






Parcours d'outil différent sur CamBam et Mach3...
4 participants
Page 1 sur 1

 Parcours d'outil différent sur CamBam et Mach3...
Parcours d'outil différent sur CamBam et Mach3...
![]() Hagar Dim 29 Sep 2013 - 10:46
Hagar Dim 29 Sep 2013 - 10:46
Bonjour à tous.
J'ai passé une pièce simple à la moulinette de CamBam.
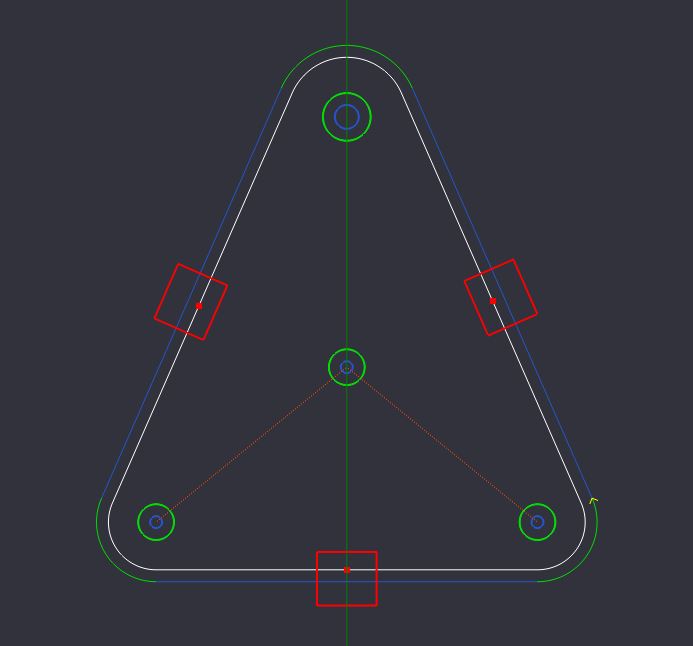
J'ai récupéré un programme en code G et cette visu de parcours d'outil :

Voici la visu du même fichier quand je l'ouvre sur Mach3 :
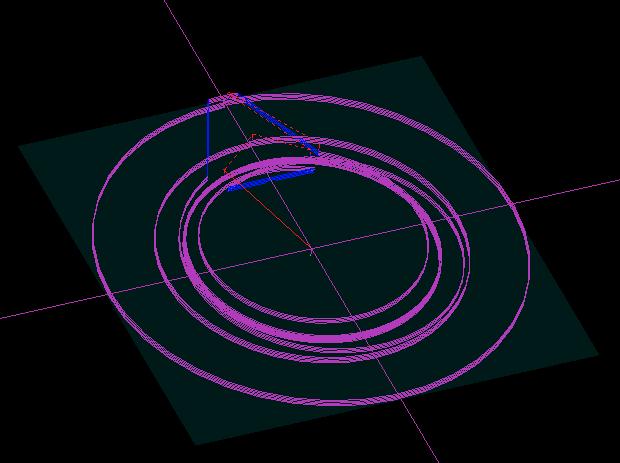

Que se passe-t-il?
J'ai passé une pièce simple à la moulinette de CamBam.
J'ai récupéré un programme en code G et cette visu de parcours d'outil :
Voici la visu du même fichier quand je l'ouvre sur Mach3 :
Que se passe-t-il?
Hagar- complétement accro

- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen

Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Zarkann Dim 29 Sep 2013 - 12:32
Zarkann Dim 29 Sep 2013 - 12:32
Bonjour
C'est certainement que tu n'as pas choisi le bon poste processeur
Tu clic sur le dossier usinage > et tout en bas de la liste des paramètre tu choisi Mach3 dans le paramètre poste processeur
@++ Eric
C'est certainement que tu n'as pas choisi le bon poste processeur
Tu clic sur le dossier usinage > et tout en bas de la liste des paramètre tu choisi Mach3 dans le paramètre poste processeur
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin

- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -

Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Hagar Dim 29 Sep 2013 - 14:09
Hagar Dim 29 Sep 2013 - 14:09
Tu as raison : Mon processeur était "par défaut"...
Du coup, maintenant, je récupère cette visu sur Mach3 :
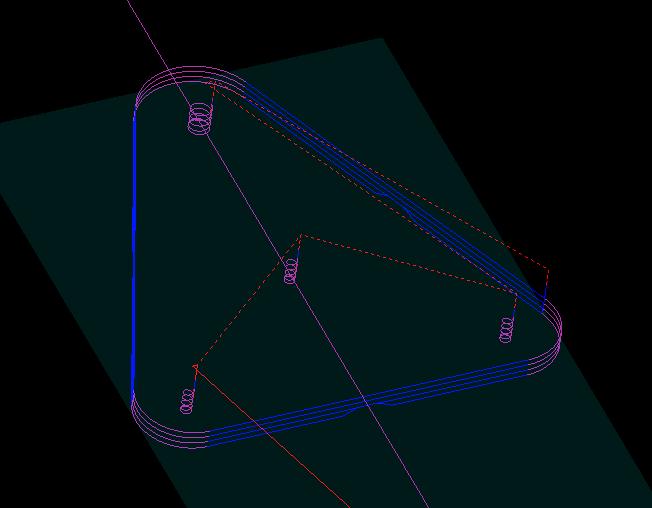
C'est largement mieux.
Merci pour ton aide, Zarkann!
Du coup, maintenant, je récupère cette visu sur Mach3 :
C'est largement mieux.
Merci pour ton aide, Zarkann!
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Zarkann Dim 29 Sep 2013 - 14:19
Zarkann Dim 29 Sep 2013 - 14:19
Re
De rien, j'ai eu souvent le problème au début car je n'avais pas configurer Cambam pour que ce soit Mach3 par défaut.
@++ Eric
De rien, j'ai eu souvent le problème au début car je n'avais pas configurer Cambam pour que ce soit Mach3 par défaut.
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() dh42 Dim 29 Sep 2013 - 15:21
dh42 Dim 29 Sep 2013 - 15:21
Salut,
Tu peux définir le PP qui doit être utilisé par défaut directement dans les options générales (menu Outils/options) section: Génération du Gcode.
De cette manière tu n'aura pas à le sélectionner dans le dossier Usinage à chaque nouveau dessin
++
David
Tu peux définir le PP qui doit être utilisé par défaut directement dans les options générales (menu Outils/options) section: Génération du Gcode.
De cette manière tu n'aura pas à le sélectionner dans le dossier Usinage à chaque nouveau dessin
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Hagar Dim 29 Sep 2013 - 17:50
Hagar Dim 29 Sep 2013 - 17:50
Salut David.
J'ai mis Mach3 en format par défaut.
Une autre question, tant que j'y suis : Pour fraiser l'Epoxy, je pars sur une fraise carbure Ø2, passe de 0.65mm, vitesse de coupe 40m/min, avance 390mm/min et plongée à 150mm/min. Ça parait bon?
J'ai mis Mach3 en format par défaut.
Une autre question, tant que j'y suis : Pour fraiser l'Epoxy, je pars sur une fraise carbure Ø2, passe de 0.65mm, vitesse de coupe 40m/min, avance 390mm/min et plongée à 150mm/min. Ça parait bon?
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Zarkann Dim 29 Sep 2013 - 18:57
Zarkann Dim 29 Sep 2013 - 18:57
Re
A mon avis la VC est beaucoup plus grande que 40m/mn
pour te donner un ordre d'idée avec du carbure dans l'acier on prend au mois 100m/mn
@++ Eric
A mon avis la VC est beaucoup plus grande que 40m/mn
pour te donner un ordre d'idée avec du carbure dans l'acier on prend au mois 100m/mn
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() dh42 Dim 29 Sep 2013 - 19:02
dh42 Dim 29 Sep 2013 - 19:02
Re
Je ne sais pas du tout, je n'usine pas cette matière ; je crois qu'il faut des fraises spéciales (denture diamant)
regarde sur ce sujet, il y a pas mal d'essais fait dans différentes matières, mais je ne me souviens pas si il y a l'époxy.
Les électroniciens possesseurs de CNc pourront t'en dire plus ; si je ne m'abuse c'est la matière dont sont fait les circuits imprimé ?
http://www.usinages.com/fraiseuses-cnc-industrielles-type-portique/mise-route-t36271-105.html#p445833
++
David
Je ne sais pas du tout, je n'usine pas cette matière ; je crois qu'il faut des fraises spéciales (denture diamant)
regarde sur ce sujet, il y a pas mal d'essais fait dans différentes matières, mais je ne me souviens pas si il y a l'époxy.
Les électroniciens possesseurs de CNc pourront t'en dire plus ; si je ne m'abuse c'est la matière dont sont fait les circuits imprimé ?
http://www.usinages.com/fraiseuses-cnc-industrielles-type-portique/mise-route-t36271-105.html#p445833
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Zarkann Dim 29 Sep 2013 - 19:30
Zarkann Dim 29 Sep 2013 - 19:30
Re
David semble avoir raison il faut des fraise à coupe diamanté
Menu des matériaux
Fraises diamantés
@++ Eric
David semble avoir raison il faut des fraise à coupe diamanté
Menu des matériaux
Fraises diamantés
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Totem Dim 29 Sep 2013 - 20:16
Totem Dim 29 Sep 2013 - 20:16
Salut,
Non, pas besoin de fraises diamantées, même si c'est ce que l'on lit partout sur le net... ça doit être une croyance populaire
Pour ma part, j'ai essayé tout d'abord avec une fraise denture diamant (ça n'a rien à voir avec du diamant, c'est du carbure, c'est juste la forme des dents qui ressemble à un diamant! Le vrai diamant, c'est pour usiner le verre et les cailloux), et raisonnablement, j'étais obligé de me limiter à 800 à 1000mm.min à 24000 tours avec une fraise de 3.175, d'autre part, ça vibrait pas mal, je préférais faire deux passes...
Le jour ou je l'aie perdue (mais je l'ai retrouvée! elle était sur mon dremel ), j'ai essayé avec une fraise normale (série alu de chez Sorotec) du même diamètre, faute d'avoir autre chose sous la main, et ça n'a rien à avoir: une passe, 2200mm.min, moins de vibrations, et la coupe est toute aussi nette.
), j'ai essayé avec une fraise normale (série alu de chez Sorotec) du même diamètre, faute d'avoir autre chose sous la main, et ça n'a rien à avoir: une passe, 2200mm.min, moins de vibrations, et la coupe est toute aussi nette.
Par contre, ça bouffe les fraises à grande vitesse, mais ce qui est étrange, c'est qu'il semble que le fait de réduire la vitesse de coupe ne change pas grand-chose.
++
Lio
Non, pas besoin de fraises diamantées, même si c'est ce que l'on lit partout sur le net... ça doit être une croyance populaire
Pour ma part, j'ai essayé tout d'abord avec une fraise denture diamant (ça n'a rien à voir avec du diamant, c'est du carbure, c'est juste la forme des dents qui ressemble à un diamant! Le vrai diamant, c'est pour usiner le verre et les cailloux), et raisonnablement, j'étais obligé de me limiter à 800 à 1000mm.min à 24000 tours avec une fraise de 3.175, d'autre part, ça vibrait pas mal, je préférais faire deux passes...
Le jour ou je l'aie perdue (mais je l'ai retrouvée! elle était sur mon dremel
Par contre, ça bouffe les fraises à grande vitesse, mais ce qui est étrange, c'est qu'il semble que le fait de réduire la vitesse de coupe ne change pas grand-chose.
++
Lio

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Hagar Dim 29 Sep 2013 - 20:50
Hagar Dim 29 Sep 2013 - 20:50
Intéressant, ça!
Bien que pas mal de portiques CNC soient utilisés pour tailler dans les plaques de circuits imprimés, pas beaucoup d'infos sont dispo sur le net.
J'ai juste vu que l'Epoxy est ce qu'il y a de plus abrasif, dommage pour nos fraises, que les dentures diamant sont indiquées (ce que Totem semble démentir) et qu'il faut des fraises carbure car le HSS ne tient pas.
Seul le site id-conception aborde le sujet et avance des chiffres, ce qui m'a bien aidé.
Quant à la vitesse de coupe, personne n'est d'accord. Il faut dire qu'entre les résines Epoxy chargées en carbone, en fibres de verre, la densité de ces fibres, c'est vrai qu'un Epoxy ne fait pas l'autre. Le mien ressemble à un Epoxy de CI.
Bien que pas mal de portiques CNC soient utilisés pour tailler dans les plaques de circuits imprimés, pas beaucoup d'infos sont dispo sur le net.
J'ai juste vu que l'Epoxy est ce qu'il y a de plus abrasif, dommage pour nos fraises, que les dentures diamant sont indiquées (ce que Totem semble démentir) et qu'il faut des fraises carbure car le HSS ne tient pas.
Seul le site id-conception aborde le sujet et avance des chiffres, ce qui m'a bien aidé.
Quant à la vitesse de coupe, personne n'est d'accord. Il faut dire qu'entre les résines Epoxy chargées en carbone, en fibres de verre, la densité de ces fibres, c'est vrai qu'un Epoxy ne fait pas l'autre. Le mien ressemble à un Epoxy de CI.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() dh42 Dim 29 Sep 2013 - 21:14
dh42 Dim 29 Sep 2013 - 21:14
Re
Je voulais bien parler de fraises carbure avec des dents en forme de diamant, pas de fraises diamantées ; ça coute un œil (j'en ai 2 et je n'aimerais pas devoir les payer, elle doivent couter le prix de ma CN) et comme dis Lio, c'est fait pour usiner le verre.
++
David
Je voulais bien parler de fraises carbure avec des dents en forme de diamant, pas de fraises diamantées ; ça coute un œil (j'en ai 2 et je n'aimerais pas devoir les payer, elle doivent couter le prix de ma CN) et comme dis Lio, c'est fait pour usiner le verre.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Totem Dim 29 Sep 2013 - 21:31
Totem Dim 29 Sep 2013 - 21:31
Pas tant que ça... Je ne donnerais pas un oeil pour 10$ ! Il y a des fraises pour métal bien plus chères.dh42 a écrit:Re
Je voulais bien parler de fraises carbure avec des dents en forme de diamant, pas de fraises diamantées ; ça coute un œil (j'en ai 2 et je n'aimerais pas devoir les payer, elle doivent couter le prix de ma CN) et comme dis Lio, c'est fait pour usiner le verre.
++
David
Bien sur, les diamantées aussi, ça n'a pas de limites. Mais celles-ci vont pas si mal quand même, j'ai déjà essayé.
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() dh42 Dim 29 Sep 2013 - 21:38
dh42 Dim 29 Sep 2013 - 21:38
Ce sont des fraises de Ø 200, 30 mm de hauteur de coupe, entièrement recouvertes de zirconium ..Pas tant que ça... Je ne donnerais pas un oeil pour 10$ ! Il y a des fraises pour métal bien plus chères.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Totem Dim 29 Sep 2013 - 21:42
Totem Dim 29 Sep 2013 - 21:42
Ah, bon!
Mais... ça sert à quoi? Le verre est pas déjà en plaques? Alors pourquoi on le surface?
Je me doute bien que tu as trouvé ça chez Kone... mais même si il y a beaucoup de verre dans un ascenseur, je vois mal quelle pièce peut être usinée avec ça! A moins que ce soit plutôt pour la pierre?
Et effectivement, je retire ce que j'ai dit... ça doit pas être donné.
++
Lio
Mais... ça sert à quoi? Le verre est pas déjà en plaques? Alors pourquoi on le surface?
Je me doute bien que tu as trouvé ça chez Kone... mais même si il y a beaucoup de verre dans un ascenseur, je vois mal quelle pièce peut être usinée avec ça! A moins que ce soit plutôt pour la pierre?
Et effectivement, je retire ce que j'ai dit... ça doit pas être donné.
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() dh42 Dim 29 Sep 2013 - 21:49
dh42 Dim 29 Sep 2013 - 21:49
Non, rien à voir avec Kone, on usinait les blocs de verre pour les périscopes de char, qui on des angles partout (sur des Z1), ensuite ça passait sur des polisseuses.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Parcours d'outil différent sur CamBam et Mach3...
![]() Totem Dim 29 Sep 2013 - 21:52
Totem Dim 29 Sep 2013 - 21:52
Ah, d'accord... J'ignorais qu'on faisait ainsi, je pensais que ce genre de pièces étaient moulées.
++
Lio
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace

 Sujets similaires
Sujets similaires» Problème parcours d'outil CamBam
» CAMBAM - calcul des parcours d'usinage
» Plan incliné Cambam, ne comprends pas le parcours d'outils
» probleme parcours d'outils mach3
» Peut-on se fier au parcours d'outil de Cambam ?
» CAMBAM - calcul des parcours d'usinage
» Plan incliné Cambam, ne comprends pas le parcours d'outils
» probleme parcours d'outils mach3
» Peut-on se fier au parcours d'outil de Cambam ?
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum