






Une CNC pour Patrick
Page 11 sur 21 •  1 ... 7 ... 10, 11, 12 ... 16 ... 21
1 ... 7 ... 10, 11, 12 ... 16 ... 21 

 Re: Une CNC pour Patrick
Re: Une CNC pour Patrick
![]() beepbeep57 Dim 15 Nov 2015 - 11:37
beepbeep57 Dim 15 Nov 2015 - 11:37
Les écrous de ponts élévateurs deux colonnes sont en bronze, pour la charge à supporter c'est très résistant, maintenant pour cette application le laiton devrait largement suffire avant une usure importante
beepbeep57- très actif

- Messages : 295
Date d'inscription : 13/03/2012

Re: Une CNC pour Patrick
![]() c.phili Dim 15 Nov 2015 - 12:12
c.phili Dim 15 Nov 2015 - 12:12
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -

Re: Une CNC pour Patrick
![]() ducran lapoigne Dim 15 Nov 2015 - 12:33
ducran lapoigne Dim 15 Nov 2015 - 12:33
tu n' as pas décrit la méthode utilisée pour casser le taraud
le problème est venu d' une tolérance au diamètre de forage ou d' une vitesse trop élevée ?
je pose cette question parce que je viens d' acheter des vis de 12x3 trapézoïdales et le taraud qui va avec
tu ferais le perçage à quel diamètre ? faut il vraiment avoir un taraudage "100%" si on prévoit un rattrapage de jeu ?
++
Antoine

ducran lapoigne- complétement accro

- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Une CNC pour Patrick
![]() Invité Dim 15 Nov 2015 - 13:17
Invité Dim 15 Nov 2015 - 13:17
Bonjour
oups ! y'a une vis trop longue !
elle va gênée pour la pièce de Ø 15 mm
bon vue qui y'a du soleil aujourd'hui dans le val de Saône

à + Lulu

Invité- Invité
Re: Une CNC pour Patrick
![]() c.phili Dim 15 Nov 2015 - 14:24
c.phili Dim 15 Nov 2015 - 14:24
Ha oui bien vu
Un bon point pour l'observation
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une CNC pour Patrick
![]() F6FCO Dim 15 Nov 2015 - 18:02
F6FCO Dim 15 Nov 2015 - 18:02
Et je vais te piquer l'idée du joint torique

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Une CNC pour Patrick
![]() c.phili Dim 15 Nov 2015 - 19:52
c.phili Dim 15 Nov 2015 - 19:52
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une CNC pour Patrick
![]() dh42 Dim 15 Nov 2015 - 21:49
dh42 Dim 15 Nov 2015 - 21:49
En regardant cette photo, je me pose une question ; tu est sur de ne pas t'être trompé de poulies/courroies ?

Çà ressemble à des courroies de transmission et non de positionnement
Positionnement
Transmission
Sur la PF750 (pour relier les 2 vis)

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une CNC pour Patrick
![]() c.phili Dim 15 Nov 2015 - 22:13
c.phili Dim 15 Nov 2015 - 22:13
C'est celle-là qu'ils m'ont proposé chez tri, d'après HPC c'est de transmission.
Et c'est pourtant celle là que j'ai monté sur la HBM et j'ai aucun problème de précision, bien au contraire.
A voir avec le temps
Tri donne la T5 pour une transmission alors que HPC la donne pour une positionnement
http://www.tridistribution.fr/fr/poulies-dentee-ou-crantee/courroies-dentees/htd-3m-5m-8m-14m-20m-gt-gt2-gt3-3m-5m-8m-14m-20m-t2-5-t5-t10-t20-at-5-at10-at20.html
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une CNC pour Patrick
![]() dh42 Dim 15 Nov 2015 - 22:54
dh42 Dim 15 Nov 2015 - 22:54
Tri donne la T5 pour une transmission alors que HPC la donne pour une positionnement
ah oui, bien .... ils ont du se mélanger les pinceaux !!
d'ailleurs si tu vas voir les tableaux des courroies comme les tiennes, ils parlent de puissance à transmettre en Kw ... alors que sur les HTD il ne parlent pas de ça.
http://www.tridistribution.fr/fr/poulies-dentee-ou-crantee/courroies-dentees/courroie-synchrone-l050.html
Et c'est pourtant celle là que j'ai monté sur la HBM et j'ai aucun problème de précision, bien au contraire.
Les courroies caoutchouc sont peut être plus élastiques que les polyuréthane comme sur la PF ... je ne sais pas .. peut être s'étirent-elles plus facilement avec le temps.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une CNC pour Patrick
![]() dh42 Dim 15 Nov 2015 - 23:05
dh42 Dim 15 Nov 2015 - 23:05
d'ailleurs si tu vas voir les tableaux des courroies comme les tiennes, ils parlent de puissance à transmettre en Kw ... alors que sur les HTD il ne parlent pas de ça.
Non, en fait je te dis une bêtise, c'est encore un autre modèle (courroie synchrone).
en principe si, les HTD sont faites pour le positionnement.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une CNC pour Patrick
![]() Hervé-34 Lun 16 Nov 2015 - 12:52
Hervé-34 Lun 16 Nov 2015 - 12:52
Bon, le hasard faisant, justement je posais la question à David
au sujet des poulies !!
Alors quelles poulies doit-je prendre ? et chez qui ? et quels pas ?
il y a du 2.5 du 10 ?? plein de questions !!
Merci à tous,
Hervé

Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Une CNC pour Patrick
![]() bob47 Lun 16 Nov 2015 - 12:59
bob47 Lun 16 Nov 2015 - 12:59
Alors comme promis des photos de l’établi. (J’ai fait des masquages je me suis aperçu qu’il rester des autocollants de mon entreprise)
Cela n’est certainement pas tout a fait se que tu cherche mais tu peut peut être piocher des idées.

En position dans le véhicule

Les freins pour qu’il ne se promène pas.

En position de descente du véhicule (que je n’ai plus)

Position debout ou de rangement.

Détail du dessous.

On déplie les deux premiers pieds et on les verrouille avec le compas.
On bascule les pieds du bas sans les verrouiller.

On bascule le tout.

On lève l’autre coter et on verrouille.

Les deux roulettes permette dans cette position un déplacement réduit mais pratique quand même.
Dans cette position elles ne touche pas il faut soulever le coter opposé pour le déplacement

Quelques cotes.
A la louche on doit pouvoir mettre bien plus de 100 kg
Peut être ouvrir un autre poste pour le sujet ?
A plus
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Une CNC pour Patrick
![]() Hervé-34 Lun 16 Nov 2015 - 13:23
Hervé-34 Lun 16 Nov 2015 - 13:23
Bonjour Bob,
Ben moi j'ai eu le même pendant + de 10ans avant qu'on me
"l'empreinte " et j'avoue que Mac fait bien les choses !
cet établi est génial !!
Quel bon souvenir !!
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Une CNC pour Patrick
![]() c.phili Lun 16 Nov 2015 - 17:17
c.phili Lun 16 Nov 2015 - 17:17
Hervé, j'était dans le même cas, je ne sais plus dans quel sujet mais on m'avait fait remarqué que les poulies et courroies n'étaient pas valable pour une cnc, pas assez précises.
Si je suis sur un forum, ce n'est pas pour n'en faire qu'a ma tête, alors je me suis renseigné et en effet, j'étais a coté et je ne savais plus quoi prendre, j'ai passé un coup de fil chez tri distribution, pas parce que j'estime qu'il est mieux qu'un autre mais par habitude et là il m'ont conseillé des HTD.
Maintenant c'est bien possible qu'il y a encore mieux c'est clair mais je m'en contente.
Maintenant David m'a mis un peu le doute sur la durée de vie mais l'avenir me le dira
Un petit lien vers cncloisir.com t'aideras certainement à choisir
http://cncloisirs.com/Construction/Courroies
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une CNC pour Patrick
![]() Patrick le Belge Lun 16 Nov 2015 - 17:38
Patrick le Belge Lun 16 Nov 2015 - 17:38
Je termine le dessin sur SW, dès que ce sera fait je mettrais quelques photos, ce sera plus compréhensible!
Philippe, les mesures des profilés pour la table sont;
520 pour les petits longerons X 4 pièces
620 pour les grands longerons X 4 pièces
710 pour les pieds X 4 pièces

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une CNC pour Patrick
![]() c.phili Lun 16 Nov 2015 - 17:42
c.phili Lun 16 Nov 2015 - 17:42
C’est sur cette plaque que les rails et patins de l’axe Z seront fixé puis monté sur les patins de l’axe X.
Une précision sans faille devra être respectée pour tous les perçages.
Mon problème actuel c’est de bien gérer le peu d’alu qui me reste.
J’ai encore une tôle d’alu de 16mm qui provient de la ferraille, bien sur je vais devoir faire avec les trous, j’imprime donc sur un simple papier la pièce dessiné avec tout les perçages, ce sera plus facile pour choisir au mieux l’endroit où il y a le moins de trous.


Après l’avoir coupée à mesure, un petit surfaçage, pour la première fois, j’emploi la HBM avec l’assistant de mach3, le temps de comprendre un peu et je lance la machine, ici je suis pour le moment limité a un tourteau de 50mm alors qu’avec la Bridgeport c’est 100mm mais ce n’est pas grave je fais des passes de 30mm, c’est impeccable et du plus bel effet, les raccords sont visible mais imperceptible au touché.

J’en profite pour usiner les deux réservations pour les logements de roulement du Z et la mise en longueur, on peu voir un petit défaut due à une erreur de programmation mais sans gravité.

Les patins des deux axes seront fixés sur cette plaque, ce n’est pas clair pour le moment mais on comprendra pourquoi plus tard et je me suis aperçu après un montage à blanc qu’il été possible de gagner 2,5cm de course en rapprochant les rail du Z, j’ai donc repercé 8 trous en conséquence, les perçages non employés ne seront de toutes façon plus visible une fois le montage terminé.
Je compte sur Lulu pour faire remarquer qu’il y a un trou au centre qui ne servira a rien et en effet, c’est uniquement un trou de repère pour me permettre de remonter avec facilité la plaque sur la machine, il est exactement au centre.

Pour les logements de roulements, un passage sur la Bridgeport pour le surfaçage, malgré que ce soit de l’alu, j’adore l’état de surface avec le tourteau de 100mm

Les pièces seront finie a la CN pour l’alésage, la mise en largeur les perçages et taraudage.

Un petit équarrissage des angles des différentes pièces pour un assemblage parfait

A ce stade, je me dis qu’il y a peut-être une petite erreur de conception, ce n’est pas nécessaire de mettre une série roulements de chaque coté de la vis mère, une seule série dans le haut aurais suffit, la vis reste de toute façon au centre grâce a la noix.
Ici, les roulement son trop petit pour employer des roulement conique, j’emploierais donc un roulement normal et une butée a billes, un roulement a contact oblique aurait aussi bien fait l’affaire mais je n’en ai pas.

Dernière édition par c.phili le Dim 3 Nov 2024 - 17:30, édité 2 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une CNC pour Patrick
![]() Strib Lun 16 Nov 2015 - 18:22
Strib Lun 16 Nov 2015 - 18:22
Quelle chance il a ce Patrick !
Bonne continuation
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Une CNC pour Patrick
![]() Patrick le Belge Mar 17 Nov 2015 - 19:18
Patrick le Belge Mar 17 Nov 2015 - 19:18
J'ai commencé par le cadre du bas muni des attaches pour les pieds. Remarquez que ces attaches ne sont pas de même longueur devant et derrière.

Ici, j'ai dessiné les quatre pattes munies de leur roues. Ces roues ne serviront qu'à faire tourner le chariot et ne sont pas destinées pour de long déplacements.
J'ai aussi dessiné les deux traverses des pieds et la barre destinée à recevoir les barres de renforts.

Ici le pliage des deux premières pattes.

Et ici les deux autres. Il faut noter que c'est des dessins, les roues pouvant tourner sur elles mêmes seront placées sur leur côté pour mieux "fermer" les deux séries de pattes.

Ensuite j'ai dessiné les quatre premières barres de poussée.

Puis la traverse de poussée côté noix ainsi que les deux barres de poussée supérieures.

Enfin les autres barres de poussée du bas côté roulement et les deux dernières barres de poussée supérieures.

Quand le chariot sera en position basse, hauteur du coffre de voiture.

Ici le chariot à mi hauteur

Quand le chariot dera en position haute, auteur de la table de travail

Les flèches rouges, démontrent les endroit où les barres de renforts des pieds vont se placer.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une CNC pour Patrick
![]() dh42 Mar 17 Nov 2015 - 20:34
dh42 Mar 17 Nov 2015 - 20:34
Tu va devoir faire un montage spécifique dans ton coffre de voiture pour le "glissement" du chariot ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une CNC pour Patrick
![]() c.phili Mer 18 Nov 2015 - 6:45
c.phili Mer 18 Nov 2015 - 6:45
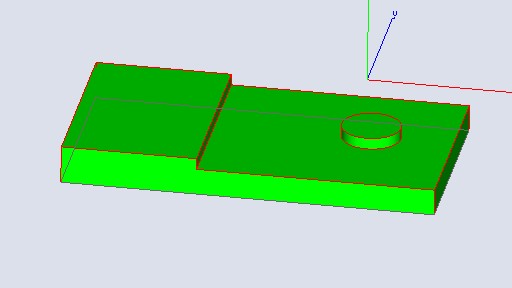
j'aimerais bien usiner cette pièce mais je ne sais pas encore comment m'y prendre avec cambam
Je sais que pour vous c'est simple et j'aimerais que cela le devienne pour moi
Une poche ou un contour, j'ai bien compris mais pour laisser un plot au milieux?
Je ne répondrais pas avant ce soir, vais au boulot
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une CNC pour Patrick
![]() Strib Mer 18 Nov 2015 - 7:11
Strib Mer 18 Nov 2015 - 7:11
C'est une poche avec un îlot. Il te suffit de sélectionner tes deux formes en même temps quand tu crées ton opération d'usinage.
Cambam va automatiquement te laisser l'ilot central.
Regardes ici : http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Pocketing.htm (chapitre 4)
A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Une CNC pour Patrick
![]() dh42 Mer 18 Nov 2015 - 14:35
dh42 Mer 18 Nov 2015 - 14:35
Oui, un ilot, comme dis Stéphane.
Le rectangle qui délimitera l'extérieur de la poche devra dépasser de la pièce en haut et en bas (de minimum = un rayon d'outil) et un peu à droite, de façon à ce que la fraise coupe bien les coins, sinon si il a la même taille que la zone rectangulaire il te restera des zones non usinées dans les coins.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une CNC pour Patrick
![]() c.phili Mer 18 Nov 2015 - 17:32
c.phili Mer 18 Nov 2015 - 17:32
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une CNC pour Patrick
![]() c.phili Mar 8 Déc 2015 - 21:52
c.phili Mar 8 Déc 2015 - 21:52
Petite mise a jour.
J’en arrive à l’axe Z.
Pour la noix, même principe que pour l’axe X.
Le taraud (cassé) est un peu spécial mais en l’engageant au tour ça passe, je n’ose pas de tarauder entièrement au tour de peur de casser le reste.


Ici les différents éléments

La façade est usinée a partir d’une plaque d’alu de 15mm d’épaisseur.
Pour la rigidifier, je l’ai complétée par deux rive qui protègeront en même temps les patin et la vis.


Le plot d’entrainement de la noix est ici en Ø12, comme pour l’axe X, ce plot est monté en force et son maintien est sécurisé par une vis entre cuir et chair.

Là j’ai bien du réfléchir pour l’ordre de montage, pas évident de visser les noix.
On peut remarquer ici que les rails sont sur la partie mobile, comme la BZT.
Pourquoi ce choix ? D’abord ça tombe bien vu que les noix se visse sur le coté et non sur le dessus comme d’habitude.
Mais la vrais raison, j’ai trouvé l’idée sur un poste de David (DH42), je pense, je n’ai pas retrouvé ce post mais on se demandait pourquoi la BZT était montée comme ça, et personnellement je suis convaincu que c’est pour la rigidité.
Si on regarde bien, le porte à faux entre l’outil et les patins est bien moins important.


Pour le montage j’ai prévu un perçage a l’arrière pour passer la clef et serrer les vis des patins.


La vis mère est montée directement sur la plaque de façade et s’assemble aisément au reste



Comme préconisé un peu plus haut, j’ai donc rajouté un deuxième support pour la broche

Voilà ce que ça donne pour le moment.
Bientôt le démontage pour la mise en peinture de certains éléments puis on passera à l’électronique.
Philippe
Dernière édition par c.phili le Dim 3 Nov 2024 - 17:35, édité 2 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une CNC pour Patrick
![]() electricien13 Mar 8 Déc 2015 - 22:08
electricien13 Mar 8 Déc 2015 - 22:08
electricien13- complétement accro
- Messages : 1398
Points : 1496
Date d'inscription : 05/08/2012
Age : 70
Localisation : Marseille
Page 11 sur 21 • 1 ... 7 ... 10, 11, 12 ... 16 ... 21

 Sujets similaires
Sujets similaires» Patrick le Belge
» presentation patrick
» Présentation Patrick
» Patrick et SolidWorks