






Recherche des mes contacts Home..
3 participants
Page 1 sur 1

 Recherche des mes contacts Home..
Recherche des mes contacts Home..
![]() capalti Ven 23 Mar 2018 - 17:43
capalti Ven 23 Mar 2018 - 17:43
Bonjour à tous
Bon voici : ma 1ere cn et je suis comme un gamin ; mon petit fichier ".cn" est prêt et se charge bien dans mach3 ; c'est pas encore une aube de turbine du sixième étage haute pression d'un CFM6 mais plutôt un carré de plastique dans lequel ma mission du mois va consister à faire une rainure et accessoirement un trou si je le sent ( mais bon ,restons humble ) . Point zéro sur ma pièce : je clique ... gouttes de sueur..et la machine par de suite ..dans les coins!! Forum..je lis.... référencement...g54...ouh là : il faut des fin de course. Même pas peur : je câble tout ça , contacts normalement clos , je me met en mode diagnostic : m1 , m2 ,m3 s'allument de suite quand je touche un des switchs : ça a l'air de fonctionner . Héhé voyons voir : je met mes 3 axes à 2 cm de leurs switchs respectifs , je clique sur "Ref All Home" : re-gouttes de sueur
; mon petit fichier ".cn" est prêt et se charge bien dans mach3 ; c'est pas encore une aube de turbine du sixième étage haute pression d'un CFM6 mais plutôt un carré de plastique dans lequel ma mission du mois va consister à faire une rainure et accessoirement un trou si je le sent ( mais bon ,restons humble ) . Point zéro sur ma pièce : je clique ... gouttes de sueur..et la machine par de suite ..dans les coins!! Forum..je lis.... référencement...g54...ouh là : il faut des fin de course. Même pas peur : je câble tout ça , contacts normalement clos , je me met en mode diagnostic : m1 , m2 ,m3 s'allument de suite quand je touche un des switchs : ça a l'air de fonctionner . Héhé voyons voir : je met mes 3 axes à 2 cm de leurs switchs respectifs , je clique sur "Ref All Home" : re-gouttes de sueur  : ça a fait bzz bzz bzz , les 3 axes ont bougé 1/4 de secondes et tout est à zéro ! je les bouge un peu au clavier : forcément ttes mes valeurs x y z bougent dans les fenêtres : reclic bz bz bz et tout se cale à zéro!
: ça a fait bzz bzz bzz , les 3 axes ont bougé 1/4 de secondes et tout est à zéro ! je les bouge un peu au clavier : forcément ttes mes valeurs x y z bougent dans les fenêtres : reclic bz bz bz et tout se cale à zéro!
Tout ça est bien beau mais ma titine refuse d'aller se faire référencer
Si vous aviez une idée..
Au plaisir de vous lire
Bon voici : ma 1ere cn et je suis comme un gamin
: ça a fait bzz bzz bzz , les 3 axes ont bougé 1/4 de secondes et tout est à zéro ! je les bouge un peu au clavier : forcément ttes mes valeurs x y z bougent dans les fenêtres : reclic bz bz bz et tout se cale à zéro!Tout ça est bien beau mais ma titine refuse d'aller se faire référencer
Si vous aviez une idée..
Au plaisir de vous lire

capalti- petit nouveau

- Messages : 8
Points : 12
Date d'inscription : 15/03/2018
Age : 63
Localisation : VENDEE

Re: Recherche des mes contacts Home..
![]() eric44 Ven 23 Mar 2018 - 21:19
eric44 Ven 23 Mar 2018 - 21:19
Si tu Ref All Home et que tout revient à 0, tu es référencé !
Si tu déplaces tes axes à la main, n'importe où et que tu demandes le référencement, la broche revient bien au point 0,0,0, enfin presque car les fin de courses sont généralement relâchée, donc tu reviens en 0,5/0,5/zmax-0.5 (broche en haut).
@+
Eric
Si tu déplaces tes axes à la main, n'importe où et que tu demandes le référencement, la broche revient bien au point 0,0,0, enfin presque car les fin de courses sont généralement relâchée, donc tu reviens en 0,5/0,5/zmax-0.5 (broche en haut).
@+
Eric

eric44- complétement accro

- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -

Re: Recherche des mes contacts Home..
![]() capalti Ven 23 Mar 2018 - 22:23
capalti Ven 23 Mar 2018 - 22:23
Bonsoir Eric
Merci pour ta réponse . En fait je me rends compte que je n'ai pour le moment absolument pas compris le principe de ce référencement "Home" et autres limit switchs . J'ai lu en long en large et en travers tous les tuto de dh42 sans compter les vidéos en anglais sur le sujet mais j'ai pas encore eu le déclic ; cerise sur le gâteau, je viens de lire un truc sur le fait que ces homes switch ne sont pas nécessaires ( ça c'est en plus,va falloir que je le digère ) ! Le seul truc à peu près pigé c'est le point zéro sur la pièce que je voudrais usiner mais au lieu de ça les axes partent de suite à la recherche de qque chose qui semble être une référence . Pour être plus précis , il m'est arrivé ceci il y a quelques jours : quand j'ai découvert les "home/limit" switchs et que j'étais en train de les câbler , à un moment , alors que tout était "en volant" j'ai cliqué sur ce sacré " ref all home " et là, miracle ! la broche est partie vers le haut , très très doucement ; rendu presque en haut , j'ai appuyé sur le switch , simulant le le contact ; elle s'est arrêtée net et a reculé très légèrement puis l'autre axe a fait de même et puis le troisième axe . Très satisfait , j'ai terminé le câblage proprement puis j'ai voulu recommencer et depuis plus rien! Un peu comme si cette manip Ref All Home avait été enregistrée définitivement!
sans compter les vidéos en anglais sur le sujet mais j'ai pas encore eu le déclic ; cerise sur le gâteau, je viens de lire un truc sur le fait que ces homes switch ne sont pas nécessaires ( ça c'est en plus,va falloir que je le digère ) ! Le seul truc à peu près pigé c'est le point zéro sur la pièce que je voudrais usiner mais au lieu de ça les axes partent de suite à la recherche de qque chose qui semble être une référence . Pour être plus précis , il m'est arrivé ceci il y a quelques jours : quand j'ai découvert les "home/limit" switchs et que j'étais en train de les câbler , à un moment , alors que tout était "en volant" j'ai cliqué sur ce sacré " ref all home " et là, miracle ! la broche est partie vers le haut , très très doucement ; rendu presque en haut , j'ai appuyé sur le switch , simulant le le contact ; elle s'est arrêtée net et a reculé très légèrement puis l'autre axe a fait de même et puis le troisième axe . Très satisfait , j'ai terminé le câblage proprement puis j'ai voulu recommencer et depuis plus rien! Un peu comme si cette manip Ref All Home avait été enregistrée définitivement!
Quand je vais avoir compris ... je me marre déjà
Que la nuit soit douce!!
Merci pour ta réponse . En fait je me rends compte que je n'ai pour le moment absolument pas compris le principe de ce référencement "Home" et autres limit switchs . J'ai lu en long en large et en travers tous les tuto de dh42
Quand je vais avoir compris
Que la nuit soit douce!!
capalti- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 15/03/2018
Age : 63
Localisation : VENDEE
Re: Recherche des mes contacts Home..
![]() capalti Ven 23 Mar 2018 - 22:34
capalti Ven 23 Mar 2018 - 22:34
Aarrg
Alors précision : justement rien ne reviens en zéro : si j'envoie mes axes à l'opposé au clavier ( broche en bas , tout à gauche et en bas pour x et y ) , si je fait ref all home , instantanément j entends bzz bzz bzz ( mes 3 axes qui se tatent ) , ils bougent d'un rien et mes fenêtres qui affichaient - 380 , - 510 etc.. affichent 00 et tout passe au vert!!!
J'ai fait un poil moins dans la réthorique mais c'est ça mon pb
Sinon pareil , que la nuit vous soit douce
Alors précision : justement rien ne reviens en zéro : si j'envoie mes axes à l'opposé au clavier ( broche en bas , tout à gauche et en bas pour x et y ) , si je fait ref all home , instantanément j entends bzz bzz bzz ( mes 3 axes qui se tatent ) , ils bougent d'un rien et mes fenêtres qui affichaient - 380 , - 510 etc.. affichent 00 et tout passe au vert!!!
J'ai fait un poil moins dans la réthorique mais c'est ça mon pb
Sinon pareil , que la nuit vous soit douce
capalti- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 15/03/2018
Age : 63
Localisation : VENDEE
Re: Recherche des mes contacts Home..
![]() dh42 Ven 23 Mar 2018 - 23:12
dh42 Ven 23 Mar 2018 - 23:12
Salut,
Oui, tout à fait, les home switch ne servent qu'à prendre le 0 en coordonnées machine, mais ce ne sont pas les coordonnée machine que l'on utilise pour usiner mais les coordonnées pièce (de travail).
Que la machine soit ou non référencée, tu dois aussi mettre tes coord pièce à 0 en fonction de ton dessin.
Peut être ce vieux sujet t'aidera t'il à comprendre comment mettre tes axes à 0 en fonction de ton dessin (c'est une machine qui n'a pas de contacts de référencement)
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
plus d'infos au sujets des coord machine/pièce.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
en vidéo (référencement, puis mise à 0 des coord de travail)
http://www.metabricoleur.com/t5314p25-fabrication-cnc-coffret-electrique-en-mdf#89192
++
David
je viens de lire un truc sur le fait que ces homes switch ne sont pas nécessaires ( ça c'est en plus,va falloir que je le digère )
Oui, tout à fait, les home switch ne servent qu'à prendre le 0 en coordonnées machine, mais ce ne sont pas les coordonnée machine que l'on utilise pour usiner mais les coordonnées pièce (de travail).
Que la machine soit ou non référencée, tu dois aussi mettre tes coord pièce à 0 en fonction de ton dessin.
Peut être ce vieux sujet t'aidera t'il à comprendre comment mettre tes axes à 0 en fonction de ton dessin (c'est une machine qui n'a pas de contacts de référencement)
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
plus d'infos au sujets des coord machine/pièce.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
en vidéo (référencement, puis mise à 0 des coord de travail)
http://www.metabricoleur.com/t5314p25-fabrication-cnc-coffret-electrique-en-mdf#89192
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Recherche des mes contacts Home..
![]() capalti Sam 24 Mar 2018 - 18:10
capalti Sam 24 Mar 2018 - 18:10
Bonjour David
Merci pour ta réponse ; j'étudierais la notion de référencement plus tard effectivement ; je viens de reconvertir mes switchs en butées de sécurité en m'affranchissant totalement de mach3 et ça marche bien ; en fait via une petite carte et un relais je coupe physiquement l'alim de la cnc dès que j'effleure un contact ; ( j'ai ajouté 3 autres contacts , comme ça je suis sécurisé de tout côté ) . Quand je maitriserais mach3 , j'utiliserais les entrées 10 11 etc... pour faire les choses proprement et avoir des sécu logicielles ça sera plus pro. Pour le moment ça veut pas et c'est pas bien grave.
Je travaille donc en origine pièce à présent ; pour la partie mise à zéro de la pièce ça se passe bien ; j'ai bougé les axes au clavier pour voir et appuyé sur goto zéro : c'est bien revenu au point zéro mais ça m'a couté une fraise mais bon, c'est comme ça qu'on apprend ; je travaille avec une allumette à présent
Le comportement de ma cn étant pour le moins erratique ( axes partent en butée un par un , ce qui n'a rien à voir avec mon minuscule programme validé à 100% sur cut viewver ), j'ai fait une pause sur la bricole et j'essaie de comprendre un peu le g-code qui doit être au cœur de mon pb de départ. J'ose pas imaginer la poilade quand je vais avoir trouvé le truc.
Bon Week
Merci pour ta réponse ; j'étudierais la notion de référencement plus tard effectivement ; je viens de reconvertir mes switchs en butées de sécurité en m'affranchissant totalement de mach3 et ça marche bien ; en fait via une petite carte et un relais je coupe physiquement l'alim de la cnc dès que j'effleure un contact ; ( j'ai ajouté 3 autres contacts , comme ça je suis sécurisé de tout côté ) . Quand je maitriserais mach3 , j'utiliserais les entrées 10 11 etc... pour faire les choses proprement et avoir des sécu logicielles ça sera plus pro. Pour le moment ça veut pas et c'est pas bien grave.
Je travaille donc en origine pièce à présent ; pour la partie mise à zéro de la pièce ça se passe bien ; j'ai bougé les axes au clavier pour voir et appuyé sur goto zéro : c'est bien revenu au point zéro mais ça m'a couté une fraise mais bon, c'est comme ça qu'on apprend ; je travaille avec une allumette à présent
Le comportement de ma cn étant pour le moins erratique ( axes partent en butée un par un , ce qui n'a rien à voir avec mon minuscule programme validé à 100% sur cut viewver ), j'ai fait une pause sur la bricole et j'essaie de comprendre un peu le g-code qui doit être au cœur de mon pb de départ. J'ose pas imaginer la poilade quand je vais avoir trouvé le truc.
Bon Week
capalti- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 15/03/2018
Age : 63
Localisation : VENDEE
Re: Recherche des mes contacts Home..
![]() capalti Sam 24 Mar 2018 - 18:28
capalti Sam 24 Mar 2018 - 18:28
Vite fait comme çà
Je viens de comprendre pourquoi ma fraise repose en paix : en faisant "goto zéro" , la broche remonte en dernier !!..c'est ballot! et bizarre sur un plan sécurité
!!..c'est ballot! et bizarre sur un plan sécurité
Ma 1ere leçon : bien mémorisé.
a++
Je viens de comprendre pourquoi ma fraise repose en paix : en faisant "goto zéro" , la broche remonte en dernier
Ma 1ere leçon : bien mémorisé.
a++
capalti- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 15/03/2018
Age : 63
Localisation : VENDEE
Re: Recherche des mes contacts Home..
![]() dh42 Sam 24 Mar 2018 - 19:13
dh42 Sam 24 Mar 2018 - 19:13
Salut,
Oui, le GOTO ZERO d'origine est mal fichu. Pour ma part je me suis refait un bouton qui lève d'abord le Z au maxi avant de bouger X et Y. C'est là qu'une machine référencée devient utile, car pour lever le Z jusqu'en haut, si on utilise les coord pièce, ce n'est pas simple car on ne peut pas savoir de combien on peut remonter sans taper en buté car la course restante en Z vas dépendre de l'épaisseur de la pièce (si tu fait le 0 à sa surface) et de la longueur de la fraise. Si par contre la machine est référencée, Mach3 sait ou est le 0 machine en Z (tout en haut) et donc tu peux demander à ton Z de remonter en lui donnant des coord machine plutôt que des coord pièce.
++
David
Oui, le GOTO ZERO d'origine est mal fichu. Pour ma part je me suis refait un bouton qui lève d'abord le Z au maxi avant de bouger X et Y. C'est là qu'une machine référencée devient utile, car pour lever le Z jusqu'en haut, si on utilise les coord pièce, ce n'est pas simple car on ne peut pas savoir de combien on peut remonter sans taper en buté car la course restante en Z vas dépendre de l'épaisseur de la pièce (si tu fait le 0 à sa surface) et de la longueur de la fraise. Si par contre la machine est référencée, Mach3 sait ou est le 0 machine en Z (tout en haut) et donc tu peux demander à ton Z de remonter en lui donnant des coord machine plutôt que des coord pièce.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Recherche des mes contacts Home..
![]() capalti Sam 24 Mar 2018 - 21:47
capalti Sam 24 Mar 2018 - 21:47
Salut David
D'accord , je commence à comprendre ce concept de coordonnées machine ; je craignais de dire une ânerie avec mon goto zéro..; je te remercie au passage de me consacrer du temps car quand je vois l'étendue du forum ,le niveau de tes interventions tous azimut comparé à mes bidouillages de cn amateur !!!chapeau bas!!
Concernant mon pb ......Je viens de mettre en évidence un truc fou ( à mon niveau ) qui explique pourquoi mes axes partent en butée!!!!! pas encore la poilade sus-mentionnée mais c'est énorme !!! : en fait , ce n'est pas que mes axes courent après une référence quelconque , mais toutes les échelles sont multipliées par.... 3,16!!!!!!!!!!!! je plaisante pas ! Alors forcément tout va de suite largement au-delà des limites de ma titine ; normalement dès le start , ma broche remonte en théorie de 20mm ( j'ai prévu large en dégagement!! ) eh bien multiplié par 3.16 et eu égard à l'épaisseur de mon brut, fatalement, je dépasse allègrement z++ !!! J'ai regardé partout dans cambam et dans mach3 : tout est en mm pas de pb , aucun facteur de multiplication ou coefficient du style : " souhaitez-vous que toutes vos paramètres dimensionnels soient multipliés par pi ou bien un nombre aléatoire pour vous pourrir la vie "( 3.16... il y a une ressemblance je trouve )
J'ai trouvé ce ratio de la manière suivante :à un moment , à force de cliquer un peu partout ( y'a un moment on fatigue ) je me suis rendu compte que , au-delà d'un pb trivial d'échelle et de décalage total , ça usinait parfaitement la forme demandée ! Bon , clic "régen tool path" , on sait jamais : idem.. ! Je passe en manuel et bouge de façon à mesurer + 20mm sur un réglet : je lis : 6.33 dans la fenêtre ...
) je me suis rendu compte que , au-delà d'un pb trivial d'échelle et de décalage total , ça usinait parfaitement la forme demandée ! Bon , clic "régen tool path" , on sait jamais : idem.. ! Je passe en manuel et bouge de façon à mesurer + 20mm sur un réglet : je lis : 6.33 dans la fenêtre ...
1° Fier d'avoir trouvé mon pb!!
2° .... va avoir besoin d 'explication capalti.....
Une heure de moins au lit... (heure d'été) >>> direct ici
zzz à tous
D'accord , je commence à comprendre ce concept de coordonnées machine ; je craignais de dire une ânerie avec mon goto zéro..; je te remercie au passage de me consacrer du temps car quand je vois l'étendue du forum ,le niveau de tes interventions tous azimut comparé à mes bidouillages de cn amateur !!!chapeau bas!!
Concernant mon pb ......Je viens de mettre en évidence un truc fou ( à mon niveau ) qui explique pourquoi mes axes partent en butée!!!!! pas encore la poilade sus-mentionnée mais c'est énorme !!! : en fait , ce n'est pas que mes axes courent après une référence quelconque , mais toutes les échelles sont multipliées par.... 3,16!!!!!!!!!!!!
J'ai trouvé ce ratio de la manière suivante :à un moment , à force de cliquer un peu partout ( y'a un moment on fatigue
1° Fier d'avoir trouvé mon pb!!
2° .... va avoir besoin d 'explication capalti.....
Une heure de moins au lit... (heure d'été) >>> direct ici
zzz à tous
capalti- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 15/03/2018
Age : 63
Localisation : VENDEE
Re: Recherche des mes contacts Home..
![]() dh42 Sam 24 Mar 2018 - 22:04
dh42 Sam 24 Mar 2018 - 22:04
Salut,
Tes axes ne doivent être calibrés correctement ; c'est la valeur du steps per (pas / mm) qui ne dois pas être bonne ; le fait que l'erreur d'échelle tombe plus ou moins sur la valeur de Pi est un coup de chance
Il y a un bon tuto pour calibrer une machine sans avoir des instruments de mesure de haute précision. (plus la mesure est faite sur une grande longueur et plus ce sera précis)
http://forum.id-conception.fr/viewtopic.php?f=22&t=18&hilit=calibrage
bien sûr les valeurs numériques données sur le tuto sont celle de l'IDcnc, sur une 6040 les vis sont au pas de 5 et je ne sais pas sur quel mode µpas sont réglés tes drivers, mais la démarche est la même.
++
David
Tes axes ne doivent être calibrés correctement ; c'est la valeur du steps per (pas / mm) qui ne dois pas être bonne ; le fait que l'erreur d'échelle tombe plus ou moins sur la valeur de Pi est un coup de chance
Il y a un bon tuto pour calibrer une machine sans avoir des instruments de mesure de haute précision. (plus la mesure est faite sur une grande longueur et plus ce sera précis)
http://forum.id-conception.fr/viewtopic.php?f=22&t=18&hilit=calibrage
bien sûr les valeurs numériques données sur le tuto sont celle de l'IDcnc, sur une 6040 les vis sont au pas de 5 et je ne sais pas sur quel mode µpas sont réglés tes drivers, mais la démarche est la même.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Recherche des mes contacts Home..
![]() capalti Dim 25 Mar 2018 - 12:17
capalti Dim 25 Mar 2018 - 12:17
Super David 
C'était bien ça!! n'ayant aucune idée des paramètres de ma 6040 , j'ai été voir les réglages usuels pour ce genre de machine et 320 step semblait faire consensus! J'ai simplement rentré cette valeur et impec du 1er coup pour tt les axes Point zéro pièce , mon allumette en guise de fraise pour un premier parcours et impec!!!! exactement le parcours prévus.
Là ça deviens le pied Quelques petits réglages ( j'ai systématiquement des pertes de pas à chaque changement de direction à 90° ) mais ça va , je vais me débrouiller comme un grand. Juste une petite question : dois-je ou non appuyer sur le bouton "Machine coordonates" ? : dois t-il être rouge ou éteind ? j'ai fait plusieurs essais et parfois je le peux pas faire de mise à zéro pièce selon la position de ce bouton dont j'ignore la fonction.
Bonne journée et encore merci!
a++
C'était bien ça!! n'ayant aucune idée des paramètres de ma 6040 , j'ai été voir les réglages usuels pour ce genre de machine et 320 step semblait faire consensus! J'ai simplement rentré cette valeur et impec du 1er coup pour tt les axes
Là ça deviens le pied
Bonne journée et encore merci!
a++
capalti- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 15/03/2018
Age : 63
Localisation : VENDEE
Re: Recherche des mes contacts Home..
![]() dh42 Dim 25 Mar 2018 - 19:57
dh42 Dim 25 Mar 2018 - 19:57
Salut,
C'est probablement que tes valeurs d'accélération sont trop élevées dans tes réglages moteur.
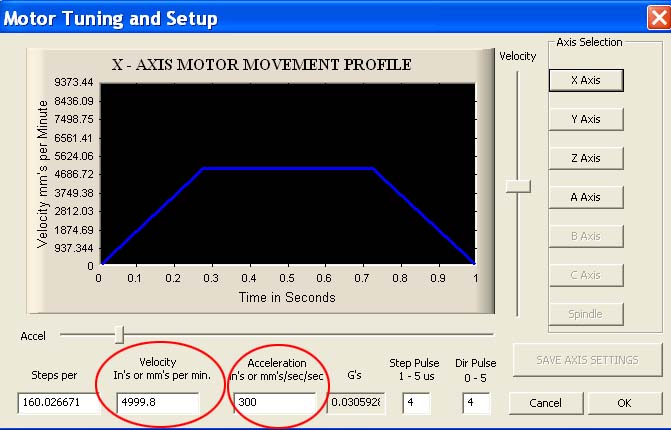
sur ce type de machine, je pense qu'il ne faut pas dépasser les 200 mm/s² en accélération (voir moins si ça perds tj des pas) et dans les 3000 mm/min en vitesse (velocity sur l'image)
Si la machine est pilotée directement en port //, fait bien attention à ce que ton câble // ne passe pas trop près d'un câble 220V, sinon il chope des parasites et la machine peut faire n'importe quoi.
Je suppose que tu utilise l'interface de Mach3FR (marron) ? .. si c'est bien le cas, les visu indiquent les coord machine quand la LED et allumée et elles indiquent les coord pièces quand elle est éteinte. Quand tu est en coord machine (LED allumée), alors oui, tu ne peux pas faire de RAZ des valeurs, c'est normal ; les coord machine ne peuvent pas être modifiées (si ce n'est par un référencement)
Toutes les 6040 ont des VàB au pas de 5 et des moteurs en prise directe, par contre les drivers ne sont forcément réglés sur le même nombre de µpas ; si c'est bon avec un steps per à 320, ça signifie que tes drivers sont réglés en 1/8 de pas (1600 µpas/tour moteur)
++
David
j'ai systématiquement des pertes de pas à chaque changement de direction à 90°
C'est probablement que tes valeurs d'accélération sont trop élevées dans tes réglages moteur.
sur ce type de machine, je pense qu'il ne faut pas dépasser les 200 mm/s² en accélération (voir moins si ça perds tj des pas) et dans les 3000 mm/min en vitesse (velocity sur l'image)
Si la machine est pilotée directement en port //, fait bien attention à ce que ton câble // ne passe pas trop près d'un câble 220V, sinon il chope des parasites et la machine peut faire n'importe quoi.
Juste une petite question : dois-je ou non appuyer sur le bouton "Machine coordonates" ? : dois t-il être rouge ou éteind ?
Je suppose que tu utilise l'interface de Mach3FR (marron) ? .. si c'est bien le cas, les visu indiquent les coord machine quand la LED et allumée et elles indiquent les coord pièces quand elle est éteinte. Quand tu est en coord machine (LED allumée), alors oui, tu ne peux pas faire de RAZ des valeurs, c'est normal ; les coord machine ne peuvent pas être modifiées (si ce n'est par un référencement)
j'ai été voir les réglages usuels pour ce genre de machine et 320 step semblait faire consensus!
Toutes les 6040 ont des VàB au pas de 5 et des moteurs en prise directe, par contre les drivers ne sont forcément réglés sur le même nombre de µpas ; si c'est bon avec un steps per à 320, ça signifie que tes drivers sont réglés en 1/8 de pas (1600 µpas/tour moteur)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» CONTACTS HOME ET CONTACT LIMITES
» REF ALL HOME
» le HOME de Z
» Panne perceuse Peugeot
» Problème de home switch
» REF ALL HOME
» le HOME de Z
» Panne perceuse Peugeot
» Problème de home switch
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum