






Ma future machine CNC
+5
silky
dh42
Wyldix
momoclic
totof69
9 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2

 Re: Ma future machine CNC
Re: Ma future machine CNC
![]() totof69 Ven 1 Sep 2017 - 12:30
totof69 Ven 1 Sep 2017 - 12:30
Bonjour momoclic,
Je vais donc doubler mes 2 rectangles 100x50 (a gauche et a droite pour les 2 rails Y), merci.
Voici une image du chariot:
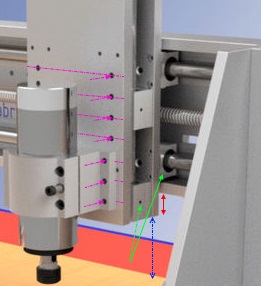
Pour expliquer un peu mieux:
Sur le plan le chariot Z est en position haute.
La cotes en rouge, je ne peux pas la mettre a 0, car impossible de fixer le 2 SBR20UU (en vert) face a face sur la plaque alu ! Comment faire ?
En violet, les 5 positions possible du support broche, c'est pour remonter la broche en cas de besoin (j'utiliserais bien sur aussi le coulissement de la broche dans le collier). ça c'est OK ?
Merci beaucoup.
Je vais donc doubler mes 2 rectangles 100x50 (a gauche et a droite pour les 2 rails Y), merci.
Voici une image du chariot:
Pour expliquer un peu mieux:
Sur le plan le chariot Z est en position haute.
La cotes en rouge, je ne peux pas la mettre a 0, car impossible de fixer le 2 SBR20UU (en vert) face a face sur la plaque alu ! Comment faire ?
En violet, les 5 positions possible du support broche, c'est pour remonter la broche en cas de besoin (j'utiliserais bien sur aussi le coulissement de la broche dans le collier). ça c'est OK ?
Merci beaucoup.
totof69- petit nouveau

- Messages : 34
Date d'inscription : 22/07/2017

Re: Ma future machine CNC
![]() Hervé-34 Ven 1 Sep 2017 - 13:13
Hervé-34 Ven 1 Sep 2017 - 13:13
Bonjour !
En fait tu perd la cote rouge en hauteur de travail !
c'est ce que les collègues te disent !
Maintenant si il y a impossibilité mécanique ! .... tant pis !
Hervé
En fait tu perd la cote rouge en hauteur de travail !
c'est ce que les collègues te disent !
Maintenant si il y a impossibilité mécanique ! .... tant pis !
Hervé

Hervé-34- complétement accro

- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Ma future machine CNC
![]() momoclic Ven 1 Sep 2017 - 19:46
momoclic Ven 1 Sep 2017 - 19:46
Sincèrement je ne vois pas l'impossibilité...
Il y a même plusieurs possibilités !
La plus simple, peut-être,serait de passer les douilles à billes du Z de l'autre côté du X.
Il y a même plusieurs possibilités !
La plus simple, peut-être,serait de passer les douilles à billes du Z de l'autre côté du X.
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Ma future machine CNC
![]() totof69 Sam 2 Sep 2017 - 12:43
totof69 Sam 2 Sep 2017 - 12:43
Bonjours a tous,
Enfin le week end
Désolé, je sais, je suis chiant...
J'essai de limiter les problèmes que je pourrai rencontrer,
parce qu'une fois la fabrication lancé, c'est fini pour les modif. (enfin les grosses modif)
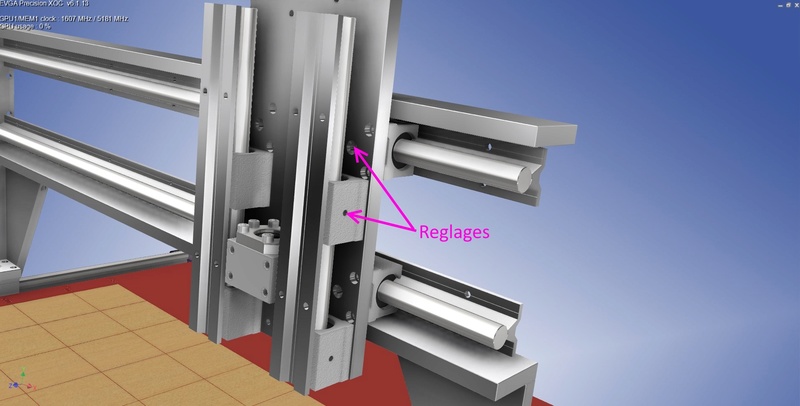
Ce qui me dérange, ce sont l’accès au réglage des douilles a billes (surtout celui d'en dessous).

Etat actuel:
J'avais justement inversé le rail Z + douille Z pour avoir accès des deux cotés au réglages.
Mais la si j'inverse, cad:
Les 4 douilles sur la plaque Z
Le rail Z sur la plaque X
Et bien la, j'ai plus d’accès au réglage arrière de la douille X car caché par le rail Z
C'est important ce réglage, pour le jeux de la douille.
Plus d’accès comme ceci:

Peut être, l'idée de percer le rail supporté et d’écarter un peu les rails Z (bien sur, la plaque X sera modifié en largueur)
Vu avec la clef a laine (de mouton) de 2.5:

Dite moi si comme ça, c'est bien
De cette façon, les axes des douilles Z et X seront (presque) en face.
 a tous et
a tous et 
Enfin le week end
Désolé, je sais, je suis chiant...
J'essai de limiter les problèmes que je pourrai rencontrer,
parce qu'une fois la fabrication lancé, c'est fini pour les modif. (enfin les grosses modif)
Ce qui me dérange, ce sont l’accès au réglage des douilles a billes (surtout celui d'en dessous).
Etat actuel:
J'avais justement inversé le rail Z + douille Z pour avoir accès des deux cotés au réglages.
Mais la si j'inverse, cad:
Les 4 douilles sur la plaque Z
Le rail Z sur la plaque X
Et bien la, j'ai plus d’accès au réglage arrière de la douille X car caché par le rail Z
C'est important ce réglage, pour le jeux de la douille.
Plus d’accès comme ceci:
Peut être, l'idée de percer le rail supporté et d’écarter un peu les rails Z (bien sur, la plaque X sera modifié en largueur)
Vu avec la clef a laine (de mouton) de 2.5:
Dite moi si comme ça, c'est bien
De cette façon, les axes des douilles Z et X seront (presque) en face.
a tous et 
totof69- petit nouveau
- Messages : 34
Points : 38
Date d'inscription : 22/07/2017
Age : 51
Localisation : La chapelle de Guinchay
Re: Ma future machine CNC
![]() momoclic Sam 2 Sep 2017 - 15:24
momoclic Sam 2 Sep 2017 - 15:24
Non, désolé mais ce n'est pas comme ça que je voyais les choses, mais plus simplement ce qui ne changerais pas les possibilités d'accès :
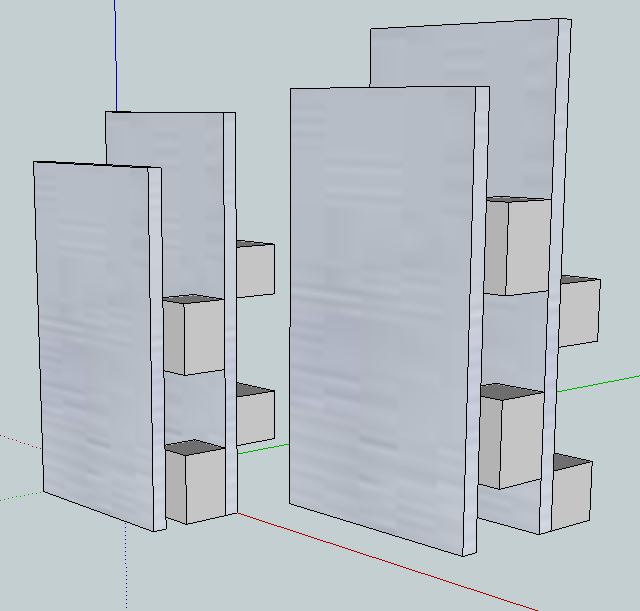
A gauche ta solution, a droite ma proposition qui te permettrait en plus d'abaisser ton portique pour une même valeur de l'axe Z.
Tu conserveras également la même rigidité de la plaque Z en réduisant l'effet de levier tendant à faire vriller les rails du X.
A gauche ta solution, a droite ma proposition qui te permettrait en plus d'abaisser ton portique pour une même valeur de l'axe Z.
Tu conserveras également la même rigidité de la plaque Z en réduisant l'effet de levier tendant à faire vriller les rails du X.
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Ma future machine CNC
![]() totof69 Sam 2 Sep 2017 - 20:56
totof69 Sam 2 Sep 2017 - 20:56
Bonjour momoclic,
Merci pour les infos et le plans, je comprend mieux maintenant
Je vais modifier tous ça sur le plan.
Merci, merci, merci
Merci pour les infos et le plans, je comprend mieux maintenant
Je vais modifier tous ça sur le plan.
Merci, merci, merci
totof69- petit nouveau
- Messages : 34
Points : 38
Date d'inscription : 22/07/2017
Age : 51
Localisation : La chapelle de Guinchay
Re: Ma future machine CNC
![]() momoclic Sam 2 Sep 2017 - 21:06
momoclic Sam 2 Sep 2017 - 21:06
Ceci n'est qu'une proposition, l'alternative consisterait à mettre les patins du X de chaque côté de ceux du Z.
Ceci t'obligerait à allonger le portique...
Mais il semble que tu as engagé des dépenses, alors ce n'est peut-être pas la solution à envisager.
Ceci t'obligerait à allonger le portique...
Mais il semble que tu as engagé des dépenses, alors ce n'est peut-être pas la solution à envisager.
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Ma future machine CNC
![]() totof69 Sam 2 Sep 2017 - 22:47
totof69 Sam 2 Sep 2017 - 22:47
Oui c'est sur, merci encore momoclic.
Comme je dit toujours, c'est en forgeant qu'on devient forgeron.
J'ai appris plein de choses en cherchant dans mon coin et grâce a vous tous j'ai renforcé mes connaissances.
Je vais terminer les plans...
Surement d'autres chose a voir.
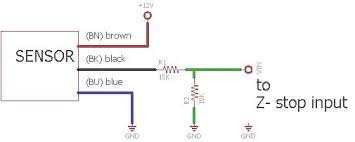
Est que quelqu'un a déjà utilisé ce type de capteur de proximité pour mes limites X, Y et Z (eventuellement le zero machine aussi)
LJ12A3-4-Z/BY
Inductive type proximity switch with PNP Normally Open transistor switch. Output upon detection.
P/N: LJ12A3-4-Z/BY
Power: 6-36VDC
Output Current: 300mA
Detection Range: 4mm
Detected material: Iron/Steel alloys
43in. Lead. Includes Hardware.
Dia: 12mm L: 64mm WT: .08

Il faudra bien sur un pont diviseur pour les entrées 5V:
Merci a tous.
Comme je dit toujours, c'est en forgeant qu'on devient forgeron.
J'ai appris plein de choses en cherchant dans mon coin et grâce a vous tous j'ai renforcé mes connaissances.
Je vais terminer les plans...
Surement d'autres chose a voir.
Est que quelqu'un a déjà utilisé ce type de capteur de proximité pour mes limites X, Y et Z (eventuellement le zero machine aussi)
LJ12A3-4-Z/BY
Inductive type proximity switch with PNP Normally Open transistor switch. Output upon detection.
P/N: LJ12A3-4-Z/BY
Power: 6-36VDC
Output Current: 300mA
Detection Range: 4mm
Detected material: Iron/Steel alloys
43in. Lead. Includes Hardware.
Dia: 12mm L: 64mm WT: .08
Il faudra bien sur un pont diviseur pour les entrées 5V:
Merci a tous.
totof69- petit nouveau
- Messages : 34
Points : 38
Date d'inscription : 22/07/2017
Age : 51
Localisation : La chapelle de Guinchay
Re: Ma future machine CNC
![]() momoclic Sam 2 Sep 2017 - 23:00
momoclic Sam 2 Sep 2017 - 23:00
Sans parfaitement connaître les capteurs inductifs émettent un champ magnétique, alors sur une machine en aluminium ???
L'alternative serait probablement des capteurs capacitifs qui eux fonctionnent même sur les matières plastiques.
Attention ces capteurs nécessitent une "course" pour activé leur driver.
Ceci dit je n'ai d'expérience qu'avec des capteurs à contact qui coupent probablement plus franchement et ne nécessitent aucune électronique.
L'alternative serait probablement des capteurs capacitifs qui eux fonctionnent même sur les matières plastiques.
Attention ces capteurs nécessitent une "course" pour activé leur driver.
Ceci dit je n'ai d'expérience qu'avec des capteurs à contact qui coupent probablement plus franchement et ne nécessitent aucune électronique.
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Ma future machine CNC
![]() totof69 Sam 2 Sep 2017 - 23:27
totof69 Sam 2 Sep 2017 - 23:27
Il me semble que les capteurs capa sont plus cher, besoin de x9 
En effet les inductifs ne fonctionne pas sur l'alu, j'ai prévu de mettre une vis métal visé dans l'alu.
Pour l’électronique ce n'est pas trop un problème pour moi.
En fait je n'aime pas trop les contacts car il y a des problème de rebond.
J'ai trouvé une vidéo (Russe) qui test la précision et c'est plutôt pas mal.
https://youtu.be/_FoQ9v7USNM?t=870
Merci momo.
En effet les inductifs ne fonctionne pas sur l'alu, j'ai prévu de mettre une vis métal visé dans l'alu.
Pour l’électronique ce n'est pas trop un problème pour moi.
En fait je n'aime pas trop les contacts car il y a des problème de rebond.
J'ai trouvé une vidéo (Russe) qui test la précision et c'est plutôt pas mal.
https://youtu.be/_FoQ9v7USNM?t=870
Merci momo.
totof69- petit nouveau
- Messages : 34
Points : 38
Date d'inscription : 22/07/2017
Age : 51
Localisation : La chapelle de Guinchay
Re: Ma future machine CNC
![]() momoclic Sam 2 Sep 2017 - 23:30
momoclic Sam 2 Sep 2017 - 23:30
Sur des fins de course le rebond s'élimine simplement avec des contacts fermés au repos... 
Je n'imaginais pas une telle différence de prix...
Je n'imaginais pas une telle différence de prix...
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Ma future machine CNC
![]() totof69 Sam 2 Sep 2017 - 23:45
totof69 Sam 2 Sep 2017 - 23:45
A oui avec un contact a ouverture plus de rebond 
Même pas pensé a ça, c'est surement la fatigue... ou la boisson a l'anniversaire des enfants cette après midi !
Voici le résultat, je pense que je suis pas obligé de descendre la plaque Z au même niveau que la plaque X (en supposant de laisser le support moteur au même endroit)
En vue de face:
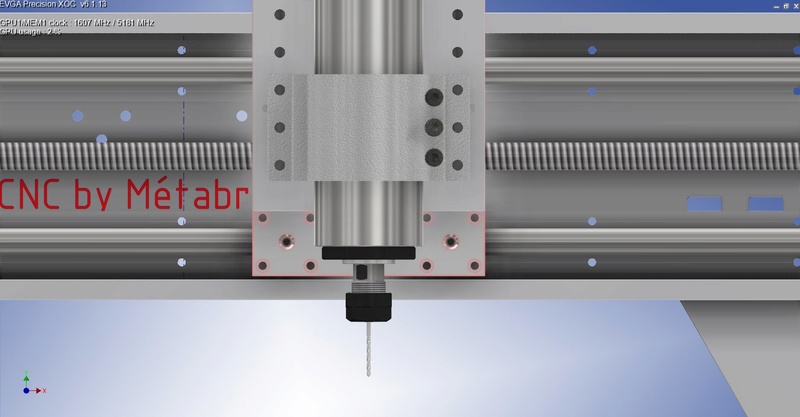
sur le cotés:

Même pas pensé a ça, c'est surement la fatigue... ou la boisson a l'anniversaire des enfants cette après midi !
Voici le résultat, je pense que je suis pas obligé de descendre la plaque Z au même niveau que la plaque X (en supposant de laisser le support moteur au même endroit)
En vue de face:
sur le cotés:
totof69- petit nouveau
- Messages : 34
Points : 38
Date d'inscription : 22/07/2017
Age : 51
Localisation : La chapelle de Guinchay
Re: Ma future machine CNC
![]() dh42 Dim 3 Sep 2017 - 0:52
dh42 Dim 3 Sep 2017 - 0:52
Salut,
Il n'y en a pas besoin de 9 ; 3 suffisent (c'est le montage de toutes les machines du commerce) ; on les utilise pour le référencement de la machine (le point 0), c'est le logiciel de pilotage qui, connaissant la position du point 0 et la course des axes, gérera les fin de courses logiciel.
Le contact pour le Z doit obligatoirement être Z en l'air.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188622
Bien le dernier montage de ton Z ; on parle beaucoup de la hauteur sous portique, mais c'est bien la hauteur sous le Z qui importe, si ça passe sous le portique mais pas sous le Z tu n'est pas plus avancé ; il est important de tout faire pour réduire au minimum la hauteur du portique, les 40 ou 50mm que tu a gagné en supprimant le dépassement du Z, tu peux les enlever sur la hauteur des jambes du portique. Moins de porte à faux, moins de ballant lors des accélérations/freinages.
++
David
Il me semble que les capteurs capa sont plus cher, besoin de x9
Il n'y en a pas besoin de 9 ; 3 suffisent (c'est le montage de toutes les machines du commerce) ; on les utilise pour le référencement de la machine (le point 0), c'est le logiciel de pilotage qui, connaissant la position du point 0 et la course des axes, gérera les fin de courses logiciel.
Le contact pour le Z doit obligatoirement être Z en l'air.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188622
Bien le dernier montage de ton Z ; on parle beaucoup de la hauteur sous portique, mais c'est bien la hauteur sous le Z qui importe, si ça passe sous le portique mais pas sous le Z tu n'est pas plus avancé ; il est important de tout faire pour réduire au minimum la hauteur du portique, les 40 ou 50mm que tu a gagné en supprimant le dépassement du Z, tu peux les enlever sur la hauteur des jambes du portique. Moins de porte à faux, moins de ballant lors des accélérations/freinages.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Ma future machine CNC
![]() totof69 Dim 3 Sep 2017 - 1:22
totof69 Dim 3 Sep 2017 - 1:22
Bonsoir David,
Justement entrain de modifier la hauteur du portique, ça va vite ici , pas le temps de modifier mes plans...
, pas le temps de modifier mes plans...
Voici la bebette: (pas tout fini)
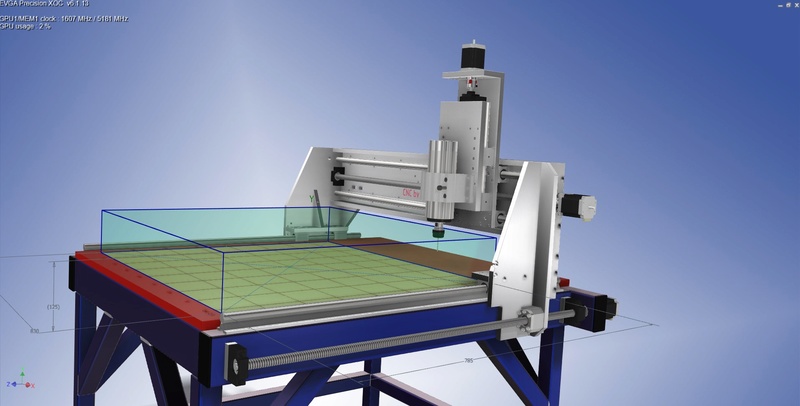
En face:
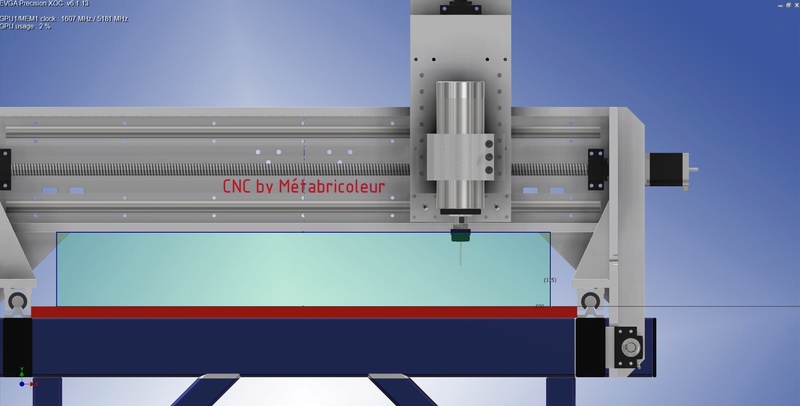
Pour la hauteur sous portique je met pile 125mm ou un peu plus ?
Pour le capteur, ce qui me fait peur avec un seul par axe, c'est la casse en cas de problème (le fil DIR qui se débranche, un driver HS par exemple)
Ma limite + et - câblé sur un arrêt machine (urgence)
Seul les zéro sur le logiciel.
C'est mon avis...
Du coup 6 contacts switch a ouverture (j'en ai 6 qui traîne justement) pour les limites et 3 pour les zéros.
Vous en pensez quoi ?
Merci les bricoleursdu de dimanche 

Justement entrain de modifier la hauteur du portique, ça va vite ici
Voici la bebette: (pas tout fini)
En face:
Pour la hauteur sous portique je met pile 125mm ou un peu plus ?
Pour le capteur, ce qui me fait peur avec un seul par axe, c'est la casse en cas de problème (le fil DIR qui se débranche, un driver HS par exemple)
Ma limite + et - câblé sur un arrêt machine (urgence)
Seul les zéro sur le logiciel.
C'est mon avis...
Du coup 6 contacts switch a ouverture (j'en ai 6 qui traîne justement) pour les limites et 3 pour les zéros.
Vous en pensez quoi ?
Merci les bricoleurs
totof69- petit nouveau
- Messages : 34
Points : 38
Date d'inscription : 22/07/2017
Age : 51
Localisation : La chapelle de Guinchay
Re: Ma future machine CNC
![]() totof69 Dim 3 Sep 2017 - 1:25
totof69 Dim 3 Sep 2017 - 1:25
Je regarderai le lien demain avec un tête toute neuve...
totof69- petit nouveau
- Messages : 34
Points : 38
Date d'inscription : 22/07/2017
Age : 51
Localisation : La chapelle de Guinchay
Re: Ma future machine CNC
![]() dh42 Dim 3 Sep 2017 - 2:10
dh42 Dim 3 Sep 2017 - 2:10
Salut,
Et bien, je n'ai pas les plans ni les cotes ni la valeur de la course maxi de ton Z , mais si tu enlève exactement la même hauteur sur le portique que ce que tu a gagné en déplaçant le bloc Z tu devrais te retrouver dans la même config qu'avant, donc si elle te convenait pour les pièces les plus haute que tu pense passer, c'est OK.
Je ne sais pas si ça peux t'aider, mais par exemple, sur la mienne la course est de 135mm, et le passage sous broche de 160mm dans la position basse maxi. (passage sous portique 210, passage sous Z 195)
http://www.metabricoleur.com/t10245p50-installation-bzt-pfe500-px#199822
Rassure toi, les moteurs ne sont pas capables de casser grand chose , si tu arrive en buté, il vont "couiner" et bloquer et ton 0 se décalera, mais c'est tout. Le seul truc qui pourrait casser, ce sont les coupleurs de type ressort comme on trouve sur les Chinoises, mais j'ai vu que tu utilise des coupleurs en croix sur le dessin, comme sur ma BZT, pas de risque de les casser ceux la. j'ai tapé plus d'une fois en buté, et je n'ai jamais eu de problème ni de casse, et en plus en vis au pas de 10, ça arrive 2x plus vite que ce que tu pourra faire avec tes VàB de 5 ! (et c'est tout de l'acier sur la mienne, donc plus d'inertie en prime)
++
David
Pour la hauteur sous portique je met pile 125mm ou un peu plus ?
Et bien, je n'ai pas les plans ni les cotes ni la valeur de la course maxi de ton Z
Je ne sais pas si ça peux t'aider, mais par exemple, sur la mienne la course est de 135mm, et le passage sous broche de 160mm dans la position basse maxi. (passage sous portique 210, passage sous Z 195)
http://www.metabricoleur.com/t10245p50-installation-bzt-pfe500-px#199822
Pour le capteur, ce qui me fait peur avec un seul par axe, c'est la casse en cas de problème (le fil DIR qui se débranche, un driver HS par exemple)
Rassure toi, les moteurs ne sont pas capables de casser grand chose
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma future machine CNC
![]() totof69 Dim 3 Sep 2017 - 2:21
totof69 Dim 3 Sep 2017 - 2:21
Finalement, j'ai fait un tour sur ton lien David.
Eh ben, je me coucherais bien moins bête ce soir.
Je comprenais rien au G53 G54 et tout, avec toi, plein de lumières ce sont allumées, tu explique tellement bien
Merci, merci.
Je comprend bien avec un palpeur posé sur un bloc a usiner, position machine aussi.
Mais la seul question que je me pose, c'est pour le Z zero avec un palpeur fixé sur la machine (sur X20 Y20 machine par exemple).
Comment ça se passe ?
J'ai du mal a comprendre aussi entre la longueur de l'outil, palpeur et le fichier "table d'outil", c'est un peu le brouillard
Merci encore David.
Je verrais la suite plus tard...
Eh ben, je me coucherais bien moins bête ce soir.
Je comprenais rien au G53 G54 et tout, avec toi, plein de lumières ce sont allumées, tu explique tellement bien
Merci, merci.
Je comprend bien avec un palpeur posé sur un bloc a usiner, position machine aussi.
Mais la seul question que je me pose, c'est pour le Z zero avec un palpeur fixé sur la machine (sur X20 Y20 machine par exemple).
Comment ça se passe ?
J'ai du mal a comprendre aussi entre la longueur de l'outil, palpeur et le fichier "table d'outil", c'est un peu le brouillard
Merci encore David.
Je verrais la suite plus tard...
totof69- petit nouveau
- Messages : 34
Points : 38
Date d'inscription : 22/07/2017
Age : 51
Localisation : La chapelle de Guinchay
Re: Ma future machine CNC
![]() dh42 Dim 3 Sep 2017 - 3:12
dh42 Dim 3 Sep 2017 - 3:12
Salut,
Je ne comprends pas ce que tu veux dire ; quand tu palpe en Z pour déterminer le 0, c'est le zéro de travail que tu défini, pas le 0 machine ; il faudra le faire à chaque changement d'outil s'il y en a plusieurs d'utilisés dans un usinage. Sur Mach3, la broche s'arrêtera et te permettra de refaire ton 0 en Z après avoir changé l'outil, soit manuellement soit avec un palpeur, sur Linux CNc, il te faudra par contre un Gcode séparé pour chaque outil.
C'est plus compliqué, car il te faut connaitre le décalage entre ta pièce (le 0 pièce en Z que tu va définir dans le dessin) et le palpeur, donc soit il faut 2 palpeurs, un fixe et un mobile, soit il faut toujours travailler avec le 0 en Z au même endroit, ce qui est faisable si tu ne fais que de la découpe, et que tu travaille en 0 sur la table, par contre si tu a différents montages (martyre de différentes épaisseur, étaux, 4iem axe, montage d'usinage spécifique) ou que tu veux travailler avec le 0 en surface de la pièce, il te faudra un moyen de trouver ce décalage.
A mon sens, un palpeur fixe n'a d’intérêt que si tu a un changeur d'outils automatique, car il faut bien que la machine sache ou trouver le palpeur, sinon il est plus simple d'avoir un palpeur mobile que tu met manuellement à l'endroit ou tu veux palper et que tu retire une fois le palpage fait, par exemple sur la pièce si tu bosse avec le 0 en surface pièce, sur la table si tu met le 0 à la surface de la table, ou toute autre combinaison qui pourrait être utile.
L'autre inconvénient d'un palpeur fixe, c'est qu'il doit être accessible à la broche ... donc dans la zone d'usinage, donc tu perds de la place qui pourrait être utilisée pour usiner.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
++
David
Je comprend bien avec un palpeur posé sur un bloc a usiner, position machine aussi.
Je ne comprends pas ce que tu veux dire ; quand tu palpe en Z pour déterminer le 0, c'est le zéro de travail que tu défini, pas le 0 machine ; il faudra le faire à chaque changement d'outil s'il y en a plusieurs d'utilisés dans un usinage. Sur Mach3, la broche s'arrêtera et te permettra de refaire ton 0 en Z après avoir changé l'outil, soit manuellement soit avec un palpeur, sur Linux CNc, il te faudra par contre un Gcode séparé pour chaque outil.
Mais la seul question que je me pose, c'est pour le Z zero avec un palpeur fixé sur la machine (sur X20 Y20 machine par exemple).
Comment ça se passe ?
C'est plus compliqué, car il te faut connaitre le décalage entre ta pièce (le 0 pièce en Z que tu va définir dans le dessin) et le palpeur, donc soit il faut 2 palpeurs, un fixe et un mobile, soit il faut toujours travailler avec le 0 en Z au même endroit, ce qui est faisable si tu ne fais que de la découpe, et que tu travaille en 0 sur la table, par contre si tu a différents montages (martyre de différentes épaisseur, étaux, 4iem axe, montage d'usinage spécifique) ou que tu veux travailler avec le 0 en surface de la pièce, il te faudra un moyen de trouver ce décalage.
A mon sens, un palpeur fixe n'a d’intérêt que si tu a un changeur d'outils automatique, car il faut bien que la machine sache ou trouver le palpeur, sinon il est plus simple d'avoir un palpeur mobile que tu met manuellement à l'endroit ou tu veux palper et que tu retire une fois le palpage fait, par exemple sur la pièce si tu bosse avec le 0 en surface pièce, sur la table si tu met le 0 à la surface de la table, ou toute autre combinaison qui pourrait être utile.
L'autre inconvénient d'un palpeur fixe, c'est qu'il doit être accessible à la broche ... donc dans la zone d'usinage, donc tu perds de la place qui pourrait être utilisée pour usiner.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma future machine CNC
![]() silky Dim 3 Sep 2017 - 10:44
silky Dim 3 Sep 2017 - 10:44
bonjour
une petite remarque, si tu positionnais ton rail supérieur du "X" au dessus c'est-à-dire dans un plan perpendiculaire au plan actuel, ne gagnerais-tu pas en rigidité du fait de l'écartement plus important des rails!
richard
une petite remarque, si tu positionnais ton rail supérieur du "X" au dessus c'est-à-dire dans un plan perpendiculaire au plan actuel, ne gagnerais-tu pas en rigidité du fait de l'écartement plus important des rails!
richard
silky- complétement accro
- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Vie future
» Ma nouvelle future CNC !!
» Ma future CNC Plasma en cours de construction
» Ma future fraiseuse à tourelle ??
» Caisson pour ma future ender 3 pro
» Ma nouvelle future CNC !!
» Ma future CNC Plasma en cours de construction
» Ma future fraiseuse à tourelle ??
» Caisson pour ma future ender 3 pro
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum