






Usinage d'un sabot d'aspiration
Page 1 sur 3 • 1, 2, 3 

 Usinage d'un sabot d'aspiration
Usinage d'un sabot d'aspiration
![]() oakado Ven 17 Juil 2015 - 16:31
oakado Ven 17 Juil 2015 - 16:31
alors voilà suite des événements, je me suis mis à la 3D (désolé pour les autres, j'avais posté un fil similaire sur le forum voisin usinages, que je "rapatrie" ici, en plus tous le monde a l'air aussi sympas
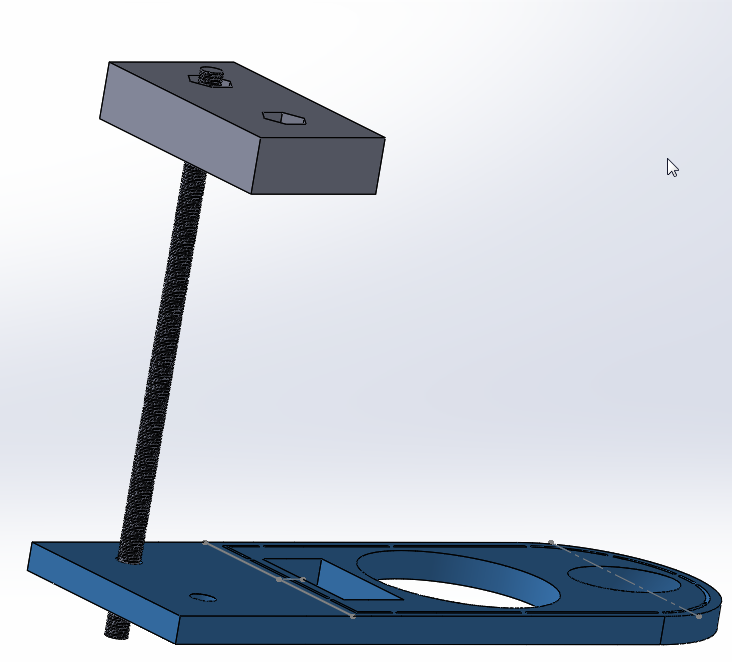
J'ai donc refait ma pièce pour l'aspiration en m'inspirant (grandement) de ta réalisation.
L'idée de la pièce présenté c'est uniquement le sabot, je vais essayé ensuite de faire un systeme d'accroche à la CNC qui servira pour le réglage également avec des tige filetés (elles passeront dans les écran et les trous dessinés dans le sabot)
La petite "rigole" servira pour la "robe", je n'ai pas de brosse comme toi mais des feuille de silicone assez fine (les truc prévu pour aller au four, 3€chez Tati) que je découperais en forme de lamelles, elles seront insérées par le dessus du sabot, comme ca je peu les changer si besoin (même mettre en couleurs différentes youhouuu!)
le gros trou correspond au trou pour la broche, je pense que sur la broche je vais adapter un système pour que l'air soufflé par celle ci ne soit pas projeté dans le sabot, mais je verrais ca après (chaque chose en son temps)
le trou incliné sur le côté accueillera le tuyau d’aspiration(pareil va falloir que je trouve un System pour que ca n'appuis pas trop sur la pièce).
J'ai fait toutes mes petites opération d'usinage pour la face avant, il me restera ensuite la face arrière.
Qu'en penses tu dans un premier temps ? ca te semble correcte ou j'ai fait des bêtises (j’espère que non, j'ai bien écouté et regardé ton super tuto sur l'usinage 2D+3D) (méaculpa je n'ai pas non plus fait de simulation la version d'essai de cutviewer est périmé, il va falloir que j’investisse mais tout de suite, il a plus de sous
à très bientot
Julien

oakado- je prends du galon

- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris

Re: Usinage d'un sabot d'aspiration
![]() dh42 Ven 17 Juil 2015 - 19:10
dh42 Ven 17 Juil 2015 - 19:10
J'ai fait toutes mes petites opération d'usinage pour la face avant, il me restera ensuite la face arrière.
Qu'en penses tu dans un premier temps ? ca te semble correcte ou j'ai fait des bêtises
Pour l'instant, il n'y a pas d'opérations d'usinage définies dans ton fichier Cambam, mais l'extraction des contours est correcte.
La ou tu vas avoir un problème, c'est pour les rainures des logements de "brosses" ; les fraises de 1mm de Ø ne peuvent pas couper sur une profondeur de 10mm ; elle sont généralement limitées à 5mm (au delà le Ø de la fraise augmente jusqu'au Ø de la queue)
Il te faudra donc faire la rainure en double face aussi en enlevant 5mm sur chaque face. (pas vraiment un soucis si ton positionnement après retournement est correct)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Usinage d'un sabot d'aspiration
![]() oakado Ven 17 Juil 2015 - 19:39
oakado Ven 17 Juil 2015 - 19:39
en effet j'ai envoyé le fichier non sauvegardé !
pour la rainure je me tâte à le faire avec une fraise de 1.5 LC12 en lui disant que c'est une fraise de 1...
du coup je met le fichier à jour !
Merci
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() dh42 Ven 17 Juil 2015 - 20:15
dh42 Ven 17 Juil 2015 - 20:15
au fur et a mesure que je trouve.
- dans l'op alésage, tu a 2 attaches qui ne pourront pas être usinées sur le rectangle (elles sont barrées d'une croix), déplace-les à la souris jusqu'à ce que la croix disparaisse. (l'op d'usinage doit être sélectionnée)
- aucune des vitesses d'usinage (V d'avance, de plongée) n'est réglée en fonction de l'outil, même chose pour les prof de passe ; par exemple, une prof de passe de 1mm avec une fraise de 1, c'est ok dans du bois, mais dans de l'alu, tu vas la casser. Je n'y ai pas touché dans le fichier en PJ.
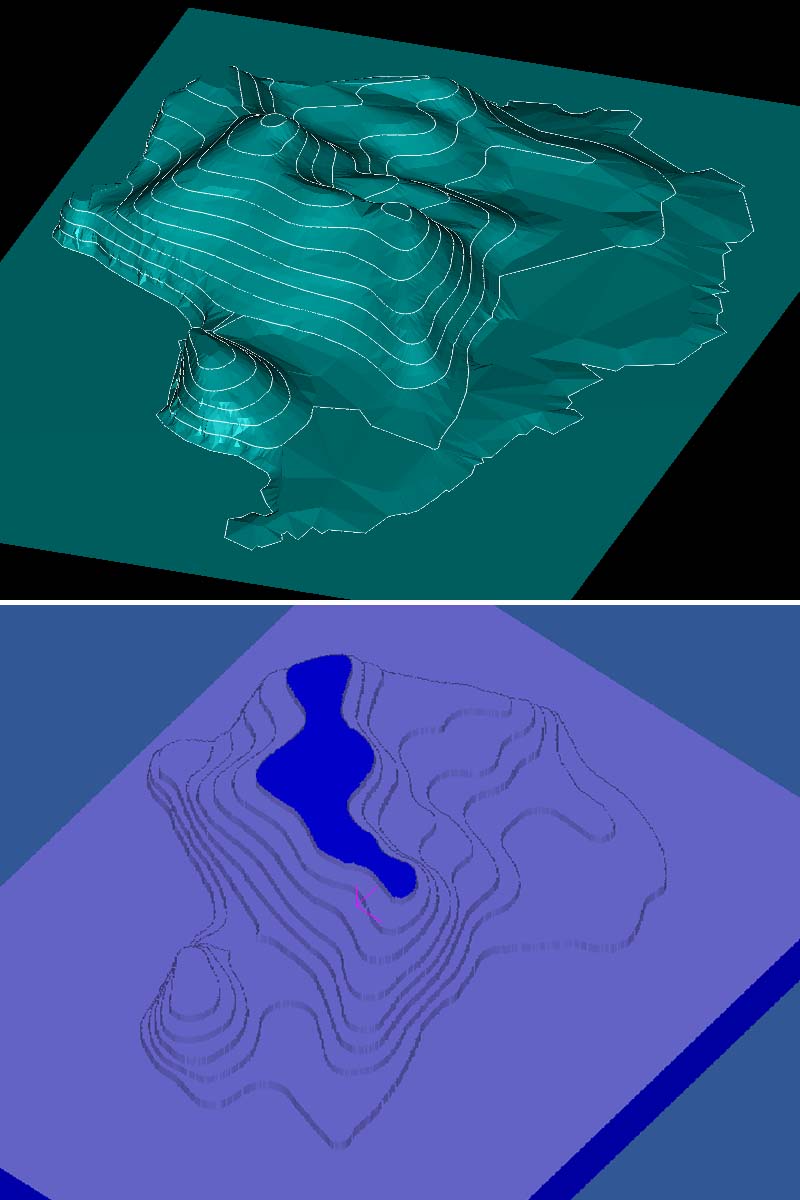
- pour les profilages 3D, tu aura un meilleur résultat en utilisant le mode Ligne de niveau ; ébauche pour l'op 3D1 et finition pour l'op 3D2 ; avec un incrément de passe de 0.5 ou moins pour la finition.
- TU NE DOIS PAS CHOISIR Default pour le post processeur (dossier Usinage/Post processeur), mais Mach3 ou Mach3-cutviewer. Le PP nommé Default est un PP de base qui n'est utilisé que pour créer ne nouveaux PP.
- tu a oublié les trous pour le positionnement après retournement, et tu dois positionner ta pièce de façon à ce qu'elle soit centrée sur l'axe de retournement (dans le fichier en PJ je l'ai aligné pour un retournement autour de X)
- J'ai ajouté les trous de pos en Ø8, avec une entrée de 5mm dans le martyre (descente à -15)

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage d'un sabot d'aspiration
![]() oakado Ven 17 Juil 2015 - 20:35
oakado Ven 17 Juil 2015 - 20:35
Oui les trou je m etais dis que je le ferais plus tard
Pour les attaches ce n est pas la première fois que je me disais "tiens c est bisard"
Pour le post processeur,, c'est toujours un soucis je ne sais pas du tout quoi choisir avec ma tinyg et chilipeppr et je n arrive pas a trouver sur le net :/
Et alors pour le profilage 3D quel est la différence entre les lignes de niveau et ce que j avais choisi? (Jai pas du tout cherché alors la reponse est peut être deja sur le net) et comment sais tu que celle ci sera mieux ? En fonction de tes essais ou il y a de grands principes?
J enverrais le fichier complet des que j'ai fait l'op de retournement
Merci encore David
Cordialement
Julien
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() dh42 Ven 17 Juil 2015 - 20:53
dh42 Ven 17 Juil 2015 - 20:53
Pour le post processeur,, c'est toujours un soucis je ne sais pas du tout quoi choisir avec ma tinyg et chilipeppr et je n arrive pas a trouver sur le net :/
Ah Ok ; je ne connais pas du tout ce matériel/logiciel.
Et alors pour le profilage 3D quel est la différence entre les lignes de niveau et ce que j avais choisi?
Le mode par balayage se comporte un peu comme une imprimante, un balayage par ligne de la pièce, le Z montant et descendant pour suivre la forme 3D
Le mode ligne de niveau fonctionne comme les lignes de niveau sur une carte, comme si ta pièce était dans l'eau et que tu faisait baisser le niveau à chaque incrément de passe, ce qui vas dessiner un contour au niveau du 'rivage' (des tranches horizontales), En mode ébauche, tu vide des poches dont le contour est donnée par les lignes de niveau, tu vas donc obtenir un effet d'escalier ou chaque "marche" aura la hauteur de l'incrément de passe. et en mode finition, c'est comme un contour fait sur cette ligne au lieu d'un vidage de poche.
C'est la forme de la pièce qui détermine quel sera le mode le plus adapté ; pas facile à expliquer, il faut expérimenter pour comprendre les points forts et les points faibles de chaque méthode. (et souvent, on utilise les 2 ..)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage d'un sabot d'aspiration
![]() F6FCO Ven 17 Juil 2015 - 23:11
F6FCO Ven 17 Juil 2015 - 23:11
Merci David

F6FCO- complétement accro

- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Usinage d'un sabot d'aspiration
![]() dh42 Sam 18 Juil 2015 - 0:30
dh42 Sam 18 Juil 2015 - 0:30
Je viens juste d'en faire un pour un gars du forum Anglais ; l'op 3D d'ébauche est faite en ligne de niveau.
http://www.cambam.co.uk/forum/index.php?topic=4988.0
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Usinage d'un sabot d'aspiration
![]() oakado Sam 18 Juil 2015 - 18:46
oakado Sam 18 Juil 2015 - 18:46
effectivement c'est très clair en parlant avec l'image
je vais me faire la face arriere de l'usinage, du coup dans la réalisation de ton systeme tu avais fait l'OP de la face arrière dans un autre fichier, mais si je ne dis pas bétise, je dois pouvoir la faire dans le même fichier ? même si du coup c'est un peu moins clair ?
pour cet histoire de post processeur, il va falloir que je m’attelle à trouver le bon, je ne dois quand même pas être le seul à utiliser un TinyG avec Cambam
@ tres vite
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() oakado Sam 18 Juil 2015 - 19:33
oakado Sam 18 Juil 2015 - 19:33
voila en PJ l'OP arrière.
Alors j'imagine que si tu n'avais pas fait les deux OPs en même temps il devait y avoir une raison car je n'arrive pas à la faire, en reglant le zero back face à -10 j'ai la bonne forme mais inversé, en reglant à 0 il ne suit pas le profile en biais... j'ai certainement pas dû comprendre quelque chose !
En revanche dans un fichier séparé pas de soucis, j'ai utilisé ton plug in Deplacement numérique pour le retournement, par contre un truc un peu bisard sur l'opération d'ébauche, j'ai un dépassement, il me fait un "mini usinage" du gros cercle (avec la limite sélectionné sur le Polyline 72, j'ai modifié les limites avec le polyline 76 et ca semble être bon, mais je ne sais pas si c'est la bonne méthode.
Du coup j'ai aussi essayé de faire deux opérations d'usinage pour le "passage robe" mais les contours ne sont pas symétrique
Si tu ne vois pas d'autre conneries, je règle les vitesses d'usinages et je fais un essai dand du médium demain
Merci beaucoup
Julien
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() dh42 Sam 18 Juil 2015 - 20:54
dh42 Sam 18 Juil 2015 - 20:54
Alors j'imagine que si tu n'avais pas fait les deux OPs en même temps il devait y avoir une raison car je n'arrive pas à la faire, en reglant le zero back face à -10 j'ai la bonne forme mais inversé, en reglant à 0 il ne suit pas le profile en biais
Normal en usinage 3D double face ; il ne faut pas retourner l'objet 3D dans CB, Cambam retournera lui même les parcours (et uniquement les parcours), et pour le zéro Z face arrière, c'est bien -10 ; tu dois lui donner la position en Z ou se trouve ACTUELLEMENT la face qui sera à 0 après retournement. (donc pour l'instant elle est à -10)
Dans ton cas ce n'est pas faisable avec cette méthode à cause des usinages 2.5D car si tu a bien les usinage 3D inversés, par contre comme le modèle 3D ne dois pas être retourné, tu ne peux pas faire les usinage 2.5D; il te faut donc 2 fichiers avec la pièce un coup sur une face un coup sur l'autre.
j'ai modifié les limites avec le polyline 76 et ca semble être bon, mais je ne sais pas si c'est la bonne méthode.
Oui, c'est ça, la limite d'usinage dépasse sur le gros trou ...
Sur l'image ci dessous, on vois les parcours d'outil pour la face arrière, dans le bon sens une fois la pièce retournée (la vraie), le modèle 3D restant dans le même sens sur le dessin. (on vois mieux les parcours une fois l'objet 3D caché)
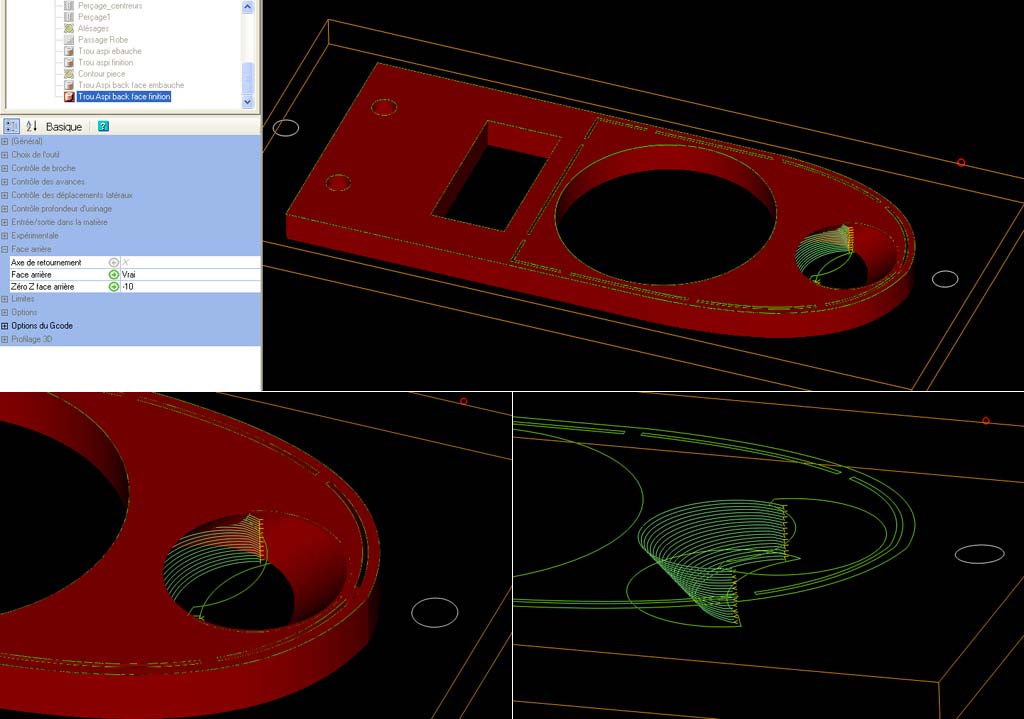
Ah oui, un autre détail ; il ne faut pas découper le contour extérieur sur la face 1, mais sur la face 2, sinon ta pièce risque fort de ne pas tenir lors de l'usinage de la 2ieme face
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage d'un sabot d'aspiration
![]() oakado Sam 18 Juil 2015 - 22:54
oakado Sam 18 Juil 2015 - 22:54
Oui pour le tour de la pièce j'avais bien noté
Et pour le reste c'est bien ce que j avais entrevue mais t es explication rendent tout Ca limpide :)grâce à toi je commence à y voir plus clair, et a "sentir" le principe de fonctionnement
Du coup demain je me met a la recherche d un post processeur adapter et je fais un essai!
Je posterais les photos.
Merci encore piur tes précieux conseils!!!
++ (comme dirait l'autre :p)
Julien
Ps : vraiment merci!
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() oakado Dim 19 Juil 2015 - 17:49
oakado Dim 19 Juil 2015 - 17:49
alors premier essai, il fat faire des petites corrections
globalement c'est pas mal mais il faut elargir un peu la piece pour que le passage des poils soit moins collé au contour, un peu trop d'espace entre le gros trou et le rectangle.
Le principal soucis, c'est le trouve en 3D, ca a fait ce que j'avais demandé, mais en fait vu que le trou est incliné ce n'est pas un rond mais une élipse qu'il faut avoir, et alors la niveau calcul.... je ne sais pas comment trouvé les bonne mesure
Comment tu avais fait David ? avec plusieurs essais ?
Julien
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() dh42 Dim 19 Juil 2015 - 19:16
dh42 Dim 19 Juil 2015 - 19:16
Le principal soucis, c'est le trouve en 3D, ca a fait ce que j'avais demandé, mais en fait vu que le trou est incliné ce n'est pas un rond mais une élipse qu'il faut avoir, et alors la niveau calcul.... je ne sais pas comment trouvé les bonne mesure Smile
Comment tu avais fait David ? avec plusieurs essais ?
Non, le perçage est fait en biais sous solidworks et ça donne le résultat voulu
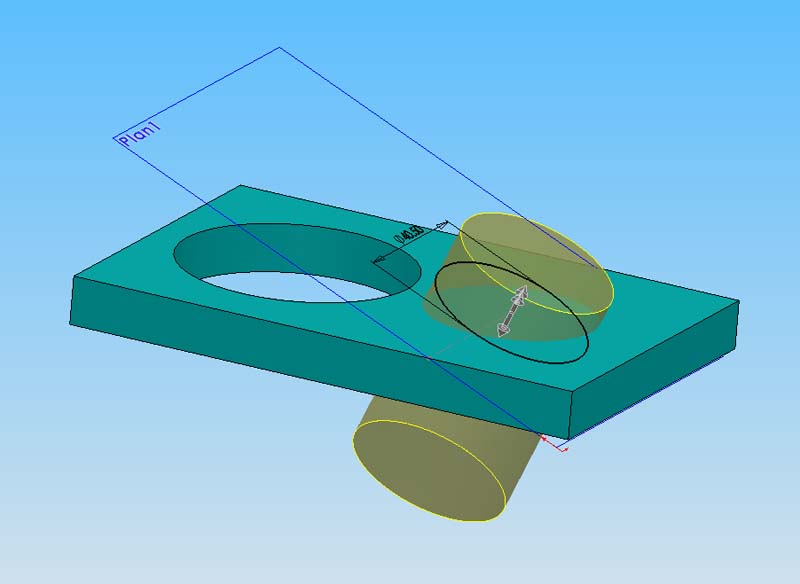
je te met le fichier SW comme modèle
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage d'un sabot d'aspiration
![]() oakado Dim 19 Juil 2015 - 21:58
oakado Dim 19 Juil 2015 - 21:58
J'ai trouvé un truc avec la trigonométrie en réfléchissant un peu(mais cest loinnnn)
Je vais comparer les deux trucs je posterais so c est bien la même chose...
Je regarde tout ça demain.
Julien
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() dh42 Lun 20 Juil 2015 - 0:19
dh42 Lun 20 Juil 2015 - 0:19
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage d'un sabot d'aspiration
![]() Patrick le Belge Lun 20 Juil 2015 - 6:49
Patrick le Belge Lun 20 Juil 2015 - 6:49

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Usinage d'un sabot d'aspiration
![]() oakado Lun 20 Juil 2015 - 14:08
oakado Lun 20 Juil 2015 - 14:08
j'ai réussi a le refaire sans problème
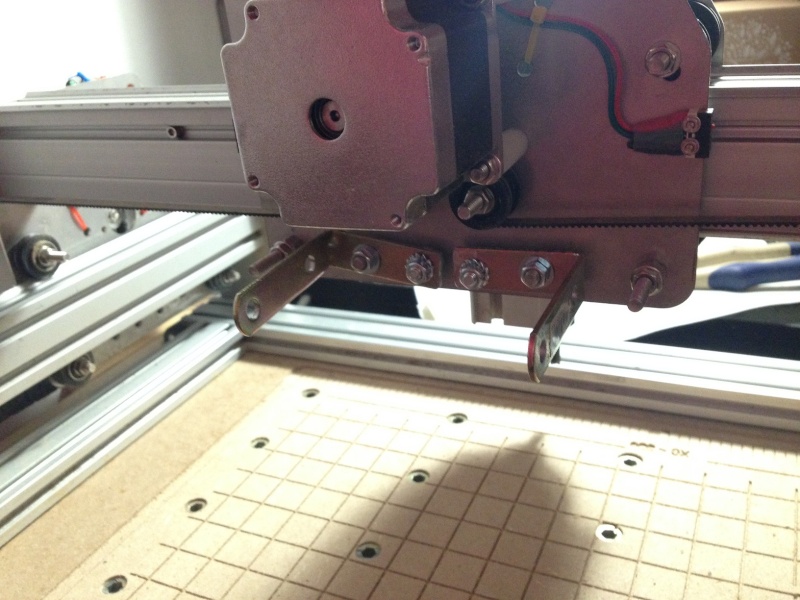
du coup maintenant il faut que j'arrive a trouver comment fixer le support et c'est pas simple
Julien
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() oakado Mer 22 Juil 2015 - 16:52
oakado Mer 22 Juil 2015 - 16:52
Un ptit message car je ne vais probablement pas avoir le temps de refaire l'usinage avant les vacances, mais j'ai refais la pièce que cette fois devrait aller et j'ai trouvé un system de fixation sur l'axe X à l'arriere des plaques de l'axe X et Z.
Je ferais la partie CamBam durant les vacances
Merci
Julien

Fichier joints SW et CAMBAM
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() oakado Dim 23 Aoû 2015 - 13:35
oakado Dim 23 Aoû 2015 - 13:35
après ces petites vacances (qui sont déjà fini, snif) je retrouve ma machine.
J'ai donc essayer de fabriquer ce fameux sabot, pour toute la partie 2D aucun soucis, par contre pour la 3D, ca me fait des choses assez étranges !
En faite la machine ne fait pas du tout ce qu'il y a à l'écran, il me fait des rond, des points au lieux des jolies parcours d'outils en élipse... Et j'avoue que je ne comprend rien !
la seule chose étrange que je n'avait pas remarqué lors des précedents usinages en 3D c'es que CAMBAM me dit : Attention polygone ouvert détecté offset xxx
Je me dit que peut être il interprete mal le fichier de sortie de SW ou que le fichier n'est pas bon ?
A premiere vu je ne voit rien de choquant mais enfin il doit bien y avoir quelque chose quand même
J'ai essayer de generer le STL sous SW avec différents niveau de "finition" (plus ou moins de triangles) mais ca ne change rien
..... Help ? .....
je met le fichier CamBam (pour lusinage du dessus), le Gcode de l'operation qui deconne, le STL et le SW
A bientot mes amis
Julien
Les fichiers
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Re: Usinage d'un sabot d'aspiration
![]() dh42 Dim 23 Aoû 2015 - 18:15
dh42 Dim 23 Aoû 2015 - 18:15
Je viens de jeter un œil et de simuler l'usinage sur CutViewer (en générant un Gcode pour Mach3, mais sans toucher à tes réglages) ; même si ce n'est pas parfait en terme d'efficacité et d'état de surface, j’obtiens bien un usinage qui correspond à ce qui est prévu.

J'ai également ouvert le gcode que tu a produit, sous Cambam et sous NCplot, et je ne vois rien d'anormal.
A mon avis, le problème viens du post processeur eshapeoko ; il doit y avoir un régale erroné ... peut être le mode de sortie des arcs ; ça peut faire des "crop circle", ou des arcs inversés si le mode de sortie des arcs (Mode IJ arcs) n'est pas le même dans le post pro et sur le contrôleur.
Ce peux aussi être un problème de Longueur mini des arcs et/ou de Rayon min des arcs
Tout ces réglages sont dans la définition du post pro, section: Options.
Pour voir si c'est bien un problème de gestion des arcs, un moyen simple est de supprimer la sortie des arcs dans le Gcode (ils seront remplacés par une succession de courtes lignes droites). Pour ça, dans ton PP, met Sortie des Arcs sur Convertir en lignes, sauve ton PP, puis re-génère ton Gcode et refais un essais sur la CN. Si ça marche, c'est que c'est bien un problème avec le format des arcs.
Dans tes op 3D, si ta pièce est en bois ou dérivé, tu peux désactiver les Entrées dans la matière, ça ira un peu plus vite et ça fera moins de remontées en Z.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage d'un sabot d'aspiration
![]() dh42 Dim 23 Aoû 2015 - 18:18
dh42 Dim 23 Aoû 2015 - 18:18
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage d'un sabot d'aspiration
![]() oakado Dim 23 Aoû 2015 - 23:49
oakado Dim 23 Aoû 2015 - 23:49
T as bien fait pour le sujet déplacé
Oui je pense aussi à quelque chose du genre au niveau du post processor, comme tout semble bon sur chilippepr, je vais faire le test demain ou début de semaine!
C'est chargé en ce moment, je vais marier, je passe (enfin) le permis, je vais acheter une maison à 500 bornes de chez moi pour l avoir déjà une fois que j'aurais fais mon fongecif en ébénisterie et que je déménagerais plus la reprise du boulot je ne sais plus ou donner de la tête
Et cette histoire de polygones ouvert, ça te dis quelque chose? Juste un bug quelque part?
A bientôt
Julien
oakado- je prends du galon
- Messages : 92
Points : 126
Date d'inscription : 13/07/2015
Age : 40
Localisation : Paris
Page 1 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Usinage 3D
» Problémé usinage
» Usinage contour
» usinage interieur