






Première utilisation de Cambam
+9
ramses
michel.be
Strib
WMLogistic
ducran lapoigne
beni
dh42
diomedea
juleo68
13 participants
Page 2 sur 5
Page 2 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 Re: Première utilisation de Cambam
Re: Première utilisation de Cambam
![]() dh42 02.05.14 16:48
dh42 02.05.14 16:48
Salut,
Non, les facettes seront visibles à l'usinage.
Dans ce cas, 2 méthodes:
Dans un premier temps, sélectionner tout les traits du "cercle" et le "joindre".
- sélectionner la forme, et utiliser Dessiner/Points/Centres, ce qui créera un point au centre (en cas de problème, si le pt n'est pas au centre, essayer Dessiner/Points/Entendu)
- utiliser le point de centre comme accroche pour redessiner un "vrai" cercle.
L'autre méthode, sélectionner la forme jointe et utiliser Edition/polyligne/insérer des arcs en testant avec différentes valeurs pour la tolérance.
Comme on le vois sur la vidéo, ce n'est pas parfait, le dernier segment n'est pas arrondi. Ça fonctionne par contre si on traite 2 demi-cercles puis qu'on les joints.
PS pour les exportation en DXF, il faut choisir le format DXF Autocad 2000/LT, ou le format DXF Autocad R12.
++
David
Même si en dessin il n'est parfaitement circulaire, peut être que CB l'interprète quand même comme un cercle?
Non, les facettes seront visibles à l'usinage.
Dans ce cas, 2 méthodes:
Dans un premier temps, sélectionner tout les traits du "cercle" et le "joindre".
- sélectionner la forme, et utiliser Dessiner/Points/Centres, ce qui créera un point au centre (en cas de problème, si le pt n'est pas au centre, essayer Dessiner/Points/Entendu)
- utiliser le point de centre comme accroche pour redessiner un "vrai" cercle.
L'autre méthode, sélectionner la forme jointe et utiliser Edition/polyligne/insérer des arcs en testant avec différentes valeurs pour la tolérance.
Comme on le vois sur la vidéo, ce n'est pas parfait, le dernier segment n'est pas arrondi. Ça fonctionne par contre si on traite 2 demi-cercles puis qu'on les joints.
PS pour les exportation en DXF, il faut choisir le format DXF Autocad 2000/LT, ou le format DXF Autocad R12.
++
David
Dernière édition par dh42 le 17.10.24 22:09, édité 2 fois (Raison : mise à jour video screencast)
dh42- Admin

- Messages : 25655
Date d'inscription : 21/06/2009 -


Re: Première utilisation de Cambam
![]() juleo68 02.05.14 17:16
juleo68 02.05.14 17:16
Merci pour cette astuce David!
Bon...aujourd'hui je me suis essayé au G-code...je suis donc aller sur le site ID-C, pour éplucher le tuto qui montre comment a partir d'un dxf (support led) créer un G-code sous CB.
Le problème (pour moi) est que le tuto est fait a partir de CB en Anglais, il y a bien une traduction des paramètres d'usinage mais elle ne corresponds presque en rien a ceux que j'ai sous le CB FR...cette exercice a l'air assez bien expliqué mais je ne trouve pas les même paramètres chez moi je crois que j'ai la V0.9.8...
je crois que j'ai la V0.9.8...
Je cherche donc un moyen (lien) de pouvoir m'y mettre.
J'ai un peu parcouru ton site sur CB David qui est très complet et bien fait, mais comme je débute je suis un poil perdu!
Bon...aujourd'hui je me suis essayé au G-code...je suis donc aller sur le site ID-C, pour éplucher le tuto qui montre comment a partir d'un dxf (support led) créer un G-code sous CB.
Le problème (pour moi) est que le tuto est fait a partir de CB en Anglais, il y a bien une traduction des paramètres d'usinage mais elle ne corresponds presque en rien a ceux que j'ai sous le CB FR...cette exercice a l'air assez bien expliqué mais je ne trouve pas les même paramètres chez moi
Je cherche donc un moyen (lien) de pouvoir m'y mettre.
J'ai un peu parcouru ton site sur CB David qui est très complet et bien fait, mais comme je débute je suis un poil perdu!
Dernière édition par juleo68 le 02.05.14 17:30, édité 1 fois

juleo68- complétement accro

- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() dh42 02.05.14 17:23
dh42 02.05.14 17:23
Rassure toi, il va y avoir la suite des vidéos, mais je n'ai pas eu le temps d'y faire, une commande de dernière minute.
J'essaierais de faire la suite dans la soirée.
++
David
J'essaierais de faire la suite dans la soirée.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Première utilisation de Cambam
![]() dh42 02.05.14 19:38
dh42 02.05.14 19:38
Et voila la suite,
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Première utilisation de Cambam
![]() Strib 02.05.14 20:33
Strib 02.05.14 20:33
Ben dis donc, on te donne du boulot en ce moment David ! 

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Première utilisation de Cambam
![]() dh42 02.05.14 21:25
dh42 02.05.14 21:25
et il y a même du rab ici
http://www.usinages.com/cambam/probleme-code-avec-cambam-t66148.html#p726211
et je viens aussi de faire un nouveau petit plugin.
http://www.metabricoleur.com/t7132-plugin-aplatir-polyligne
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Première utilisation de Cambam
![]() juleo68 02.05.14 21:57
juleo68 02.05.14 21:57
Salut David
Merci beaucoup pour la vidéo...c'est exactement ce qu'il me manquait...je vais faire un essai de suite!
Merci beaucoup pour la vidéo...c'est exactement ce qu'il me manquait...je vais faire un essai de suite!
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() dh42 02.05.14 22:13
dh42 02.05.14 22:13
La procédure sur Mach3
http://www.metabricoleur.com/t5314p15-fabrication-cnc-coffret-electrique-en-mdf#89192
Tu ne pourra pas faire de référencement sur l'ID, vu qu'il n'y a pas de contact, donc tu zappe cette partie.
ensuite pour la mise à 0 du Z sans palpeur, tu amène le bout de la fraise à la surface de la pièce, et tu clique sur Zéro Z
++
David
http://www.metabricoleur.com/t5314p15-fabrication-cnc-coffret-electrique-en-mdf#89192
Tu ne pourra pas faire de référencement sur l'ID, vu qu'il n'y a pas de contact, donc tu zappe cette partie.
ensuite pour la mise à 0 du Z sans palpeur, tu amène le bout de la fraise à la surface de la pièce, et tu clique sur Zéro Z
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Première utilisation de Cambam
![]() juleo68 02.05.14 23:25
juleo68 02.05.14 23:25
Voila, je viens de finir mon exercice...
J'ai tout compris...bon faut dire que c'est quand même très bien expliqué!
Donc le G-code a été créer et en plus sans erreur...j'ai juste la fonction "Cut Viewer" qui ne fonctionne pas , je n'arrive pas a le lancer depuis CB, j'imagine que l'exe de CV doit être lié pour pouvoir fonctionner?
Bref, j'ai ouverts CV manuellement et chargé le GC et la simu se fait.
J'ai quand même remarqué un truc différent...dans la vidéo, ton sens d'usinage est anti horaire, je ne sais pas si on peux appeler cela en opposition, chez moi le sens est horaire donc en avalant!

A part ça, c'est tout bon...!
Pour le paramétrage des axes j'ai aussi pigé, je prends l'angle bas gauche du brut, je cale l'axe de la broche sur ce point et je fait une mise a MaZ de X et Y et pour le Z, j'amène le bout de la fraise a 0.05mm (feuille de papier) au dessus de ma pièce et MaZ.

J'ai tout compris...bon faut dire que c'est quand même très bien expliqué!
Donc le G-code a été créer et en plus sans erreur...j'ai juste la fonction "Cut Viewer" qui ne fonctionne pas , je n'arrive pas a le lancer depuis CB, j'imagine que l'exe de CV doit être lié pour pouvoir fonctionner?
Bref, j'ai ouverts CV manuellement et chargé le GC et la simu se fait.
J'ai quand même remarqué un truc différent...dans la vidéo, ton sens d'usinage est anti horaire, je ne sais pas si on peux appeler cela en opposition, chez moi le sens est horaire donc en avalant!
A part ça, c'est tout bon...!
Pour le paramétrage des axes j'ai aussi pigé, je prends l'angle bas gauche du brut, je cale l'axe de la broche sur ce point et je fait une mise a MaZ de X et Y et pour le Z, j'amène le bout de la fraise a 0.05mm (feuille de papier) au dessus de ma pièce et MaZ.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() Strib 02.05.14 23:39
Strib 02.05.14 23:39
Pour lancer Cutviewer depuis cambam il faut :
- Qu'il soit installé séparément
- Générer le G-code depuis la racine de l'arborescence "Usinages"
- Ensuite tu peux simuler depuis cambam
Deux remarques supplémentaires : Références chaque fraise dans chaque usinages, ainsi que les dimensions de ton brut dans la partie usinage, ainsi, cutviewer pourra les utiliser, sans avoir à les saisir
A+
Stéphane
- Qu'il soit installé séparément
- Générer le G-code depuis la racine de l'arborescence "Usinages"
- Ensuite tu peux simuler depuis cambam
Deux remarques supplémentaires : Références chaque fraise dans chaque usinages, ainsi que les dimensions de ton brut dans la partie usinage, ainsi, cutviewer pourra les utiliser, sans avoir à les saisir
A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Première utilisation de Cambam
![]() beni 02.05.14 23:44
beni 02.05.14 23:44
salut
le sens d'usinage peut être configuré dans la fonction elle même.
sinon, pour cut viewver, est ce que tu mets le paramètre "mach3-CV" dans le post processeur ? ça permet de lui donner en plus. Et si le logiciel ne se lance pas via l'interface de cambam (bizarre quand même ! as tu un message d'erreur ?), tu peux le lancer indépendamment et ouvrir ton fichier ensuite.
le sens d'usinage peut être configuré dans la fonction elle même.
sinon, pour cut viewver, est ce que tu mets le paramètre "mach3-CV" dans le post processeur ? ça permet de lui donner en plus. Et si le logiciel ne se lance pas via l'interface de cambam (bizarre quand même ! as tu un message d'erreur ?), tu peux le lancer indépendamment et ouvrir ton fichier ensuite.

beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Première utilisation de Cambam
![]() juleo68 03.05.14 0:46
juleo68 03.05.14 0:46
Merci a tous pour ces précisions
Pour CV je n'ai aucun message d'erreur, il ne se lance pas c'est tout!
Post processeur est bien configuré, mais pas de panique, si je l'ouvre a part et je charge un GC aucun problème la preuve mon premier GC sous CV...
Il n'y a pas de point d'attache mais c'était voulu!

Bon ben demain il va falloir que je fasse des copeaux...maintenant je ne peux plus dire "je sais pas comment on fait"
Et bien se familiariser avec le langage.

Pour CV je n'ai aucun message d'erreur, il ne se lance pas c'est tout!
Post processeur est bien configuré, mais pas de panique, si je l'ouvre a part et je charge un GC aucun problème la preuve mon premier GC sous CV...
Il n'y a pas de point d'attache mais c'était voulu!
Bon ben demain il va falloir que je fasse des copeaux...maintenant je ne peux plus dire "je sais pas comment on fait"
Et bien se familiariser avec le langage.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() juleo68 04.05.14 14:56
juleo68 04.05.14 14:56
Salut
Après quelque petits entrainement sous CB je commence gentillement a bien comprendre la façon de préparer un GC...maintenant j'aimerais faire le surfaçage du martyr, quel type
d'usinage doit' on en principe prendre pour cela, perso je dirais "poche"...mais sans en être certain, en plus je pense qu'il doit y avoir un décalage a prévoir de manière a ce que la fraise usine un poil plus que le martyr, ensuite faut' il aussi prévoir un "brut"?
Après quelque petits entrainement sous CB je commence gentillement a bien comprendre la façon de préparer un GC...maintenant j'aimerais faire le surfaçage du martyr, quel type
d'usinage doit' on en principe prendre pour cela, perso je dirais "poche"...mais sans en être certain, en plus je pense qu'il doit y avoir un décalage a prévoir de manière a ce que la fraise usine un poil plus que le martyr, ensuite faut' il aussi prévoir un "brut"?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() dh42 04.05.14 18:17
dh42 04.05.14 18:17
Salut,
Surfaçage
++
David
Surfaçage
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Première utilisation de Cambam
![]() juleo68 04.05.14 18:52
juleo68 04.05.14 18:52
Super, merci David ça ne pouvait pas être plus clair!.
J'ai testé sous CV mon GC est bon.
J'ai testé sous CV mon GC est bon.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() juleo68 07.05.14 20:20
juleo68 07.05.14 20:20
Salut a tous
Y a un truc que je ne trouve nul part...quelles sont les valeurs a paramétrer lorsque qu'on édite un G-code pour avoir un retour de la broche a l'endroit que l'on désire, par exemple sur le point d'origine une fois l'usinage ternimé
Je ne sais pas si je suis assez clair?
Merci.
Y a un truc que je ne trouve nul part...quelles sont les valeurs a paramétrer lorsque qu'on édite un G-code pour avoir un retour de la broche a l'endroit que l'on désire, par exemple sur le point d'origine une fois l'usinage ternimé
Je ne sais pas si je suis assez clair?
Merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() michel.be 07.05.14 20:55
michel.be 07.05.14 20:55
Salut,
j'ai pu charger un .pdf gratuitement après inscription ... je suppose que si c'est gratuit, y'a pas de mal à le partager ???
voici le sommaire ...
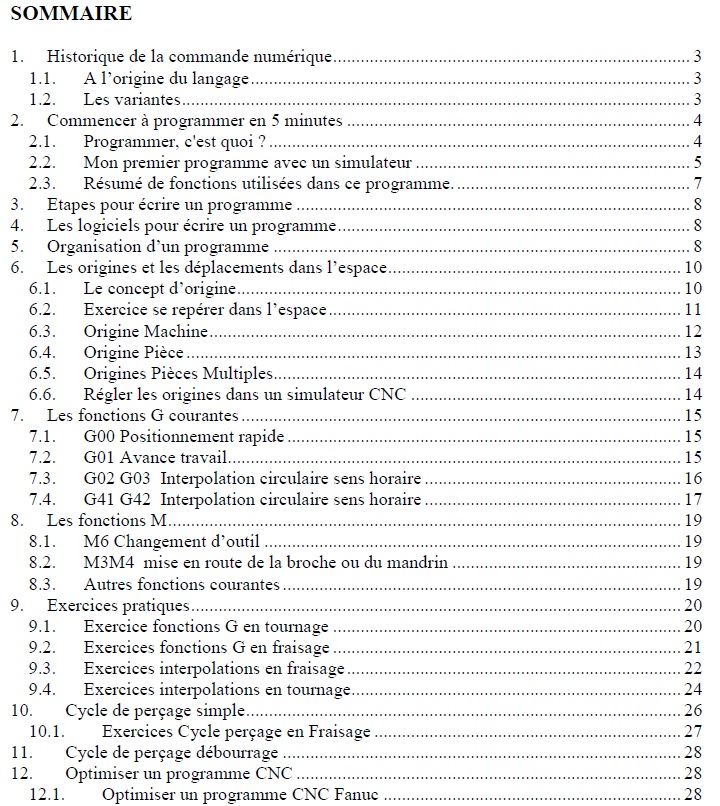
++
michel be
j'ai pu charger un .pdf gratuitement après inscription ... je suppose que si c'est gratuit, y'a pas de mal à le partager ???
voici le sommaire ...
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: Première utilisation de Cambam
![]() dh42 07.05.14 21:02
dh42 07.05.14 21:02
Salut,
En principe on peut utiliser un G30 juste avant le M30 final du Gcode, ça renvoi les axes aux coordonnées 0,0,0 en coordonnées machine
(et on peu faire en sorte que CB le mette automatiquement dans le Gcode)
Par contre sur l'iD, tu n'a pas de contacts de référencement, donc impossible de faire le 0 des coord machine automatiquement, il faudra le faire manuellement après le démarrage de la machine, et après avoir mis tes axes à la position que tu considère comme le 0,0,0.
Ça fait par contre un certain nombre de réglages à faire dans Mach3 pour s’assurer que ça fonctionne correctement avant de pouvoir utiliser le système de coordonnées machine.
Mach3 doit connaitre la position du point 0 et des courses de chaque axe de part et d'autre, ça permettra aussi d'activer les limites logiciel afin d'éviter de taper en buté.
Il faudrait que tu me donne les courses que tu a de part et d'autre sur chaque axe quand ta machine est en position de parking.
En x (le portique) je pense que c'est au milieu de la course, on doit donc pouvoir aller de -150 à +150 avec le 0 au milieux, à vérifier.
Il faudrait par contre que tu me dise ce qu'il en est pour le Y (la table), je ne me rappel plus de sa course maxi de part et d'autre de sa position de "repos".
En Z, le 0 est en position haute maxi, il me faudra donc aussi la course total du Z.
Met toi dans la position "parking", Z en haut et met les 3 visu xyz à zéro, ensuite déplace en manuel pour noter les minima et maxima.
Il serait bien aussi que tu fasse un repère (un trait) qui te permette de revenir à cette même position visuellement pour chaque axe, ça te servira
de "contact" de référencement.
Tu peux aussi envisager d'ajouter les contacts en question (dans ce cas, les réglages fait dans Mach seront toujours utiles)
++
David
En principe on peut utiliser un G30 juste avant le M30 final du Gcode, ça renvoi les axes aux coordonnées 0,0,0 en coordonnées machine
(et on peu faire en sorte que CB le mette automatiquement dans le Gcode)
Par contre sur l'iD, tu n'a pas de contacts de référencement, donc impossible de faire le 0 des coord machine automatiquement, il faudra le faire manuellement après le démarrage de la machine, et après avoir mis tes axes à la position que tu considère comme le 0,0,0.
Ça fait par contre un certain nombre de réglages à faire dans Mach3 pour s’assurer que ça fonctionne correctement avant de pouvoir utiliser le système de coordonnées machine.
Mach3 doit connaitre la position du point 0 et des courses de chaque axe de part et d'autre, ça permettra aussi d'activer les limites logiciel afin d'éviter de taper en buté.
Il faudrait que tu me donne les courses que tu a de part et d'autre sur chaque axe quand ta machine est en position de parking.
En x (le portique) je pense que c'est au milieu de la course, on doit donc pouvoir aller de -150 à +150 avec le 0 au milieux, à vérifier.
Il faudrait par contre que tu me dise ce qu'il en est pour le Y (la table), je ne me rappel plus de sa course maxi de part et d'autre de sa position de "repos".
En Z, le 0 est en position haute maxi, il me faudra donc aussi la course total du Z.
Met toi dans la position "parking", Z en haut et met les 3 visu xyz à zéro, ensuite déplace en manuel pour noter les minima et maxima.
Il serait bien aussi que tu fasse un repère (un trait) qui te permette de revenir à cette même position visuellement pour chaque axe, ça te servira
de "contact" de référencement.
Tu peux aussi envisager d'ajouter les contacts en question (dans ce cas, les réglages fait dans Mach seront toujours utiles)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Première utilisation de Cambam
![]() juleo68 07.05.14 21:10
juleo68 07.05.14 21:10
Salut David
Sinon mis a part toute ces infos a paramétrer...il aurait au moins un moyen a ce que la broche remonte...car j'ai fait quelque essais d'usinage et a chaque fois la broche reste a la position ou elle s'arrête, si au moins elle pouvait remonter?
Merci
Sinon mis a part toute ces infos a paramétrer...il aurait au moins un moyen a ce que la broche remonte...car j'ai fait quelque essais d'usinage et a chaque fois la broche reste a la position ou elle s'arrête, si au moins elle pouvait remonter?
Merci
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() dh42 07.05.14 21:28
dh42 07.05.14 21:28
Non, même problème, sans coord machine correctes tu ne peux pas savoir à quelle auteur faire monter la broche, ou alors il faut donner une hauteur arbitraire en coord courantes. par exemple la faire remonter à Z = 50 si tu travaille avec la surface pièce à 0 ... et si il reste assez de course, ce qui va dépendre de l'épaisseur de ta pièce.
Dans ce cas, avant le M30 final, tu peut mettre un
G0 Z50
++
David
Dans ce cas, avant le M30 final, tu peut mettre un
G0 Z50
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Première utilisation de Cambam
![]() juleo68 07.05.14 21:37
juleo68 07.05.14 21:37
OK, je vais tenter un truc comme ça pour le moment...
Quand tu dis
"Dans ce cas, avant le M30 final, tu peut mettre un G0 Z50" tu veux dire le ligne au dessus du M30?
Par contre une question qui me vient a l'esprit, si je veux faire plusieurs pièces identique, et malgré que la broche vient de finir la première pièce et que la broche n'est plus en 0, 0, 0...pas de soucis lors du second démarrage?
Mach3 gère ce problème?
Quand tu dis
"Dans ce cas, avant le M30 final, tu peut mettre un G0 Z50" tu veux dire le ligne au dessus du M30?
Par contre une question qui me vient a l'esprit, si je veux faire plusieurs pièces identique, et malgré que la broche vient de finir la première pièce et que la broche n'est plus en 0, 0, 0...pas de soucis lors du second démarrage?
Mach3 gère ce problème?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() ramses 07.05.14 21:49
ramses 07.05.14 21:49
Bonsoir a tous,
possedant egalement une ID, quand je fais du repetitif, j'envoi systematiquement ma broche hors zone de "fixation" de mon brut pour me permettre d'avoir le champ libre sur le plateau pour devisser et revisser a mon aise.
Pour ce faire, j'edite simplement mon GCode dans Mach3 avant de le lancer. Ca s'edite simplement avec le bouton "qui va bien" sous Mach, je modifie la valeur du Z en final et j'ajoute une ligne pour le X et le Y.
Voila par exemple la fin d'un GCode avant :
G3 X132.1863 Y58.778 I-0.8 J0.0
G1 X61.1863 Y75.778
G3 X61.1167 Y75.7914 I-0.1863 J-0.778
G0 Z5.0
M5
M30
et la fin de GCode apres :
G3 X132.1863 Y58.778 I-0.8 J0.0
G1 X61.1863 Y75.778
G3 X61.1167 Y75.7914 I-0.1863 J-0.778
G0 Z40.0
G0 X150.0 Y420.0
M5
M30
les 3 premieres lignes sont les dernieres lignes de l'usinage
le G0 Z5.0 est devenu un G0 Z40.0 ce qui remontera la Kress de 40mm au lieu de 5mm.
le G0 X150.0 Y420.0 ajoute ds le GCode, conduira la Kress au centre (150) et avancera le plateau quasi au max(420). (chez moi, le deplacement de mon plateau est le Y )
Attention, l'exemple ici s'applique pour mon 0,0,0 defini comme telle pour MA piece sur MA machine. A toi de voir ou tu veux "garer" ta Kress ! le plus simple est de conduire ta kress ou tu veux qu'elle aille en finale, de noter les coordonnees en X et Y et de prendre ces valeurs quand tu edites ton GCode.
Sinon, quand c'est de la decoupe au coup par coup, j'utilise la commande deportee faite maison ou si tu n'en as pas encore, les raccourcis clavier qui te donnent la main sur les deplacements des axes et donc "garer" ta Kress ou tu veux.
Juste faire attention que l'editeur de Mach3 utilise le blocNote de Windows et qu'il faut necessairement sauvegarder le fichier editer en "codage ANSI". Si tu ne respectes pas ce point, Mach3 refuse de lancer le fraisage car il ne reconnait pas certains caracteres. On le voit tout de suite car la premiere ligne du Gcode dans la fenetre Mach comment avec des signes "a la con".
Bien a vous tous
possedant egalement une ID, quand je fais du repetitif, j'envoi systematiquement ma broche hors zone de "fixation" de mon brut pour me permettre d'avoir le champ libre sur le plateau pour devisser et revisser a mon aise.
Pour ce faire, j'edite simplement mon GCode dans Mach3 avant de le lancer. Ca s'edite simplement avec le bouton "qui va bien" sous Mach, je modifie la valeur du Z en final et j'ajoute une ligne pour le X et le Y.
Voila par exemple la fin d'un GCode avant :
G3 X132.1863 Y58.778 I-0.8 J0.0
G1 X61.1863 Y75.778
G3 X61.1167 Y75.7914 I-0.1863 J-0.778
G0 Z5.0
M5
M30
et la fin de GCode apres :
G3 X132.1863 Y58.778 I-0.8 J0.0
G1 X61.1863 Y75.778
G3 X61.1167 Y75.7914 I-0.1863 J-0.778
G0 Z40.0
G0 X150.0 Y420.0
M5
M30
les 3 premieres lignes sont les dernieres lignes de l'usinage
le G0 Z5.0 est devenu un G0 Z40.0 ce qui remontera la Kress de 40mm au lieu de 5mm.
le G0 X150.0 Y420.0 ajoute ds le GCode, conduira la Kress au centre (150) et avancera le plateau quasi au max(420). (chez moi, le deplacement de mon plateau est le Y )
Attention, l'exemple ici s'applique pour mon 0,0,0 defini comme telle pour MA piece sur MA machine. A toi de voir ou tu veux "garer" ta Kress ! le plus simple est de conduire ta kress ou tu veux qu'elle aille en finale, de noter les coordonnees en X et Y et de prendre ces valeurs quand tu edites ton GCode.
Sinon, quand c'est de la decoupe au coup par coup, j'utilise la commande deportee faite maison ou si tu n'en as pas encore, les raccourcis clavier qui te donnent la main sur les deplacements des axes et donc "garer" ta Kress ou tu veux.
Juste faire attention que l'editeur de Mach3 utilise le blocNote de Windows et qu'il faut necessairement sauvegarder le fichier editer en "codage ANSI". Si tu ne respectes pas ce point, Mach3 refuse de lancer le fraisage car il ne reconnait pas certains caracteres. On le voit tout de suite car la premiere ligne du Gcode dans la fenetre Mach comment avec des signes "a la con".
Bien a vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Première utilisation de Cambam
![]() juleo68 10.05.14 11:52
juleo68 10.05.14 11:52
J'ai a peu près compris cette histoire...merci!
Je ferais un essai sur mon prochain GC.
Je change de sujet
Je suis en train de dessiner mon martyr avec des perçages sous CB...comme il y a beaucoup de perçages j'aimerais si cela est possible les regrouper par couleur pour plus visibilité!
Est'il possible sous CB d’attribuer une couleur a un usinage/perçage ou a un groupe ou ensemble?
Je ferais un essai sur mon prochain GC.
Je change de sujet
Je suis en train de dessiner mon martyr avec des perçages sous CB...comme il y a beaucoup de perçages j'aimerais si cela est possible les regrouper par couleur pour plus visibilité!
Est'il possible sous CB d’attribuer une couleur a un usinage/perçage ou a un groupe ou ensemble?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Première utilisation de Cambam
![]() ramses 10.05.14 15:39
ramses 10.05.14 15:39
bonjour a tous,
manifestement, tu as compris d'entree de jeu qu'il est important de se structurer si on veut, a un moment, ne pas "nager" dans la panade et, par la force des choses, finir pas se planter.
Ne te complique pas la vie avec les couleurs pour solutionner cela, tu vas de toute facon etre vite "coince" aussi.
Il est preferable de se structurer en creant et renommant des calques (repertoires ds la fenetre de gauche) soit par "partie de dessin" ou par "type d'usinage" voir meme les deux. Pour ma part, c'est ce que je fais et avec un peu d'experience, j'en modifie l'ordre chronologique en avancant dans la creation pour que ca colle au mieux a l'ordre de l'usinage ! Une fois que c'est fait, la creation des usinages est des plus simples puisque la structure est la. Ca simplifie grandement les choses et de plus on diminue sensiblement le temps d'usinage en optimisant les deplacements entre les diff usinages.
Mais ne t'inquiete pas trop avec ca maintenant, ca viendra tout naturement avec la pratique.
Bien a vous tous
manifestement, tu as compris d'entree de jeu qu'il est important de se structurer si on veut, a un moment, ne pas "nager" dans la panade et, par la force des choses, finir pas se planter.
Ne te complique pas la vie avec les couleurs pour solutionner cela, tu vas de toute facon etre vite "coince" aussi.
Il est preferable de se structurer en creant et renommant des calques (repertoires ds la fenetre de gauche) soit par "partie de dessin" ou par "type d'usinage" voir meme les deux. Pour ma part, c'est ce que je fais et avec un peu d'experience, j'en modifie l'ordre chronologique en avancant dans la creation pour que ca colle au mieux a l'ordre de l'usinage ! Une fois que c'est fait, la creation des usinages est des plus simples puisque la structure est la. Ca simplifie grandement les choses et de plus on diminue sensiblement le temps d'usinage en optimisant les deplacements entre les diff usinages.
Mais ne t'inquiete pas trop avec ca maintenant, ca viendra tout naturement avec la pratique.
Bien a vous tous
Dernière édition par ramses le 10.05.14 15:57, édité 1 fois
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Première utilisation de Cambam
![]() dh42 10.05.14 15:42
dh42 10.05.14 15:42
Salut,
Non, pas la couleur des usinages eux mêmes, mais tu peux changer la couleur des calques, et donc des dessins qui se trouvent dessus.
++
David
Est'il possible sous CB d’attribuer une couleur a un usinage/perçage ou a un groupe ou ensemble?
Non, pas la couleur des usinages eux mêmes, mais tu peux changer la couleur des calques, et donc des dessins qui se trouvent dessus.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Première utilisation de Cambam
![]() juleo68 10.05.14 22:48
juleo68 10.05.14 22:48
OK, merci a tous...
Bon aujourd'hui j'ai fait quelque essais d'usinage, donc dessin rapide (un petit cœur) sous CB et GC, ensuite truc bizarre, je tente une simu sous CV et là il me dit qu'il ne trouve pas l'outil...alors qu'il est bien validé sous CB...fraise de 4 cylindrique, un indice ainsi que le 0 de la surface de la pièce!
Je passe cette étape et je lance Mach3 et je charge le GC, je mets mon XYZ a 0 et je lance l'opération, l'usinage se passe très bien mais ne descends pas a la profondeur demandée, a savoir -5.5, j'avais sur la table un mdf de 5mm, en fait l'usinage stop a environ 3mm...je vérifie mon GC qui a bien l'info de descendre a -5.5mm Il y a surement un paramètres que j'ai zappé?

Bon aujourd'hui j'ai fait quelque essais d'usinage, donc dessin rapide (un petit cœur) sous CB et GC, ensuite truc bizarre, je tente une simu sous CV et là il me dit qu'il ne trouve pas l'outil...alors qu'il est bien validé sous CB...fraise de 4 cylindrique, un indice
Je passe cette étape et je lance Mach3 et je charge le GC, je mets mon XYZ a 0 et je lance l'opération, l'usinage se passe très bien mais ne descends pas a la profondeur demandée, a savoir -5.5, j'avais sur la table un mdf de 5mm, en fait l'usinage stop a environ 3mm...je vérifie mon GC qui a bien l'info de descendre a -5.5mm
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Page 2 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» ajout d'une deuxieme broche et desactivation de la premiere dans cambam / prise en compte de la seconde
» [CamBam - infos] Cambam en Français
» Première utilisation du 4eme axe.
» Première utilisation pour mon établi multi fonctions!
» Cambam Soucis d'utilisation de script
» [CamBam - infos] Cambam en Français
» Première utilisation du 4eme axe.
» Première utilisation pour mon établi multi fonctions!
» Cambam Soucis d'utilisation de script
Page 2 sur 5
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum