






Tour à métaux : bon pour le service ?
Page 1 sur 5 • 1, 2, 3, 4, 5 

 Tour à métaux : bon pour le service ?
Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 13:35
bricoleux Dim 4 Nov 2012 - 13:35
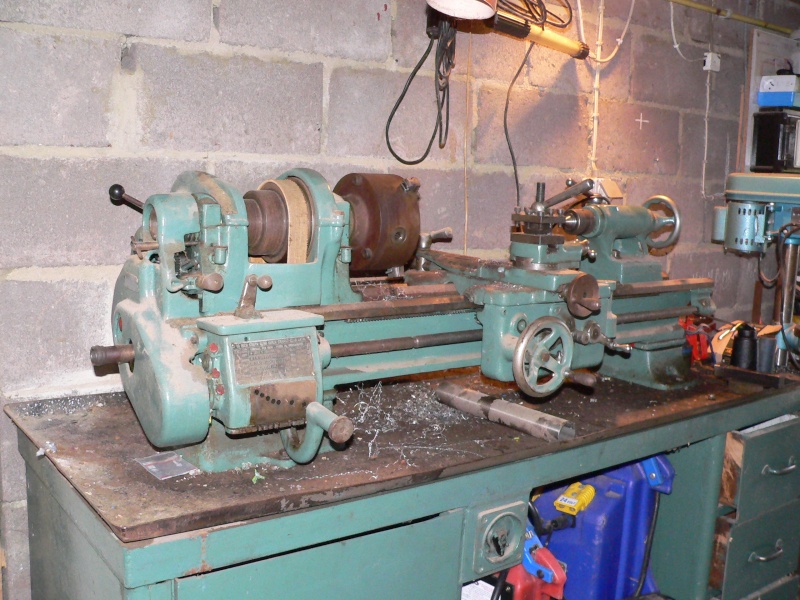
à force de lire des posts et de suivre des reportages où on utilise un tour, je me dis que c'est un outil fort utile pour un bricoleur, et qu'il ouvre bien des portes si on sait s'en servir.
je possède un tour depuis de nombreuses années (voir photos), mais ne l'ai jamais vraiment utilisé parce que je n'obtiens pas des résultats satisfaisants.
il faut dire que la vitesse de rotation est faible, de toutes manières, et que le système d'entrainement patine sitôt qu'il y a une petite charge (courroie plate à l'ancienne).
ma question est la suivante :
le tour que je possède semble-t-il valable, vaut il la peine que je tente de l'améliorer, et de m'améliorer moi-même
ou,
le tour ne vaut rien, même un tourneur aguerri n'en tirerait rien.
dans ce cas, ne faudrait il pas en trouver un éventuellement basique, plus petit, mais qui correspondrait aux pratiques actuelles ?
merci de vos conseils.
bernard
ps : mes attentes sont
- cylindrer, fileter, faire une bague, des choses comme cela.






bricoleux- complétement accro

- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique

Re: Tour à métaux : bon pour le service ?
![]() Totem Dim 4 Nov 2012 - 13:46
Totem Dim 4 Nov 2012 - 13:46
Ben moi je trouve qu'il est bien sympatique ce petit tour!
Déjà, pour les courroies, tu peux acheter un aérosol d'adhérence, c'est très efficace.
Tu ne montres pas les outils de tournage que tu utilises, mais quelque chose me dit, qu'il y a plus de chances que tes ennuis viennent de là que de ton tour...
++
Lionel

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 14:06
bricoleux Dim 4 Nov 2012 - 14:06
merci pour ta réponse.
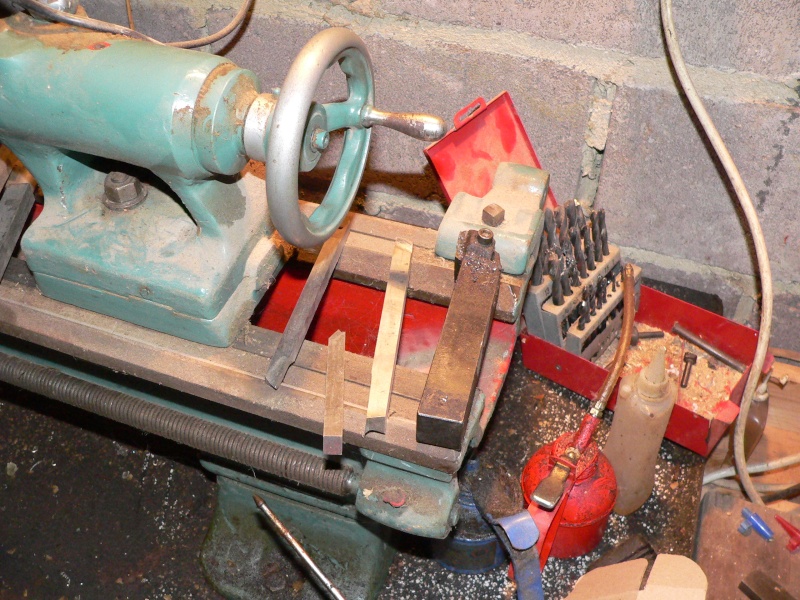
je joins trois photos avec les outils que je possède. ils étaient avec le tour lors de l'achat.
déjà, je ne sais pas s'il faut employer les outils creusés dans une barre d'acier, ou ceux avec pastilles rapportées (je suppose que la vitesse doit être différente).
ensuite, les outils les plus gros n'entrent pas dans le porte outil (trop épais).
chaque fois que j'essaie de cylindrer, j'obtiens une surface rugueuse, un peu comme des filets très rapprochés, mais pas du tout une surface lisse. mauvaise vitesse de rotation ? (mais je n'en ai que trois).
B.
edit : je crois que je ne suis pas dans la bonne rubrique, mais je ne sais pas comment déplacer le sujet.


bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() BICKFORD Dim 4 Nov 2012 - 14:37
BICKFORD Dim 4 Nov 2012 - 14:37
BICK

BICKFORD- complétement accro
- Messages : 845
Points : 1923
Date d'inscription : 07/06/2012
Age : 40
Localisation : LORRAINE / NANCY
Re: Tour à métaux : bon pour le service ?
![]() KY260 Dim 4 Nov 2012 - 15:29
KY260 Dim 4 Nov 2012 - 15:29
de meme, neooties tes glissieres et huiles les.
ensuite, si ça machouille, pas 36 solutions,
1- tu est trop bas en regime,
2- tu es trop loin de ton mandrin et la flexion de la piece fout le dawa
3- tes outils ne sont pas adaptés.
4- tu as une matiere "merdeuse"
5- tranchant qui n'est pas à la bonne hauteur
donc, à voir
dans tous les cas, ton tour me semble tres bien, ça semble etre l'un des derniers à courroies, avant banc primatique, donc du materiel deja tres tres correct.
donc, dans un premier temps, donne nous quelques indications, diametre à usiner, outils, fait quelques photos.

KY260- complétement accro
- Messages : 1087
Points : 2251
Date d'inscription : 27/01/2012
Localisation : 89
Re: Tour à métaux : bon pour le service ?
![]() Totem Dim 4 Nov 2012 - 15:31
Totem Dim 4 Nov 2012 - 15:31
ensuite, si ça machouille, pas 36 solutions,
1- tu est trop bas en regime,
2- tu es trop loin de ton mandrin et la flexion de la piece fout le dawa
3- tes outils ne sont pas adaptés.
4- tu as une matiere "merdeuse"
5- tranchant qui n'est pas à la bonne hauteur
donc, à voir
Très juste Fred, j'ajouterais encore deux choses: les outils mal affûtés, ou la vitesse d'avance pas adaptée (d'après moi, le plus probable!)
Comme l'a dit Fred, une ou plusieurs photos pendant l'usinage, et de la pièce finie, aideraient bien à cerner le problème!
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 16:17
bricoleux Dim 4 Nov 2012 - 16:17
je suis déjà bien aise de savoir que ce tour semble correct.
je vais donc m'appliquer.
pour répondre :
- la courroie est bien tendue, c'est le moteur qui, monté sur un axe, la tend par son propre poids.
par contre, elle est en cuir, toute dure, et patine dès que je ne suis plus sur la toute petite vitesse.
y a t il moyen de mettre une autre courroie, plus moderne ?
- 3 vitesses, c'est assez ?
- avec un tour pareil, j'utilise les outils à plaquettes rapportées ou les autres?
- petite ou grande vitesse ?
- avancement rapide ou lent ?
en fait, j'arrive à cylindrer plus ou moins bien, mais je prends un mini mini copeau, et j'avance de 1 cm à la minute, peut être moins.
pouvez vous me donner une idée des vitesses pour un diamètre donné ? j'essaierai avec cela.
merci
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() xav58 Dim 4 Nov 2012 - 16:39
xav58 Dim 4 Nov 2012 - 16:39
une petite question en passant ,
as tu le meme etat de surface quand tu usines de droite a gauche et du diametre exterieur au centre ?
amicalement

xav58- très actif

- Messages : 227
Points : 772
Date d'inscription : 25/08/2011
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 16:41
bricoleux Dim 4 Nov 2012 - 16:41
plutôt meilleur de l'extérieur vers le centre. mais rugueux quand même.
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() xav58 Dim 4 Nov 2012 - 16:52
xav58 Dim 4 Nov 2012 - 16:52
donc facile a resoudre .
commencais par un bon nettoyage , huillage et resoudre ta courroie .... apres ca tourneras tout seul !!
xav58- très actif
- Messages : 227
Points : 772
Date d'inscription : 25/08/2011
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 17:05
bricoleux Dim 4 Nov 2012 - 17:05
un petit briefing sur les vitesses à utiliser serait le bienvenu ...
B.
ps : voici ce que j'obtiens. on voit que l'etat de surface laisse fortement à desirer, dans le cas d'un petit cylindre sans ambition particulière.


bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() c.phili Dim 4 Nov 2012 - 17:43
c.phili Dim 4 Nov 2012 - 17:43
Il y a un forum sur les vieilles machines à courroies, va y faire un tour tu y trouveras certainement des infos.
Dis-toi bien que ce tour ne demande qu'a faire de belle pièce comme il le faisait certainement autrefois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -

Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 18:00
bricoleux Dim 4 Nov 2012 - 18:00
merci pour tes encouragements.
je ne vois nulle part ce qui me donnerait acces à plus de vitesses.
il existe un levier, qui met en contact 2 engrenages, de diam. différents, sur des engrenages correspondant au niveau des 2 paliers de la poupée fixe.
cela a pour resultat de bloquer completement la rotation, je ne sais pas pourquoi d'ailleurs.
les autre manettes font varier le sens et la vitesse de la vis mère.
cdlmt.
bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() chris74 Dim 4 Nov 2012 - 18:04
chris74 Dim 4 Nov 2012 - 18:04
bricoleux a écrit:bonsoir,
il existe un levier, qui met en contact 2 engrenages, de diam. différents, sur des engrenages correspondant au niveau des 2 paliers de la poupée fixe.
cela a pour resultat de bloquer completement la rotation, je ne sais pas pourquoi d'ailleurs.
les autre manettes font varier le sens et la vitesse de la vis mère.
cdlmt.
bernard
C'est le système harnais/volé, il faut débrayer la grande poulie pour avoir les "petites" vitesses
Sur ce genre de tour il ne faut pas utiliser des outils à plaquettes carbure, il ne tourne pas assez vite, des outils en acier rapides sont très suffisants.
Ne crois tu pas qu'il faudrait commencer par un nettoyage en règle afin de mesurer les jeux et usure ?
C'est vrai que la peinture on s'en fout ,mais ton tour est quand même dans un état de saleté assez important, le nettoyage /réglage ,te permettra de mieux comprendre son fonctionnement
Pour la courroie en cuir, si elle a été aussi bien entretenu que le reste ,il y a des forte chance pour qu'elle est séchée et qu'on ne puisse plus la tendre. Vérifie son état et essaie de nourrir le cuir afin de lui rendre un peu de sa souplesse.

chris74- acharné du forum

- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Tour à métaux : bon pour le service ?
![]() Totem Dim 4 Nov 2012 - 18:11
Totem Dim 4 Nov 2012 - 18:11
La seule chose, c'est qu'il faut une meule spéciale (verte) pour les affûter.
Si ton tour tourne effectivement si doucement, c'est que tu reste en harnais, déjà pour avoir un meilleur état de surface il faut mettre la volée avec le fameux levier. Ca doit être grippé quelque part, mais certeinement pas cassé si tu arrives encore à l'actionner!
Pour les vitesses de rotation, faut pas se compliquer la vie, tant que tu fais de la pièce 'normale' qui rentre dans ces mors-là, tu restes en volée et sur la courroie du milieu, tu pourras changer le jour ou tu as vraiment quelque chose de gros à passer!
Pour les avances, 0.05mm par tour environ en finition, 0.1 en ébauche.
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Dim 4 Nov 2012 - 18:23
brise-copeaux Dim 4 Nov 2012 - 18:23
Du même avis que tout les intervenants au dessus, se tour est pas mal du tout je dirais même très potable, maintenant il demande peut être une bonne révision c'est même probable.
Pour le patinage je verrais plus une courroie bien tendu que le moteur flottant, vu qu'il n'y a pas de grandes vitesses il faut travailler avec des barreaux HSS...mais faut un savoir faire pour les affuter.
En plus tu a de la chance car derrière tu a le système pour faire du tournage conique en automatique ......et ça c'est le pied.
PS: ne laisse pas trainer tes outils sur le banc.
@ +

brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 18:27
bricoleux Dim 4 Nov 2012 - 18:27
effectivement, le tour n'est pas très soigné. cela fait 20 ans qu'il se repose dans mon garage, comme je n'arrive pas (et pourtant, à une époque ou les forums n'existaient pas), j'ai bouquiné, essayé, essayé ...
alors je n'ai pas pris le temps de le bichonner.
mais il n'est pas en si mauvais etat que cela, il tourne de temps en temps (en général pour dérouiller une pièce cylindrique avec un papier abrasif), toutes les manettes et manivelles fonctionnent.
et je vais m'en occuper pour, comme dit Chris, mieux comprendre son fonctionnement.
mais j'ai toujours pensé qu'il n'en valait pas la peine.
pour le harnais, je fais comment ? la manette s'engage fort facilement, mais les 2 couples d'engrenages sont enclenchés ensemble, ce qui bloque la rotation.
comment debrayer le harnais ?
j'ai aussi l'impression que je ne "prend" pas assez (copeau trop mince). je viens d'enfoncer un peu plus l'outil, c'est déjà mieux. combien peut on prendre par passe ?
ps : les outils sur le banc, c'est pour les photos ...
B.
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 18:44
bricoleux Dim 4 Nov 2012 - 18:44
bon, j'avance, en mettant bout à bout les précieuses infos de tous.
je viens de trouver le téton qui met l'engrenage en roue libre, et donne acces aux petites vitesses. (il etait donc sur volée).
ça tourne doucement, vraiment très doucement. pour quel usage cette vitesse hyper reduite ?
je sens que je vais voir mon tour avec d'autres yeux.
il me semble que tout le problème vient de la motorisation.
soit la couroie patine, soit le moteur étouffe.
il n'y a pas des courroies modernes qui remplace ces courroies en cuir ?
B.
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() Totem Dim 4 Nov 2012 - 18:47
Totem Dim 4 Nov 2012 - 18:47
Ok, si tu étais déjà sur la volée et que c'est encore très lent, tu peux même utiliser la grande vitesse pour charioter!
Le harnais sert principalement pour les filetages
Sur un tel tour, dans de l'acier normal et avec de bons outils, je dirais que la passe maximale raisonnable est aux alentours de 0.5/0.7mm au rayon, à confirmer car je ne connais que des tours bien plus gros
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tour à métaux : bon pour le service ?
![]() c.phili Dim 4 Nov 2012 - 21:19
c.phili Dim 4 Nov 2012 - 21:19
Même si c’est un tour à palier bronze, il tournera à 1000t/min ce qui est suffisant.
Je ne comprends d’ailleurs pas que la plupart de ces tour ne peuvent pas tourner plus vite alors que dans une autre vie, j’étais boiseux et j’avais une vieille toupie à palier bronze qui tournait à 4500t/min, je ne l’employais pas toujours mais je n’ai jamais eu de problème avec, alors pourquoi on ne pourrait pas faire tourner les tours à palier bronze au dessus de 1000 t/min surtout en tenant compte que les huiles modernes sont de bien meilleure qualité ?
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 21:42
bricoleux Dim 4 Nov 2012 - 21:42
pas de possibilité donc, sans demontage, de lui donner une courroie moderne (collage en place pas possible ?)
B.
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() xav58 Dim 4 Nov 2012 - 22:50
xav58 Dim 4 Nov 2012 - 22:50

je vais peut etre dire une
 est ce que le moteur est bien celui d origine est a quel vitesse il tourne ??
est ce que le moteur est bien celui d origine est a quel vitesse il tourne ??
xav58- très actif
- Messages : 227
Points : 772
Date d'inscription : 25/08/2011
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Dim 4 Nov 2012 - 23:10
bricoleux Dim 4 Nov 2012 - 23:10
alors là c'est LA question.
c'est un vieux moteur tri phasé, il tournait en 3 fois 220, comme on a modifié les compteurs chez moi, il a été rebobiné par la société de distribution en 3 fois 380.
il n'a pas de plaquette d'identification, je ne sais pas coment mesurer sa vitesse de rotation.
je pense que tu mets le doigt sur le problème : le tour est bon, pas le moteur. sitot que je "prend" un peu, soit la courroie me lache, soit le moteur ralentit et je suis obligé de mordre moins ou plus lentement.
mettre un autre moteur, tu crois ?
B.
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() xav58 Dim 4 Nov 2012 - 23:17
xav58 Dim 4 Nov 2012 - 23:17
bricoleux a écrit:re,
le moteur ralentit
B.
si ca ce trouve , tu as un tour tout neuf !!
xav58- très actif
- Messages : 227
Points : 772
Date d'inscription : 25/08/2011
Re: Tour à métaux : bon pour le service ?
![]() phil63 Dim 4 Nov 2012 - 23:49
phil63 Dim 4 Nov 2012 - 23:49
bricoleux a écrit:re,
alors là c'est LA question.
c'est un vieux moteur tri phasé, il tournait en 3 fois 220, comme on a modifié les compteurs chez moi, il a été rebobiné par la société de distribution en 3 fois 380.
il n'a pas de plaquette d'identification, je ne sais pas coment mesurer sa vitesse de rotation.
je pense que tu mets le doigt sur le problème : le tour est bon, pas le moteur. sitot que je "prend" un peu, soit la courroie me lache, soit le moteur ralentit et je suis obligé de mordre moins ou plus lentement.
mettre un autre moteur, tu crois ?
B.
Et ta connexion dans le bornier?
Fais nous une photo!! STP
Si les barrettes connectent 3 plots d'un même côté ou si les barrettes en cuivre relient 2 plots face à face, c'est pas pareil du tout!!
Dans un cas, tu alimentes ton moteur en 3x220 (Étoile), dans l'autre, en 3x380 (triangle)!!
http://www.positron-libre.com/cours/electrotechnique/demarrage-moteur/schema-demarrage-etoile-triangle.php
Tu alimentes en 220 TRI (ton réseau triphasé) un moteur de 3x380, tu perds donc près de la moitié de puissance (Racine de 3 = 1.732) et je ne te parles pas de la perte de couple.
Positionnes tes barrettes en ligne (les barrettes raccordent les 3 plots (côté alim)) et là, miracle, ton moteur retrouve toute sa puissance et tout son couple!!!
Tu verras, tout seul, la différence!!
Tes usinages, aussi!!!

phil63- très actif
- Messages : 245
Points : 580
Date d'inscription : 23/01/2011
Age : 64
Localisation : RIOM 63 -
Page 1 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Un équipement pour mon tour à métaux multirex
» outillage pour tour à métaux
» Demande conseils pour tour à métaux
» conseil variateur pour tour a metaux