






Tour à métaux : bon pour le service ?
Page 4 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 Re: Tour à métaux : bon pour le service ?
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Jeu 15 Nov 2012 - 5:51
bricoleux Jeu 15 Nov 2012 - 5:51
Guillaume, pour mesurer la courroie, j'ai mis le moteur à mi course.
TlC (?), merci pour le lien. c'est bien juste, il y a sur mon tour une plaque quasi illisible, mais SouthBend, ça colle.
pas si illisible que cela :

si on zoom un peu, on sait lire :
"Lengh of bed 4
Catalog No 818/AN
Soth Bend Lathe Works U.S.A."
super lien, on y trouve plein de renseignements. Il y a même un club....
a+
Bernard
bricoleux- complétement accro

- Messages : 3700
Date d'inscription : 25/03/2012

Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Ven 16 Nov 2012 - 18:27
brise-copeaux Ven 16 Nov 2012 - 18:27
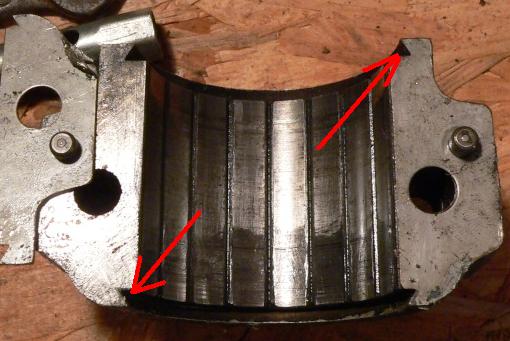
Je vois que tu as eu un petit problème avec ta courroie, sur les paliers tu aurais du mettre une bande de feutrine pour retenir l'huile de fonctionnement, il n'y a pas de graisseur dessus mais des huileurs...je confirme c'est bien fonte sur acier c'était assez courant en fait ça use moins vite que le bronze même par manque d'huile et l'autre avantage l'échauffement et plus long.
Ici il fallait mettre de la feutrine, ou mettre de la tresse presse étoupe;
http://www.bigship.com/catalogue/presses-etoupe/tresse-presse-etoupe-o-6mm
@ +
Tes huileurs sons ici...mettre de huile moyenne épaisse...genre huile de boite de vitesses auto

Dernière édition par brise-copeaux le Ven 16 Nov 2012 - 19:05, édité 1 fois

brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Ven 16 Nov 2012 - 18:48
bricoleux Ven 16 Nov 2012 - 18:48
merci pour ta réponse.
tu dis "j'aurais du mettre de la feutrine".
quand j'ai démonté, c'était comme sur la photo, il n'y en avait pas.
je me suis dit qu'au contraire, l'huile arrivait par la rainure.
mais s'il faut en mettre, les paliers ne sont pas encore serrés.
a +
Bernard

bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Ven 16 Nov 2012 - 19:13
brise-copeaux Ven 16 Nov 2012 - 19:13
Oui il faut en mettre sinon toute ton huile fou le camp en une nuit, je te mets un lien pour du presses étoupe, essaie de mettre la coupe en haut.
http://www.bigship.com/catalogue/presses-etoupe/tresse-presse-etoupe-o-6mm
Si tu veux faire des bonnes finitions avec se tour fait tes passes de finitions en tournant a l'envers.
@ +
brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Sam 17 Nov 2012 - 2:27
bricoleux Sam 17 Nov 2012 - 2:27
des passes à l'envers ? donc tourner dans l'autre sens ? et l'outil ?
(là je suis dépassé...)
B.
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Sam 17 Nov 2012 - 10:27
brise-copeaux Sam 17 Nov 2012 - 10:27
bricoleux a écrit:merci pour le lien.
des passes à l'envers ? donc tourner dans l'autre sens ? et l'outil ?
(là je suis dépassé...)
B.
Bah pour l'outil il faut le retourner ....mettre la coupe vers le bas " vers le banc " et bien sûr la coupe à l'axe, et pour cela il faut avoir des outils coupe à gauche.
PS: mets du fuel dans tes huileurs avant de mettre le presse étoupe....c'est pour savoir si les trous ne sont pas bouchés.
@ +
brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 16 Déc 2012 - 11:52
bricoleux Dim 16 Déc 2012 - 11:52
après un moment de "jachère", j'ai entrepris de re monter mon tour.
comme le but de ce demontage/nettoyage etait principalement "comprendre son fonctionnement", j'ai une question, sans doute bien basique :
à quoi sert la rainure tout au long de la vis mère ?
merci.
bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Dim 16 Déc 2012 - 17:49
brise-copeaux Dim 16 Déc 2012 - 17:49
bricoleux a écrit:Bonjour à tous,
à quoi sert la rainure tout au long de la vis mère ?
merci.
bernard
Salut,
C'est pour l'avance automatique, sur cette vis mère tu a une douille avec une clavette intérieur qui va dans la rainure, et sur cette douille aussi il y a un pignon sur l'extérieur qui communique avec d'autre pignons dans le trainard pour l'avance longitudinales et transversales.
@ +
brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() zarok Dim 16 Déc 2012 - 18:25
zarok Dim 16 Déc 2012 - 18:25

zarok- complétement accro
- Messages : 835
Points : 1940
Date d'inscription : 03/05/2012
Age : 28
Localisation : DUNKERQUE 59
Re: Tour à métaux : bon pour le service ?
![]() gillou.41 Mar 18 Déc 2012 - 18:22
gillou.41 Mar 18 Déc 2012 - 18:22
vraiment sympa ce tour quand la resto sera finie sur qu'il rendra de bons services
a propo de la courroie plate j'ai regardé dans mes trésors j'en ai une de 1500 neuve
et de bonne qualitée si ça pourrai faire l'affaire je te l'envoie gracieusement je
m'en servirai jamais. mecaniquement cela fait que 60mm de plus a voir.....
cordialement gillou.

gillou.41- petit nouveau

- Messages : 20
Points : 53
Date d'inscription : 08/12/2012
Age : 68
Localisation : versailles
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Mar 18 Déc 2012 - 18:51
bricoleux Mar 18 Déc 2012 - 18:51
merci brise copeaux, je ne comprend pas tout ce que tu as écrit, mais je sais que c'est pour les 2 avances !
zarok, oui, quand je serai plus loin. je suis en congé la semaine prochaine, je devrai avancer.
Gillou,
je te remercie chaleureusement de ta proposition.
je vais regarder si je sais gagner qq cm,d'une manière ou l'autre.
si oui, et si tu es vraiment sur de ne jamais en avoir besoin, je te communiquerai mes coordonnées par MP.
bonne soirée tout le monde, je vais me refroidir un peu dans le garage-atelier.
Bernard
edit : Gillou, j'ai écrit des conneries, ta courroie étant plus grande et non pas plus petite, c'est bon.
penses tu qu'on puisse la raccourcir, ou devrais je surélever le tour ?
en largeur, elle doit faire 3cm ou moins.
une autre info : je me suis inscrit sur le site Lath WorkBench dont le lien m'a été transmis !
quelle erreur : des centaines et des centaines de mails! sur le sujet. j'ai du mettre l'adresse dans mes spams.
les americains ne fonctionnent pas comme nous.
par contre je sais maintenant que ce type de tour est très (re)connu !
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Mar 18 Déc 2012 - 21:11
brise-copeaux Mar 18 Déc 2012 - 21:11
bricoleux a écrit:Bonsoir à tous,
merci brise copeaux, je ne comprend pas tout ce que tu as écrit, mais je sais que c'est pour les 2 avances !
Salut,
Il va falloir avoir un esprit un peu plus mécanique...a moins que tu connaisses pas les termes
Par ce que pour moi c'est écrit assez clairement.
donc je remets se que jais écrit:
C'est pour l'avance automatique, sur cette vis mère tu a une douille avec une clavette intérieur qui va dans la rainure, et sur cette douille aussi il y a un pignon sur l'extérieur qui communique avec d'autre pignons dans le trainard pour l'avance longitudinales et transversales.
Et en plus j’ai pris la peine de te faire un petit croquis assez simplifié, après le pignon vert il y en a d'autre dans le trainard.
Si avec sa tu comprends pas dit le.

brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Mar 18 Déc 2012 - 21:24
bricoleux Mar 18 Déc 2012 - 21:24
merci pour ta patience, tu as parfaitement écrit les choses, mais ce sont des mots dont je ne vois pas le sens.
le dessin est lumineux.
après, si je relis, je comprends.
mais c'est vrai que je n'ai aucune base en mécanique, donc une vis qui en fait tourner une autre perpendiculaire, pour moi c'est une énigme (enfin, c'était).
par contre le dessin est vraiment un langage universel.
encore merci, bonne soirée
bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() Ynem Mar 18 Déc 2012 - 22:39
Ynem Mar 18 Déc 2012 - 22:39
Effectivement, un bon nettoyage avant tout ne serait pas un luxe !!!
Ensuite, pour la courroie, en plus des conseils qu'on t'a déjà donné, tu peux rajouter du poids pour la tendre plus, ou un ressors.
Question outils, je pense que si tu utiliserais le manche de l'outils, ça couperait plus !!!
Ton outils doit être complètement nase, un bon affûtage s'impose.
D'autre part, si tu tournes à petite vitesse, une lubrification arrangerait aussi les choses.
Ainsi que la qualité de l'acier, l'acier doux n'est pas l'idéal non plus.
Ensuite, plus que tu tourneras plus tu prendra de l'assurance.
On ne devient pas tourneur du jour au lendemain, même avec une baguette magique.

@+ Ynem

Ynem- très actif

- Messages : 336
Points : 852
Date d'inscription : 11/12/2012
Localisation : Alsace
Re: Tour à métaux : bon pour le service ?
![]() ledzep Mar 18 Déc 2012 - 23:15
ledzep Mar 18 Déc 2012 - 23:15
J-Jacques, pour éclairer ma lanterne, la clavette est filetée?
Dans le cas d' un trainard solidaire de la vis mère la translation sera toujours présente?
Amicalement.
Gérald.

ledzep- complétement accro
- Messages : 1593
Points : 3553
Date d'inscription : 03/08/2010
Age : 71
Localisation : Seine-Maritime.
Re: Tour à métaux : bon pour le service ?
![]() gillou.41 Mer 19 Déc 2012 - 17:02
gillou.41 Mer 19 Déc 2012 - 17:02
la courroie est prête a être postée pour répondre aux questions:
la largeur fait pas plus de 3 cm couper la courroie pour la réduire
la renderai inutilisable. a mon avis il faut voir sur place pour adapter
la meilleur solution.
j'attemps l'adresse pour l'expédier.
a plus gillou.
gillou.41- petit nouveau
- Messages : 20
Points : 53
Date d'inscription : 08/12/2012
Age : 68
Localisation : versailles
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Mer 19 Déc 2012 - 17:33
brise-copeaux Mer 19 Déc 2012 - 17:33
Non, cette clavette sers tout simplement pour faire tourner la douille, la douille est lisse a l'intérieur comme a l'extérieur elle est monter dans un support sur le trainard.ledzep a écrit:Bonsoir à tous,
J-Jacques, pour éclairer ma lanterne, la clavette est filetée?
Ici image pris sur Usinage.com...j'ais pas trouver mieux...Merci a J.F
On vois la douille avec sa clavette, sur la clavette on vois un petit pion qui va a l'intérieur de la douille; sur la douille on vois le petit trou pour le pion. Le tout sera monter soit sur une barre d'avance "barre lisse avec une rainure" ou vis mère avec une rainure

Ici la douille dans son emplacement sur l'arrière du trainard et on comprend mieux le principe de fonctionnement avec le renvoi d'angle.
En -1- j'ai rajouter se qui pourrait être une barre d'avance ou une vis mère avec rainure.
En -2- la clavette...mais à l'intérieur de la douille.

Donc t'ens que l'on enclenche rien avec les manettes d'avance tout tourne dans le vide en permanence.
ledzep a écrit:
Dans le cas d' un trainard solidaire de la vis mère la translation sera toujours présente?
Amicalement.
Gérald.
Non une vis mère ou barre d'avance n'est jamais solidaire au trainard c'est a l'opérateur par l'intermédiaire de ses manettes sur le devant du trainard qui le rend solidaire.
Pour un filetage il faut une noix, une noix c'est un écrou fendu en deux, ses deux demi noix sont monter sur des petites glissières et un système mécanique qui permet de les fermer ou ouvrir.
Ici la noix est ouverte donc aucune prise avec la vis mère, donc la vis mère tourne dans le vide.

Ici la noix est fermer donc en prise avec la vis mère et selon la rotation de celle ci par rapport a la rotation du mandrin on va pouvoir créer un filetage.
C'est une histoire de calcul de rapport de pignon pour avoir le pas souhaiter qui prends en compte le pas de la vis mère.

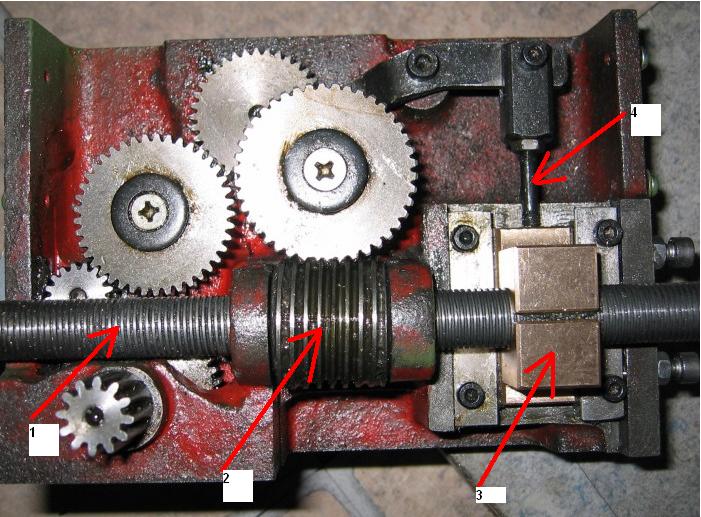
Pour résumer il y a 3 systèmes mécaniques pour les avances, la barre d'avance avec rainure et renvoi d'angle, la vis mère avec rainure sur le même principe que la barre d'avance, et le principe de la vis sans fin comme ici en dessous.
-1- vis mère avec rainure...on ne la vois pas dommage.
-2- vis sans fin, a l'intérieur il y a une clavette aussi, la transmission du mouvement change mais le principe reste le même que le renvoi d'angle.
-3- la noix pour filetage
-4- verrouillage de sécurité, car il ne faut pas que l'on puisse enclencher la manette d'avance pendant que l'on exécute un filetage...c'est la casse assurer dans le trainard ou boite d'avance.
Idem pour l'avance quand on usine on ne doit pas pouvoir enclencher la noix.
J'espère que tu vas pouvoir avancer pour la compréhension des différents systèmes.
J'ai documenter un maximum c'est plus faciles pour comprendre...grand merci à Usinage.com dont j'ai pris ses documents.
Si c'est toujours pas très claire dit le...je trouverai bien un moyen pour que tu comprennes.
@ +
brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() ledzep Mer 19 Déc 2012 - 22:42
ledzep Mer 19 Déc 2012 - 22:42
J' ai bien saisi tes explications, les photos en plus, extra. Que ce soit avec des pignons coniques ou une vis sans fin le système de translation reste le même à la base.
Pour la noix je comprends bien maintenant.
La boîte d' avance peut être comparée à un réducteur?
Bernard, désolé si j' ai un peu empiété sur ton sujet, j' espère que cela ne t' as pas trop ennuyé.
Amicalement.
Gérald.
ledzep- complétement accro
- Messages : 1593
Points : 3553
Date d'inscription : 03/08/2010
Age : 71
Localisation : Seine-Maritime.
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Jeu 20 Déc 2012 - 12:22
bricoleux Jeu 20 Déc 2012 - 12:22
avec tous mes remerciements, je t'envoie mes coordonnées en MP.
Gerald,
je suis ravi que tu aies "empiété", l'explication de brise copeaux est un régal pour moi (je n'ai pas encore nettoyé-remonté" cette partie là.
et merci à brise copeaux pour ses explications.
normalement, dans 15 jours, il devrait tourner (c'est le cas de le dire).
a+
Bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Jeu 20 Déc 2012 - 14:41
bricoleux Jeu 20 Déc 2012 - 14:41
si je comprends bien (à cause de ce que tu dis sur la sécurité)
-car il ne faut pas que l'on puisse enclencher la manette d'avance pendant que l'on exécute un filetage-
on déclenche le mouvement de deux manières différentes si on veut fileter ou cylindrer ?
pourtant on est sur la même vis mère ...
(mais sur mon tour effectivement, on peut soit serrer un bouton en étoile, soit lever une manette-voir image ci dessous)

je pense que la troisième manette bascule entre l'avance longitudinale et transversale, le troisième point = pas de mouvement.
merci.
Bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Jeu 20 Déc 2012 - 19:31
brise-copeaux Jeu 20 Déc 2012 - 19:31
Comme tu la démonter, tu devrais voir se système de verrouillage souvent c'est a l'intérieur dans le trainard.
Pour moi la mollette "flèche bleu" c'est pas une manette c'est sans doute un système pour mettre de la pression sur l'avance pour ne pas que ça se déclenche en forte passe.
Pour moi les seuls manettes c'est celle au milieu pour l'avance dans les deux sens et l'autre tout a droit pour le filetage.
Comme dit plus haut on ne doit pas pouvoir les enclenchées les deux en même temps...
tu peux faire l’essai sans mettre en route ...tu verras bien.
@ +
brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Jeu 20 Déc 2012 - 20:01
bricoleux Jeu 20 Déc 2012 - 20:01
oui, je vais tout nettoyer, mais démonter le moins possible, il ne faut pas se surestimer!
quelque chose m'échappe : je n'ai qu'une vis mère.
donc avance et filetage y sont liés. il y a deux mécanismes différents suivant le cas ?
(peut être un en prise directe, l'autre pas ???)
a+
B.
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() c.phili Jeu 20 Déc 2012 - 20:20
c.phili Jeu 20 Déc 2012 - 20:20
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -

Re: Tour à métaux : bon pour le service ?
![]() bricoleux Jeu 20 Déc 2012 - 20:22
bricoleux Jeu 20 Déc 2012 - 20:22
j'espère que la dernière question ne s'adresse pas à moi ...
Bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() c.phili Jeu 20 Déc 2012 - 20:47
c.phili Jeu 20 Déc 2012 - 20:47
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Page 4 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Un équipement pour mon tour à métaux multirex
» outillage pour tour à métaux
» Demande conseils pour tour à métaux
» conseil variateur pour tour a metaux