






Queues d'arrondes CAMBAM
+4
bilou(te)
boiseux33
dh42
oakado
8 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2

 Re: Queues d'arrondes CAMBAM
Re: Queues d'arrondes CAMBAM
![]() diomedea Mer 2 Sep 2015 - 12:33
diomedea Mer 2 Sep 2015 - 12:33
diomedea- complétement accro

- Messages : 12658
Date d'inscription : 14/01/2009

Re: Queues d'arrondes CAMBAM
![]() dh42 Mer 2 Sep 2015 - 15:02
dh42 Mer 2 Sep 2015 - 15:02
Salut,
En découpe par le dessus, utilise le dégagement des angles.
http://www.metabricoleur.com/t5314p15-fabrication-cnc-coffret-electrique-en-mdf#89054
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/Profile.htm#degage_angles

++
David
En découpe par le dessus, utilise le dégagement des angles.
http://www.metabricoleur.com/t5314p15-fabrication-cnc-coffret-electrique-en-mdf#89054
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/Profile.htm#degage_angles
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Queues d'arrondes CAMBAM
![]() oakado Mer 2 Sep 2015 - 16:34
oakado Mer 2 Sep 2015 - 16:34
Hello, mais si j'utilise le dégagement des angles ça va faire moche non, effectivement toute la qa sera découpé mais quand je vais les emboîter je vais avoir des trous ? L'usinage va mordre dans le "Bâti" de la planche non?

oakado- je prends du galon

- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Queues d'arrondes CAMBAM
![]() dh42 Mer 2 Sep 2015 - 16:55
dh42 Mer 2 Sep 2015 - 16:55
Oui, absolument.
Si tu veux de QA comme font les boiseux, il faut t'y prendre de la même manière qu'eux (comme JP ; en bout et avec une fraise à QA) ... ou passer du temps à faire les finitions des angles manuellement.
Il y a des assemblages spécifiques CNc .... à explorer (voir le lien du 1ier message)
http://www.metabricoleur.com/t6727-cadre-avec-assemblage-specifique-cnc
++
David
Si tu veux de QA comme font les boiseux, il faut t'y prendre de la même manière qu'eux (comme JP ; en bout et avec une fraise à QA) ... ou passer du temps à faire les finitions des angles manuellement.
Il y a des assemblages spécifiques CNc .... à explorer (voir le lien du 1ier message)
http://www.metabricoleur.com/t6727-cadre-avec-assemblage-specifique-cnc
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Queues d'arrondes CAMBAM
![]() icarePetibles Mer 2 Sep 2015 - 19:17
icarePetibles Mer 2 Sep 2015 - 19:17
Bonjour,
Ma proposition est-elle idiote ?
Ma proposition est-elle idiote ?

icarePetibles- acharné du forum

- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Queues d'arrondes CAMBAM
![]() dh42 Mer 2 Sep 2015 - 21:51
dh42 Mer 2 Sep 2015 - 21:51
icarePetibles a écrit:Bonjour,
Ma proposition est-elle idiote ?
Non, mais ça fait du job (et du temps d'usinage en +) ; il faudra faire un rayon sur chaque QA avec un profilage des bords ou une op 3D ... ou se les faire à la main, donc même problème.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Queues d'arrondes CAMBAM
![]() oakado Jeu 3 Sep 2015 - 17:46
oakado Jeu 3 Sep 2015 - 17:46
j'ai changé les QA je vais essayé comme ca avec des OP 3D 
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Queues d'arrondes CAMBAM
![]() oakado Ven 4 Sep 2015 - 12:36
oakado Ven 4 Sep 2015 - 12:36
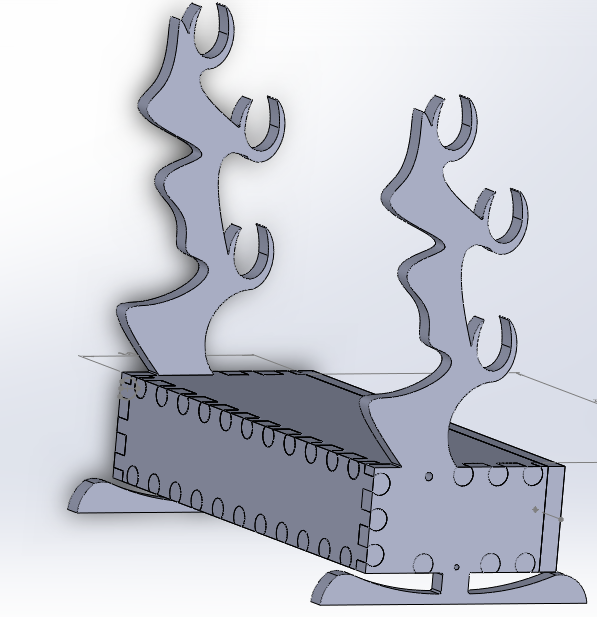
Hello,
voila le premier essai pour le fond du tirroire.
J'ai utilisé l'usinage 3D, je n'ai pas encore fait la back Face.
Est ce qu'il y a moyen d'optimiser ou ca vous semble correct ?
A bientot
Julien
[url=https://www.dropbox.com/s/vq4s360m7gtkf6y/KatanaKake Fond Tirroir]le fichier CB[/url]
https://www.dropbox.com/s/vq4s360m7gtkf6y/KatanaKake%20Fond%20Tirroir%20Flip.cb?dl=0
voila le premier essai pour le fond du tirroire.
J'ai utilisé l'usinage 3D, je n'ai pas encore fait la back Face.
Est ce qu'il y a moyen d'optimiser ou ca vous semble correct ?
A bientot
Julien
[url=https://www.dropbox.com/s/vq4s360m7gtkf6y/KatanaKake Fond Tirroir]le fichier CB[/url]
https://www.dropbox.com/s/vq4s360m7gtkf6y/KatanaKake%20Fond%20Tirroir%20Flip.cb?dl=0
Dernière édition par oakado le Ven 4 Sep 2015 - 15:28, édité 1 fois
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Queues d'arrondes CAMBAM
![]() Hervé-34 Ven 4 Sep 2015 - 12:46
Hervé-34 Ven 4 Sep 2015 - 12:46
Bonjour,
Comment fait-on pour ouvrir les photos ?
S'inscrire sur dropbox ?
Hervé
Comment fait-on pour ouvrir les photos ?
S'inscrire sur dropbox ?
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Queues d'arrondes CAMBAM
![]() oakado Ven 4 Sep 2015 - 12:53
oakado Ven 4 Sep 2015 - 12:53
Hello,
Non non normalement tu copie le lien dans la navigateur (sans les URL, je ne sais pas pourquoi il ne m a pas pris le lien) et normalement ça télécharge le fichier cambam
Non non normalement tu copie le lien dans la navigateur (sans les URL, je ne sais pas pourquoi il ne m a pas pris le lien) et normalement ça télécharge le fichier cambam
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Queues d'arrondes CAMBAM
![]() dh42 Ven 4 Sep 2015 - 16:08
dh42 Ven 4 Sep 2015 - 16:08
Salut,
A cause des espaces dans le nom de fichier ; en informatique c'est une pratique à éviter ; utilise des _ à la place des espaces pour nommer les fichiers
++
David
je ne sais pas pourquoi il ne m a pas pris le lien
A cause des espaces dans le nom de fichier ; en informatique c'est une pratique à éviter ; utilise des _ à la place des espaces pour nommer les fichiers
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Queues d'arrondes CAMBAM
![]() dh42 Ven 4 Sep 2015 - 17:15
dh42 Ven 4 Sep 2015 - 17:15
Salut,
Et bien la, tu te complique encore plus la vie
1) tu vas devoir faire un usinage 3D double face car bien sur ta fraise ne peux pas aller usiner les parties en dessous du centre des cylindres (flèches bleues)
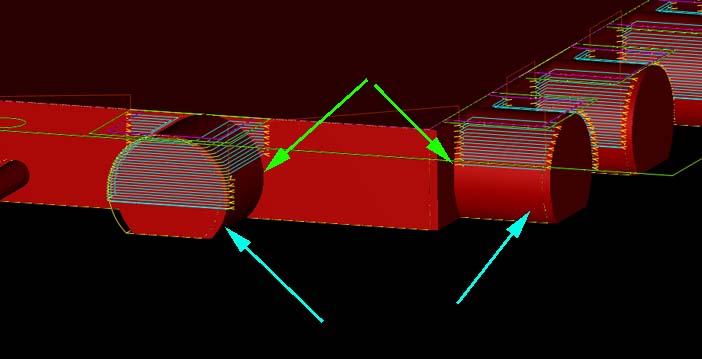
dans le cas présent, en plus, tu n'a pas laissé assez d'espace dans les limites d'usinage ce qui fait que la fraise ne descend pas non plus assez bas, on voit bien qu'il manque des parcours d'outils sur le coté arrondi de certains tenons.
2) tu vas avoir un rayon = au rayon de la fraise au niveau du raccord tenon/champ de la pièce (flèches vertes) .. ce qui sera encore plus compliqué à reprendre à la main que sur des QA
++
David
Et bien la, tu te complique encore plus la vie
1) tu vas devoir faire un usinage 3D double face car bien sur ta fraise ne peux pas aller usiner les parties en dessous du centre des cylindres (flèches bleues)
dans le cas présent, en plus, tu n'a pas laissé assez d'espace dans les limites d'usinage ce qui fait que la fraise ne descend pas non plus assez bas, on voit bien qu'il manque des parcours d'outils sur le coté arrondi de certains tenons.
2) tu vas avoir un rayon = au rayon de la fraise au niveau du raccord tenon/champ de la pièce (flèches vertes) .. ce qui sera encore plus compliqué à reprendre à la main que sur des QA
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Queues d'arrondes CAMBAM
![]() oakado Ven 4 Sep 2015 - 17:56
oakado Ven 4 Sep 2015 - 17:56
Oui je me suis avec l op double face que ce serait plus galère, mais du coup je trouve ça jolie
J'ai remis une version d'essai de CV et j'ai effectivement augmenté les limites à +4mm au niveau de l op d usinage.
Penses tu que ça suffira? Du coup toute les femelles (les mortaises je crois) sont faite du dessus donc normalement pas de reprise.
Pour l usinage de cette pièce en augmentant les limites ça va quand même être compliqué tu penses?
J'ai remis une version d'essai de CV et j'ai effectivement augmenté les limites à +4mm au niveau de l op d usinage.
Penses tu que ça suffira? Du coup toute les femelles (les mortaises je crois) sont faite du dessus donc normalement pas de reprise.
Pour l usinage de cette pièce en augmentant les limites ça va quand même être compliqué tu penses?
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Queues d'arrondes CAMBAM
![]() dh42 Ven 4 Sep 2015 - 18:19
dh42 Ven 4 Sep 2015 - 18:19
il y aura quand même les arrondis des bords à faire sur l'autre partie (les tenons femelle) pour que ça épouse le rayon entre le tenon et le champ de la pièce.
ça tu devrais le voir sur CB, si tes parcours ne vont pas jusqu'en bas, c'est qu'il n'y a pas assez de place. Dans l'idéal, il te faut un espace entre le bord à usiner et la limite d'au moins le Ø de la fraise de chaque coté + un chouilla ..
++
David
J'ai remis une version d'essai de CV et j'ai effectivement augmenté les limites à +4mm au niveau de l op d usinage.
Penses tu que ça suffira?
ça tu devrais le voir sur CB, si tes parcours ne vont pas jusqu'en bas, c'est qu'il n'y a pas assez de place. Dans l'idéal, il te faut un espace entre le bord à usiner et la limite d'au moins le Ø de la fraise de chaque coté + un chouilla ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Queues d'arrondes CAMBAM
![]() oakado Sam 5 Sep 2015 - 21:11
oakado Sam 5 Sep 2015 - 21:11
Les essais c'est pas mal mais j'ai du refaire un zéro à cause d'une erreur alors y a un ptit décalage
https://www.dropbox.com/s/gmvtses8e3c5tsm/photo%2005-09-2015%2018%2034%2021.jpg?dl=0
https://www.dropbox.com/s/akcibo2g2z7duow/photo%2005-09-2015%2019%2055%2027.jpg?dl=0
https://www.dropbox.com/s/zhoratqwxcsgo1l/photo%2005-09-2015%2019%2055%2035.jpg?dl=0
https://www.dropbox.com/s/svjrnu12gv69wdw/photo%2005-09-2015%2020%2000%2029.jpg?dl=0
https://www.dropbox.com/s/v8swz6omew455kh/photo%2005-09-2015%2020%2000%2033.jpg?dl=0
https://www.dropbox.com/s/gmvtses8e3c5tsm/photo%2005-09-2015%2018%2034%2021.jpg?dl=0
https://www.dropbox.com/s/akcibo2g2z7duow/photo%2005-09-2015%2019%2055%2027.jpg?dl=0
https://www.dropbox.com/s/zhoratqwxcsgo1l/photo%2005-09-2015%2019%2055%2035.jpg?dl=0
https://www.dropbox.com/s/svjrnu12gv69wdw/photo%2005-09-2015%2020%2000%2029.jpg?dl=0
https://www.dropbox.com/s/v8swz6omew455kh/photo%2005-09-2015%2020%2000%2033.jpg?dl=0
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Queues d'arrondes CAMBAM
![]() dh42 Sam 5 Sep 2015 - 21:23
dh42 Sam 5 Sep 2015 - 21:23
Salut,
Ça a l'air pas mal .. un bon exercice pour apprendre les op 3D et le double face
.. un bon exercice pour apprendre les op 3D et le double face
++
David
Ça a l'air pas mal
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Queues d'arrondes CAMBAM
![]() oakado Dim 6 Sep 2015 - 0:25
oakado Dim 6 Sep 2015 - 0:25
Ah ça tu l as dis!
Je comprend juste pas trop pourquoi j'ai une espèce de méplat au dessus j essaierai de baisser le recouvrement peut être...
Et le jour dans l usinage est ce que ça pourrait pas être aussi un peu le bois qui aurait "pété" sous la fraise? Et dans ce cas ça veut dire que je vais trop lentement? Ou trop vite? J'ai pas tous compris des histoire de calcul d avance, en fonction de la machine de la vitesse de rotation etc...
Je comprend juste pas trop pourquoi j'ai une espèce de méplat au dessus j essaierai de baisser le recouvrement peut être...
Et le jour dans l usinage est ce que ça pourrait pas être aussi un peu le bois qui aurait "pété" sous la fraise? Et dans ce cas ça veut dire que je vais trop lentement? Ou trop vite? J'ai pas tous compris des histoire de calcul d avance, en fonction de la machine de la vitesse de rotation etc...
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Queues d'arrondes CAMBAM
![]() dh42 Dim 6 Sep 2015 - 3:13
dh42 Dim 6 Sep 2015 - 3:13
Re
Le recouvrement est sans effet en mode ligne de niveau - finition.
Ce qui donne la position des parcours dans ce mode, c'est l'incrément de passe, donc en Z ; voir ici pour un peu plus de détails
http://www.metabricoleur.com/t9919-usinage-d-un-sabot-d-aspiration#184510
sur une forme presque horizontale comme le dessus du cylindre, ce mode ne donne pas de bon résultats, car pour un faible incrément de passe, il en résulte un fort écartement latéral des parcours du à la faible pente .... et inversement, le mode par balayage n'est pas génial pour les formes ayant des flancs presque verticaux.
un comparatif et une petite explication du fonctionnement des 2 modes.
http://www.usinages.com/threads/cncdiy-walter-6545-mise-en-route.36271/page-6#post-438415
Dans le cas de cette forme, il serait préférable d'utiliser le mode balayage horizontal ou vertical ; le meilleur résultat sera obtenu avec des parcours perpendiculaires à l'axe du cylindre. (voir PJ)
Alors je ne sais pas trop de quel défaut tu parle ; il me faudrait à la fois une photo détaillé du soucis et le fichier CB exact qui à été utilisé (et la localisation du défaut sur la pièce, que je puisse voir si c'est du au programme ou pas). Ceci dit, le pin c'est super fragile, un éclat est tj possible.
++
David
Je comprend juste pas trop pourquoi j'ai une espèce de méplat au dessus j essaierai de baisser le recouvrement peut être...
Le recouvrement est sans effet en mode ligne de niveau - finition.
Ce qui donne la position des parcours dans ce mode, c'est l'incrément de passe, donc en Z ; voir ici pour un peu plus de détails
http://www.metabricoleur.com/t9919-usinage-d-un-sabot-d-aspiration#184510
sur une forme presque horizontale comme le dessus du cylindre, ce mode ne donne pas de bon résultats, car pour un faible incrément de passe, il en résulte un fort écartement latéral des parcours du à la faible pente .... et inversement, le mode par balayage n'est pas génial pour les formes ayant des flancs presque verticaux.
un comparatif et une petite explication du fonctionnement des 2 modes.
http://www.usinages.com/threads/cncdiy-walter-6545-mise-en-route.36271/page-6#post-438415
Dans le cas de cette forme, il serait préférable d'utiliser le mode balayage horizontal ou vertical ; le meilleur résultat sera obtenu avec des parcours perpendiculaires à l'axe du cylindre. (voir PJ)
Et le jour dans l usinage est ce que ça pourrait pas être aussi un peu le bois qui aurait "pété" sous la fraise?
Alors je ne sais pas trop de quel défaut tu parle ; il me faudrait à la fois une photo détaillé du soucis et le fichier CB exact qui à été utilisé (et la localisation du défaut sur la pièce, que je puisse voir si c'est du au programme ou pas). Ceci dit, le pin c'est super fragile, un éclat est tj possible.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Queues d'arrondes CAMBAM
![]() oakado Dim 6 Sep 2015 - 19:13
oakado Dim 6 Sep 2015 - 19:13
Hello David,
merci pour toutes ces explication, je comprend miuex
Je viens de faire un essai avec les usinages en horisontale et vertical et je trouve ca moins bien, effectivement ca suis bien la forme, notamment le petit méplat en question qui n'existe plus par contre on voit des sillons assez clairement et il faudra donc tout reprendre.
Je me dis que peut etre en faisant une toute petite limite au niveau du méplat avec ce type d'usinage ca pourrait etre pas mal comme ca j'aurais la bonne forme, et ce sera caché par l'assemblage mais le reste sera "moins marqué".
Par contre le calcul est carrement beaucoup, enormément plus rapide !!! et c'est assez dingue !
Je vais faire un essai cette semaine.
(a gauche usinage Hz et Vt et à droite celle en lignes de niveau)

A bientot
Julien
merci pour toutes ces explication, je comprend miuex
Je viens de faire un essai avec les usinages en horisontale et vertical et je trouve ca moins bien, effectivement ca suis bien la forme, notamment le petit méplat en question qui n'existe plus par contre on voit des sillons assez clairement et il faudra donc tout reprendre.
Je me dis que peut etre en faisant une toute petite limite au niveau du méplat avec ce type d'usinage ca pourrait etre pas mal comme ca j'aurais la bonne forme, et ce sera caché par l'assemblage mais le reste sera "moins marqué".
Par contre le calcul est carrement beaucoup, enormément plus rapide !!! et c'est assez dingue !
Je vais faire un essai cette semaine.
(a gauche usinage Hz et Vt et à droite celle en lignes de niveau)
A bientot
Julien
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Queues d'arrondes CAMBAM
![]() dh42 Dim 6 Sep 2015 - 21:09
dh42 Dim 6 Sep 2015 - 21:09
Salut,
Pour réduire les sillons mais aussi améliorer la détection du bord de la partie plane (jonction plaque/cylindre), il faut réduire la valeur de "recouvrement"
dans le cas du fichier, il est à 0.2, avec une fraise de 3.175 ça fait donc des passes tout les 3.175x0.2 = 0.635mm ; c'est bon pour une ébauche. dans le cas présent, c'était un exemple d'une part, mais aussi j'ai pensé que vu que les tenons ne se voyaient pas, les stries n'avait pas d'importance. Met recouvrement à 0.02 au lieu de 0.2 et tu aura un truc lisse. (mais très long à usiner)
Ah oui, le mode ligne de niveau-finition est très long à calculer, en particulier avec une fraise hémi ; souvent, je bascule sur fraise cylindrique (en gardant le même Ø bien sur), le temps d'avoir des parcours qui ressemblent à quelque chose, de tester les limites etc ... puis je re-bascule sur cylindrique avant le calcul final.
En plus de ça, le principe de calcul est le suivant ; CB calcul les parcours 3D POUR TOUTE LA PIÈCE et ensuite, il coupe ce qui est hors limite ; donc même si tu fais juste un bout de 3D sur un coin de pièce, ça prend le même temps de calcul que pour la pièce entière !
++
David
par contre on voit des sillons assez clairement et il faudra donc tout reprendre.
Pour réduire les sillons mais aussi améliorer la détection du bord de la partie plane (jonction plaque/cylindre), il faut réduire la valeur de "recouvrement"
dans le cas du fichier, il est à 0.2, avec une fraise de 3.175 ça fait donc des passes tout les 3.175x0.2 = 0.635mm ; c'est bon pour une ébauche. dans le cas présent, c'était un exemple d'une part, mais aussi j'ai pensé que vu que les tenons ne se voyaient pas, les stries n'avait pas d'importance. Met recouvrement à 0.02 au lieu de 0.2 et tu aura un truc lisse. (mais très long à usiner)
Par contre le calcul est carrement beaucoup, enormément plus rapide !!! et c'est assez dingue !
Ah oui, le mode ligne de niveau-finition est très long à calculer, en particulier avec une fraise hémi ; souvent, je bascule sur fraise cylindrique (en gardant le même Ø bien sur), le temps d'avoir des parcours qui ressemblent à quelque chose, de tester les limites etc ... puis je re-bascule sur cylindrique avant le calcul final.
En plus de ça, le principe de calcul est le suivant ; CB calcul les parcours 3D POUR TOUTE LA PIÈCE et ensuite, il coupe ce qui est hors limite ; donc même si tu fais juste un bout de 3D sur un coin de pièce, ça prend le même temps de calcul que pour la pièce entière !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» queues droites
» TRAVAUX et CHEFS D OEUVRES (réalisés par des Compagnons du devoir)
» Assemblages à queues fantaisie
» Queues d'aronde non débouchantes ou pas ;).
» Une boite à queues d'arondes
» TRAVAUX et CHEFS D OEUVRES (réalisés par des Compagnons du devoir)
» Assemblages à queues fantaisie
» Queues d'aronde non débouchantes ou pas ;).
» Une boite à queues d'arondes
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum