






Guide de coupe plasma
+6
LodjiK
pili
Flubox
chado
Zarkann
dh42
10 participants
Page 1 sur 1

 Guide de coupe plasma
Guide de coupe plasma
![]() dh42 Dim 29 Mai 2011 - 23:50
dh42 Dim 29 Mai 2011 - 23:50
Bonjour à tous,
Ceux qui ont déjà essayé un découpeur plasma se sont probablement rendu compte que ce n'était pas évident de couper droit. Il faut maintenir la torche à la verticale, à la bonne distance de la tôle, avancer à la bonne vitesse .... et essayer de voir le trait de coupe .... pas gagné !!
.... pas gagné !!
Suite à un message sur ce post, j'ai décidé d'essayer de copier le produit montré sur le lien donné par warhemcity Plasma Helper , merci à lui au passage
J'ai donc commencé par dessiner la chose sous Solidworks.
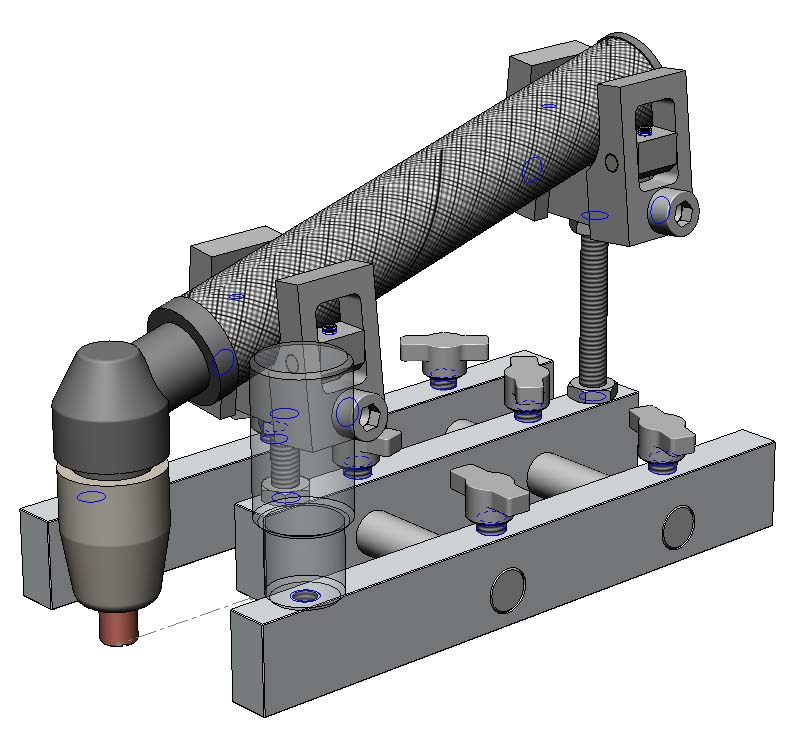
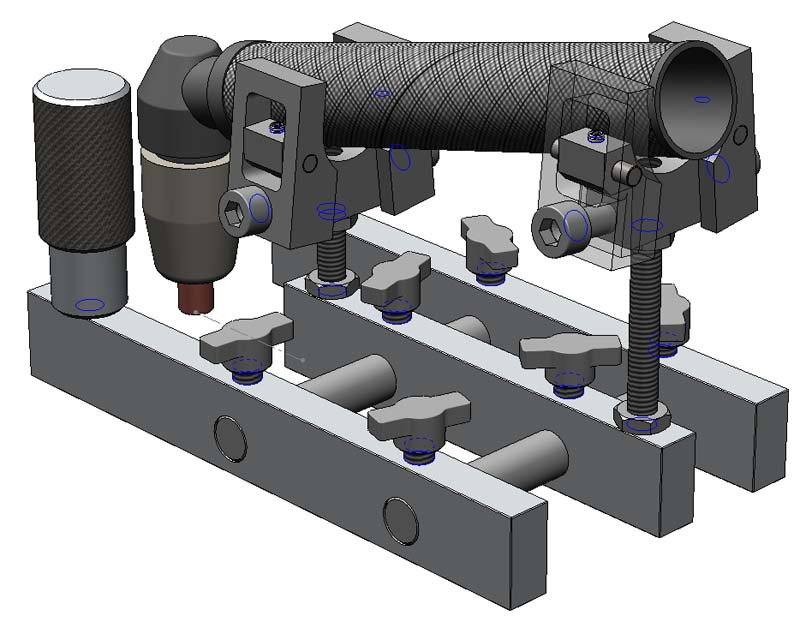
Comme on le verra à la fin, il aura des modifications minimes au niveau des axes d'articulation des pinces qui enserrent la torche.
La matière première

quelques plaques d'alu en épaisseur 10, un bloc plein de trou de 28 mm d'épaisseur récupéré lors des travaux sur ma Z1-C, c'était un des blocs sur lesquels était fixé le bloc à 4 contacts en avant de la table.
La barre rectifiée Ø 10 mm provient d'une imprimante A4 que j'ai désossée pour récupérer ce qui peut être utile.
Débit des bruts
Traçage et découpe des brut, cette petite scie à ruban est vraiment très pratique



Fraisage des barres
Je vais maintenant fraiser mes 4 barres et en profiter pour donner quelques conseils basiques sur la procédure qui consiste à créer une "maquette", c.a.d. une pièce rectangulaire ( un parallélépipède rectangle pour être exact) dont les dimensions correspondent aux cotes maximum de la pièce qui sera usinée, c'est le volume englobant de la pièce. Dans le cas des barres, elles sont elles même des rectangles donc on ne vas pas plus loin, mais les autres pièces seront elles aussi d'abord préparées de cette manière.
Mise en place d'une pièce dans l'étau
Tenir des cotes sur une bonne machine, et qui plus est avec une visu, ce n'est pas difficile ... en principe, mais à condition que la pièce soit correctement montée sur la machine.
Sur un étau de fraisage, il n'y a que 2 surfaces de références: le fond de l'étau, qui doit être // à la table de la machine, et le mors fixe qui est censé être perpendiculaire au fond de l'étau et // à l'axe X de la machine. Toutes les autres surfaces de l'étau ne peuvent pas et ne doivent pas être utilisées comme surfaces de référence.
La première chose dont ont devra s'assurer, c'est que le fond de l'étau est effectivement // à la table, en promenant un comparateur fixé à la tête de la fraiseuse sur ce fond. S'il n'est pas // c'est probablement qu'un petit copeau est resté coincé entre la table et la semelle de l'étau lors du montage.
Ensuite il faudra s'assurer que le mors fixe est // à l'axe X de la machine, la aussi on utilisera un comparateur monté sur la tête de la machine et on palpera l'intérieur du mors fixe tout en se déplaçant en X. Le réglage se fait en faisant tourner l'étau sur sa base jusqu'à ce qu'il n'y ai plus aucune déviation du comparateur sur toute la longueur du mors. Ces opérations sont indispensables, si l'étau n'est pas réglé correctement, vos pièces auront des problèmes de géométrie (face non // ou non perpendiculaires entre elles)
Sauf cas particulier, on ne montera pas une pièce en la posant directement sur le fond de l'étau, mais toujours sur des cales de fraisage. Ces cales ont plusieurs fonctions mais la principale et de permettre de vérifier que la pièce porte bien à plat, ce que l'on ne peut pas faire si la pièce est posée directement sur le fond de l'étau.
Une autre utilité évidente et de permettre de laisser de la place sous la pièce, pour permettre à un foret de déboucher par exemple, ou tout simplement pour pouvoir passer le bec du pied à coulisse ou la touche du palmer afin de mesurer l'épaisseur de la pièce. Bien entendu, elles servent aussi à faire en sorte que la partie de la pièce à usiner dépasse des mors.
Pour toutes les opérations de montage de pièce et de mesure, il faudra être extrêmement vigilant quand aux copeaux qui peuvent passer sous une cale, sous la pièce etc ... sinon vous aurez des erreurs de géométrie si la pièce ne porte pas parfaitement à plat, des erreurs de cotes si vous mesurez avec un copeau collé sur la touche du palmer ou du pied à coulisse. C'est très important, et il faut constamment se méfier de ce problème. Même chose en ce qui concerne les bavures laissées sur l'arrête de la pièce après fraisage, elles doivent être enlevées avant mesure, sinon gare au erreurs,( surtout avec un pied à coulisse ). Les bavures doivent également être enlevées avant montage dans l'étau, car elles aussi on toutes les chances de poser des problème pour plaquer la pièce tant sur le mors fixe que sur les cales et il en résultera systématiquement des erreurs de géométrie et de cotes.
Cela peut paraître casse-pieds, mais c'est vraiment important .... donc chasse aux copeaux et aux bavures à chaque montage / mesure .. à plus forte raison si vous espérez travailler dans le 1/100 !!
Après avoir nettoyé l'étau et la cale, on pose celle-ci au fond de l'étau, plaquée contre le mors fixe, et on lui donne un mouvement de vas et viens en appuyant sur le fond. Si c'est propre, la cale glissera en "collant" légerement. Dans le cas ou il y a une saleté sous la cale, on le sentira immédiatement, la cale ne "collera" pas à la surface.

Avant de placer la pièce dans l'étau, on supprime les éventuelles bavures qui pourraient gêner et même marquer les mors dans le cas d'une pièce en acier.

Ici j'utilise un outil à ébavurer pour supprimer les petites bavures des arrêtes de mon brut.
Ensuite on pose la pièce sur la cale et on serre (attention un étau de fraisage serre très fort, n'y allez pas comme une brute !)

Dans le cas présent, histoire de me compliquer les choses, la cale à la même épaisseur que mon brut, donc je suis obligé d'intercaler une cale latéralement pour pouvoir serrer.

Important:
Seule une face propre et lisse, en générale usinée doit être mise en contact avec les surfaces rectifiées de l'étau (les mors et le fond)
Dans le cas présent, mon plat d'alu a des surfaces propres je le serre donc directement, mais si je devais partir sur un brut non usiné, en particulier dans de l'acier, les mors devraient être protégés par des mordaches en alu.
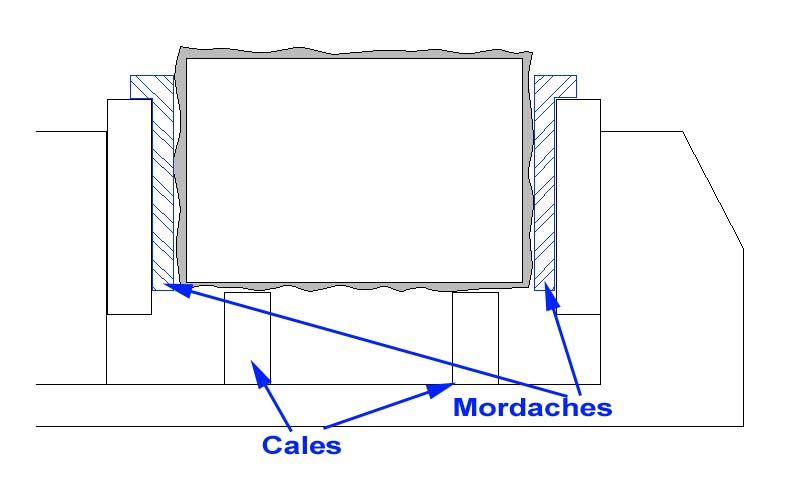
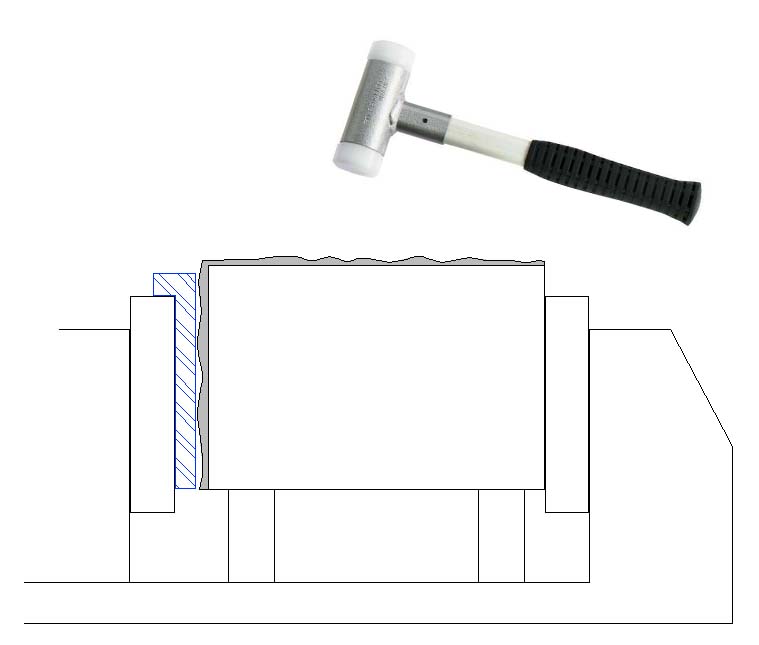
Sur les dessins suivants, la partie grise représente la face brute de la pièce.
1 - la pièce est posée sur les cales et serrée entre des mordaches. Ne pas taper sur la pièce pour la plaquer sur les cales, c'est inutile vu que la surface de contact n'est pas plane, de plus cela pourrait endommager les cales.
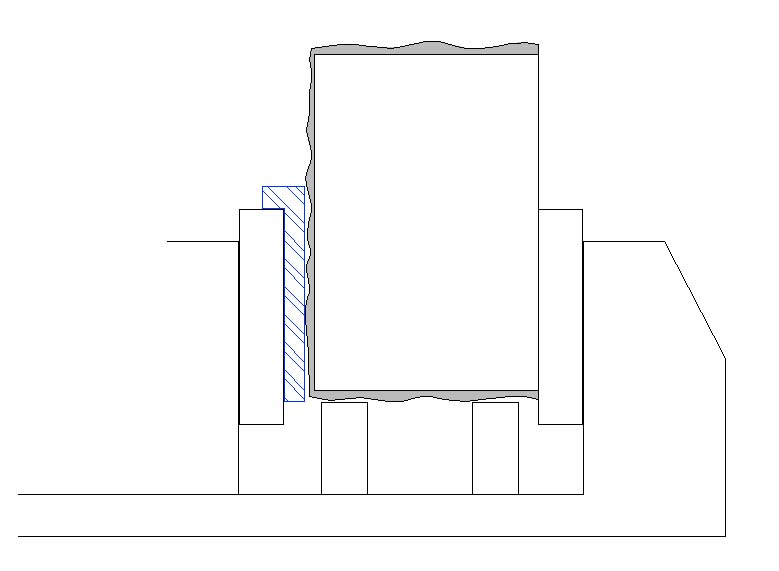
2 - Après usinage de la face, on tourne la pièce d'un quart de tour afin de plaquer la face usinée contre le mors fixe (après avoir enlevé le mordache), cela permettra d'usiner une deuxième face perpendiculaire à la première.
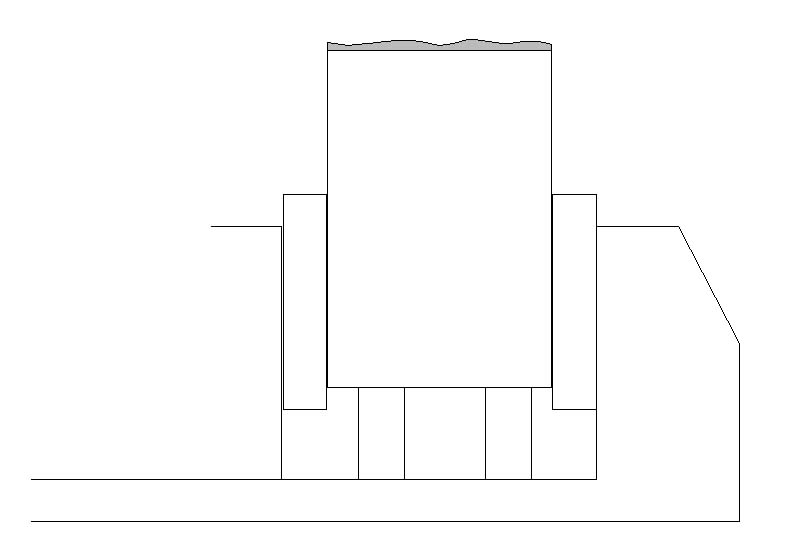
3 - On tourne encore d'un quart de tour, la première face usinée vient en appui sur les cales, l'autre contre le mors fixe. Nous allons maintenant usiner la troisième face, qui devra être parallèle à la face portant sur les cales. Pour s'assurer que la pièce plaque bien sur les cales, après avoir serré on tape sur le dessus de la pièce à la massette plastique (pour l'alu) ou bronze (pour l'acier). Il faut bloquer le rebond de la massette (ou utiliser une massette anti-rebond), sinon la pièce rebondi aussi et on ne parvient pas à la plaquer. Les cales ne doivent plus bouger sous la pièce. Si malgré tous vos efforts, une des cales ne plaque pas, c'est que vous avez un défaut d'équerrage entre la face en appui sur les cales et la face plaquée contre le mors fixe.
4 - On peut maintenant usiner la dernière face, en retirant le dernier mordache. La aussi il faudra faire plaquer la pièce sur les cales à la massette.
Note: si vous augmentez le serrage de l'étau après avoir plaqué la pièce il faudra la re-plaquer à la massette, lors du serrage, le mors mobile d'un étau à tendance à monter, et à soulever la pièce par la même occasion. (à moins que vous n'ayez un étau "de luxe" à mors autoplaqueurs)
Et toujours, bien s'assurer qu'aucun copeau n'est coincé nul part ... .... je sais je me répète, mais c'est vital si vous ne voulez pas de défauts géométriques.
la suite au prochain épisode
++
David
Ceux qui ont déjà essayé un découpeur plasma se sont probablement rendu compte que ce n'était pas évident de couper droit. Il faut maintenir la torche à la verticale, à la bonne distance de la tôle, avancer à la bonne vitesse .... et essayer de voir le trait de coupe
Suite à un message sur ce post, j'ai décidé d'essayer de copier le produit montré sur le lien donné par warhemcity Plasma Helper , merci à lui au passage
J'ai donc commencé par dessiner la chose sous Solidworks.
Comme on le verra à la fin, il aura des modifications minimes au niveau des axes d'articulation des pinces qui enserrent la torche.
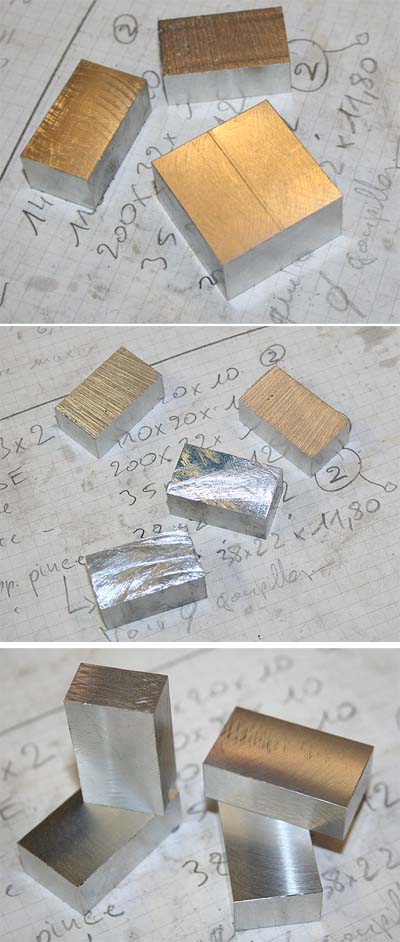
La matière première
quelques plaques d'alu en épaisseur 10, un bloc plein de trou de 28 mm d'épaisseur récupéré lors des travaux sur ma Z1-C, c'était un des blocs sur lesquels était fixé le bloc à 4 contacts en avant de la table.
La barre rectifiée Ø 10 mm provient d'une imprimante A4 que j'ai désossée pour récupérer ce qui peut être utile.
Débit des bruts
Traçage et découpe des brut, cette petite scie à ruban est vraiment très pratique
Fraisage des barres
Je vais maintenant fraiser mes 4 barres et en profiter pour donner quelques conseils basiques sur la procédure qui consiste à créer une "maquette", c.a.d. une pièce rectangulaire ( un parallélépipède rectangle pour être exact) dont les dimensions correspondent aux cotes maximum de la pièce qui sera usinée, c'est le volume englobant de la pièce. Dans le cas des barres, elles sont elles même des rectangles donc on ne vas pas plus loin, mais les autres pièces seront elles aussi d'abord préparées de cette manière.
Mise en place d'une pièce dans l'étau
Tenir des cotes sur une bonne machine, et qui plus est avec une visu, ce n'est pas difficile ... en principe, mais à condition que la pièce soit correctement montée sur la machine.
Sur un étau de fraisage, il n'y a que 2 surfaces de références: le fond de l'étau, qui doit être // à la table de la machine, et le mors fixe qui est censé être perpendiculaire au fond de l'étau et // à l'axe X de la machine. Toutes les autres surfaces de l'étau ne peuvent pas et ne doivent pas être utilisées comme surfaces de référence.
La première chose dont ont devra s'assurer, c'est que le fond de l'étau est effectivement // à la table, en promenant un comparateur fixé à la tête de la fraiseuse sur ce fond. S'il n'est pas // c'est probablement qu'un petit copeau est resté coincé entre la table et la semelle de l'étau lors du montage.
Ensuite il faudra s'assurer que le mors fixe est // à l'axe X de la machine, la aussi on utilisera un comparateur monté sur la tête de la machine et on palpera l'intérieur du mors fixe tout en se déplaçant en X. Le réglage se fait en faisant tourner l'étau sur sa base jusqu'à ce qu'il n'y ai plus aucune déviation du comparateur sur toute la longueur du mors. Ces opérations sont indispensables, si l'étau n'est pas réglé correctement, vos pièces auront des problèmes de géométrie (face non // ou non perpendiculaires entre elles)
Sauf cas particulier, on ne montera pas une pièce en la posant directement sur le fond de l'étau, mais toujours sur des cales de fraisage. Ces cales ont plusieurs fonctions mais la principale et de permettre de vérifier que la pièce porte bien à plat, ce que l'on ne peut pas faire si la pièce est posée directement sur le fond de l'étau.
Une autre utilité évidente et de permettre de laisser de la place sous la pièce, pour permettre à un foret de déboucher par exemple, ou tout simplement pour pouvoir passer le bec du pied à coulisse ou la touche du palmer afin de mesurer l'épaisseur de la pièce. Bien entendu, elles servent aussi à faire en sorte que la partie de la pièce à usiner dépasse des mors.
Pour toutes les opérations de montage de pièce et de mesure, il faudra être extrêmement vigilant quand aux copeaux qui peuvent passer sous une cale, sous la pièce etc ... sinon vous aurez des erreurs de géométrie si la pièce ne porte pas parfaitement à plat, des erreurs de cotes si vous mesurez avec un copeau collé sur la touche du palmer ou du pied à coulisse. C'est très important, et il faut constamment se méfier de ce problème. Même chose en ce qui concerne les bavures laissées sur l'arrête de la pièce après fraisage, elles doivent être enlevées avant mesure, sinon gare au erreurs,( surtout avec un pied à coulisse ). Les bavures doivent également être enlevées avant montage dans l'étau, car elles aussi on toutes les chances de poser des problème pour plaquer la pièce tant sur le mors fixe que sur les cales et il en résultera systématiquement des erreurs de géométrie et de cotes.
Cela peut paraître casse-pieds, mais c'est vraiment important .... donc chasse aux copeaux et aux bavures à chaque montage / mesure .. à plus forte raison si vous espérez travailler dans le 1/100 !!
Après avoir nettoyé l'étau et la cale, on pose celle-ci au fond de l'étau, plaquée contre le mors fixe, et on lui donne un mouvement de vas et viens en appuyant sur le fond. Si c'est propre, la cale glissera en "collant" légerement. Dans le cas ou il y a une saleté sous la cale, on le sentira immédiatement, la cale ne "collera" pas à la surface.
Avant de placer la pièce dans l'étau, on supprime les éventuelles bavures qui pourraient gêner et même marquer les mors dans le cas d'une pièce en acier.
Ici j'utilise un outil à ébavurer pour supprimer les petites bavures des arrêtes de mon brut.
Ensuite on pose la pièce sur la cale et on serre (attention un étau de fraisage serre très fort, n'y allez pas comme une brute !)
Dans le cas présent, histoire de me compliquer les choses, la cale à la même épaisseur que mon brut, donc je suis obligé d'intercaler une cale latéralement pour pouvoir serrer.
Important:
Seule une face propre et lisse, en générale usinée doit être mise en contact avec les surfaces rectifiées de l'étau (les mors et le fond)
Dans le cas présent, mon plat d'alu a des surfaces propres je le serre donc directement, mais si je devais partir sur un brut non usiné, en particulier dans de l'acier, les mors devraient être protégés par des mordaches en alu.
Sur les dessins suivants, la partie grise représente la face brute de la pièce.
1 - la pièce est posée sur les cales et serrée entre des mordaches. Ne pas taper sur la pièce pour la plaquer sur les cales, c'est inutile vu que la surface de contact n'est pas plane, de plus cela pourrait endommager les cales.
2 - Après usinage de la face, on tourne la pièce d'un quart de tour afin de plaquer la face usinée contre le mors fixe (après avoir enlevé le mordache), cela permettra d'usiner une deuxième face perpendiculaire à la première.
3 - On tourne encore d'un quart de tour, la première face usinée vient en appui sur les cales, l'autre contre le mors fixe. Nous allons maintenant usiner la troisième face, qui devra être parallèle à la face portant sur les cales. Pour s'assurer que la pièce plaque bien sur les cales, après avoir serré on tape sur le dessus de la pièce à la massette plastique (pour l'alu) ou bronze (pour l'acier). Il faut bloquer le rebond de la massette (ou utiliser une massette anti-rebond), sinon la pièce rebondi aussi et on ne parvient pas à la plaquer. Les cales ne doivent plus bouger sous la pièce. Si malgré tous vos efforts, une des cales ne plaque pas, c'est que vous avez un défaut d'équerrage entre la face en appui sur les cales et la face plaquée contre le mors fixe.
4 - On peut maintenant usiner la dernière face, en retirant le dernier mordache. La aussi il faudra faire plaquer la pièce sur les cales à la massette.
Note: si vous augmentez le serrage de l'étau après avoir plaqué la pièce il faudra la re-plaquer à la massette, lors du serrage, le mors mobile d'un étau à tendance à monter, et à soulever la pièce par la même occasion. (à moins que vous n'ayez un étau "de luxe" à mors autoplaqueurs)
Et toujours, bien s'assurer qu'aucun copeau n'est coincé nul part ... .... je sais je me répète, mais c'est vital si vous ne voulez pas de défauts géométriques.
la suite au prochain épisode
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Guide de coupe plasma
![]() dh42 Lun 30 Mai 2011 - 23:43
dh42 Lun 30 Mai 2011 - 23:43
Bonsoir à tous,
Bien, après le blabla, les copeaux
Pour usiner l'alu sans problème, le mieux ... c'est d'avoir des outils adaptés. Dans le cas présent, ce sont des plaquettes carbures spéciales pour l'alu.
Contrairement aux plaquettes pour l'acier, celles-ci sont très tranchantes. Elles ont également une coupe positive très prononcée matérialisée sur la photo par l'angle en rouge.
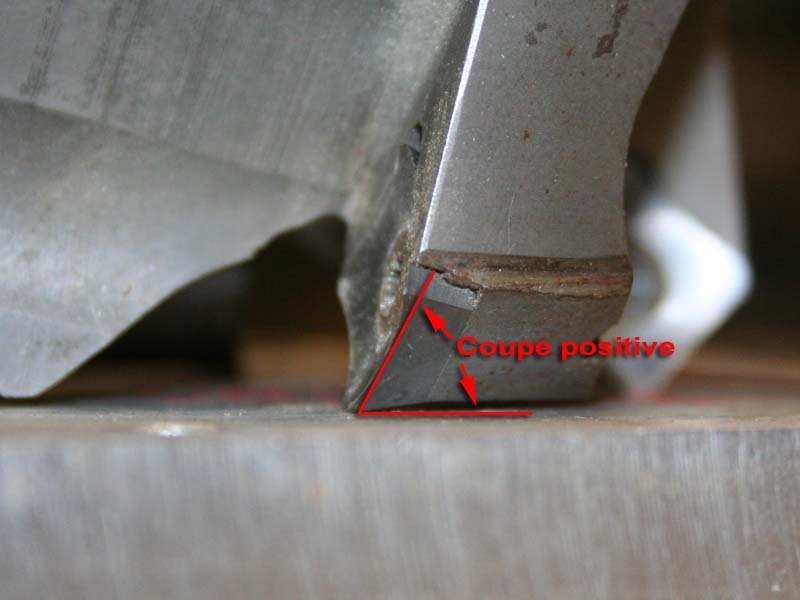
Ce sont également des plaquettes de finition, on le remarque au plat à l'angle de la plaquette ; cela permet d'avoir une surface plane après usinage au lieu d'avoir des "vagues" comme avec des plaquettes ayant un rayon en bout.

Pour les paramètres de coupe ... et bien je suis limité par la machine, 2000 tr/min maxi pour la broche et 500 mm/min maxi pour les avances.

A 2000 tr j'ai une vitesse de coupe correcte (V) de 380 m/min (pour 400 souhaité) mais je suis limité à une avance par dent de 0.063mm au lieu des 0.1 souhaité à cause de l'avance maxi de la machine de 500 mm/min ... (avance = AvParDent x Z x Rotation)
et c'est partie pour la première opération qui va consister à dresser un des champ de mes plaques.


Sur chaque plaque, j'ai maintenant un champ qui va pouvoir reposer sur les cales, et je vais ainsi pouvoir mettre mes plaques à la hauteur voulue.

ce champ devra être bien plaqué contre la cale à l'aide de la massette comme expliqué dans le post précédant.

Ensuite, on va tangenter, c.a.d. descendre la fraise jusqu'à ce qu'elle coupe un peu de matière, puis mettre le vernier ou la visu à zéro.
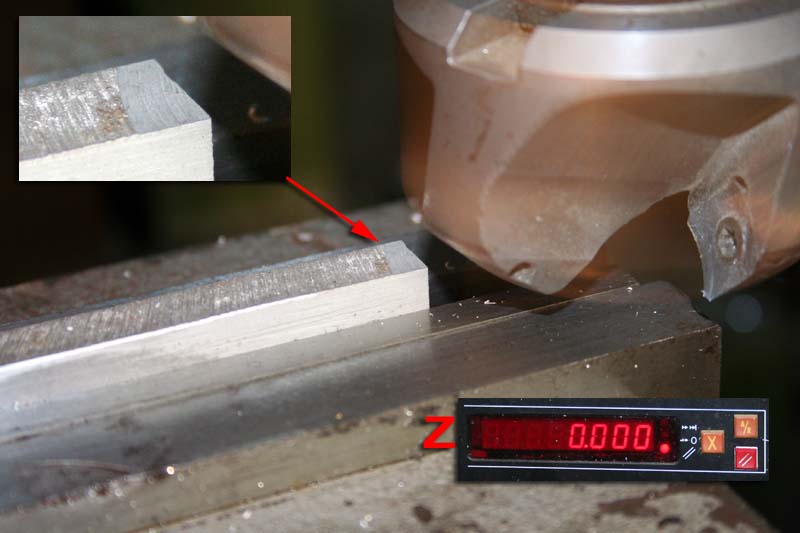
ensuite, on descend la fraise de la valeur de passe souhaitée, dans ce cas j'ai fait une passe de 1mm.
Ensuite on mesure la hauteur de la pièce, on détermine ce qui reste à couper (dans ce cas 0.69 mm pour arriver à 20), on remet la visu à 0 en Z et on descend de la valeur nécessaire (en plusieurs passes si il y a beaucoup de matière à enlever)

Une fois la première pièce à la bonne cote, je mémorise ma position Z afin de ne pas avoir à re mesurer pour les autres pièces. Dans ce cas j'ai mis le Z à 0 une fois à ma cote de 20 mm. Comme il n'y a que 2 ou 3 mm à enlever, les autres pièces seront faite en une seule passe directement à la cote de 20
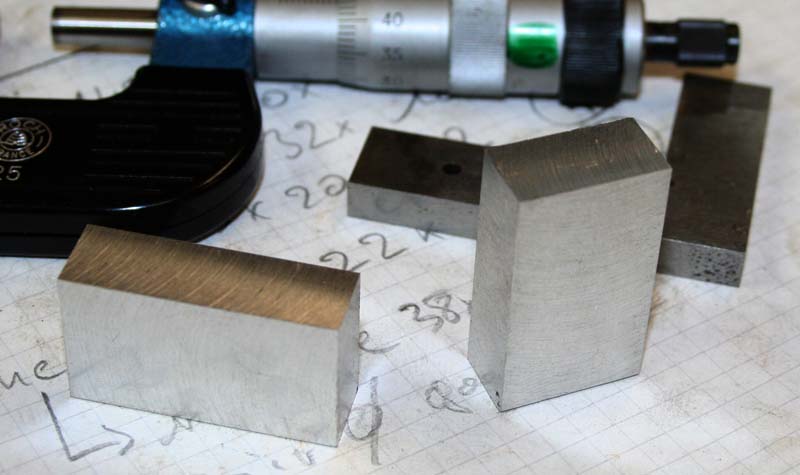
Un pied à coulisse n'étant pas un outil très précis, surtout avec la jauge de profondeur peu pratique à manier, je contrôle ma cote au micromètre de profondeur, comme on le constate, la profondeur est comprise entre 20.79 et 20.80 (0.5mm/tour, 1 grad = 0.01mm). La première mesure au pied à coulisse permet d'éviter une erreur grossière car la lecture des mm et demis-mm n'est pas toujours très facile sur le micromètre.

Pièce à la cote, contrôle au palmer. 20.015

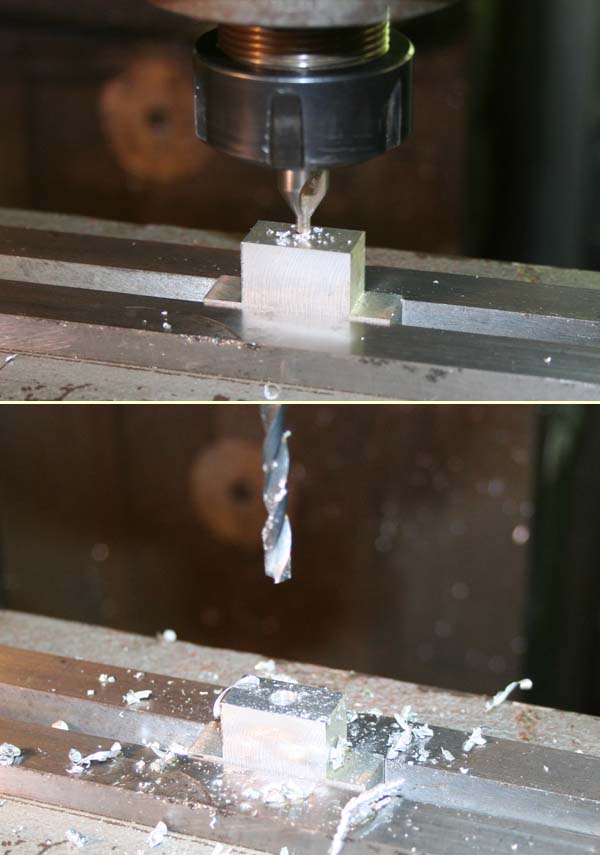
Je peux maintenant tailler mes pièces à la longueur

Puis percer.

Les pièces percées.

et l'outil qui va bien pour ébavurer les trous.

Les trous de Ø 10 du passage des barres sont fait directement à la fraise de façon à avoir des trous bien calibrés et avec un bon état de surface.



à bientôt pour la suite ...
++
David
Bien, après le blabla, les copeaux
Pour usiner l'alu sans problème, le mieux ... c'est d'avoir des outils adaptés. Dans le cas présent, ce sont des plaquettes carbures spéciales pour l'alu.
Contrairement aux plaquettes pour l'acier, celles-ci sont très tranchantes. Elles ont également une coupe positive très prononcée matérialisée sur la photo par l'angle en rouge.
Ce sont également des plaquettes de finition, on le remarque au plat à l'angle de la plaquette ; cela permet d'avoir une surface plane après usinage au lieu d'avoir des "vagues" comme avec des plaquettes ayant un rayon en bout.
Pour les paramètres de coupe ... et bien je suis limité par la machine, 2000 tr/min maxi pour la broche et 500 mm/min maxi pour les avances.
A 2000 tr j'ai une vitesse de coupe correcte (V) de 380 m/min (pour 400 souhaité) mais je suis limité à une avance par dent de 0.063mm au lieu des 0.1 souhaité à cause de l'avance maxi de la machine de 500 mm/min ... (avance = AvParDent x Z x Rotation)
et c'est partie pour la première opération qui va consister à dresser un des champ de mes plaques.
Sur chaque plaque, j'ai maintenant un champ qui va pouvoir reposer sur les cales, et je vais ainsi pouvoir mettre mes plaques à la hauteur voulue.
ce champ devra être bien plaqué contre la cale à l'aide de la massette comme expliqué dans le post précédant.
Ensuite, on va tangenter, c.a.d. descendre la fraise jusqu'à ce qu'elle coupe un peu de matière, puis mettre le vernier ou la visu à zéro.
ensuite, on descend la fraise de la valeur de passe souhaitée, dans ce cas j'ai fait une passe de 1mm.
Ensuite on mesure la hauteur de la pièce, on détermine ce qui reste à couper (dans ce cas 0.69 mm pour arriver à 20), on remet la visu à 0 en Z et on descend de la valeur nécessaire (en plusieurs passes si il y a beaucoup de matière à enlever)
Une fois la première pièce à la bonne cote, je mémorise ma position Z afin de ne pas avoir à re mesurer pour les autres pièces. Dans ce cas j'ai mis le Z à 0 une fois à ma cote de 20 mm. Comme il n'y a que 2 ou 3 mm à enlever, les autres pièces seront faite en une seule passe directement à la cote de 20
Un pied à coulisse n'étant pas un outil très précis, surtout avec la jauge de profondeur peu pratique à manier, je contrôle ma cote au micromètre de profondeur, comme on le constate, la profondeur est comprise entre 20.79 et 20.80 (0.5mm/tour, 1 grad = 0.01mm). La première mesure au pied à coulisse permet d'éviter une erreur grossière car la lecture des mm et demis-mm n'est pas toujours très facile sur le micromètre.
Pièce à la cote, contrôle au palmer. 20.015
Je peux maintenant tailler mes pièces à la longueur
Puis percer.
Les pièces percées.
et l'outil qui va bien pour ébavurer les trous.
Les trous de Ø 10 du passage des barres sont fait directement à la fraise de façon à avoir des trous bien calibrés et avec un bon état de surface.
à bientôt pour la suite ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Guide de coupe plasma
![]() Zarkann Mar 31 Mai 2011 - 15:21
Zarkann Mar 31 Mai 2011 - 15:21
Bonjour David
Très chouette ton reportage, tu pourrais en faire un tutoriel (notamment pour faire les parallélépipède)
Et puis c'est une idée a retenir pour les torches plasma.
C'est des plaquettes pour aluminium que tu as sur la fraise à surfacer ?
Cordialement .::Zarkann::.
Très chouette ton reportage, tu pourrais en faire un tutoriel (notamment pour faire les parallélépipède)
Et puis c'est une idée a retenir pour les torches plasma.
C'est des plaquettes pour aluminium que tu as sur la fraise à surfacer ?
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Guide de coupe plasma
![]() dh42 Mar 31 Mai 2011 - 15:36
dh42 Mar 31 Mai 2011 - 15:36
Bonjour Eric
Merci
Oui, plaquette alu, c'est un vrai plaisir à utiliser ...
C'est vrai que je me suis laissé emporter sur les explications .. .. je mettrais un lien dans les tuto, ou je ferais un tuto séparé.
.. je mettrais un lien dans les tuto, ou je ferais un tuto séparé.
Je l'ai essayé (le guide) et ça marche bien, maintenant j'ai des coupes droites
++
David
Merci
Oui, plaquette alu, c'est un vrai plaisir à utiliser ...
C'est vrai que je me suis laissé emporter sur les explications ..
Je l'ai essayé (le guide) et ça marche bien, maintenant j'ai des coupes droites
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Guide de coupe plasma
![]() Zarkann Mar 31 Mai 2011 - 17:49
Zarkann Mar 31 Mai 2011 - 17:49
Re
Pour les explications c'est pas grave > va s'y emporte toi
par contre si ça te fait rien je préfère un tuto séparé, quitte a réutiliser tes images
, je suppose que tu nous posteras quelques images
Cordialement .::Zarkann::.
C'est vrai que je me suis laissé emporter sur les explications .. Embarassed .. je mettrais un lien dans les tuto, ou je ferais un tuto séparé.
Pour les explications c'est pas grave > va s'y emporte toi
par contre si ça te fait rien je préfère un tuto séparé, quitte a réutiliser tes images
Oui je l'en doute bienJe l'ai essayé (le guide) et ça marche bien, maintenant j'ai des coupes droites Very Happy
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Guide de coupe plasma
![]() dh42 Mar 31 Mai 2011 - 21:13
dh42 Mar 31 Mai 2011 - 21:13
Bonjour à tous,
Bon, vue la chute brutale de température (+25 à +9) pas d'atelier aujourd'hui, je suis donc devant le PC un peu plus tôt
La suite des opérations vas donc consister à tailler 6 blocs d'alu. 4 pour les pinces, qui seront ensuite usinées en CN (Commande Numérique) et 2 pour les supports de pinces qui eux seront fait sur la Z1.
Les deux blocs pour les supports
Taillage des flancs

Pointage et perçage à 5 (pour M6)

Usinage des chanfreins


Usinage du demi-cercle.
Je commence par prendre des passes horizontalement, 2 mm par 2 mm dans ce cas, par un mouvement en X (de droite à gauche), en laissant environ 1 mm de matière pour la finition.
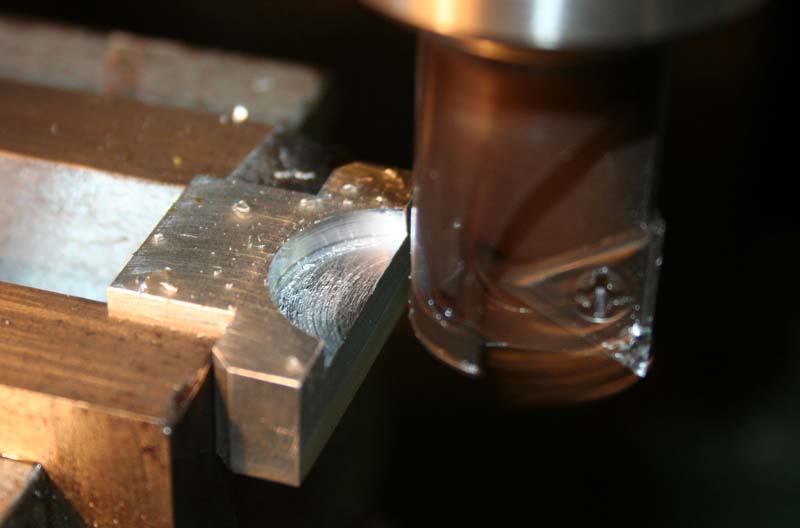
Puis je me positionne en X et je finis l'usinage en descendant (en Z), ma fraise ayant le même Ø que le trou à usiner. (ce n'est pas par hasard )


Les 4 pinces vont être tirées d'un bloc qui sera recoupé en 4 une fois mis à la largeur/hauteur.


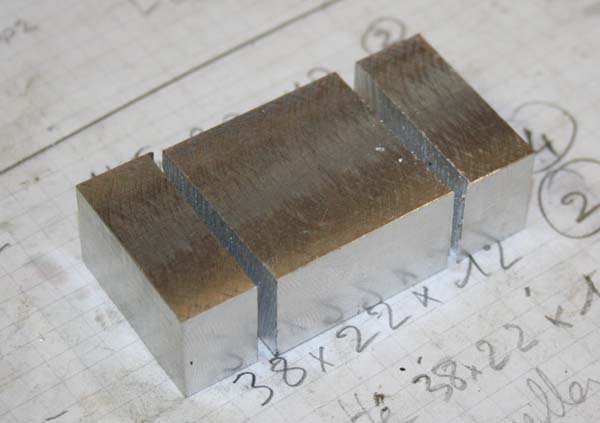
Sur la photo suivante, on voit tout l'intérêt des cales, non seulement elles permettent de mettre la pièce à la hauteur voulue, en ne laissant dépasser que ce qui doit être coupé afin de limiter le porte-à-faux, mais cela permet aussi de passer le bec du pied à coulisse dessous pour mesurer, ce qui est plus pratique que la jauge de profondeur.

Une fois fini, je coupe une "tranche" de chaque coté du bloc à la scie, le but étant que mes blocs restants aient une des deux faces qui soit usinée ; elle me servira à poser la pièce à plat sur la cale pour usiner l'autre face à l'épaisseur voulue.
Je vais maintenant, dresser les 2 faces du bloc restant, toujours dans le but d'avoir 2 faces planes et perpendiculaires avant de le recouper en 2 pour en tirer les deux dernières pinces.
Les deux faces de mon bloc étant brut de sciage, je ne peux pas les utiliser comme référence, je vais donc positionner ma pièce à l'équerre.
J'amène le mors fixe en contact avec la pièce, sans serrer, la pièce doit glisser en "collant" un peu, ensuite je plaque ma pièce contre l'équerre, toujours avec les précautions d'usage concernant l'absence de bavures ou de copeaux. Ensuite je serre ma pièce et j'enlève l'équerre.

L'autre face quand à elle sera faite en posant la pièce la face qui vient d'être usinée sur les cales. Il me restera ensuite à couper en deux ce dernier bloc puis à usiner la dernière face brute de sciage de chaque bloc pour obtenir mes 4 "maquettes" qui passeront ensuite dans la CN.
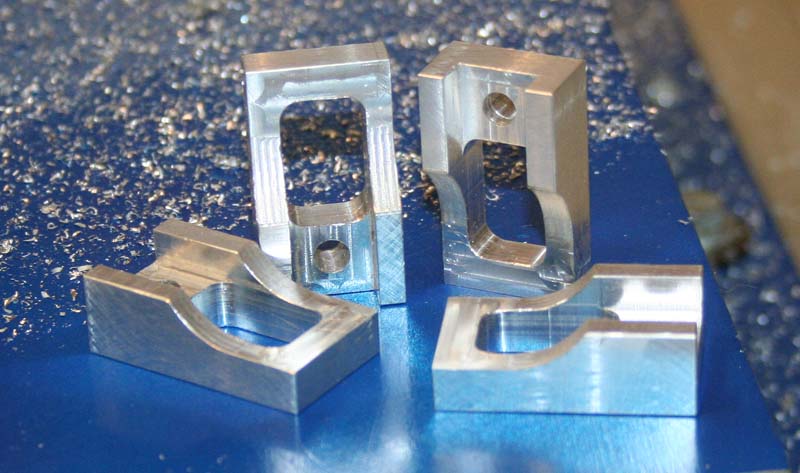
L'usinage en CN
et les 4 blocs presque finis vus sur l'étau que je viens de remettre en état ICI , maintenant la suite c'est du perçage / taraudage.
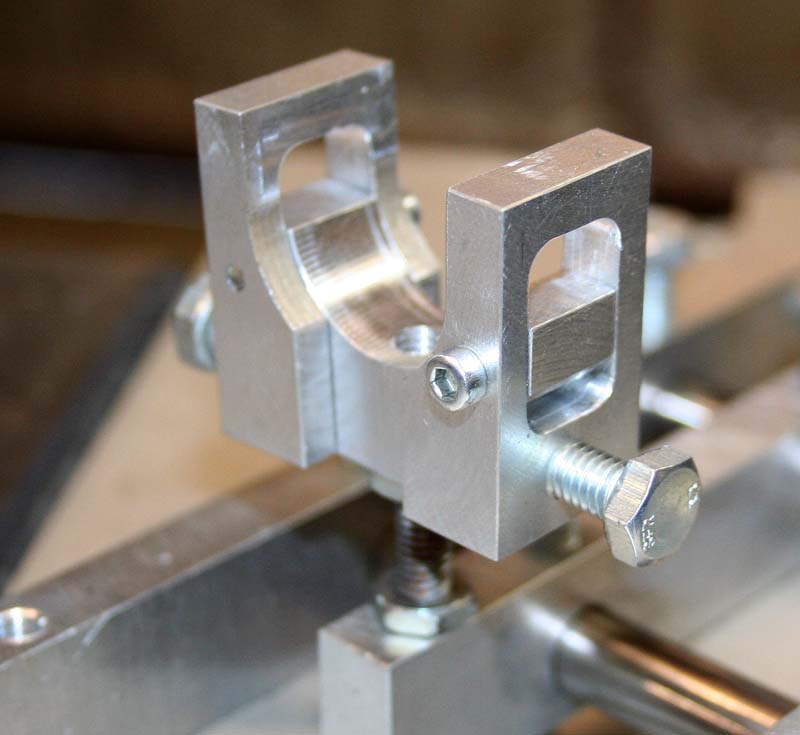
Et enfin, le guide fini et monté. Notez que j'ai remplacé les axes d'articulation par des vis CHc 3x20.
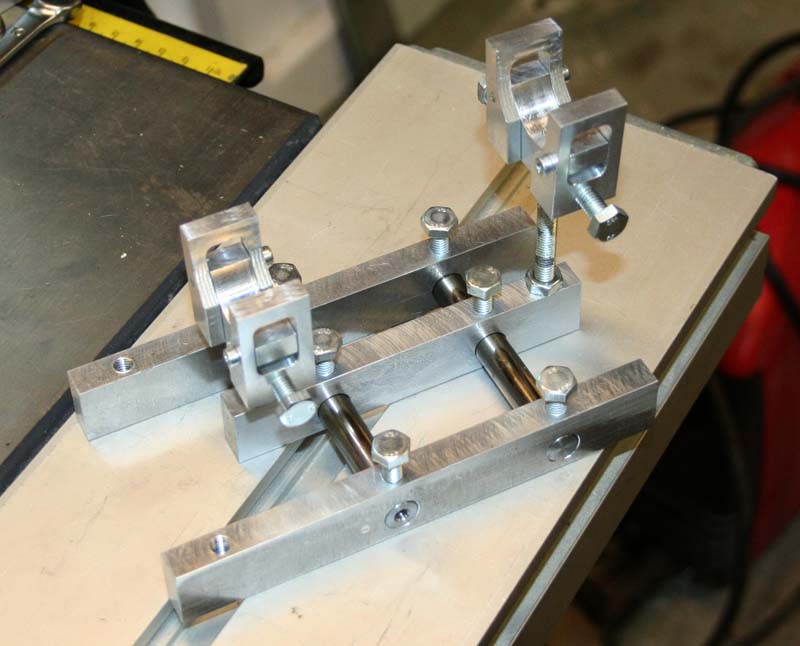

la poignée, qui s'avère bien utile suite à un premier essai sans à été faite en laiton à partir d'un reste de pièce ratée ...

Un essai de coupe, d'abord le bout de la plaque à 90°, puis une coupe d'angle. Les ondulations que l'on voit sur le grand coté sont dues au fait que la plaque n'était pas très plate, la coupe elle est parfaitement droite, les ondulations sont verticales.

Voila qui clôture ce projet, pour l'instant en tout cas ...
++
David
Bon, vue la chute brutale de température (+25 à +9) pas d'atelier aujourd'hui, je suis donc devant le PC un peu plus tôt
La suite des opérations vas donc consister à tailler 6 blocs d'alu. 4 pour les pinces, qui seront ensuite usinées en CN (Commande Numérique) et 2 pour les supports de pinces qui eux seront fait sur la Z1.
Les deux blocs pour les supports
Taillage des flancs
Pointage et perçage à 5 (pour M6)
Usinage des chanfreins
Usinage du demi-cercle.
Je commence par prendre des passes horizontalement, 2 mm par 2 mm dans ce cas, par un mouvement en X (de droite à gauche), en laissant environ 1 mm de matière pour la finition.
Puis je me positionne en X et je finis l'usinage en descendant (en Z), ma fraise ayant le même Ø que le trou à usiner. (ce n'est pas par hasard
Les 4 pinces vont être tirées d'un bloc qui sera recoupé en 4 une fois mis à la largeur/hauteur.
Sur la photo suivante, on voit tout l'intérêt des cales, non seulement elles permettent de mettre la pièce à la hauteur voulue, en ne laissant dépasser que ce qui doit être coupé afin de limiter le porte-à-faux, mais cela permet aussi de passer le bec du pied à coulisse dessous pour mesurer, ce qui est plus pratique que la jauge de profondeur.
Une fois fini, je coupe une "tranche" de chaque coté du bloc à la scie, le but étant que mes blocs restants aient une des deux faces qui soit usinée ; elle me servira à poser la pièce à plat sur la cale pour usiner l'autre face à l'épaisseur voulue.
Je vais maintenant, dresser les 2 faces du bloc restant, toujours dans le but d'avoir 2 faces planes et perpendiculaires avant de le recouper en 2 pour en tirer les deux dernières pinces.
Les deux faces de mon bloc étant brut de sciage, je ne peux pas les utiliser comme référence, je vais donc positionner ma pièce à l'équerre.
J'amène le mors fixe en contact avec la pièce, sans serrer, la pièce doit glisser en "collant" un peu, ensuite je plaque ma pièce contre l'équerre, toujours avec les précautions d'usage concernant l'absence de bavures ou de copeaux. Ensuite je serre ma pièce et j'enlève l'équerre.
L'autre face quand à elle sera faite en posant la pièce la face qui vient d'être usinée sur les cales. Il me restera ensuite à couper en deux ce dernier bloc puis à usiner la dernière face brute de sciage de chaque bloc pour obtenir mes 4 "maquettes" qui passeront ensuite dans la CN.
L'usinage en CN
et les 4 blocs presque finis vus sur l'étau que je viens de remettre en état ICI , maintenant la suite c'est du perçage / taraudage.
Et enfin, le guide fini et monté. Notez que j'ai remplacé les axes d'articulation par des vis CHc 3x20.
la poignée, qui s'avère bien utile suite à un premier essai sans à été faite en laiton à partir d'un reste de pièce ratée ...
Un essai de coupe, d'abord le bout de la plaque à 90°, puis une coupe d'angle. Les ondulations que l'on voit sur le grand coté sont dues au fait que la plaque n'était pas très plate, la coupe elle est parfaitement droite, les ondulations sont verticales.
Voila qui clôture ce projet, pour l'instant en tout cas ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Guide de coupe plasma
![]() chado Mer 1 Juin 2011 - 8:27
chado Mer 1 Juin 2011 - 8:27
Bonjour
Pour un boiseux, c'est toujours étonnant de voir comment le métal se travaille.
Magnifique réalisation et d'une très grande clarté.
Chapeaux bas et bravo !!!
Cdlt Chado
Pour un boiseux, c'est toujours étonnant de voir comment le métal se travaille.
Magnifique réalisation et d'une très grande clarté.
Chapeaux bas et bravo !!!
Cdlt Chado

chado- complétement accro

- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140
Re: Guide de coupe plasma
![]() dh42 Mer 1 Juin 2011 - 21:51
dh42 Mer 1 Juin 2011 - 21:51
Chado a écrit:Bonjour
Pour un boiseux, c'est toujours étonnant de voir comment le métal se travaille.
Magnifique réalisation et d'une très grande clarté.
Chapeaux bas et bravo !!!
Cdlt Chado
Bonsoir et merci pour le compliment
Rassure toi, pour un métalleux c'est le même problème dans l'autre sens
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Guide de coupe plasma
![]() Flubox Mer 1 Juin 2011 - 22:13
Flubox Mer 1 Juin 2011 - 22:13
Excellente réalisation !! Propre, précis... quoi d'autres ? ... 
Parfait !
Tu vas pouvoir découper droit, de la grosse épaisseur maintenant !
Parfait !
Tu vas pouvoir découper droit, de la grosse épaisseur maintenant !

Flubox- complétement accro
- Messages : 1154
Points : 2702
Date d'inscription : 19/09/2010
Age : 30
Localisation : 74
Super travail
![]() pili Mer 1 Juin 2011 - 22:17
pili Mer 1 Juin 2011 - 22:17
Bonsoir David
J'ai bien apprécié ton post, très technique et bien compréhensif les photos et les dessins comme j'aimerais les faires.
Bravo Amicalement Pierre
J'ai bien apprécié ton post, très technique et bien compréhensif les photos et les dessins comme j'aimerais les faires.
Bravo Amicalement Pierre

pili- Modérateur

- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: Guide de coupe plasma
![]() LodjiK Mer 1 Juin 2011 - 23:04
LodjiK Mer 1 Juin 2011 - 23:04
Très belle réalisation ! pense à déposer un brevet  comme dit précédament, les images et les expliquations sont nickel !
comme dit précédament, les images et les expliquations sont nickel !
Cdlt Vincent
Cdlt Vincent
LodjiK- très actif

- Messages : 254
Points : 725
Date d'inscription : 14/05/2011
Age : 29
Localisation : Cherbourg (50)
Re: Guide de coupe plasma
![]() Dan32 Jeu 2 Fév 2012 - 11:32
Dan32 Jeu 2 Fév 2012 - 11:32
Salut,
Très bon didacticiel et très belle réalisation, tu en fais des envieux
Pour ce qui est des cales, où peut-on s'en procurer? à moins que elles aussi tu les fabriques?
Félicitations.
@+ Dan.
Très bon didacticiel et très belle réalisation, tu en fais des envieux
Pour ce qui est des cales, où peut-on s'en procurer? à moins que elles aussi tu les fabriques?
Félicitations.
@+ Dan.

Dan32- très actif
- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 66
Localisation : Belgique (région Charleroi)
Re guide de coupe plasma
![]() Invité Jeu 2 Fév 2012 - 18:17
Invité Jeu 2 Fév 2012 - 18:17
Bonjour
j'avais zapper ça me...e
bonne explication du fraisage pour les novices (vue par un semi pro)
David
mes félitations,une question:
ta scie à ruban à métaux, c'est quel type ?
svp dis en plus (j'en cherche une ,j'en ai marre de la scie à métaux)
à+ Lulu
j'avais zapper ça me...e
bonne explication du fraisage pour les novices (vue par un semi pro)
David
mes félitations,une question:
ta scie à ruban à métaux, c'est quel type ?
svp dis en plus (j'en cherche une ,j'en ai marre de la scie à métaux)
à+ Lulu

Invité- Invité
Re: Guide de coupe plasma
![]() dh42 Jeu 2 Fév 2012 - 19:19
dh42 Jeu 2 Fév 2012 - 19:19
Salut,
Dan32:
En principe les cales de fraisage sont en acier traité et rectifié ; de plus les cales sont appariées (2 cales sont rectifiée en même temps) pour présenter une hauteur identique.
Naturellement ça se vends, mais comme beaucoup de choses en usinage, ce n'est pas donnée et il en faut un jeu bien achalandé pour travailler dans de bonnes conditions. A mon avis, pour une utilisation amateur, et si l'on ne cherche pas le micron, on peut se les faire à la fraiseuse dans un acier dur, au moins pour débuter (et puis c'est un bon exercice ). L'important sera de fraiser les deux cales en même temps pour la finition de la hauteur.
en voici à des tarifs raisonnables.
http://www.rc-machines.com/index.php?navi_product_2=cales+fraisage&navi_1=product&navi_product_1=search
Lulu:
Ah ! elle est top cette petite scie ; je l'avais achetée à Castorama il y a une dizaine d'années (2500 Fr) ; elle était vendue sous la marque FEMI et OTELO la vendait aussi sous la marque ULTRA à l'époque.
La doc est ici
http://www.fichier-pdf.fr/2010/09/20/doc-femi-sl13/
Je viens de la retrouver ici, sous l’appellation 780XL ....
http://www.outillage-metal.com/scies-a-ruban-femi-0.htm
C'est le premier lien qui s'est présenté ; pas forcément le moins cher
Le fait qu'elle soit facilement transportable n'est pas négligeable et elle a une bonne capacité de coupe compte tenue de sa petite taille.
++
David
Dan32:
En principe les cales de fraisage sont en acier traité et rectifié ; de plus les cales sont appariées (2 cales sont rectifiée en même temps) pour présenter une hauteur identique.
Naturellement ça se vends, mais comme beaucoup de choses en usinage, ce n'est pas donnée et il en faut un jeu bien achalandé pour travailler dans de bonnes conditions. A mon avis, pour une utilisation amateur, et si l'on ne cherche pas le micron, on peut se les faire à la fraiseuse dans un acier dur, au moins pour débuter (et puis c'est un bon exercice
en voici à des tarifs raisonnables.
http://www.rc-machines.com/index.php?navi_product_2=cales+fraisage&navi_1=product&navi_product_1=search
Lulu:
Ah ! elle est top cette petite scie ; je l'avais achetée à Castorama il y a une dizaine d'années (2500 Fr) ; elle était vendue sous la marque FEMI et OTELO la vendait aussi sous la marque ULTRA à l'époque.
La doc est ici
http://www.fichier-pdf.fr/2010/09/20/doc-femi-sl13/
Je viens de la retrouver ici, sous l’appellation 780XL ....
http://www.outillage-metal.com/scies-a-ruban-femi-0.htm
C'est le premier lien qui s'est présenté ; pas forcément le moins cher
Le fait qu'elle soit facilement transportable n'est pas négligeable et elle a une bonne capacité de coupe compte tenue de sa petite taille.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Guide de coupe plasma
![]() Dan32 Jeu 2 Fév 2012 - 22:48
Dan32 Jeu 2 Fév 2012 - 22:48
Merci pour le lien, c'est vrai que ce n'est pas donné, mais en fin de compte, c'est de l'outillage qui dure longtemps 
Et suite à ton tuto, biens utiles en plus.
@+ Dan.
Et suite à ton tuto, biens utiles en plus.
@+ Dan.
Dan32- très actif
- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 66
Localisation : Belgique (région Charleroi)
Re: Guide de coupe plasma
![]() Totem Sam 4 Fév 2012 - 13:43
Totem Sam 4 Fév 2012 - 13:43
Tu cherches une scie à ruban? voici la moins cher que j'ai trouvé, j'ai failli l'acheter il y a quelques temps!
http://www.rc-machines.com/index.php?navi_product_2=RC90GBS&navi_1=product&navi_product_1=search
en plus, en ce moment elle est en promo à 180€; plus environ 40 de port j'imagine.
++ Lionel
http://www.rc-machines.com/index.php?navi_product_2=RC90GBS&navi_1=product&navi_product_1=search
en plus, en ce moment elle est en promo à 180€; plus environ 40 de port j'imagine.
++ Lionel

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Guide de coupe plasma
![]() jeanalvitre Mer 30 Oct 2013 - 14:31
jeanalvitre Mer 30 Oct 2013 - 14:31
Bonjour,
Très bon didacticiel, très bonne explication du fraisage et très belle réalisation..
Merci,
Cdlt
Très bon didacticiel, très bonne explication du fraisage et très belle réalisation..
Merci,
Cdlt

jeanalvitre- posteur Régulier

- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Guide de coupe plasma
![]() dh42 Mer 30 Oct 2013 - 20:09
dh42 Mer 30 Oct 2013 - 20:09
Salut,
Merci
++
David
Merci
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Guide de coupe plasma
![]() Strib Mer 30 Oct 2013 - 21:03
Strib Mer 30 Oct 2013 - 21:03
Ce post est une mine pour les débutants, tu es très pédagogue David, merci encore !
Stéphane
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -

 Sujets similaires
Sujets similaires» [Fabrication] Guide de coupe angulaire pour scie à format II
» [Fabrication] Guide de coupe angulaire pour scie à format.
» Comment amélioré sa scie circulaire" au moindre cout (felder 700)
» Réglage guide de coupe Robland X260
» Réglage guide coupe parallèle scie à format
» [Fabrication] Guide de coupe angulaire pour scie à format.
» Comment amélioré sa scie circulaire" au moindre cout (felder 700)
» Réglage guide de coupe Robland X260
» Réglage guide coupe parallèle scie à format
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum