






Un "service" (une révision complète)pour ma kity 635
Page 3 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6 

 Re: Un "service" (une révision complète)pour ma kity 635
Re: Un "service" (une révision complète)pour ma kity 635
![]() desmo 38 Mar 23 Juil 2013 - 19:34
desmo 38 Mar 23 Juil 2013 - 19:34
Sa se présente bien cette restauration beau travail, ta machine ressort vraiment bien !!
Des produits et de l'huile de coude, a y que ça de vrai
Bonne continuation, je vais suivre la remise en route .
A+ cyril
desmo 38- complétement accro

- Messages : 1751
Date d'inscription : 03/02/2012

Re: Un "service" (une révision complète)pour ma kity 635
![]() diomedea Mar 23 Juil 2013 - 19:55
diomedea Mar 23 Juil 2013 - 19:55
On dirait qu'elle sort de l'usine!

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Un "service" (une révision complète)pour ma kity 635
![]() niaproun Mar 23 Juil 2013 - 19:58
niaproun Mar 23 Juil 2013 - 19:58
c est bien avec ces bécanes, une fois nettoyése (et quel nettoyage) on s aperçoit quelles sont rarement usées.

niaproun- complétement accro
- Messages : 4694
Points : 8596
Date d'inscription : 15/01/2012
Age : 74
Localisation : région Lyon
Re: Un "service" (une révision complète)pour ma kity 635
![]() Strib Mar 23 Juil 2013 - 20:33
Strib Mar 23 Juil 2013 - 20:33
Je ne vois pas le capot/collecteur en position dégau(celui qui se met entre la table de rabotage et l'arbre), tu l'as bien eu avec la machine ?
Strib

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -

Re: Un "service" (une révision complète)pour ma kity 635
![]() FredM Mar 23 Juil 2013 - 22:22
FredM Mar 23 Juil 2013 - 22:22
super boulot JM !!
et en plus ca fait un inventaire des produits qu'on peut utiliser dans ce cas (je n'en connais pas le 1/4 !!)
et en plus on saura a qui demander des conseils quand on aura des questions "produits" !!
ciao ciao
fred M

FredM- complétement accro
- Messages : 4122
Points : 7237
Date d'inscription : 30/07/2012
Age : 54
Localisation : Drôme
Re: Un "service" (une révision complète)pour ma kity 635
![]() bricoleux Mar 23 Juil 2013 - 22:32
bricoleux Mar 23 Juil 2013 - 22:32
moi, ça fait un moment que je note les produits préconisés par JM;le vrai problème, c'est de les trouver !
++

bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Un "service" (une révision complète)pour ma kity 635
![]() 6°sens Mar 23 Juil 2013 - 22:44
6°sens Mar 23 Juil 2013 - 22:44
Peut-être qu'il faudrait faire un fil avec une liste de produits et chacun pourrait dire où (et à quel prix) il a trouvé tel ou tel produit.
Une idée en l'air... mais si on arrivait à faire ça, il y aurait peut-être le moyen de grouper des achats, soit en France, soit en Belgique, voire en GB et se réunir pour les prendre.
Autour d'une bonne bière, bien sûr...
Je trouve que cela pourrait être sympa,
... à réfléchir,
Amicalement,
Renaud
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges

6°sens- Modérateur

- Messages : 9440
Points : 16189
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Un "service" (une révision complète)pour ma kity 635
![]() Shitopicker Mar 23 Juil 2013 - 23:21
Shitopicker Mar 23 Juil 2013 - 23:21
...un conditionneur pour caoutchouc (Einszett Gummi Plfege).
Enfin, je les dégraisse à l'alcool Isopropylique (en quincaillerie ou en pharmacie)...
Gummi = caoutchouc et Pflege que l'on peut traduire par soin(s) (ton clavier est dyslexique JM
Isopropanol à consulter avec ses fiches de sécurité sur le lien.
Beau travail JM...

Shitopicker- complétement accro
- Messages : 1130
Points : 2417
Date d'inscription : 17/01/2012
Age : 63
Localisation : Alsace
Re: Un "service" (une révision complète)pour ma kity 635
![]() J-Max.fr Mar 23 Juil 2013 - 23:34
J-Max.fr Mar 23 Juil 2013 - 23:34
J'essaie de mettre les liens des produits que j'utilise.
Je me fournis très souvent en Angleterre, mais il existe aussi des boutiques similaires en France :
FranceDetailing et ManiacAuto, par exemple,
mais aussi au Bénélux, avec ShineOnWheels ou Wax-It.
Bernard, j'essuie le gros avec de l'absorbant, puis je rince avec un spray d'eau déminéralisée, puis j'essuie avec une microfibre.
Les photos de la suite demain, Madame souhaite dormir. Quelle idée...
++JM

J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Un "service" (une révision complète)pour ma kity 635
![]() Antoine Mer 24 Juil 2013 - 0:00
Antoine Mer 24 Juil 2013 - 0:00
Une fois nettoyée par tes soins elle parait neuve !

Antoine- complétement accro
- Messages : 2191
Points : 5302
Date d'inscription : 28/06/2011
Age : 29
Localisation : Ille et Vilaine
Un tuto ?
![]() damien58 Mer 24 Juil 2013 - 7:48
damien58 Mer 24 Juil 2013 - 7:48
Bonjour J-Max, quelle maitrise de l'art du nettoyage et de la remise en état !
Je suis toujours admiratif de ta science pour enlever la rouille, la graisse, etc... et ta connaissance des différents produits appropriés.
Il me semblerait très intéressant que tu nous fasses un petit tuto
Si tu es partant, prends contact avec moi par mp pour les détails techniques.
Encore bravo !
Amicalement, Damien.

damien58- complétement accro
- Messages : 5137
Points : 10675
Date d'inscription : 14/08/2011
Age : 45
Localisation : Nièvre (58) -
Re: Un "service" (une révision complète)pour ma kity 635
![]() J-Max.fr Mer 24 Juil 2013 - 14:20
J-Max.fr Mer 24 Juil 2013 - 14:20
@Antoine, c'était au Nord-Ouest, trop loin pour toi
@Dammien,
Pourquoi pas un tuto, mais je vois mal comment ça pourrait s'organiser.
En effet, si les produits sont génériques et transposables, les méthodes dépendent du travail à réaliser.
Peut-être par produit ?
Voici la suite de la rénovation.
J'ai laissé un gros boulot devant moi : la remise en état des tables de dégauchissage et du guide.
Vous vous souvenez de l'état de départ de ce dernier ?

Je commence donc par une bonne couche de dérouillant chimique dessus.
L’œil aguerri remarquera, une fois que le dérouillant aura fait son action,
que la corrosion était bien plus étendue qu'on ne pouvait le penser au départ.
C'est tout l'intérêt d'une solution chimique. Elle traitera également l'invisible et les débuts de corrosion.
Seuls la chimie et l'électrolyse traitent en totalité la corrosion.

Une demi-heure plus tard, je le rince. C'est terne, mais mais la base est désormais saine.
Tant que la machine sera bien maintenue, la corrosion ne s'installera pas.
Pendant son traitement, j'en ai profité pour remettre ne place les carters.
J'ai mis des rondelles nylon pour limiter les vibrations, et j'ai remplacé les écrous d'origine par des Nylstop.
Ils n'auront ainsi pas l'occasion de se desserrer en cours de travail.

Maintenant que la machine est toute propre, il est temps de la salir avec le polissage des tables et du guide,
histoire de mettre de la limaille et du polish partout !
Je commence par un ponçage léger (sans aucun appui, c'est le papier qui travaille, je n'ai pas envie de gauchir mes tables) :
P80 > P180 > P400 > P1200, puis polissage au Belgom Alu pour les tables
et à l'Autoglym Métal Polish pour le guide. Polissage métal, donc avec une bonnette de laine, bien sûr.
Ci dessous, la table la plus proche est polie, la plus éloignée n'a été que poncée.
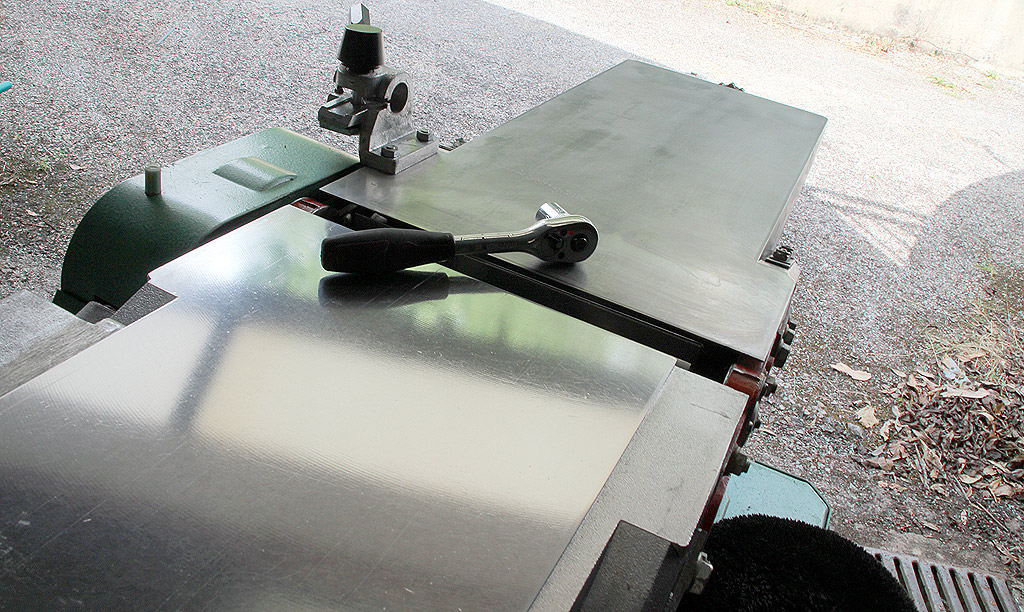
Les deux polies, c'est déjà mieux ainsi, et même sans cire, l'eau perle sur la surface et ça glisse déjà fort.
Notez que l'opération a été très respectueuse de la surface, car le micro-rainurage de la table est toujours présent.

Opération identique à l'exception du polish adapté à l'acier pour le guide, et je peux passer au réglage de l'ensemble.
Je vais d'abord régler la table de sortie au comparateur par rapport à l'arbre.
Il n'y a pas beaucoup d’écart à la base, pourtant je vais tout de même descendre autour de 2/100e sur la largeur de la table.
Ensuite, je vais régler la table d'entrée de niveau par rapport à la table de sortie.
D'abord au comparateur près des fers, puis sur toute la longueur à l'aide d'une règle de mécanicien Veritas.
Pas de photos des opérations, désolé, c'est un truc un peu chiant à faire et qui demande toute votre concentration.
Par ailleurs, ça apprend, entre autres, la patience...
Bonne nouvelle, je vais pouvoir utiliser deux bouches de sortie 100mm de chez Axminster
pour réaliser mes collecteurs à copeaux. La première a juste été adaptée aux angles
pour s'appliquer quasi idéalement à la bouche de rabotage. J'ai mis un joint pour la maintenir en place.
A l'autre extrémité de la bouche, une petite porte de contreplaqué de 4mm clos l'espace.
C'est plutôt efficace et, s'il faut passer un coup d'aspi dans les coins en fin de séance,
95% des copeaux sont collectés et le reste campe dans la machine et ne vole pas dans l'atelier.
J'essaie de terminer ce soir le deuxième collecteur, celui de rabotage, qui demandera un peu de formage à chaud.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Un "service" (une révision complète)pour ma kity 635
![]() Antoine Mer 24 Juil 2013 - 15:41
Antoine Mer 24 Juil 2013 - 15:41
@Antoine, c'était au Nord-Ouest, trop loin pour toi Wink
En fait j'en voudrais bien une un peu mieux que la petite, mais ce ne serait pas sérieux.. Budget et espace...
Il y a bien des annonces intéressante, exemple, mais je tente de me résonner
Pour ton ponçage des tables, tu le fait avec une ponceuse orbitale ? Si oui, ou trouves-tu du P1200 ?
Et dernière petite question, tu penses que le résultat pourrait être pas mal sur la petite R/D ? Le résultat est bluffant !
Antoine- complétement accro
- Messages : 2191
Points : 5302
Date d'inscription : 28/06/2011
Age : 29
Localisation : Ille et Vilaine
Re: Un "service" (une révision complète)pour ma kity 635
![]() le pat Jeu 25 Juil 2013 - 12:35
le pat Jeu 25 Juil 2013 - 12:35
J-Max , pour les ecrous a sertir ( qui s'appelle aussi ecrou noyé ou insert ) , tu peux les sertir sans outils appropriés , il suffit de prendre une vis 8 ( si c'est un insert de 8 ) un ecrou et une rondelle , ça le fait trés bien et c'est pas chere .
il ne faut pas oublier aussi que c'est prevu pour de la tole de 3 mm maxi !
Pour la kity , t'as fait une super "renove" et j'en suis sur que tu seras pas deçu avec le travail que tu vas faire avec !
A+ patrice

le pat- complétement accro
- Messages : 1294
Points : 2144
Date d'inscription : 10/03/2011
Age : 57
Localisation : champagne
Re: Un "service" (une révision complète)pour ma kity 635
![]() david pon Jeu 25 Juil 2013 - 12:49
david pon Jeu 25 Juil 2013 - 12:49
peux tu nous expliquer plus en détail, la méthode que tu a utilisée pour regler les tables.
cela peut interesser les nombreux possesseur de kity 635 ou 636, merci
amicalement david

david pon- posteur Régulier

- Messages : 154
Points : 342
Date d'inscription : 04/09/2011
Age : 50
Localisation : haute loire
Re: Un "service" (une révision complète)pour ma kity 635
![]() sd74 Jeu 25 Juil 2013 - 13:41
sd74 Jeu 25 Juil 2013 - 13:41
Impressionant J-M le rendu que tu obtiens! Plus beau que neuf!
Pour le grain en P1200, cela existe par exemple chez Festool (jusqu'à 3000 et au moins pour les patins 90, 125, 150).
sd74- acharné du forum

- Messages : 577
Points : 1544
Date d'inscription : 20/09/2011
Re: Un "service" (une révision complète)pour ma kity 635
![]() J-Max.fr Jeu 25 Juil 2013 - 14:44
J-Max.fr Jeu 25 Juil 2013 - 14:44
Mes premiers essais de la R/D sont très concluants, et même assez bluffants pour une si petite machine.
Je pense regarder du côté des DRO, car la lecture de la hauteur de rabotage est bien son seul défaut.
Antoine a écrit:Il y a bien des annonces intéressante, exemple, mais je tente de me résonner. Pour ton ponçage des tables, tu le fait avec une ponceuse orbitale ? Si oui, ou trouves-tu du P1200 ?
Et dernière petite question, tu penses que le résultat pourrait être pas mal sur la petite R/D ? Le résultat est bluffant !
Le ponçage et le polissage des tables a été fait avec ma polisseuse orbitale Flex 3401 VRG. C'est le même principe que les Rotex, en plus puissant.
Le P1200 tu entrouve notamment chez AD, en quincaillerie pro, ou chez les fournisseurs pour carrossiers et garages.
J'aime beaucoup le 3M, le Lidl est très bien pour son prix.
De l'avis de tous, les Kity récentes ne valent pas les anciennes Made In France.
Mon conseil est de patienter et d'être à l'affut. j'ai vus six machines avant de prendre celle-ci,
dont des Kity Made In China, une Lurem 260 ruinée...
Celle-ci n'était pas exempte de défauts, mais rien d'irréversible.
Sinon, un surfaçage de tables, quand c'est nécessaire, donne toujours de bons résultats.
Par contre, c'est délicat à réaliser car on peut rapidement gauchir ses tables.
le pat a écrit:J-Max , pour les ecrous a sertir ( qui s'appelle aussi ecrou noyé ou insert ) , tu peux les sertir sans outils appropriés , il suffit de prendre une vis 8 ( si c'est un insert de 8 ) un ecrou et une rondelle , ça le fait trés bien et c'est pas chère. il ne faut pas oublier aussi que c'est prevu pour de la tole de 3 mm maxi !
Je pensais en effet qu'ils étaient limités à 3mm, puis j'en ai trouvé pour tôle de 1mm, et enfin de 4 à 6mm de matière.
C'est plus rare, pourtant il semble exister différentes dimensions.
Déjà 3mm ça couvre beaucoup d'applications et rien n’empêche de réaliser un lamage si c'est un poil trop épais.
Par contre, j'ai testé ton système avec vis/écrou/rondelle, puis le plat avec butée qui marche mieux.
Les deux ne sont pas infaillibles, et il n'est pas évident de sertir réellement perpendiculaire à la matière
(d'autant plus si l'accessibilité n'est pas idéale) ; il m'est arrivé d'avoir des écrous tournants avec, mais aussi des vis (acier 8.8!) qui cassent au serrage.
Dans les deux cas, ce sont des vrais problèmes qui te stoppent net et demandent du temps pour s'en sortir.
Par ailleurs, visser à la main est inutilement long.
Le temps est supportable si tu as quelques écrous à sertir. Au delà d'une dizaine tu rêve déjà à une autre méthode, crois moi
Avec la sertisseuse pour visseuse, tu sertis un écrou en quelques secondes. C'est un luxe bien utile et très appréciable.
Sur ma CNC, j'en ai plus de 300 à poser, ce qui rend l'accessoire simplement indispensable.
david pon a écrit:peux tu nous expliquer plus en détail, la méthode que tu a utilisée pour regler les tables.
cela peut interesser les nombreux possesseur de kity 635 ou 636, merci
sd74 a écrit:et par analogie, des posseseurs de 439.
Aie, je n'ai pas pris de photos de l'opération.
Je vais essayer de prendre quelques clichés après coup pour expliquer comment ça se passe.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Un "service" (une révision complète)pour ma kity 635
![]() napo7 Jeu 25 Juil 2013 - 16:29
napo7 Jeu 25 Juil 2013 - 16:29
J-Max.fr a écrit:
Salut
Belle machine en effet !
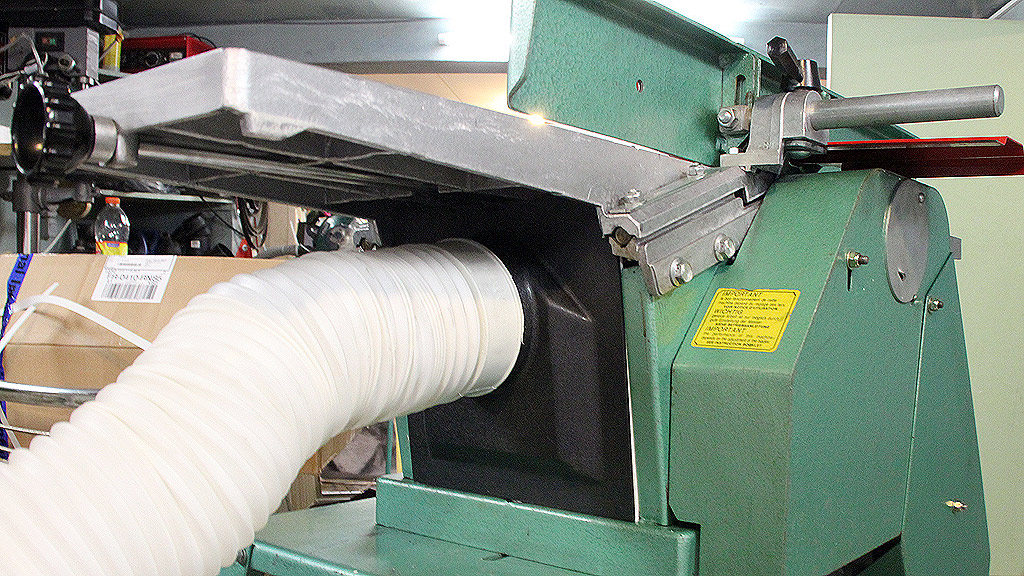
Dis moi, qu'est-ce que cette gaine que tu utilise ? de la gaine VMC ou quelque chose de proche ? Ça ne ressemble pas à la gaine souple en plastique semi-transparent qui se vend habituellement pour ce type d'utilisation ?

napo7- acharné du forum
- Messages : 421
Points : 1021
Date d'inscription : 20/02/2012
Age : 43
Localisation : Saint-Lô -
Réglage de la Kity 635
![]() J-Max.fr Jeu 25 Juil 2013 - 23:23
J-Max.fr Jeu 25 Juil 2013 - 23:23
@ Napo7, il s'agit d'une gaine d'aspiration semi-rigide en polypropylène de 100mm, elle était livrée avec l'aspirateur.
Elle est extensible, mais peut rester en place, tant en géométrie qu'en longueur.
C'est celle que j'utilise pour les appareils mobiles. En effet, il peut être pratique de fixer la gaine
dans une certaine position ou de limiter sa longueur pour ne pas gêner.
C'est mieux que d'avoir 3m de gaine qui dégouline au pied des machines.
Par contre, je n'en ai jamais vu dans le commerce, ou l'on ne trouve que du souple.
Tout d'abord, et pour conclure la rénovation, voici le collecteur de rabotage que j'ai réalisé :

Finalement, j'ai préféré conserver le collecteur Kity qui protège bien l'arbre.
Malheureusement, on ne peut plus l'insérer si l'on y greffe une extension.
L'extension est donc mobile, elle se coince dans le collecteur d'origine.
C'est bien moche, mais tout à fait efficace.
Je me suis fait une séance de rabotage cet après midi.
Finalement, je suis ravi de la machine, qui est une bonne petite machine travailleuse et précise. Un régal.
J'ai passé des longueurs de 2500mm avec des résultats très probants.
En revanche, les fers sont déjà marqués même s'ils coupent toujours correctement.
C'est un peu tôt pour des fers fraîchement affutés, surtout que je n'ai raboté que de l'épicéa,
pour à peu près 20ml sur quatre faces, et de petite sections : 40x40mm et 48x35mm
Je vais en acheter de nouveaux en HSS, en espérant qu'ils tiennent mieux.
Sinon, j'ai fait quelques clichés pour la méthode de réglage des tables.
Tout d'abord, chaque table se règle par deux rangées de trois écrous, situés de part et d'autre de la machine,
proche du point d'assemblage des tables. Pour la hauteur, il faut dévisser les 6.
une fois la hauteur réglée, vous pouvez taquer les deux écrous les plus proches de l'arbre,
ils serviront de pivot pour régler l'inclinaison des tables. Ceci est générique pour les tables d'entrée et de sortie.

Il faut commencer par la table de sortie, qui est fixe.
Pour régler la hauteur, il vous faut un comparateur et une base (à partir de 40€ les deux).
Vous prenez la mesure au points hauts de l'arbre, d'un côté, puis de l'autre.
Il faut régler la hauteur de la table de manière à obtenir une mesure identique en tous points de l'arbre.
Ici, j'obtiens moins de 1/100e (ce qui est excellent pour du bois, même 1-2/10e suffiraient) :

C'est aussi le bon moment pour vérifier que votre arbre n'a pas de faux-rond.
Positionnez le comparateur sur le point haut de l'arbre, et faites tourner l'arbre doucement,
en vérifiant que la mesure ne varie pas, ou très peu. Du faux-rond, c'est des vibrations,
une usure prématurée des roulements, un risque de desserrage, c'est pas top.
Mon ancienne chinoiserie avait presque 1/10e ce qui est encore acceptable, mais à surveiller.
Maintenant que la table de sortie est réglée, taquez là (bloquez-là en serrant la boulonnerie).
Relevez la table d'entrée au point zéro de l'indicateur de passe.
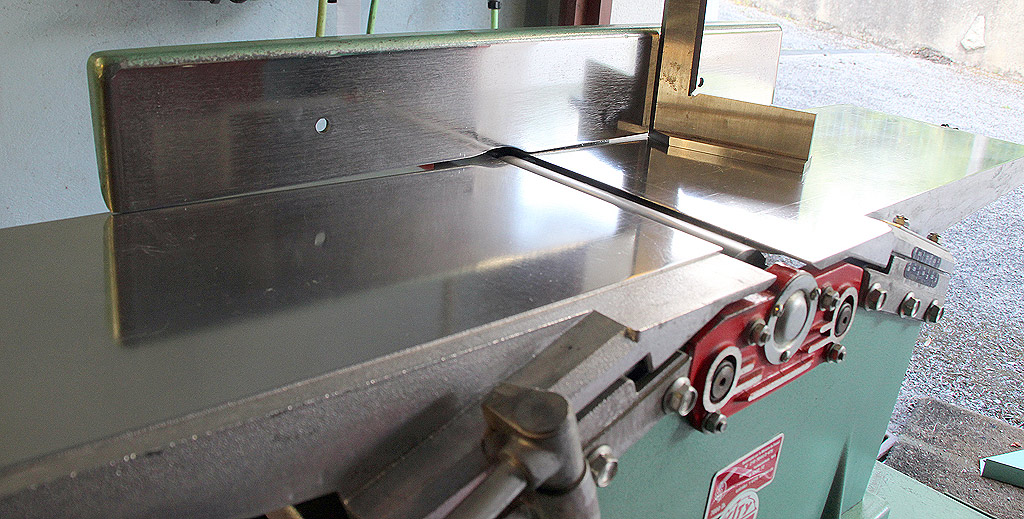
Pour régler la table d'entrée, vous avez besoin d'une règle de référence ou règle de mécanicien,
assez longue pour couvrir les deux tables, et d'un jeu de piges en lamelles. Une règle alu ou un niveau de maçon ne sont pas assez précis pour ce travail.
En plus du comparateur, ça commence à faire un budget, mais dîtes-vous que c'est utile pour toutes les machines,
et que vous les garderez toute votre vie. Prenez votre lamelle la plus fine (photo du centre, ici 0.05mm),
s'il n'y a pas de jeu, elle ne pourra se glisser sous la règle.
Tout d'abord, vérifiez chacune de vos tables. Elles doivent être droites et sans voile.
Posez la règle dans tous les sens dessus, en vérifiant avec la pige. (photo du centre)
Si ce n'est pas le cas, votre machine n'est simplement pas réglable. Voyez un atelier de mécanique proche de chez vous.

A : On positionne la règle au fond sur la table de sortie, et l'on remonte doucement la table d'entrée (par sa vis de réglage).
Lorsqu'elle touche la règle et que la lamelle ne peut plus se glisser au point de contact,
vérifiez qu'elle n'a pas soulevé la règle sur la table de sortie, à l'aide de la pige.
Réglez le côté droit, de manière à ce que l'alignement soit parfait puis serrez les écrous du fond.
B : On réalise la même opération sur le devant de l'appareil.
Une fois serré, vérifiez à nouveau le point A.
C : Il faut maintenant contrôler les tables en diagonale, c'est ce qui garantira la bonne géométrie des tables l'une vis à vis de l'autre.
On contrôle une première diagonale, et l'on règle à nouveau si besoin, en vérifiant les points A et B.
D : On passe à l'autre diagonale (normalement c'est une formalité). Si ça ne va toujours pas, on règle et on re-contrôle tous les points.
Si tout va bien, votre machine est réglée ! Il ne reste plus qu'à régler les fers.
On les réglera au comparateur, comme pour la prise de mesure sur l'arbre, sauf qu'on prendra, l'extrémité des fers au point le plus haut.
La mesure doit être identique à la prise de mesure sur la table de sortie.
Deuxième méthode, avec la règle de mécanicien à cheval sur les deux tables (photos A et B), table d'entrée montée à "zéro" sur l'indicateur de passe.
Remontez le fer jusqu'à ce qu'il puisse, lorsque l'arbre tourne, déplacer la règle d'1mm vers la table d'entrée.
Vérifiez que le même phénomène se produit, sur toute la largeur du fer.
Si ce n'est pas le cas (ou si la mesure au comparateur varie en cours de route), vérifiez le bon affutage de vos fers.
Votre machine est réglée.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Un "service" (une révision complète)pour ma kity 635
![]() diomedea Ven 26 Juil 2013 - 8:06
diomedea Ven 26 Juil 2013 - 8:06
Toutes mes machines ont été réglées avec ces instruments... Personnellement je les trouvent largement assez précis pour des machines à bois!J-Max.fr a écrit:Une règle alu ou un niveau de maçon ne sont pas assez précis pour ce travail.
J'avoue avoir toujours reculé devant les prix exorbitants des règles de précisions!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Un "service" (une révision complète)pour ma kity 635
![]() jcl Ven 26 Juil 2013 - 8:49
jcl Ven 26 Juil 2013 - 8:49
C'est vrai que ces règles sont pas données!!
Cependant j'ai du en acheter une qui m'a permis de démontrer au vendeur un défaut de planéité et obtenir un échange de la machine
jcl- complétement accro
- Messages : 2360
Points : 3125
Date d'inscription : 03/03/2013
Age : 73
Localisation : belgique
Re: Un "service" (une révision complète)pour ma kity 635
![]() diomedea Ven 26 Juil 2013 - 8:51
diomedea Ven 26 Juil 2013 - 8:51
C'était un défaut de quelle grandeur?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Un "service" (une révision complète)pour ma kity 635
![]() jcl Ven 26 Juil 2013 - 9:01
jcl Ven 26 Juil 2013 - 9:01
Ca remonte à au moins 6 ans!! De mémoire au moins 3/10.
En tout cas le vendeur était venu plusieurs fois pour tenter de régler le problème sans succès.
Avec la règle il n'a plus discuté
jcl- complétement accro
- Messages : 2360
Points : 3125
Date d'inscription : 03/03/2013
Age : 73
Localisation : belgique
Re: Un "service" (une révision complète)pour ma kity 635
![]() J-Max.fr Ven 26 Juil 2013 - 11:53
J-Max.fr Ven 26 Juil 2013 - 11:53
3/10e c'est déjà beaucoup en effet.
@Jean-Paul, pose les deux extrémités d'une règle de maçon entre deux tréteaux. Elle plie par son propre poids, et dans tous les sens.
Pose un poids de 1-2kg au centre (ça correspond au poids de ta main dessus), et constate une nouvelle déformation.
En réglage, cela veut dire qu'elle va induire son lot d'erreurs.
C'est mieux que rien, beaucoup de machines profitent à vie de leur réglage d'usine,
réglage souvent perfectible et d'autant mis à mal pendant le transport.
Pour des machines bois on peut considérer que ce n'est pas rédhibitoire,
pourtant, plus le réglage est précis, plus la finition est bonne et le travail facile.
Si je passe par chez toi, j'amènerais règle, niveau et comparateur, on verra si on peut mieux faire ou pas
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Un "service" (une révision complète)pour ma kity 635
![]() niaproun Ven 26 Juil 2013 - 14:21
niaproun Ven 26 Juil 2013 - 14:21
Un autoentrepreneur en réglages de machines ..... et à domicile.
La vie est belle
niaproun- complétement accro
- Messages : 4694
Points : 8596
Date d'inscription : 15/01/2012
Age : 74
Localisation : région Lyon
Re: Un "service" (une révision complète)pour ma kity 635
![]() J-Max.fr Ven 26 Juil 2013 - 14:30
J-Max.fr Ven 26 Juil 2013 - 14:30
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Page 3 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» Remise en service Kity toupie 262
» Remise en service Kity scie 611
» Remise en service tenonneuse Kity 652
» Remise en service affûteuse Kity