






Fabrication d'un appareil à tourner les sphères
Page 1 sur 2 • 1, 2 

 Fabrication d'un appareil à tourner les sphères
Fabrication d'un appareil à tourner les sphères
![]() dh42 Lun 26 Sep 2011 - 2:40
dh42 Lun 26 Sep 2011 - 2:40
J'ai besoin de faire quelques demi-sphères en bois pour mon boulot, mais je n'ai pas d'appareil à tourner les sphères et mon tour numérique n'est pas fini (il n'est même pas commencé, à part les plans). Je vais donc fabriquer un appareil simple pour tourner les sphères en question.
Je me suis basé sur ce document dont j'ai adapté les côtes pour tourner des sphères jusqu'à 50 mm de Ø
http://www.metalwebnews.com/howto/turning-tool/spherical_turning_tool.pdf
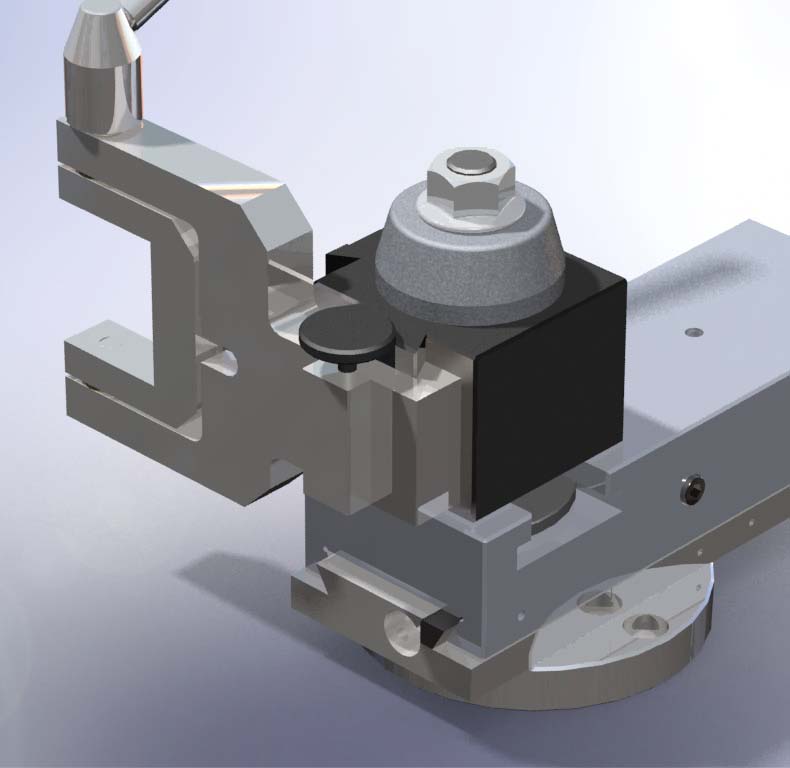
Voici le dessin fait sous SW
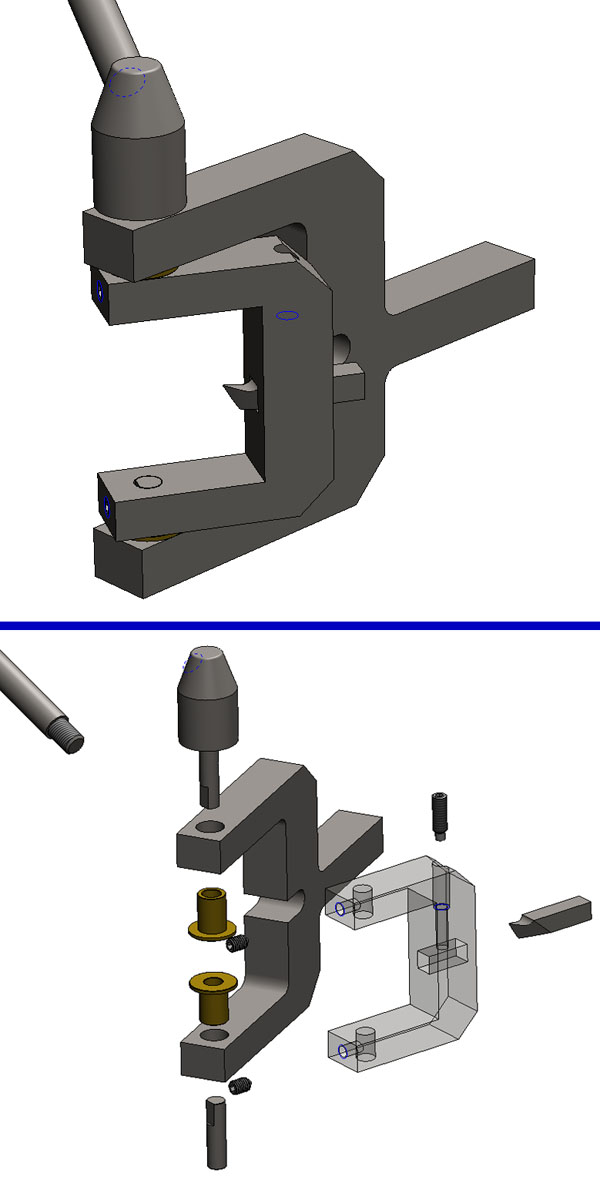
La 3D c'est super, mais la réalité c'est encore mieux pour voir si tout passe ; j'ai donc fait une maquette de la pièce en MDF de 18, bien évidemment à la CN, ce qui a pris 5 min car je peux récupérer le fichier dxf de la mise en plan de Solidworks dans CamBam et y appliquer directement les opérations d'usinage. Ça vas plus vite que de dessiner tout le tour en 3D pour tester mon outil

C'est parti pour les copeaux
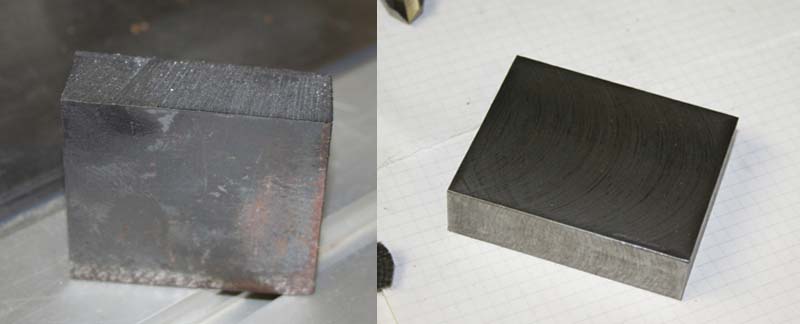
Le brut de matière 115x165x25 en acier 35CD4 (acier mi-dur) les cotes extérieures de la pièce finie seront de 110x160x20 ± 0.1mm

Usinage des champs en premiers après un passage au tank pour enlever les plus grosses aspérités de la découpe (oxy-découpeur) ..
Puis usinage des 2 faces pour tomber la pièce à 20 mm d'épaisseur
Fraise de Ø 40 - 4 dents pour les champs (630 rpm - F= 200 mm/min)
Fraise Ø 125 - 8 dents pour les faces (200 rpm - F= 125 mm/min)

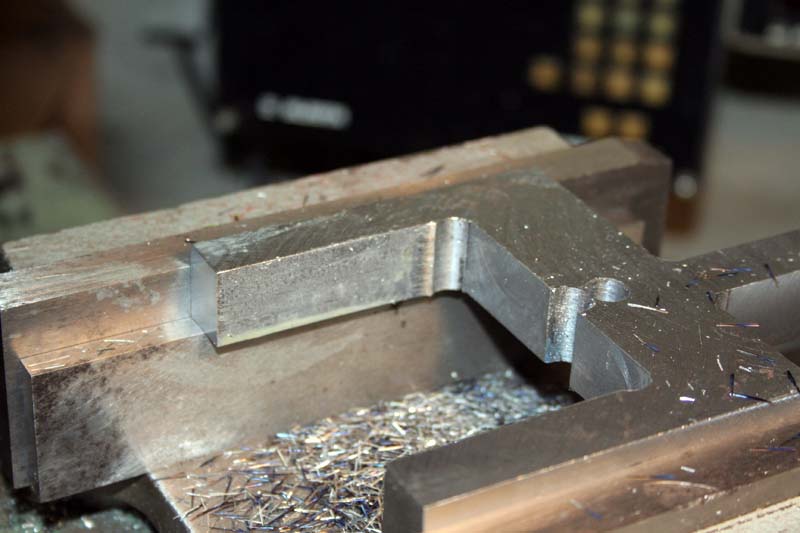
J'y suis allé un peu fort avec la fraise de 125, et ça s'est mis à vibrer, j'ai du réduire la profondeur de passe à 0.5mm au lieu de 1mm, par chance la vidéo tournait ; si vous mettez le son, vous entendrez au début que ça fait un sale bruit ... de plus les pastilles tirent des étincelles .. pas bon ! en réduisant la profondeur de passe tout rentre dans l'ordre.
Sur cette photo, on voit bien la partie ou il y avait des vibrations (rare sur cette machine), les facettes sont très révélatrices de ce problème, tant en fraisage qu'en tournage. Autant dire que les outils n'aiment pas du tout

Afin de ne pas gaspiller la matière mais aussi de ne pas passer des heures à tomber de la matière, je vais percer les angles puis découper à la scie pour donner la forme à ma pièce.

Le 0,0 de ma pièce est à l'angle inférieur gauche ; les valeurs en rouge représentent les coordonnées de perçage de chaque trou (les trous de la découpe centrale ne sont pas affichés sur cette image).
Je dois donc, dans un premier temps prendre mon 0 en X et Y à l'angle de ma pièce ; pour cela j'utilise une pinnule de centrage. Comme on peut le voir sur cette vidéo, la pinnule se décale lorsque qu'elle entre en contact avec la pièce. Il ne me reste qu'à mettre ma visu à 0 (après avoir compensé le rayon de la pinnule = 5mm)
A partir de ce moment je peux à tout moment revenir sur les coordonnées d'un trou, je commence donc par pointer tous les trou au foret à centrer en me servant des coordonnées, puis perçage à 6 puis à 10 mm.

Puis découpe à la scie.


Et voila, plus qu'à fignoler à la fraiseuse.



Pour accélérer les choses et économiser mes outils, je fait le maximum avec des fraises à plaquettes

Puis je fini le contour ainsi que la lumière à l'aide d'une fraise carbure monobloc de 10.

Je passe maintenant au perçage des trous de Ø 12 qui recevront les douilles en laiton. Pour éviter que la pièce ne fléchisse sous l'effort de coupe, j'utilise un "verin"

Naturellement, je ne perce pas directement à 12, mais je pointe au foret à centrer, puis je perce à 6.
Voici d'autres vérins, utilisés pour soutenir des pièces en porte à faux par exemple.

Comme on peut le voir sur cette image, avec une avance auto et une lubrification abondante (et un foret bien affuté), on obtient un très bon état de surface et une cote précise même avec un simple foret.

Je vais maintenant couper les angles à 45°. Pour ne pas dérégler la tête de la fraiseuse, plutôt que de l'incliner, je vais monter la pièce dans un V à 90° posé au fond de l'étau. Vu le porte à faux, je ne prendrais que de petites passes pour enlever les 5 mm de matières (passes de 1mm)


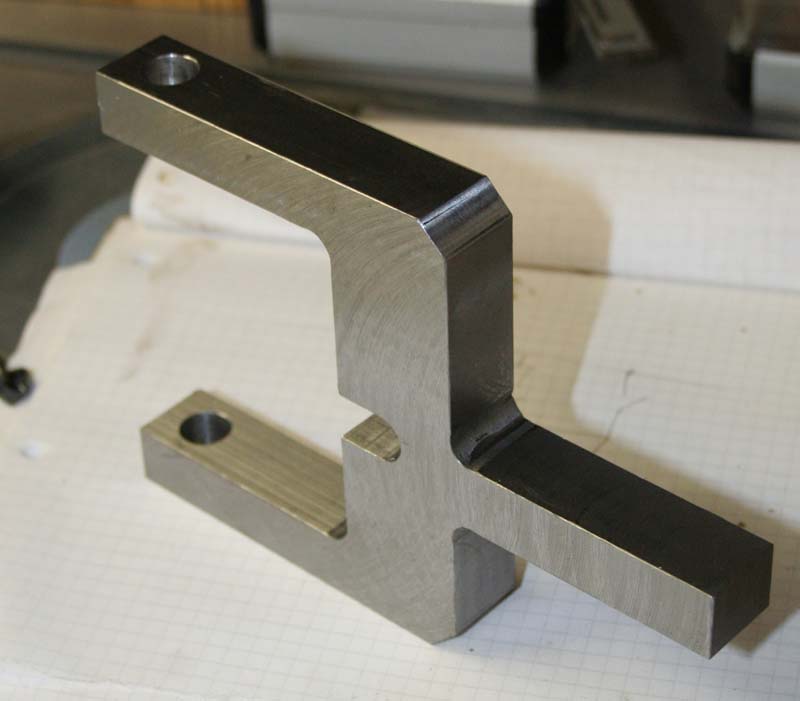
Et la pièce finie et ébavurée.

Et voila, suite au prochain épisode ..
Bonne nuit

++
David
Dernière édition par dh42 le Jeu 29 Sep 2011 - 23:46, édité 2 fois

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Fabrication d'un appareil à tourner les sphères
![]() chado Lun 26 Sep 2011 - 8:03
chado Lun 26 Sep 2011 - 8:03
Admiratif !!
Cdlt
chado

chado- complétement accro

- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140
Re: Fabrication d'un appareil à tourner les sphères
![]() damien58 Lun 26 Sep 2011 - 8:23
damien58 Lun 26 Sep 2011 - 8:23
ça laisse rêveur ! Notamment pour un boiseux...
Cordialement, Damien.

damien58- complétement accro
- Messages : 5137
Points : 10675
Date d'inscription : 14/08/2011
Age : 45
Localisation : Nièvre (58) -
Re: Fabrication d'un appareil à tourner les sphères
![]() Zarkann Lun 26 Sep 2011 - 11:34
Zarkann Lun 26 Sep 2011 - 11:34
Bonjour David
Beau travail
Quand j'avais fait mon appareil j’avais opter pour un autre système car ce système ne permet qu'un réglage limité du rayon de la pièce a usiné, c'est vrai aussi que le HQ400 a une bonne hauteur entre le chariot et l'axe de tournage, cependant le réglage du rayon a tourner reste délicat, quand j'aurais le temps je ferais un réglage avec queue d'aronde + vernier
Sinon pour les chanfrein à 45° j'aurais utilisé une fraise a 45°, mais bon faut-il encore en avoir une.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Lun 26 Sep 2011 - 15:51
dh42 Lun 26 Sep 2011 - 15:51
Eric:
Oui, je l'ai regardé ton appareil.
Pour ma part, je pense que des sphères de Ø50 devraient couvrir les utilisations que je peux en avoir ; c.a.d. des embouts de manettes, qui n'ont pas des boules aussi grosses en générales.
Je tenais aussi à ce qu'il se monte dans le PO à réglage/montage rapide, car c'est pour faire de la série, pas question de démonter la tourelle et de perdre tous les réglage à chaque fois.
Pour les coupes à 45°, si j'ai des tas de fraises coniques mais .... toutes en HSS, usinage trop long ! je dois finir cet appareil rapidement.
Pour le réglage du Ø, il se fait avec un calibre (voir le pdf), et je ne cherche pas le 1/100 pour ce genre de pièce. En pratique je règle le Ø en positionnant l'outil grâce au calibre au Ø final voulu, le Ø ne change pas pendant l'usinage, j'utilise le chariot porte outil réglé à 45° pour faire la prise de passe.
Bon je retourne faire la suite
++
David
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() Antoine Lun 26 Sep 2011 - 16:51
Antoine Lun 26 Sep 2011 - 16:51

Antoine- complétement accro
- Messages : 2191
Points : 5302
Date d'inscription : 28/06/2011
Age : 29
Localisation : Ille et Vilaine
Re: Fabrication d'un appareil à tourner les sphères
![]() pili Lun 26 Sep 2011 - 19:32
pili Lun 26 Sep 2011 - 19:32
Beau travail David !!!
Je vais m'en inspirer, c'est un outil qui me manque, en plus pas besoin de réfléchir, tout est déjà au point , je vais me faire un grand plaisir à le réaliser pour cet hiver au fond de mon atelier bien au chaud !!!
Encore bravo pour cette réalisation Pierre

pili- Modérateur

- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Lun 26 Sep 2011 - 19:42
dh42 Lun 26 Sep 2011 - 19:42
pili a écrit:
Beau travail David !!!
Je vais m'en inspirer, c'est un outil qui me manque, en plus pas besoin de réfléchir, tout est déjà au point , je vais me faire un grand plaisir à le réaliser pour cet hiver au fond de mon atelier bien au chaud !!!
Encore bravo pour cette réalisation Pierre
Bonsoir,
Pierre: j'ai fait de légères modifs sur la partie interne, je mettrais les plans à jours et les photos de la pièce que je viens de finir tout à l'heure.
Si tu veux le fichier SolidWorks, pas de soucis, sinon je peux faire un pdf avec les nouvelles cotes.
Antoine:
++
David
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() pili Lun 26 Sep 2011 - 19:56
pili Lun 26 Sep 2011 - 19:56
David, super !!
Je suis partant pour cet hiver, j'apprécie beaucoup .
Amitié Pierre
pili- Modérateur
- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Lun 26 Sep 2011 - 22:55
dh42 Lun 26 Sep 2011 - 22:55
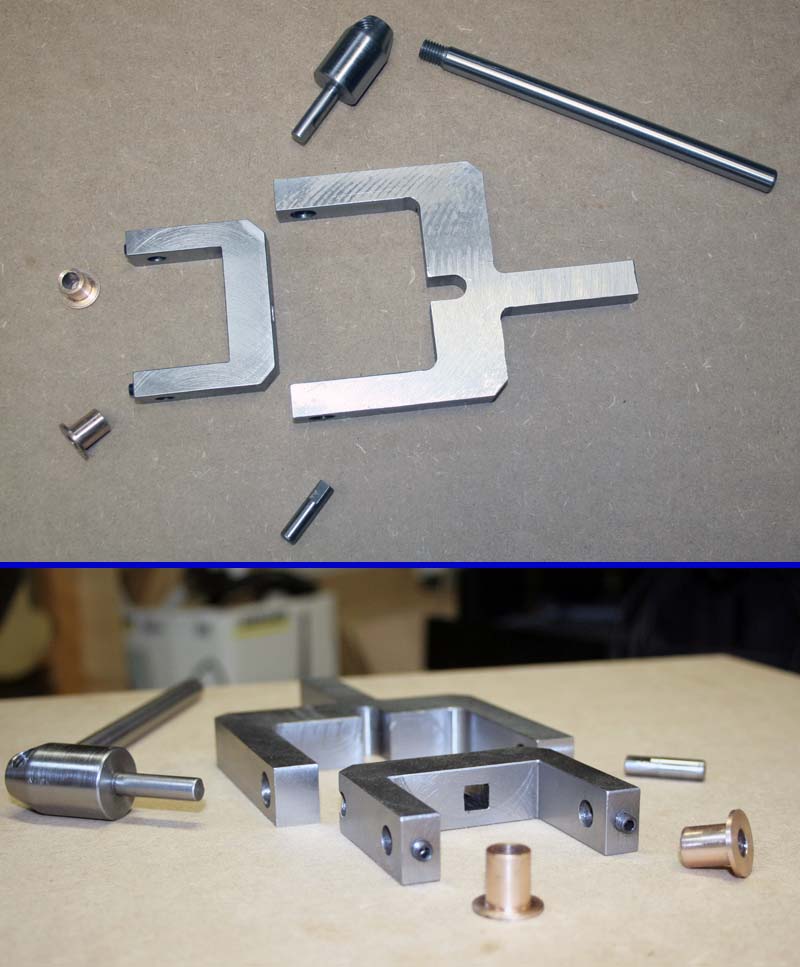
La suite de la fabrication.
Le bout de matière brute et la "maquette" taillée aux côtes externes de la pièce.
Pour enlever la partie centrale, cette fois ci j'ai taillé dans la masse. L'ouverture fait 53 mm de large, ma fraise fait 50 mm de Ø.
J'ai d'abord usiné par passe de 3mm sur la largeur de la fraise par un mouvement en Y (avant/arrière), centrée sur mon ouverture, puis de chaque coté j'ai enlevé les 1.5mm restants en usinant avec le coté de la fraises ; passes de la hauteur de la plaquette (16mm) sur 1.5 mm de large.


la pièce après les différents perçages (fastidieux)


La pièce carrée rapportée qui devais fermer le trou carré de 8mm pour le passage de l'outil ne me plaisait guère, fragilisation de la pièce, risque de déformation à la soudure ... j'ai donc changé d'idée et ai fait un trou carré. J'ai également supprimé un des 2 trous taraudés M6 fixant l'outil, pas assez de matière restante en mettant 2 vis.
Pour commencer, j'ai percé à 8, puis j'ai grignoté le métal de la même façon que pour faire une rainure de clavette dans un alésage.
J'utilise un outil de tour et je me sert du mouvement manuel en Z (droite/gauche) pour enlever de la matière par brochage.(évidemment le mandrin ne tourne pas)
l'outil: (outil à rainurer bidouillé)

Le montage dans le tour:
J'utilise le mandrin 4 mors pour tenir la pièce, je la met en place au niveau puis je bloque le frein du tour. (notez le vérin pour empêcher la déformation au serrage)
le chariot transversal et le réglage de la hauteur d'outil me permettent de positionner mon outil ; j'enlève 1/10mm par passage. .. j'ai oublié de faire d'autres photos une fois que c'était en cours ...

Comme je souhaite que l'outil n'ai que le minimum de jeu dans le trou, j'ai arrêté un poil avant que le barreau d'acier rapide de 8x8 ne rentre dans le trou.

Pour le calibrage final, j'ai affuté un barreau de 8x8 puis je l'ai fait rentrer en force (au marteau, tout en contrôlant l'équerrage après chaque coup au départ), ce qui m'a enlevé juste ce qui manquait pour que l'outil rentre avec un glissement doux et sans jeu.



voila, fini pour ce soir
La suite sera du tournage
++
David
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Jeu 29 Sep 2011 - 23:17
dh42 Jeu 29 Sep 2011 - 23:17
Suite et fin de ce sujet.
Tournage des bagues en laiton
puis de l'axe du bas, tiré d'une vis CHc M12 (allez savoir pourquoi j'ai coupé 2 vis au lieu d'une ..

Fabrication de l'axe supérieur
Je commence par mettre un bout de barre au Ø extérieur (25), puis je le coupe à la scie à ruban


Réglage du chariot porte outil à 20° pour tourner le cône.

et une vidéo de l'usinage du cône.
Usinage de l'axe

Puis perçage et taraudage pour la poignée.


L'axe supérieur terminé.

Tournage du levier.
L'image en médaillon montre en détail l'entrée pour la filière, le petit Ø permet de guider la filière (à main) afin qu'elle ne parte pas en travers, le bout de cône facilite le démarrage du filetage.


L'ensemble des pièces
Après sablage des U et montage.

En utilisation


L'outil est d'abord réglé dans l'appareil pour un Ø donné (ici 40mm) avec une jauge de profondeur.
Le chariot porte outil est incliné à 45°, c'est lui qui me permettra d'effectuer la prise de passe.
Je viens ensuite tangenter au Ø de ma pièce, l'outil étant perpendiculaire à l'axe de rotation, puis je verrouille le chariot transversal (dans mon cas il n'y a pas de verrouillage sur ce chariot, donc je met ma visu à 0 pour l'axe X, histoire de pouvoir revenir à cette position si nécessaire.)
Ensuite, je me déplace en Z (à droite) en début de pièce, je met mon appareil à 90° (l'outil dans l'axe de rotation du tour), puis je viens tangenter en bout de pièce. Je bloque mon axe Z (ici il y a un verrouillage mécanique).
Je met également à 0 le Z0 (l'axe du chariot porte outil), puis je le recule cet axe de façon à ce que l'appareil puisse tourner sans que l'outil ne touche la pièce.
La prise de passe se fait en déplaçant le chariot porte outil, l'usinage est fini lorsque j'atteins le 0 sur cet axe. Une butée mécanique serait utile pour de la série, il faudra que je vois si je peux faire un truc simple pour ça.
Une demi sphère en CP

++
David
Dernière édition par dh42 le Lun 25 Nov 2013 - 21:43, édité 1 fois
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() bobby5169 Ven 30 Sep 2011 - 10:22
bobby5169 Ven 30 Sep 2011 - 10:22
C'est pas bien d'enlever les copeaux à la main!!

Sinon une fois de plus très belle réalisation.
Ca me rappelle mes cours d'usinage au lycée. Et ça me manque.

bobby5169- petit nouveau

- Messages : 25
Points : 73
Date d'inscription : 18/05/2011
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Ven 30 Sep 2011 - 18:22
dh42 Ven 30 Sep 2011 - 18:22
bobby5169 a écrit:BOUUH!!!!!!!!!!!!
C'est pas bien d'enlever les copeaux à la main!!
Je sais, mais je me fait vieux, avec les pieds je n'y arrive plus
++
David
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() c.phili Sam 1 Oct 2011 - 21:20
c.phili Sam 1 Oct 2011 - 21:20
J'aime bien le principe, j'en ai bien fabriqué un qui me permet de faire des plus grosses boules mais qui m'oblige a démonter mon chariot tandis que là il peut rester monter sur le porte outil, ça me ferait gagner pas mal de temps et 50mm c'est plus que suffisant pour les poignées.
Je l'ai en tout cas mis dans mes projets futurs.
Ha j'allais oublier, très belle réalisation David.
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur
- Messages : 3572
Points : 7575
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Sam 1 Oct 2011 - 23:33
dh42 Sam 1 Oct 2011 - 23:33
Oui, c'est ce qui me plaisait dans ce modèle, le fait de pouvoir le monter rapidement sur la tourelle rapide, d'autant plus que c'est pour de la (petite) série, et qu'il y a d'autres opérations d'usinage à faire sur la pièce, et elle ne doit pas être démontée, donc c'est l'outil qui doit changer en cours de fabrication, je ne peux pas faire les sphères seules en dernier.
Par contre, je ne l'ai pas essayé dans du métal, j'ignore comment il se comportera
++
David
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() diomedea Sam 1 Oct 2011 - 23:40
diomedea Sam 1 Oct 2011 - 23:40
Je n'ai pas de fraiseuse, mais j'ai des idées!
Merci pour les plans, je pense qu'il devrait également être possible de reproduire cet appareil en mécano souder! :siffle2:
Amicalement
JP

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Sam 1 Oct 2011 - 23:49
dh42 Sam 1 Oct 2011 - 23:49
diomedea a écrit:Bonsoir à tous les deux
Je n'ai pas de fraiseuse, mais j'ai des idées!
Merci pour les plans, je pense qu'il devrait également être possible de reproduire cet appareil en mécano souder! :siffle2:
Amicalement
JP
Bonsoir JP,
Oui, ou peut être simplement perceuse à colonne / scie (+ muscles
Si c'est pour usiner uniquement du bois, je suppose que ça pourrait même se faire en alu sans risque de tout plier.
++
David
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() c.phili Dim 2 Oct 2011 - 19:59
c.phili Dim 2 Oct 2011 - 19:59
Bon mon dessin est vite fait mais explicite.
[img]
 [/img]
[/img]_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3572
Points : 7575
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Lun 3 Oct 2011 - 0:41
dh42 Lun 3 Oct 2011 - 0:41
Il y au aussi cette possibilité pour faire dans le luxe

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() c.phili Lun 3 Oct 2011 - 18:21
c.phili Lun 3 Oct 2011 - 18:21
Mais attend la fabrication

_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3572
Points : 7575
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication d'un appareil à tourner les sphères
![]() Dan32 Ven 9 Déc 2011 - 1:07
Dan32 Ven 9 Déc 2011 - 1:07
Comme à chaque fois, travail très impressionnant et que de détails, Bravo
@+ Dan.

Dan32- très actif

- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 66
Localisation : Belgique (région Charleroi)
Re: Fabrication d'un appareil à tourner les sphères
![]() la bricole Ven 9 Déc 2011 - 10:07
la bricole Ven 9 Déc 2011 - 10:07
David je crois que Philippe à Lancé un concours de la plus belle fabrication
" Ca va Péter Colonel " ( avec l'accent)

Cdlt
Pierre
la bricole- complétement accro
- Messages : 631
Points : 1641
Date d'inscription : 07/10/2009
Age : 67
Localisation : CHERBOURG
Re: Fabrication d'un appareil à tourner les sphères
![]() c.phili Ven 9 Déc 2011 - 18:44
c.phili Ven 9 Déc 2011 - 18:44

_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3572
Points : 7575
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication d'un appareil à tourner les sphères
![]() dh42 Ven 9 Déc 2011 - 18:59
dh42 Ven 9 Déc 2011 - 18:59
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un appareil à tourner les sphères
![]() jeanalvitre Jeu 15 Déc 2011 - 22:46
jeanalvitre Jeu 15 Déc 2011 - 22:46
Super cours sur l'Usinage!
Merci..
J.

jeanalvitre- posteur Régulier

- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» tournage , matière première et fabrication appareil tournage sphérique
» Qui peut tourner ça ?
» Débuter sur mon tour MULTIREX
» Tourner des métaux de récupération