remonte les balais anti-projection en haut
MsgBox(" *** la broche doit etre VIDE Pas d'outils ***")
MachMsg ("Prêt à exécuter le réglage de L'OUTILS MAITRE N°1 BROCHE VIDE SANS OUTILS < tool information =0> ET Ok", "OUTILS MAITRE", 1)
If Ret= 2 Or OldTool<>0 Then End 'si Ret=2 ou si Tool differend de zero alors fin du programme
'************************************* REM VA CHERCHER L OUTILS N°1 MAITRE ************************
NewTool = 1
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Call MovePos(NewTool) ' appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
ActivateSignal(OUTPUT6) 'active la sortie 5 ( machoires) pour relacher l'outils
Sleep(4) '**tempo 10 s secondes pour relacher l'outils + jet d air chasse copeaux
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 de la carte en plus ou en moins selon la config des pins
Code "G4 P1.50" 'temporisation 2secondes attente fermeture des machoires sortie 5
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G4 P1.75" '** temporisation 1.75 seconde
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool)
Sleep(1)
'***************************************** Rem MESURE DE L OUTILS N°1 MAITRE ************************
Code "G31 Z-150 f 350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving ( ) 'tant que ça bouge
Sleep(3) ' temporisation 10s
Wend
PRP= GetOEMDRO(802)+10
Code "G0 Z" & PRP ' remonte de10mm au dessus de la sonde
Code "G31 Z-150. f 150." ' descente sur le palpeur jusqu'a -150 avance f=150
While IsMoving ( ) 'tant que ça bouge
Sleep(4) ' temporisation 10s
Wend
SetOEMDRO(802,0.00) 'Code "G92 Z0.00"***passe z à o.oo en sans mouvement en relatif origine des mesures de longueur
Sleep(4)
'tempo 3 s pour ecriture
Tlo = GetDro(802) ' valeur de z Tlo = GetDro(2) '
SetToolParam(Tnum,2,Tlo) ' ecrit la longueur z de l outils n°1 dans la table d outils
Sleep(4) 'tempo 3 s pour ecriture
Code "G00 G53 Z" & ToolUp ' va a grande vitesse en Z secu coordonnées Machine
Code"f500"
N1: '************************ ROUTINE nom de la routine N1 *********************************************
'************* PREPARATION N1 **********
OldTool = GetOEMDRO(824)
NewTool= NewTool +1
Tnum = NewTool
Ret = MachMsg ("Etes-vous prêt pour le réglage de l’outil suivant?", "OUTILS SECONDAIRES",1)
If Ret=2 Or NewTool>8 Then End ' si Ret=2 reponse NON=2 alors fin du programme ou outils superieur à 8 alors fin
Call MovePos(OldTool) '**** appel MovePos(OldTool) coordonnées Machine des outils
While IsMoving() ' tant que ça bouge
Wend 'fin du mouvement
Code "G0G53 Y" & Yprepa 'Yprepa position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G53 Z" & ToolDown 'va à Z position pour relacher les outils dans le rack
Code "G53 Y"& Ypos 'va à Y position à fond de berceau pour prendre ou relacher l outils
Sleep(1) ' temporisation 1. seconde
While IsMoving()
Wend
ActivateSignal(OUTPUT6) 'active la sortie 6 machoires OUVERTES pour relacher l'outils
Code "G4 P2.75" ' temporisation sans mouvement 2.75 secondes pour relacher l'outils + jet d air chasse copeaux
Code "G0G53 Z" & ToolUp ' monte en Z secu coordonnées Machine
Call MovePos(NewTool) '****appel MovePos(NewTool)coordonnées Machine des outils
While IsMoving()
Wend
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 Y" & Ypos 'Y position à fond de berceau pour prendre ou relacher l outils
Code "G53 Z" & ToolDown 'Z bas position pour prendre ou relacher les outils dans le rack
Code "G4 P2.75" ' temporisation 2.75 seconde
While IsMoving() ' tant que ça bouge
Wend
DeactivateSignal(Output6) 'desactive la sortie 5 MACHOIRES FERMEES
Code "G4 P 0.70" 'temporisation 2secondes attente fermeture des machoires sortie 6
While IsMoving() 'tant que ça bouge
Wend
Code "G53 Y" & Yprepa 'Y position pour la descente du porte outils permettant encliquement dans les rainures des berceaux
Code "G0G53 Z" & ToolUp 'Z haut de secu pour les deplacement au dessus table et rack
Code "G0G53 X"&XpalF &"Y"&YpalF 'va audessus du palpeur fixe
While IsMoving() ' tant que ça bouge
Wend
SetOEMDRO (824, NewTool) 'ecrit le numero du nouvel outils dans tool information dro
Sleep(1)
'********************REM MESURE DES OUTILS SECONDAIRES double palpage = prescision ****************************
Code "G31 Z-130 f350." ' descente sur le palpeur jusqu'a -150 avance f=350
While IsMoving() 'alors que ça bouge
Sleep(4) 'tempo 10 s
Wend
PRP= GetOEMDRO(802)+10 'PRP= Z +10mm
Code "G0 Z" & PRP 'remonte de 10mm
Code "G31 Z-130 f150." 'va palper jusqu'a Z-150mm vitesse 150mm/M
While IsMoving() 'alors que ça bouge
Sleep(4) ' tempo 10s
Wend
Tlo =GetDro(2) 'Tlo=GetDro(2) lit la valeur de z au contact sur la sonde
SetToolParam(Tnum,2,Tlo) ' ecrit la diference de longueur de l'outils N°"" par rapport à la longueur de l outils maitre
While Ismoving() 'alors que ça bouge
Sleep(5) 'tempo 10 s
Wend
Code "G0G53 Z" & ToolUp
Code"f1000"
While Ismoving()
Wend ' on regle l avance icipour les deplacements qui n ont pas de G0
GoTo N1 ' retourne au debut de la routine N1
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
' COORDONNEES X ,Y ET Yprepa DES OUTILS SELON LEUR Numero°
Case Is = 1 ' VALEUR X ET Y de l outils N°1 sur le rack
Xpos = 430.17
Yprepa = 1000 ' EN COORDONNEES MACHINE
YPos = 1176.33
Case Is = 2
Xpos = 543.01
Yprepa =1000
YPos = 1176.33
Case Is = 3
Xpos = 655.68
Yprepa = 1000
YPos = 1176.33
Case Is = 4
Xpos = 771.82
Yprepa = 1000
YPos =1176.33
Case Is = 5
Xpos = 885.60
Yprepa = 1000
YPos = 1176.33
Case Is = 6
Xpos = 998.28
Yprepa = 1000
YPos = 1176.33
Case Is = 7
Xpos = 1115.72
Yprepa = 1000
YPos = 1176.33
Case Is = 8
Xpos = 1227.27
Yprepa = 1000
YPos =1176.33
End Select
Code "G53 Y" & Yprepa ' position des Y prepa pour les retour d outils au rack
Code "G53 X" & XPos 'position des Xpos pour les retour d outils au rack
While IsMoving()
Wend
End Sub
Main
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Re: MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() dh42 Ven 10 Juil 2020 - 1:17
dh42 Ven 10 Juil 2020 - 1:17
Salut,
Oui, Mach3 peut encore utiliser les ancien n° comme le 2 pour la DRO Z, mais c'est déconseillé ; il vaut mieux utiliser les codes OEM, donc le 802 pour le Z
même chose pour GetDRO
il est donc préférable de remplacer tes SetDRO par des SetOEMDro avec le code en OEM ; et bien sûr, pour les GetDRO, ils doivent être remplacés par GetOEMDro. La plage de valeurs va de 1 à 999 pour les codes OEM
Note aussi que si c'est des DRO perso crées sur Machscreen et qui sont dans la plage de valeur réservée au DRO/LED perso (de 1000 à 2254) tu dois utiliser GetUserDRO et SetUserDRO. (et GetUserLED, SetUserLED)
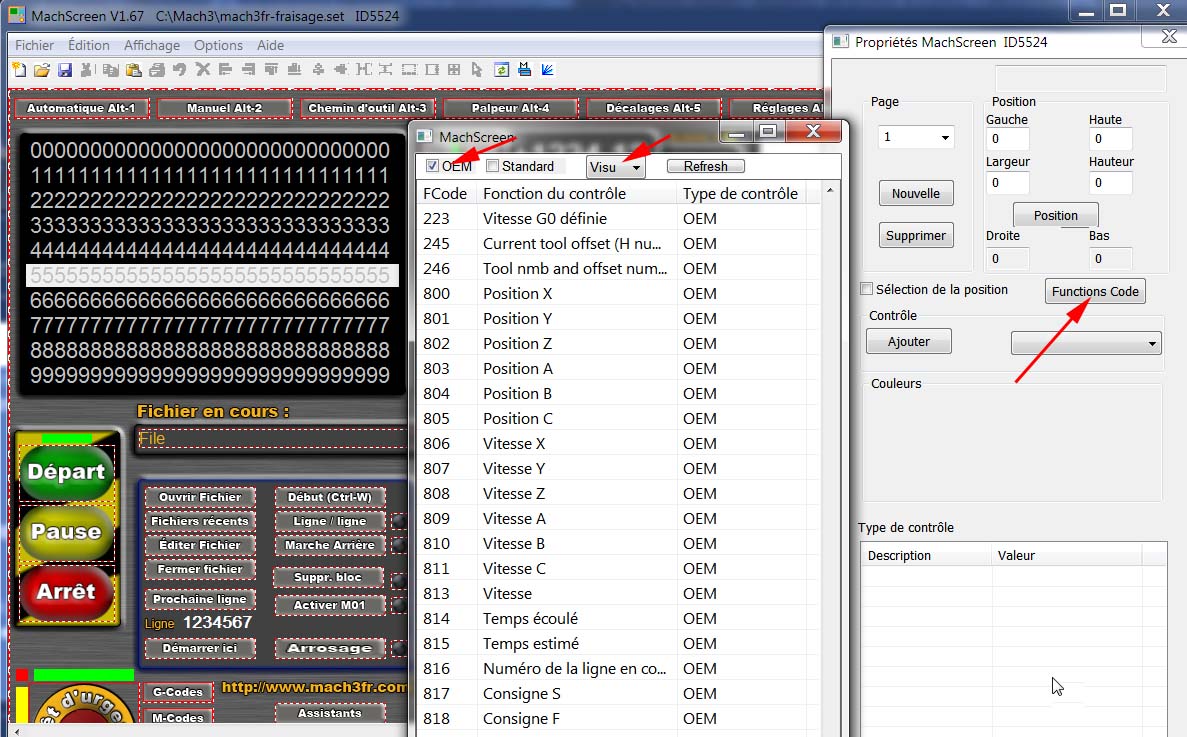
Sur MachScreen, tu peux avoir un tableau qui te donne les valeurs soit en code OEM soit en code "standard" via le bouton "Function code" ; en haut de la fenêtre, tu sélectionne si tu veux afficher des codes OEM ou Standard.
PS: dans ton code ci-dessus, il en reste encore 2 à changer
dans
'***************************************** Rem MESURE DE L OUTILS N°1 MAITRE ************************
Tlo = GetDro(802) ' valeur de z Tlo = GetDro(2)
dans
'********************REM MESURE DES OUTILS SECONDAIRES double palpage = prescision ****************************
Tlo =GetDro(2) 'Tlo=GetDro(2) lit la valeur de z au contact sur la sonde
++
David
Il y avait des petit bug dans la macro des n° de DRO qui n était pas cohérent DRO 2 (Z) alors qu' un peu plus haut j utilise DRO 802(Z)
Oui, Mach3 peut encore utiliser les ancien n° comme le 2 pour la DRO Z, mais c'est déconseillé ; il vaut mieux utiliser les codes OEM, donc le 802 pour le Z
The use of SetDRO is no longer recommended practice and this function exists only to
support preexisting legacy scripts. This function is deprecated, and its use is strongly
discouraged.
même chose pour GetDRO
il est donc préférable de remplacer tes SetDRO par des SetOEMDro avec le code en OEM ; et bien sûr, pour les GetDRO, ils doivent être remplacés par GetOEMDro. La plage de valeurs va de 1 à 999 pour les codes OEM
Note aussi que si c'est des DRO perso crées sur Machscreen et qui sont dans la plage de valeur réservée au DRO/LED perso (de 1000 à 2254) tu dois utiliser GetUserDRO et SetUserDRO. (et GetUserLED, SetUserLED)
Sur MachScreen, tu peux avoir un tableau qui te donne les valeurs soit en code OEM soit en code "standard" via le bouton "Function code" ; en haut de la fenêtre, tu sélectionne si tu veux afficher des codes OEM ou Standard.

PS: dans ton code ci-dessus, il en reste encore 2 à changer
dans
'***************************************** Rem MESURE DE L OUTILS N°1 MAITRE ************************
Tlo = GetDro(802) ' valeur de z Tlo = GetDro(2)
dans
'********************REM MESURE DES OUTILS SECONDAIRES double palpage = prescision ****************************
Tlo =GetDro(2) 'Tlo=GetDro(2) lit la valeur de z au contact sur la sonde
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
MACRO PALPAGE ET CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() WF Mar 14 Juil 2020 - 19:30
WF Mar 14 Juil 2020 - 19:30
Merci Monsieur David
en bidouillant sur la carte chinoise XHC et en traduisant la doc (en chinois traditionnel et non chinois simplifier merci google) je me suis aperçu que les chinois dans leur Macro intégrée à la dll vérifient l état de leur sortie par une entrée
exemple ( Output6 ) cette sortie est commandé par un relais qui actionne une electro valve
ce meme relais sur un autre contact envoi à la carte un signal sur une entrée (Input#1) pin 12 low active
ActivateSignal(OUTPUT6) 'COMMENT VÉRIFIER LE SIGNAL active la sortie 5 ( mâchoires) pour relâcher l'outils
Sleep(4) '**tempo 10 s secondes pour relâcher l'outils + jet d air chasse copeaux
je fais une fonction " & " du genre
ActivateSignal(OUTPUT6) & (input#1)=true '*****COMMENT VÉRIFIER LE SIGNAL**** active la sortie 5 ( mâchoires) pour relâcher l'outils
ou truc avec des if et then mais ça alourdit la macro qui est déjà très grosse
je suis dans les choux
merci pour votre aide
en bidouillant sur la carte chinoise XHC et en traduisant la doc (en chinois traditionnel et non chinois simplifier merci google) je me suis aperçu que les chinois dans leur Macro intégrée à la dll vérifient l état de leur sortie par une entrée
exemple ( Output6 ) cette sortie est commandé par un relais qui actionne une electro valve
ce meme relais sur un autre contact envoi à la carte un signal sur une entrée (Input#1) pin 12 low active
ActivateSignal(OUTPUT6) 'COMMENT VÉRIFIER LE SIGNAL active la sortie 5 ( mâchoires) pour relâcher l'outils
Sleep(4) '**tempo 10 s secondes pour relâcher l'outils + jet d air chasse copeaux
je fais une fonction " & " du genre
ActivateSignal(OUTPUT6) & (input#1)=true '*****COMMENT VÉRIFIER LE SIGNAL**** active la sortie 5 ( mâchoires) pour relâcher l'outils
ou truc avec des if et then mais ça alourdit la macro qui est déjà très grosse
je suis dans les choux
merci pour votre aide
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
MACRO PALPAGE ET CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() WF Mar 14 Juil 2020 - 19:36
WF Mar 14 Juil 2020 - 19:36
Ci joint la doc chinoise traduite En chinois Traditionnel elle est illisible en chinois simplifier
Merci encore pour votre aide
Merci encore pour votre aide
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Re: MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() dh42 Mar 14 Juil 2020 - 22:45
dh42 Mar 14 Juil 2020 - 22:45
Salut
If IsOutputActive(OUTPUT1) And IsActive(INPUT1) Then
' si les 2 sont actifs
.....
End If
attention, comme tu peux le voir, ce n'est pas la même commande pour tester une sortie et une entrée ... et en VB le & est le symbole de concaténation de chaine ; le ET logique c'est And.
++
David
If IsOutputActive(OUTPUT1) And IsActive(INPUT1) Then
' si les 2 sont actifs
.....
End If
attention, comme tu peux le voir, ce n'est pas la même commande pour tester une sortie et une entrée ... et en VB le & est le symbole de concaténation de chaine ; le ET logique c'est And.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() WF Ven 17 Juil 2020 - 16:47
WF Ven 17 Juil 2020 - 16:47
Bonjour Monsieur David
merci pour votre aide
mon mach screen est la version v1.70 et mon mach3 v62
les numéros des dro ne sont pas en 802 pour z mais en 2
j ai cherché un certains temps car la longueur de outils T1 n'était pas à zéro après le palpage
je vais remodifier la macro avec les position chinoises
output pare-poussière non alimenter en haut desactivé
de même pour les mâchoires spindle non alimenter = désactivé = mâchoires fermées
c est mieux pour la sécurité
merci encore et à bientôt sur le site
merci pour votre aide
mon mach screen est la version v1.70 et mon mach3 v62
les numéros des dro ne sont pas en 802 pour z mais en 2
j ai cherché un certains temps car la longueur de outils T1 n'était pas à zéro après le palpage
je vais remodifier la macro avec les position chinoises
output pare-poussière non alimenter en haut desactivé
de même pour les mâchoires spindle non alimenter = désactivé = mâchoires fermées
c est mieux pour la sécurité
merci encore et à bientôt sur le site
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Re: MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE SUITE
![]() dh42 Ven 17 Juil 2020 - 22:28
dh42 Ven 17 Juil 2020 - 22:28
Salut,
Oui, c'est ce que je te dis plus haut, 2 c'est pour les anciens n° (codes standards), accessible via GetDRO, 802 c'est le code OEM accessible via GetOEMDro ; l'ancienne numérotation ne doit plus être utilisée ni la fonction GetDRO
++
David
les numéros des dro ne sont pas en 802 pour z mais en 2
Oui, c'est ce que je te dis plus haut, 2 c'est pour les anciens n° (codes standards), accessible via GetDRO, 802 c'est le code OEM accessible via GetOEMDro ; l'ancienne numérotation ne doit plus être utilisée ni la fonction GetDRO
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» MACRO PALPAGE EST CHANGEUR OUTILS AUTOMATIQUE
» CHANGEUR D OUTILS AUTOMATIQUE METHODE
» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
» Vérification macro palpage
» Palpage Y & Z
» CHANGEUR D OUTILS AUTOMATIQUE METHODE
» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
» Vérification macro palpage
» Palpage Y & Z
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum