






tournage , matière première et fabrication appareil tournage sphérique
+2
dh42
eddy
6 participants
Page 1 sur 1

 tournage , matière première et fabrication appareil tournage sphérique
tournage , matière première et fabrication appareil tournage sphérique
![]() eddy Sam 31 Juil 2010 - 21:45
eddy Sam 31 Juil 2010 - 21:45
Bonjour à toutes et à tous 
Étant en ce moment en période de tournage au boulot, je vous fais partager quelques photos des pièces usinées.
Alors, il y a beaucoup de bagues bronze, puis du tournage d'axes en acier doux.
Les pièces sont réalisées sur modèles (des pièces d'origine usées ) puis certaines adaptées et appareillées entre elles.
Le renouvellement du stock matière premières, présent avec le tour depuis quelques années m'a fait rendre compte du prix exorbitant du bronze en l'occurrence.
Le jet de bronze UE12 plein en diamètre 60 mm et longueur 1 mètre..........500€ ttc pour un poids de 27 kilos .
pour un poids de 27 kilos .
La bonne surprise aura été l'achat de l'étiré acier C35 en diamètre 60 mm aussi longueur 6 mètres ( 6.20 en réalité ) pour un poids de 140 kilos..... 175 € ttc livré, soit 1.25 ttc le kilos, j'ai trouvé que c'était vraiment peu cher pour la qualité de la barre .
Acheté chez mon fournisseur local de matières premières acier , une brève recherche sur le net m'ont permis de contacté une autre société apparemment fabricant direct, mais ma demande de devis est toujours en attente...
Aller quelques photos
L'axe refait à neuf, avec ses canalisations de graissage.L'axe est emmanché dans le support puis soudé à l'inox
L'axe d'origine, on distingue bien l'usure en comparant avec l'axe d'emmanchement...

La nouvelle bague bronze, avec les usinages prévus pour le graissage mais qui ne se voient pas à l'image car j'ai pas percuté à prendre l'axe usiné en photo avant ...
Notez l'usure prononcée sur les bagues d'origine en bas de la photo ...



Usinage de l'étiré de 60 mm , avec utilisation de la lunette fixe.J'ai débité la barre en morceaux de 1m50 ainsi manipulables sans trop d'efforts.

La burette présente sur la photo, c'est pour lubrifier la portée des touches de la lunette...
Le débit d'étiré mesure 58 cm
A bientôt
Eddy

Étant en ce moment en période de tournage au boulot, je vous fais partager quelques photos des pièces usinées.
Alors, il y a beaucoup de bagues bronze, puis du tournage d'axes en acier doux.
Les pièces sont réalisées sur modèles (des pièces d'origine usées ) puis certaines adaptées et appareillées entre elles.
Le renouvellement du stock matière premières, présent avec le tour depuis quelques années m'a fait rendre compte du prix exorbitant du bronze en l'occurrence.
Le jet de bronze UE12 plein en diamètre 60 mm et longueur 1 mètre..........500€ ttc
La bonne surprise aura été l'achat de l'étiré acier C35 en diamètre 60 mm aussi longueur 6 mètres ( 6.20 en réalité ) pour un poids de 140 kilos..... 175 € ttc livré, soit 1.25 ttc le kilos, j'ai trouvé que c'était vraiment peu cher pour la qualité de la barre .
Acheté chez mon fournisseur local de matières premières acier , une brève recherche sur le net m'ont permis de contacté une autre société apparemment fabricant direct, mais ma demande de devis est toujours en attente...
Aller quelques photos
L'axe refait à neuf, avec ses canalisations de graissage.L'axe est emmanché dans le support puis soudé à l'inox
L'axe d'origine, on distingue bien l'usure en comparant avec l'axe d'emmanchement...
La nouvelle bague bronze, avec les usinages prévus pour le graissage mais qui ne se voient pas à l'image car j'ai pas percuté à prendre l'axe usiné en photo avant ...
Notez l'usure prononcée sur les bagues d'origine en bas de la photo ...
Usinage de l'étiré de 60 mm , avec utilisation de la lunette fixe.J'ai débité la barre en morceaux de 1m50 ainsi manipulables sans trop d'efforts.
La burette présente sur la photo, c'est pour lubrifier la portée des touches de la lunette...
Le débit d'étiré mesure 58 cm
A bientôt
Eddy
Dernière édition par eddy le Jeu 5 Aoû 2010 - 23:34, édité 1 fois
eddy- complétement accro

- Messages : 945
Date d'inscription : 17/12/2008

Re: tournage , matière première et fabrication appareil tournage sphérique
![]() dh42 Sam 31 Juil 2010 - 22:04
dh42 Sam 31 Juil 2010 - 22:04
Bonjour David
Jolis photos, et ça pour de l'usure, c'est de l'usure
Effectivement, le prix du bronze et du cuivre est très élevé je m'en suis aperçu il y a peu, et j'ai aussi été surpris du prix relativement raisonnable de la "bonne ferraille" (XC48) achetée récemment.
A ce tarif, ça fait mal au cœur de devoir jeter les copeaux (et en plus il sont joli )
Il a l'air balaise le tour que tu utilise, c'est quoi ?
++
David
Jolis photos, et ça pour de l'usure, c'est de l'usure
Effectivement, le prix du bronze et du cuivre est très élevé je m'en suis aperçu il y a peu, et j'ai aussi été surpris du prix relativement raisonnable de la "bonne ferraille" (XC48) achetée récemment.
A ce tarif, ça fait mal au cœur de devoir jeter les copeaux (et en plus il sont joli
Il a l'air balaise le tour que tu utilise, c'est quoi ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: tournage , matière première et fabrication appareil tournage sphérique
![]() eddy Sam 31 Juil 2010 - 22:58
eddy Sam 31 Juil 2010 - 22:58
Bonjour David,
Pour les photos elles sont pas mauvaises, mais j'avais que mon portable dans la poche, car j'usinais en même temps
Les bagues sont effectivement bien usées , et encore la machine est équipée d'un graissage centralisé automatique.
Le tour, c'est le Ernault Batignolles HN 250 que j'ai remis en route et que j'utilise au boulot.
C'est vrai que le bronze est hors de prix, mais j'ai fait le calcul avec les mêmes pièces commandées chez le fabricant de la machine (une balayeuse), hé bien pour une bague de 35*25*40 (alésage exter*alésage inter*longueur ) facturée pas moins de 40€ ht , ne revient qu'à 15€ en matière première et 20 min de tournage ...encore parce que le brut de départ était du 51 mm brut.
Je compte étoffer le stock bronze pour réduire le volume de copeaux , car ça fout les boules de tomber du 50mm à 35mm...
Donc quelques jets en 30 , 40 et 60 devraient petit à petit rejoindre le 60 mm déjà acheté.
Un jet aussi pré-percé en 51*19 viendra renouveler la barre bien entamée..
Pour les copeaux de bronze si petits, il faudrait que j'essaye de les fondre dans le four pour voir ce que ça donne ? j'avais essayé avec des copeaux d'alu mais ils étaient trop petits et ce sont désintégrés à la fonte ...
A+
Eddy
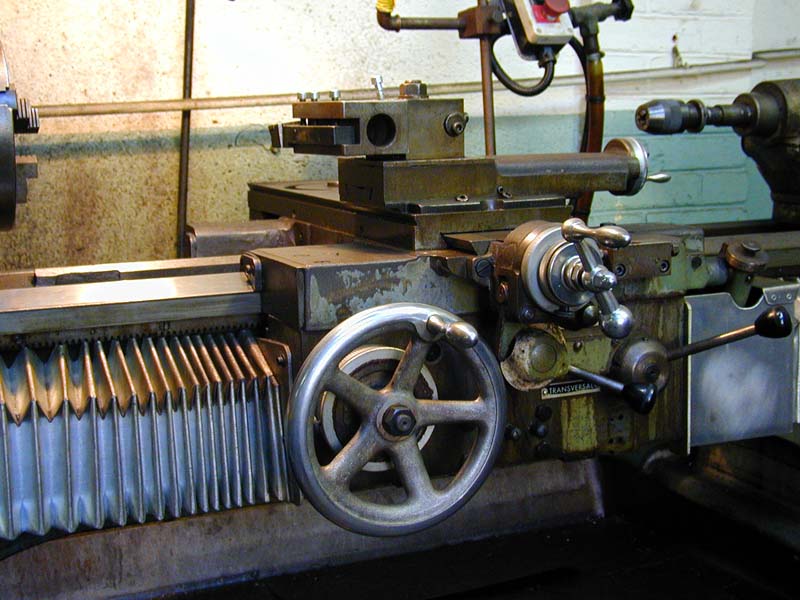
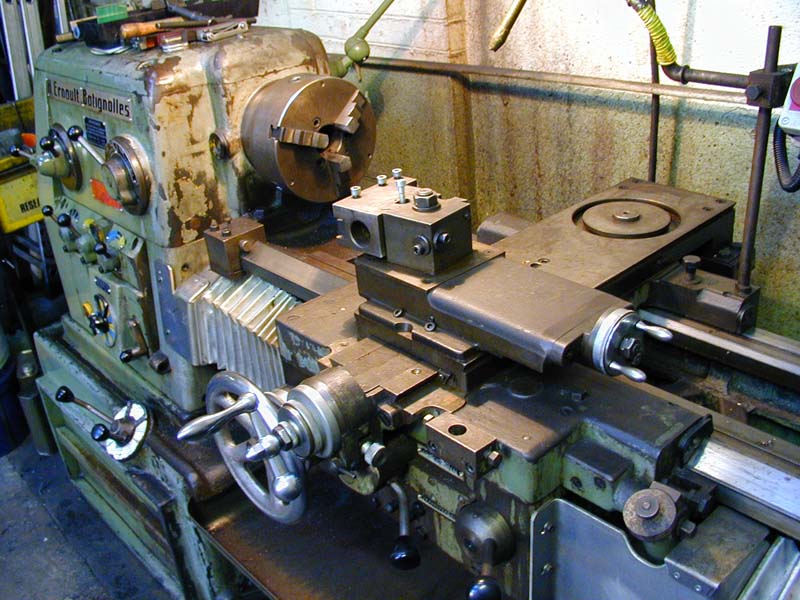
Edit : image du tour en question ( il fait 1m50 entre-pointes , mandrin de 250 ,CM5 sur la poupée mobile)

Pour les photos elles sont pas mauvaises, mais j'avais que mon portable dans la poche, car j'usinais en même temps
Les bagues sont effectivement bien usées , et encore la machine est équipée d'un graissage centralisé automatique.
Le tour, c'est le Ernault Batignolles HN 250 que j'ai remis en route et que j'utilise au boulot.
C'est vrai que le bronze est hors de prix, mais j'ai fait le calcul avec les mêmes pièces commandées chez le fabricant de la machine (une balayeuse), hé bien pour une bague de 35*25*40 (alésage exter*alésage inter*longueur ) facturée pas moins de 40€ ht , ne revient qu'à 15€ en matière première et 20 min de tournage ...encore parce que le brut de départ était du 51 mm brut.
Je compte étoffer le stock bronze pour réduire le volume de copeaux , car ça fout les boules de tomber du 50mm à 35mm...
Donc quelques jets en 30 , 40 et 60 devraient petit à petit rejoindre le 60 mm déjà acheté.
Un jet aussi pré-percé en 51*19 viendra renouveler la barre bien entamée..
Pour les copeaux de bronze si petits, il faudrait que j'essaye de les fondre dans le four pour voir ce que ça donne ? j'avais essayé avec des copeaux d'alu mais ils étaient trop petits et ce sont désintégrés à la fonte ...
A+
Eddy
Edit : image du tour en question ( il fait 1m50 entre-pointes , mandrin de 250 ,CM5 sur la poupée mobile)
Dernière édition par eddy le Sam 31 Juil 2010 - 23:25, édité 1 fois (Raison : Ajout d'images)

eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() dh42 Dim 1 Aoû 2010 - 0:03
dh42 Dim 1 Aoû 2010 - 0:03
et bien voici des photos de son petit frère, c'est celui que j'avais dans mon atelier quand je bossais au GIAT 
je ne me souviens pas du modèle.


C'est également lui qui m'a servi de modèle pour le tour en 3D du filigrane des pages de MétaBricoleur (je me suis servi des photos comme base, et je n'ai que ces 4 )
++
David
je ne me souviens pas du modèle.
C'est également lui qui m'a servi de modèle pour le tour en 3D du filigrane des pages de MétaBricoleur (je me suis servi des photos comme base, et je n'ai que ces 4 )
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() diomedea Dim 1 Aoû 2010 - 9:00
diomedea Dim 1 Aoû 2010 - 9:00
Bonjour à tous deux
Ah! la matière première!
Comme tout bricoleur, j'ai amassé au fil des ans des quantités de matériaux: Bois, métaux, plastiques, tout peu servir ou resservir! Puisque David parle entre autre de bronze, vous n'êtes pas sans savoir que dans la marine on en utilisait beaucoup; ainsi d'ailleur que le laiton et autre cuproaluminiun ou cupronickel. J'ai ainsi pu en quelques décennies m'en constituer un joli stock... Mais y a t-il une méthode pour identifier à coup sur le bronze du laiton? J'ai parfois vu dans les stocks de métaux des ateliers, des codes de couleurs sur les barres, ces couleurs sont elles normalisées?
Autre question: Existe t-il une nuance d'acier que l'on peut usiner de manière classique, et qui une fois trempé peut devenir un outil de coupe, comme un taraud par exemple?
En tout cas joli reportage, il semblerait que les téléphones commencent à voir clair!
Tout autre chose. Je vois que les deux tour sont équipé de lampe Jieldé, je viens de m'en récupérer une, et bien qu'en parfait état, elle est recouverte de plus de 50ans de peinture. Dans la marine, on en colle partout! Je vais donc la restaurer et essayer du lui redonner une allure qui ressemble à ce que l'on peut voir sur vos photos! J'aurais sans doute besoin de vos lumières !
!
Cdlt
JPaul
Ah! la matière première!
Comme tout bricoleur, j'ai amassé au fil des ans des quantités de matériaux: Bois, métaux, plastiques, tout peu servir ou resservir! Puisque David parle entre autre de bronze, vous n'êtes pas sans savoir que dans la marine on en utilisait beaucoup; ainsi d'ailleur que le laiton et autre cuproaluminiun ou cupronickel. J'ai ainsi pu en quelques décennies m'en constituer un joli stock... Mais y a t-il une méthode pour identifier à coup sur le bronze du laiton? J'ai parfois vu dans les stocks de métaux des ateliers, des codes de couleurs sur les barres, ces couleurs sont elles normalisées?
Autre question: Existe t-il une nuance d'acier que l'on peut usiner de manière classique, et qui une fois trempé peut devenir un outil de coupe, comme un taraud par exemple?
En tout cas joli reportage, il semblerait que les téléphones commencent à voir clair!
Tout autre chose. Je vois que les deux tour sont équipé de lampe Jieldé, je viens de m'en récupérer une, et bien qu'en parfait état, elle est recouverte de plus de 50ans de peinture. Dans la marine, on en colle partout! Je vais donc la restaurer et essayer du lui redonner une allure qui ressemble à ce que l'on peut voir sur vos photos! J'aurais sans doute besoin de vos lumières
! Cdlt
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() dh42 Dim 1 Aoû 2010 - 16:18
dh42 Dim 1 Aoû 2010 - 16:18
Bonjour JP
Au GIAT la désignation normalisée du métal était tout simplement écrite sur les barres, mais j'ai aussi vu des codes de couleurs, probablement issus du fabricant (j'ignore leur signification). Il semble qu'il y en ai aussi pour les outils HSS/Carbure (bleu/rouge) mais c'était peut être un code interne car c'était sur des outils sortant d'affutage.
Pour ce qui est du laiton et du bronze, je les différencie à l'œil et au coup de lime, mais ce n'est pas facile à expliquer ; le bronze parait plus "glissant" sous la lime (et plus dur). Le laiton est plus "doré" que le bronze.(après un coup de lime ou de papier de verre)
Pour les Jielde, il semble que ce soit à la mode dans le grand monde .... j'en ai une qui ressemble à celle du 2 ieme tour des photos, elle est sur la Z1, en 24 V. Une autre au dessus de ma scie à ruban/touret à meuler, mais celle la n'a qu'une seule branche au lieu de 2.' en 220V)
Si tu a besoin de photos, n'hésite pas.
Bon allez je coupe le jus, l'orage reviens .....
++
David
Au GIAT la désignation normalisée du métal était tout simplement écrite sur les barres, mais j'ai aussi vu des codes de couleurs, probablement issus du fabricant (j'ignore leur signification). Il semble qu'il y en ai aussi pour les outils HSS/Carbure (bleu/rouge) mais c'était peut être un code interne car c'était sur des outils sortant d'affutage.
Pour ce qui est du laiton et du bronze, je les différencie à l'œil et au coup de lime, mais ce n'est pas facile à expliquer ; le bronze parait plus "glissant" sous la lime (et plus dur). Le laiton est plus "doré" que le bronze.(après un coup de lime ou de papier de verre)
Pour les Jielde, il semble que ce soit à la mode dans le grand monde
Si tu a besoin de photos, n'hésite pas.
Bon allez je coupe le jus, l'orage reviens .....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() eddy Dim 1 Aoû 2010 - 17:21
eddy Dim 1 Aoû 2010 - 17:21
diomedea a écrit:Bonjour à tous deux
Ah! la matière première!
Comme tout bricoleur, j'ai amassé au fil des ans des quantités de matériaux: Bois, métaux, plastiques, tout peu servir ou resservir! Puisque David parle entre autre de bronze, vous n'êtes pas sans savoir que dans la marine on en utilisait beaucoup; ainsi d'ailleur que le laiton et autre cuproaluminiun ou cupronickel. J'ai ainsi pu en quelques décennies m'en constituer un joli stock... Mais y a t-il une méthode pour identifier à coup sur le bronze du laiton? J'ai parfois vu dans les stocks de métaux des ateliers, des codes de couleurs sur les barres, ces couleurs sont elles normalisées?
Autre question: Existe t-il une nuance d'acier que l'on peut usiner de manière classique, et qui une fois trempé peut devenir un outil de coupe, comme un taraud par exemple?
En tout cas joli reportage, il semblerait que les téléphones commencent à voir clair!
Tout autre chose. Je vois que les deux tour sont équipé de lampe Jieldé, je viens de m'en récupérer une, et bien qu'en parfait état, elle est recouverte de plus de 50ans de peinture. Dans la marine, on en colle partout! Je vais donc la restaurer et essayer du lui redonner une allure qui ressemble à ce que l'on peut voir sur vos photos! J'aurais sans doute besoin de vos lumières
Cdlt
JPaul
Bonjour,
Salut JP , salut David
Merci, c'est juste quelques images pour achever 1 semaine de tournage, j'ai fait d'autres bagues, mais j'ai pas pris les photos
Pour le bronze, les couleurs doivent distinguer les différentes teneur en étain je pense aussi, mais une normalisation à ce niveau là ne me dit rien, hors mis les désignation UE7 , UE12 , U pour cuivre et E pour étain si mes souvenirs ne me trahissent pas ? puis le chiffre suivant désignant le % d'étain, selon les caractéristiques mécaniques recherchées (UE7 ayant des qualités inférieures à l'UE12 ).
Bonne restauration pou la Jieldé ! on aura des photos sûrement ?!
A+
Eddy
eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() Zarkann Lun 2 Aoû 2010 - 8:17
Zarkann Lun 2 Aoû 2010 - 8:17
Bonjour David et David et Jean Paul
C'est vrai que le cout de la matière est des fois exorbitant surtout les matières cuivré
Personnellement j'achète surtout de l'aluminium (AU4G) et pour les aciers : acier a ferrer les ânes
XC38 et 35CD4 pour des contraintes plus importante. Pour exemple un morceaux d' AU4G de 60 mm de diamètre / 200 mm de long = 25€
En tout cas ce sont de bien belles machines que vous nous montrez
Sinon pour ma part, je suis en plein rangement de mon atelier depuis une semaine petit reportage d'ici la fin de la semaine
petit reportage d'ici la fin de la semaine 
je part 3 jour en vacances et revient mercredi soir
Amicalement .::Eric::.....::Zarkann::.
C'est vrai que le cout de la matière est des fois exorbitant surtout les matières cuivré
Personnellement j'achète surtout de l'aluminium (AU4G) et pour les aciers : acier a ferrer les ânes
XC38 et 35CD4 pour des contraintes plus importante. Pour exemple un morceaux d' AU4G de 60 mm de diamètre / 200 mm de long = 25€
En tout cas ce sont de bien belles machines que vous nous montrez
Sinon pour ma part, je suis en plein rangement de mon atelier depuis une semaine
je part 3 jour en vacances et revient mercredi soir
Amicalement .::Eric::.....::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() dh42 Lun 2 Aoû 2010 - 8:39
dh42 Lun 2 Aoû 2010 - 8:39
Zarkann a écrit:
je part 3 jour en vacances et revient mercredi soir
Bonnes vacances (courtes
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() eddy Mar 3 Aoû 2010 - 23:24
eddy Mar 3 Aoû 2010 - 23:24
Bonsoir,
Toujours dans la réfection de mon train de balayage de notre balayeuse, ces jours-ci, c'est dans de l'acier que j'ai fait des copeaux...
Les bagues à refaire ne sont pas de grandes tailles, ni avec des tolérances serrées, mais avec la particularité qui est la suivante, 2 pièces appareillées entre elles et comportant une surface de contact sphérique...
La première pièce, une bague à cuvette, la deuxième une rondelle épaisse percée comportant une surface de contact sphérique puis l'autre plate.
Si les usinages de base ne comportent rien de très compliqués ( hors mis un ajustement serré de la première bague dans le bâti du train de balais), la réalisation des cuvettes s'avérait plus problématique, n'ayant pas dans le tiroir le fameux appareil adéquat....
Donc, au vu du tarif des 2 jeux de bagues appareillées chez le fabricant, je me lance dans la fabrication de ce fameux outils.
Voici donc en quelques images le déroulement de la fabrication, un peu bâclée, le temps me faisant défaut.
Sorti des archives, un vieil arbre de transmission...
Le système de croisillon me paraît pas si mal pour remplir la fonction de "rotation", plus qu'à le déposer .... et l'usiner ***et oui, c'est de l'acier trempé, après un bref essai, un dé-trempage s'impose.
Chauffage rapide au chalumeau ( et oui j'avais que ça sous la main )de la zone à usiner

Aller après un peu de paperasse et remplissage du bac à lubrifiant de 30 L ( du temps que ça refroidi tranquillo) , usinage du logement de l'outil, perçage à 12 mm de part en part: le foret ne me fait la "gueule" ça rentre comme dans du beurre, à vitesse réduite quand même ( 800 tr/min me semble t-il ).
ça rentre comme dans du beurre, à vitesse réduite quand même ( 800 tr/min me semble t-il ).


L'épaisseur restante de l'axe usiné étant trop faible pour recevoir le taraudage qui servira à bloquer l'outil, réalisation et manchonnage serré (à l'étau) d'une bague.Usinage identique et perçage profond (passage de l'outil) à 12.5 mm dans une barre qui servira de poignée de manipulation et qui sera manchonnée serré aussi sur le croisillon à l'opposée.
Perçage à 5 mm et taraudage à M6 .



Après sciage du corps de ce vieux cardan, soudage d'un carré de 30 et montage des cages à rouleaux sur le croisillon


Aller, premiers essais avec l'outil rentré presque au maxi (rayon mini ) ! en direct sur l'axe de 60 pré-usiné aux cotes des bagues d'origine :

Avec l'outil au rayon approché de celui de la bague d'origine :

L'état de surface obtenu ainsi que la souplesse et facilité d'usinage me surprend !C'est la première fois que j'usine du métal à la volée...
Aller, on s'attarde pas, mise en place de l'outil à tronçonner, puis taillage à la cote +2mm environ.





La suite bientôt avec la réalisation de la pièce complémentaire pour usiner la partie mâle, soit la rondelle épaisse pré-percée...
A+
David
Toujours dans la réfection de mon train de balayage de notre balayeuse, ces jours-ci, c'est dans de l'acier que j'ai fait des copeaux...
Les bagues à refaire ne sont pas de grandes tailles, ni avec des tolérances serrées, mais avec la particularité qui est la suivante, 2 pièces appareillées entre elles et comportant une surface de contact sphérique...
La première pièce, une bague à cuvette, la deuxième une rondelle épaisse percée comportant une surface de contact sphérique puis l'autre plate.
Si les usinages de base ne comportent rien de très compliqués ( hors mis un ajustement serré de la première bague dans le bâti du train de balais), la réalisation des cuvettes s'avérait plus problématique, n'ayant pas dans le tiroir le fameux appareil adéquat....
Donc, au vu du tarif des 2 jeux de bagues appareillées chez le fabricant, je me lance dans la fabrication de ce fameux outils.
Voici donc en quelques images le déroulement de la fabrication, un peu bâclée, le temps me faisant défaut.
Sorti des archives, un vieil arbre de transmission...
Le système de croisillon me paraît pas si mal pour remplir la fonction de "rotation", plus qu'à le déposer .... et l'usiner ***et oui, c'est de l'acier trempé, après un bref essai, un dé-trempage s'impose.
Chauffage rapide au chalumeau ( et oui j'avais que ça sous la main
Aller après un peu de paperasse et remplissage du bac à lubrifiant de 30 L ( du temps que ça refroidi tranquillo) , usinage du logement de l'outil, perçage à 12 mm de part en part: le foret ne me fait la "gueule"
L'épaisseur restante de l'axe usiné étant trop faible pour recevoir le taraudage qui servira à bloquer l'outil, réalisation et manchonnage serré (à l'étau) d'une bague.Usinage identique et perçage profond (passage de l'outil) à 12.5 mm dans une barre qui servira de poignée de manipulation et qui sera manchonnée serré aussi sur le croisillon à l'opposée.
Perçage à 5 mm et taraudage à M6 .
Après sciage du corps de ce vieux cardan, soudage d'un carré de 30 et montage des cages à rouleaux sur le croisillon
Aller, premiers essais avec l'outil rentré presque au maxi (rayon mini ) ! en direct sur l'axe de 60 pré-usiné aux cotes des bagues d'origine :
Avec l'outil au rayon approché de celui de la bague d'origine :
L'état de surface obtenu ainsi que la souplesse et facilité d'usinage me surprend !C'est la première fois que j'usine du métal à la volée...
Aller, on s'attarde pas, mise en place de l'outil à tronçonner, puis taillage à la cote +2mm environ.
La suite bientôt avec la réalisation de la pièce complémentaire pour usiner la partie mâle, soit la rondelle épaisse pré-percée...
A+
David
eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() eddy Jeu 5 Aoû 2010 - 23:41
eddy Jeu 5 Aoû 2010 - 23:41
Bonsoir,
La suite en image avec le module pour usinage sphérique extérieur .
J'ai pas eu le temps de l'essayer car j'ai dû partir en dépannage
L'usinage s'est avéré plus laborieux, 3 des courroies du tour ayant décidé subitement de se faire la belle.... 2 étaient déjà parties il y a 2 mois environ, au final j'ai tourné (c'est le cas de le dire ) avec la seule restante ... 1 courroie sur 6 ça fait léger !
Bref voici les photos
Récup d'un patin usé de notre chasse-neige...









Alésage maintenant...


Petits chanfreins inter et exter


Tronçonnage du surplus


Ayé c'est coupé !

Dressage de la face et mise à la cote

Passe de 5 mm

Chanfrein inter



Chanfrein exter


L'alliance...

Usinage de l'axe devant se monter sur l'appareil réalisé plus haut


Usinage de l'emmanchement

Petit chanfrein

Plus qu'a tailler


Perçage de l'anneau






Emmanchement et soudage de l'axe usiné



Maintenant, usinage de la pièce qui recevra l'outil à plaquette et qui sera emmanché à l'opposé sur l'anneau



Perçage



Tronçonnage et chanfreinage de la partie extérieure

Perçage et taraudage à M6 pour blocage de l'outil


Montage de l'anneau et pointage du logement en place

On voit déjà une boule....virtuelle

Alignement et emmanchement dans l'anneau avant soudage


Soudage





Demain la suite avec les essais
A+
Eddy
La suite en image avec le module pour usinage sphérique extérieur .
J'ai pas eu le temps de l'essayer car j'ai dû partir en dépannage
L'usinage s'est avéré plus laborieux, 3 des courroies du tour ayant décidé subitement de se faire la belle.... 2 étaient déjà parties il y a 2 mois environ, au final j'ai tourné (c'est le cas de le dire ) avec la seule restante ...
Bref voici les photos
Récup d'un patin usé de notre chasse-neige...
Alésage maintenant...
Petits chanfreins inter et exter
Tronçonnage du surplus
Ayé c'est coupé !
Dressage de la face et mise à la cote
Passe de 5 mm
Chanfrein inter
Chanfrein exter
L'alliance...
Usinage de l'axe devant se monter sur l'appareil réalisé plus haut
Usinage de l'emmanchement
Petit chanfrein
Plus qu'a tailler
Perçage de l'anneau
Emmanchement et soudage de l'axe usiné
Maintenant, usinage de la pièce qui recevra l'outil à plaquette et qui sera emmanché à l'opposé sur l'anneau
Perçage
Tronçonnage et chanfreinage de la partie extérieure
Perçage et taraudage à M6 pour blocage de l'outil
Montage de l'anneau et pointage du logement en place
On voit déjà une boule....virtuelle
Alignement et emmanchement dans l'anneau avant soudage
Soudage
Demain la suite avec les essais
A+
Eddy
eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() Zarkann Ven 6 Aoû 2010 - 1:32
Zarkann Ven 6 Aoû 2010 - 1:32
Bonjour David
Très beau reportage
Pour la réalisation de sphère j'avais créer un appareil Voir ici
Cet appareil a un système de blocage qui permet de préparer la pièce avant de réaliser la sphère
il lui manque cependant une que d'aronde munie d'un réglage permettant de réglé le rayon de la sphère
Cordialement .::Zarkann::.
Très beau reportage
Pour la réalisation de sphère j'avais créer un appareil Voir ici
Cet appareil a un système de blocage qui permet de préparer la pièce avant de réaliser la sphère
il lui manque cependant une que d'aronde munie d'un réglage permettant de réglé le rayon de la sphère
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() eddy Ven 6 Aoû 2010 - 17:45
eddy Ven 6 Aoû 2010 - 17:45
Zarkann a écrit:Bonjour David
Très beau reportage
Pour la réalisation de sphère j'avais créer un appareil Voir ici
Cet appareil a un système de blocage qui permet de préparer la pièce avant de réaliser la sphère
il lui manque cependant une que d'aronde munie d'un réglage permettant de réglé le rayon de la sphère
Cordialement .::Zarkann::.
Bonjour à Tous,
Bonjour Eric
Merci pour le compliment.
Comme je l'ai précisé, l'idéal pour usiner les sphères est sans nul doute le style d'appareil comme celui que tu as réaliser.
La fabrication de cet appareil n'était pas du tout au programme ... même si je n'y ai passé que 6 ou 7 heures en tout ( ce qui est déjà beaucoup dans mon planning des travaux sur cette balayeuse), j'ai perdu du temps pour le reste... tout ça pour 4 fichues bagues à portée sphérique :x facturées pas moins de 200 € ht...
Dans d'autres conditions et avec une fraiseuse au boulot , j'aurais bien pris exemple sur ton appareil
Ce soir je poste la fin de cet épisode avec les bagues terminées.
A+
Eddy
eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() Zarkann Sam 7 Aoû 2010 - 1:02
Zarkann Sam 7 Aoû 2010 - 1:02
Bonsoir a tous
Bonsoir David
Oui je comprend, on a pas toujours le temps de faire les choses au top niveaux et puis si l'appareil te revient trois fois plus chère que les pièces que tu doit réaliser c'est moyen
mais bon j'ai hâte de voir le résultat
Amitié .::Zarkann::.
Bonsoir David
Oui je comprend, on a pas toujours le temps de faire les choses au top niveaux et puis si l'appareil te revient trois fois plus chère que les pièces que tu doit réaliser c'est moyen
mais bon j'ai hâte de voir le résultat
Amitié .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() diomedea Sam 7 Aoû 2010 - 8:56
diomedea Sam 7 Aoû 2010 - 8:56
Bonjour à tous les deux.
Je viens de réaliser également des sphère en métal, mais de manière peu orthodoxe! Je suis donc avec intérêt ce topic.
Je reviendrais quand même sur ma "bidouille", elle pourrait peut être intéresser quelqu'un...
Cdlt
JP
Je viens de réaliser également des sphère en métal, mais de manière peu orthodoxe!
Je suis donc avec intérêt ce topic.Je reviendrais quand même sur ma "bidouille", elle pourrait peut être intéresser quelqu'un...
Cdlt
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() eddy Sam 7 Aoû 2010 - 12:07
eddy Sam 7 Aoû 2010 - 12:07
Bonjour,
La série touche sur sa fin.Plus que 7 bagues bronze à faire pour la semaine prochaine, et 1 vis à modifier pour y apporter une canalisation de graissage...
Voilà donc la modification de dernière minute sur l'outil...
Devant décaler l'outil par rapport à l'axe de rotation, ceci afin d'obtenir une forme convexe au lieu de concave, c'est en fixant l'outil en arrière que ça ira finalement le mieux.
A noter aussi, que cet outil n'est pas l'idéal... j'avais que ça sous la main oops !

Tronçonnage de la première pièce fini

Essai en place.... ça à l'air de bien correspondre





Avec la vis de 16 à pas carré en place




A bientôt
David
La série touche sur sa fin.Plus que 7 bagues bronze à faire pour la semaine prochaine, et 1 vis à modifier pour y apporter une canalisation de graissage...
Voilà donc la modification de dernière minute sur l'outil...
Devant décaler l'outil par rapport à l'axe de rotation, ceci afin d'obtenir une forme convexe au lieu de concave, c'est en fixant l'outil en arrière que ça ira finalement le mieux.
A noter aussi, que cet outil n'est pas l'idéal... j'avais que ça sous la main oops !
Tronçonnage de la première pièce fini
Essai en place.... ça à l'air de bien correspondre
Avec la vis de 16 à pas carré en place
A bientôt
David
eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() Zarkann Sam 7 Aoû 2010 - 13:25
Zarkann Sam 7 Aoû 2010 - 13:25
Bonjour a tous
Bonjour David
Excellent travail dit moi
Par contre comment a tu réglé les rayons de chaque pièces concave / convexe avec ton appareil
AMitié .::Zarkann::.
Bonjour David
Excellent travail dit moi
Par contre comment a tu réglé les rayons de chaque pièces concave / convexe avec ton appareil
AMitié .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() eddy Sam 7 Aoû 2010 - 16:56
eddy Sam 7 Aoû 2010 - 16:56
Zarkann a écrit:Bonjour a tous
Bonjour David
Excellent travail dit moi
Par contre comment a tu réglé les rayons de chaque pièces concave / convexe avec ton appareil
AMitié .::Zarkann::.
Boujour Eric
Pour le réglages des rayons, j'ai procédé ainsi:
J'ai réglé la sortie de l'outil par rapport à l'axe de rotation au rayon désiré ( 55 mm environ ), jusque là rien de bien compliqué tu me diras.Je suppose que ta question est pour le positionnement de l'appareil par rapport à la pièce ?
Pour cela, et après avoir incliné la tourelle ( 45° environ ) de manière à avoir un débattement suffisant de la poignée, j'ai approché l'outil et j'ai ajusté ua fur et à mesure.
J'ai pas utilisé de cote particulières, juste obtenir un bon résultat à l'œil.
Il s'est avéré, que pour l'usinage de la seconde bague ( j'avais repéré quand même la position du transversal avant) et bien pour retrouver le résultat précédent, celui-ci s'est retrouvé tout naturellement au même endroit !
Le moindre défaut d'alignement de l'axe de rotation de l'appareil et l'usinage devient impossible voire aberrant.
La chance que j'ai eu, c'est que j'ai dû refaire les bagues complètes, appareillées . Je n'ai eu aucune contrainte de cotes à respecter hors mis le diamètre exter des bagues femelles ( à 0.02 mm ).
Concave

Convexe
J'ai peut-être pas été bien clair dans mes explications ?!
A+
Eddy
eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Choix d'un tour
![]() koujo Mar 29 Jan 2013 - 21:49
koujo Mar 29 Jan 2013 - 21:49
Bonsoir DH42,
Je crois que le tour ERnault Batignolles, est l'un des meilleurs, juste après le Cazeneuve.
Je crois que le tour ERnault Batignolles, est l'un des meilleurs, juste après le Cazeneuve.

koujo- je prends du galon

- Messages : 67
Points : 234
Date d'inscription : 18/01/2013
Localisation : Uffheim
Re: tournage , matière première et fabrication appareil tournage sphérique
![]() ouerfelli Mer 11 Déc 2013 - 20:12
ouerfelli Mer 11 Déc 2013 - 20:12
bravo j olie travail .J"aimerais bien en faire autant

ouerfelli- petit nouveau

- Messages : 1
Points : 3
Date d'inscription : 10/12/2013
Age : 64
Contenu sponsorisé

 Sujets similaires
Sujets similaires» Appareil pour réaliser des boules ou des rayons en tournage
» Fabrication d'un appareil à tourner les sphères
» [fabrication] Entraineur à pointes - tournage bois
» Etagère murale sphérique
» Trouver de la matière
» Fabrication d'un appareil à tourner les sphères
» [fabrication] Entraineur à pointes - tournage bois
» Etagère murale sphérique
» Trouver de la matière
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum