






Tour à métaux : bon pour le service ?
Page 2 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 Re: Tour à métaux : bon pour le service ?
Re: Tour à métaux : bon pour le service ?
![]() phil63 Dim 4 Nov 2012 - 23:49
phil63 Dim 4 Nov 2012 - 23:49
bricoleux a écrit:re,
alors là c'est LA question.
c'est un vieux moteur tri phasé, il tournait en 3 fois 220, comme on a modifié les compteurs chez moi, il a été rebobiné par la société de distribution en 3 fois 380.
il n'a pas de plaquette d'identification, je ne sais pas coment mesurer sa vitesse de rotation.
je pense que tu mets le doigt sur le problème : le tour est bon, pas le moteur. sitot que je "prend" un peu, soit la courroie me lache, soit le moteur ralentit et je suis obligé de mordre moins ou plus lentement.
mettre un autre moteur, tu crois ?
B.
Et ta connexion dans le bornier?
Fais nous une photo!! STP
Si les barrettes connectent 3 plots d'un même côté ou si les barrettes en cuivre relient 2 plots face à face, c'est pas pareil du tout!!
Dans un cas, tu alimentes ton moteur en 3x220 (Étoile), dans l'autre, en 3x380 (triangle)!!
http://www.positron-libre.com/cours/electrotechnique/demarrage-moteur/schema-demarrage-etoile-triangle.php
Tu alimentes en 220 TRI (ton réseau triphasé) un moteur de 3x380, tu perds donc près de la moitié de puissance (Racine de 3 = 1.732) et je ne te parles pas de la perte de couple.
Positionnes tes barrettes en ligne (les barrettes raccordent les 3 plots (côté alim)) et là, miracle, ton moteur retrouve toute sa puissance et tout son couple!!!
Tu verras, tout seul, la différence!!
Tes usinages, aussi!!!
phil63- très actif

- Messages : 245
Date d'inscription : 23/01/2011 -


Re: Tour à métaux : bon pour le service ?
![]() c.phili Lun 5 Nov 2012 - 7:34
c.phili Lun 5 Nov 2012 - 7:34
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3574
Points : 7577
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Lun 5 Nov 2012 - 9:10
bricoleux Lun 5 Nov 2012 - 9:10
la distribution électrique était en 3 fois 220, mes moteurs étaient donc connectés en triangle (barettes paralleles)(si je me trompe corrigez moi).
on a installé le 3 fois 380, c'est la société distributrice elle même qui a modifié les connexions.
pour la plupart des machines, pas eu de problème.
mais le moteur du tour a cramé apès quelques minutes de fonctionnement.
la société a pris à sa charge la réparation, ils ont rebobiné le moteur (m'ont ils dit).
depuis il tourne sans problème.
je ne vois pas de différence d'efficacité entre 3*220 et 3*380.
je crois que je dois :
- changer la courroie, pour un système qui accroche mieux
- si cela n'est pas suffisant, changer le moteur aussi, pour un plus puissant.
avez vous des conseils à me donner pour ces 2 changements (pour la courroie, je ne veux pas démonter les paliers !!!).
merci, bonne journée.
Bernard

bricoleux- complétement accro

- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() chris74 Lun 5 Nov 2012 - 11:17
chris74 Lun 5 Nov 2012 - 11:17
bricoleux a écrit:bonjour à tous
la distribution électrique était en 3 fois 220, mes moteurs étaient donc connectés en triangle (barettes paralleles)(si je me trompe corrigez moi).
on a installé le 3 fois 380, c'est la société distributrice elle même qui a modifié les connexions.
pour la plupart des machines, pas eu de problème.
mais le moteur du tour a cramé apès quelques minutes de fonctionnement.
la société a pris à sa charge la réparation, ils ont rebobiné le moteur (m'ont ils dit).
depuis il tourne sans problème.
je ne vois pas de différence d'efficacité entre 3*220 et 3*380.
je crois que je dois :
- changer la courroie, pour un système qui accroche mieux
- si cela n'est pas suffisant, changer le moteur aussi, pour un plus puissant.
avez vous des conseils à me donner pour ces 2 changements (pour la courroie, je ne veux pas démonter les paliers !!!).
merci, bonne journée.
Bernard
Monter un moteur plus puissant si la transmission ne suit pas cela ne servira à rien, il faut dans un premier temps trouver les raisons du patinage de cette courroie

chris74- acharné du forum

- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Lun 5 Nov 2012 - 11:58
brise-copeaux Lun 5 Nov 2012 - 11:58
chris74 a écrit:
Monter un moteur plus puissant si la transmission ne suit pas cela ne servira à rien, il faut dans un premier temps trouver les raisons du patinage de cette courroie
Salut,
Justement c'est se que j'allai dire
Tout le monde est d'accord pour dire que ton tour est bon pour le service, je ne vois pas pourquoi tu t'acharnes a vouloir changer la courroie, il faut d'abord savoir pourquoi que ça patine, c'est peut être que c'est pas assez tendu, c'est peut être que la broche est trop dure, c'est peut être pas assez graisser niveau des paliers, c'est peut être que tes outils ne coupe pas très bien c'est peut être que ta courroie est un peut raide....de tout façon si ça patine c'est que ton moteur est bon !!!
Donc deux choses l'une, soit ça patine ou soit ton moteur cale...là il faut savoir si c'est l'un ou l'autre.
Si ça patine sa sert a rien de changer de courroie vue la première photo elle parait très bonne. Si tu veux plus vite mets ta courroie sur la plus petite poulie.
En plus c'est pas très logique se que tu veux faire
Comme dit plus haut fait des photos de ton système de transmission
@ +

brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Lun 5 Nov 2012 - 14:11
bricoleux Lun 5 Nov 2012 - 14:11
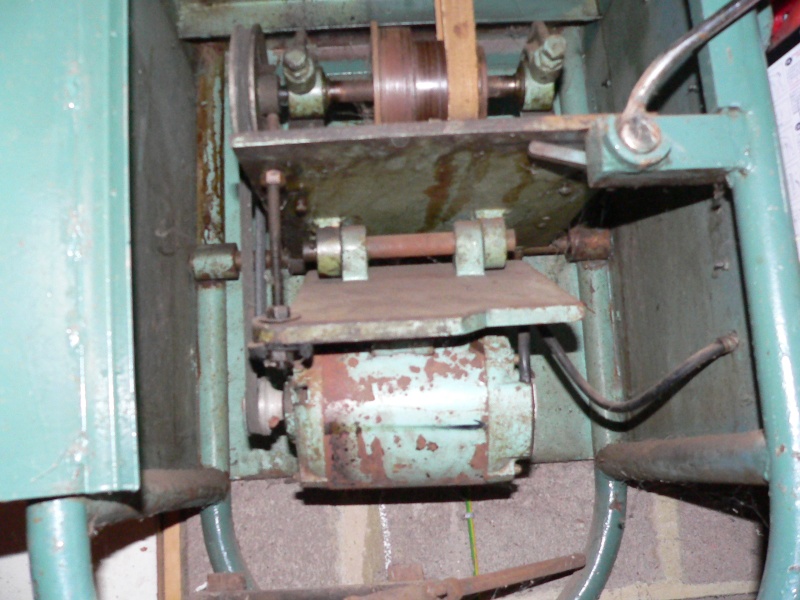
voici donc trois photos, qui montrent le système de transmission.
moteur pendu, relié par une courroie trapèze, à l'arbre pour la courroie plate.
la tension de celle ci s'obtient en laissant descendre le moteur.
effectivement, cette courroie n'est pas très tendue lorsque le système de tension est au plus bas.
la courroie est fermée grâce a un système à agrafes.
Bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() chado Lun 5 Nov 2012 - 15:47
chado Lun 5 Nov 2012 - 15:47
Où sont les photos?bricoleux a écrit:voici donc trois photos, qui montrent le système de transmission.
moteur pendu, relié par une courroie trapèze, à l'arbre pour la courroie plate.
la tension de celle ci s'obtient en laissant descendre le moteur.
J'ai le même systèmebricoleux a écrit:la courroie est fermée grâce a un système à agrafes.

C'est très facile pour réduire la longueur de cette courroie.
Enlever le clou ou l'axe qui relie les agrafes.
Scotch armé sur l'agrafe. Du coté où l'on va réduire la longueur de la courroie.
Ouvrir légèrement les agrafes d'à peine l'épaisseur de la courroie.
Enlever les agrafes unes par unes en ayant soin de les laisser solidaires du scotch pour garder l'écartement entre elles.
Couper la courroie à la dimension souhaitée.
Remettre le clou ou l'axe qui relie les agrafes.
Pincer l'agrafe (je l'ai fait à l'étau) dans la courroie redimensionnée.
Yapuqua.
Mais c'est vrai que le démonter pour huiler, dérouiller, etc... t'en apprendra beaucoup sur le fonctionnement de ton tour.
Amicalement
chado

chado- complétement accro
- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Lun 5 Nov 2012 - 16:09
bricoleux Lun 5 Nov 2012 - 16:09
comme je n'arrivais à rien avec ce tour, je l'ai franchement négligé.
voici les photos, je ne sais pas pourquoi elles ne sont pas dans mon post précédent.
amicalement
Bernard


bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() c.phili Lun 5 Nov 2012 - 17:10
c.phili Lun 5 Nov 2012 - 17:10
Je vois aussi que tu as un levier pour remonter l’ensemble pour facilitée le changement de vitesse et il semble que ce levier reste un peu tourné ce qui empêche le système de descendre à fond, regarde si il n’est pas grippé dès fois.
Dernière édition par c.phili le Lun 5 Nov 2012 - 17:20, édité 1 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3574
Points : 7577
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Lun 5 Nov 2012 - 17:14
bricoleux Lun 5 Nov 2012 - 17:14
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() c.phili Lun 5 Nov 2012 - 17:21
c.phili Lun 5 Nov 2012 - 17:21
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3574
Points : 7577
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Tour à métaux : bon pour le service ?
![]() c.phili Lun 5 Nov 2012 - 17:34
c.phili Lun 5 Nov 2012 - 17:34

Je ne pense pas que la courroie puisse s'allonger avec le temps et le cuir quand il durci, il a tendance à tourner et là ce n'est pas le cas, il faudrait pouvoir descendre encore un peu tout le plateau ou alors diminuer la courroie, si ça tombe, a l'époque elle a été montée trop longue. C'est vrais que ce n'est pas compliqué à faire.
En tout cas il me plait ton tour
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3574
Points : 7577
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Tour à métaux : bon pour le service ?
![]() xav58 Lun 5 Nov 2012 - 17:48
xav58 Lun 5 Nov 2012 - 17:48
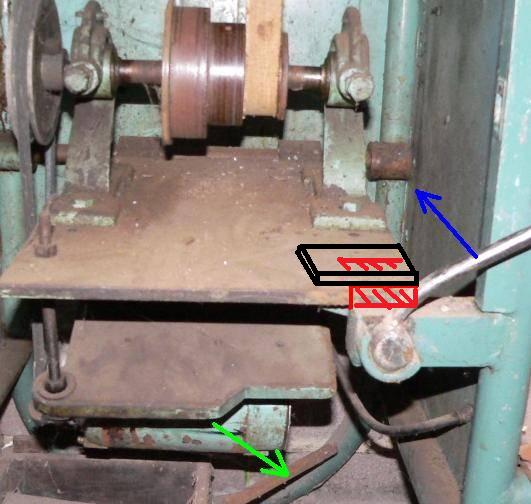
on dirais que la tole qui fait la tention de la courroie vient en appuie sur le levier de tention ??


xav58- très actif
- Messages : 227
Points : 772
Date d'inscription : 25/08/2011
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Lun 5 Nov 2012 - 18:36
bricoleux Lun 5 Nov 2012 - 18:36
oui, effectivement, la plaque d'acier touche lorsque le moteur
est au plus bas.
je pense qu'il faut donc, en premier, recouper la courroie.le problème, c'est que l'agrafe est dans un triste état, j'ai peur d'abimer les poulies.
et les surfaces en contact, il faut les décaper, ou au contraire, l'etat actuel ajoute au frottement ?
un produit d'adhérence aussi ?
Bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() romain.56 Lun 5 Nov 2012 - 18:46
romain.56 Lun 5 Nov 2012 - 18:46
Xav a raison, la plaque vient en appuie, c'est pas bon du tout, la tension n'est forcement pas bonne! A ta place, plutôt que de toucher aux agrafes, je ferais une découpe dans la plaque pour qu'elle ne vienne plus en appui sur le support du levier.
Tes pièces tournées ne sont pas belles car tu n'attaque pas assez de matière, il faut faire du copeaux pas du frottement (surtout avec une plaquette carbure)... Une foie ton problème de tension de courroie résolu et une fois la bête remise en état (nettoyage, lubrification) ça va le faire, mais prend le temps de remettre le tour en état avant d'essayer de tourner une pièce correctement... c'est une très belle machine que tu as là, ne la sabote pas!

romain.56- posteur Régulier

- Messages : 180
Points : 514
Date d'inscription : 25/02/2012
Age : 44
Localisation : Vannes (56)
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Lun 5 Nov 2012 - 19:04
brise-copeaux Lun 5 Nov 2012 - 19:04
Se que je ferais, c'est de couper un bout de la plaque " partie en rouge" juste pour quelle puisse descendre un peut plus si tu pousses le levier a fond "flèche en bleu".
C'est le plus simple dans l’immédiat sans trop bricoler.
En plus il sert de placard ton tour...il y a un intrus en vert
@ +

Dernière édition par brise-copeaux le Lun 5 Nov 2012 - 19:57, édité 1 fois (Raison : manquait un mot)
brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Lun 5 Nov 2012 - 19:14
bricoleux Lun 5 Nov 2012 - 19:14
un grand merci pour le temps que vous avez passé sur mon petit tour, et pour vos encouragements.
je vais donc dans un premier temps retendre la courroie, en coupant la plaque.
je vous tiens au courant.
de toutes manières, vous m'avez convaicu, je vais faire sa toilette ...
amicalement
Bernard
ps : j'ai aussi une vieille scie oscillante,du même tonneau, elle a déjà été sur ce forum ...
si qq photos intéressent qq un ???
Dernière édition par bricoleux le Lun 5 Nov 2012 - 22:37, édité 1 fois
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() xav58 Lun 5 Nov 2012 - 19:27
xav58 Lun 5 Nov 2012 - 19:27

je suis d accord avec brise copeaux pour coupé la partie rouge
par contre , je resouderais ( ou boulonnage suivant le matos de dispo ) une piece sur le dessus .....
simplement que si la courroie en cuir lache , que le moteur electrique ne vienne pas percuter le sol
xav58- très actif
- Messages : 227
Points : 772
Date d'inscription : 25/08/2011
Re: Tour à métaux : bon pour le service ?
![]() Totem Lun 5 Nov 2012 - 19:54
Totem Lun 5 Nov 2012 - 19:54
Xavier: attention, c'est de la fonte, donc si soudure, électrodes spéciales, préchauffage de la pièce au chalumeau etc!
++
Lionel

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Lun 5 Nov 2012 - 20:58
brise-copeaux Lun 5 Nov 2012 - 20:58
bricoleux a écrit:Bonsoir à tous,
je vais donc dans un premier temps retendre la courroie, en coupant la plaque.
je vous tiens au courant.
Bernard
Re,
Oui c'est le plus rapide et le plus facile dans l'immédiat, avec un tel poids sur cette courroie plate cela ne devrait plus patiner tout du moins cette partie....là ou que ça risque le plus de patiner se sera la poulie moteur car elle est très petite.
Par contre tu peux réduire la courroie plate...mais faut le faire dessus...sinon t'es obliger de démonter tous tes paliers pour la remettre en place.
@ +
brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Mar 6 Nov 2012 - 15:31
bricoleux Mar 6 Nov 2012 - 15:31
couper la plaque métallique, raccourcir la courroie ...
et pourquoi pas surélevé le tour ?
désolidariser le tour et son socle, 2 pièces de bois dur, ou 2 U métalliques sur le socle et re boulonner le tour dessus.
qq'un voit un problème à faire cela ? (au moins, c'est à ma portée ...).
a +
bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() brise-copeaux Mar 6 Nov 2012 - 18:13
brise-copeaux Mar 6 Nov 2012 - 18:13
bricoleux a écrit:bonjour à tous,
couper la plaque métallique, raccourcir la courroie ...
et pourquoi pas surélevé le tour ?
désolidariser le tour et son socle, 2 pièces de bois dur, ou 2 U métalliques sur le socle et re boulonner le tour dessus.
qq'un voit un problème à faire cela ? (au moins, c'est à ma portée ...).
a +
bernard
Salut,
C'est pas con ton idée
@ +
brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tour à métaux : bon pour le service ?
![]() c.phili Mar 6 Nov 2012 - 19:29
c.phili Mar 6 Nov 2012 - 19:29
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3574
Points : 7577
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Tour à métaux : bon pour le service ?
![]() Strib Mar 6 Nov 2012 - 20:57
Strib Mar 6 Nov 2012 - 20:57
Ton tour est foutu et bon pour la poubelle...
Bien sur, je pourrais, et pour te rendre service, t'en débarrasser, ça t'évitera un tour de rein ...


Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Mer 7 Nov 2012 - 9:13
bricoleux Mer 7 Nov 2012 - 9:13
merci pour vs réponses, et pour l'humour aussi.
ca fait du bien le matin...
je vous tiens au courant.
Bernard
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tour à métaux : bon pour le service ?
![]() bricoleux Sam 10 Nov 2012 - 13:58
bricoleux Sam 10 Nov 2012 - 13:58
ce matin, profitant du temps libre et de la mauvaise météo, j'ai tenté l'expérience.
j'ai déboulonné le tour de son socle (4 boulons), et l'ai soulevé de quelques cm.
au passage, c'est lourd, ce machin. j'ai fait appel à un cric .
je l'ai posé sur quelques morceaux de bois dur (padouk, je crois), de même épaisseur.
la courroie était bien tendue, par le poids du moteur. sans doute trop, voir + loin ...
et bien, surprise, il tournait parfaitement sur les 3 vitesses (sur la grande, ça va déjà vite !), sans patiner du tout.
(sur la grande vitesse, le moteur a mis plusieurs seconde avant d'atteindre son régime maximum)
j'ai alors installé un petit rond, un outil de coupe et j'ai chariotter un peu.
miracle ! ça va tout seul, un copeau qui se déroule, un état de surface correct (suffisant pour moi en tous cas), et le moteur n'est pas à la peine (du tout).
l'euphorie n'a pas duré longtemps : clac !
courroie cassée. (heureusement que je n'avais pas coupé le plat du moteur!)
la courroie était vieille, évidemment, mais peut être que tendre avec le poids du moteur, c'est trop ?
voilà. je sais que mon tour peut me donner satisfaction, mais que je dois régler ce problème de transmission.
il me reste à trouver une courroie, et la mettre en place.
quelqu'un a un conseil à me donner, ou un lien ?
voici les photos, après la casse hélas.
merci à tous.
Bernard
PS : vos avis et le test d'aujourd'hui m'ont convaincu : je vais le bichonner quelque peu.
je mettrai des photos à ce moment là.



bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Page 2 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» outillage pour tour à métaux
» Demande conseils pour tour à métaux
» Un équipement pour mon tour à métaux multirex
» conseils bienvenus pour mes débuts en tournage