






Presentation CN Nexty
Page 6 sur 14 •  1 ... 5, 6, 7 ... 10 ... 14
1 ... 5, 6, 7 ... 10 ... 14 

 Re: Presentation CN Nexty
Re: Presentation CN Nexty
![]() Totem Mer 28 Mar 2012 - 22:13
Totem Mer 28 Mar 2012 - 22:13
Le rappel d'axes existe sur toutes les NUM (sauf peut être 520 et 540 je ne sais pas), et il peut se faire à n'importe quel endroit du programme.
Ce n'est pas a proprement parler une mémorisation de quelque chose, c'est un programme automate qui peut te permettre de rejoindre n'importe quelles coordonnées.
Pour ce qui est des options, c'est vrai que c'est ch... quand il manque des trucs sur un contrôleur, le pire c'est que tu sais qu'ils y sont, mais que tu ne peux pas les utiliser :/
Nous au lycée par exemple, le mode passant ne marche que sur 2 machines, donc toutes les autres, on ne peut pas faire de 3d...
La clé du technicien, par contre, moi je n'en ai pas besoin, je peux faire ce que je veux: j'ai fait une copie de la clé chez moi avec ma CN

mais bon, autant ce genre de plaisanterie ça passe dans un lycée, mais dans une entreprise, ce n'est pas une très bonne idée
++
Lionel
Totem- complétement accro

- Messages : 4033
Date d'inscription : 23/12/2011

Re: Presentation CN Nexty
![]() Totem Mer 28 Mar 2012 - 22:14
Totem Mer 28 Mar 2012 - 22:14
++
Lionel

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() nexty Ven 30 Mar 2012 - 18:24
nexty Ven 30 Mar 2012 - 18:24
je rentre et j'ai 5 colis qui m'attende
Aluminium,palper,telecommande mach3, carbone,piece pour mes avions
ici je tente de config la telecommande mach3
j'ai biensur fait des photos ;-) je poste ce soir
en attendant j'essaie de retrouver le poste de David ;-)

nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: Presentation CN Nexty
![]() nexty Ven 30 Mar 2012 - 18:38
nexty Ven 30 Mar 2012 - 18:38
je viens de verifier - mais je suis finalement en 1280*1024

comment je peux adapter l'interface pour cette resolution?
merci
nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: Presentation CN Nexty
![]() nexty Ven 30 Mar 2012 - 23:03
nexty Ven 30 Mar 2012 - 23:03
mes petite boite qui m'attendais

mes chuttes d'alu, globalement satisfait, mais l'alu n'est pas nickel - au moin je pourrais percer la matiere cette fois;

mon palmeur, made in china

ma remote control mach3 que je dois encore config car ca ne correspond pas qd j'appuie sur les boutons...

et pour finis un petit colis pour mes avions, j'ai commander une plaque de carbon pour de future pieces

Aujourd'hui j'ai pas usiner comme je voulais et ca m'ennuie un peu, je quitte l'atelier enerver car ca na pas ete comme je voulais, mais en tous cas; j'ai regler la velociter des moteurs
et bien je suis impressionner;
Velociter X: 450
Precision atteinte de: 0,0084!!!!
si je descend a 325 j'obtien 0,0009 - je prefere garder 450 sachant que 8/100 c'est parfait pour moi
Velociter Y: 450
Precision atteinte de: 0,0001
c'est encore mieux, 1/100 je pense pouvoir encore pousser le moteur pour atteindre les 500
j'ai sorti la fraise de 6mm pour essayer aujourd'hui, 1 dent, avance de 800mm/min - passe de 3mm, on peux dire que les copeaux vole partout, vivement la machine a ca place pour que je rebranche l'aspiro!
J'ai essayer d'avoir la micro lub fonctionnel, mais j'ai apparament quelque soucis - parfois l'huilde de coupe est bien aspirer, parfois non je comprends pas pq - je regarde a bien avoir 2 bar dans le compresseur...
nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique

obelix73- posteur Régulier

- Messages : 106
Points : 289
Date d'inscription : 12/12/2011
Age : 57
Localisation : valmorel Savoie
Re: Presentation CN Nexty
![]() Totem Sam 31 Mar 2012 - 9:18
Totem Sam 31 Mar 2012 - 9:18
Mais il y a plusieurs incohérences dans ce que tu écris.
mon palmeur, made in china

L'instrument que tu montres n'est pas un palmer, mais un comparateur .
Un palmer (et non palmeur), c'est ça:

j'ai regler la velociter des moteurs
et bien je suis impressionner;
Velociter X: 450
Precision atteinte de: 0,0084!!!!
si je descend a 325 j'obtien 0,0009 - je prefere garder 450 sachant que 8/100 c'est parfait pour moi
Velociter Y: 450
Precision atteinte de: 0,0001
c'est encore mieux, 1/100 je pense pouvoir encore pousser le moteur pour atteindre les 500
Attention, vélocité signifie vitesse .
Comme tu allais à 2000mm.min auparavant, je suppose bien que les chiffres que tu avances ne correspondent pas à la vitesse de la machine, mais à son accélération .
Ensuite, les mesures que tu fais n'ont pas réellement de sens: pour commencer il y a de gros problèmes de zéro.
Un comparateur comme celui que tu viens d'acheter est gradué au 1/100mm soit 0.01mm .
Il est donc impossible pour toi de prendre des mesures de type 0.0084, 0.0009 et encore moins 0.0001. Je pense qu'il faut plutôt lire: 0.84, 0.09 et 0.01 ce qui fait bien, comme tu le dis, 1/100 et 9/100mm, mais pour le 0.0084, cela donnerait plutôt 0.84 ce qui correspond à plus de 8 dixièmes , ce qui est un défaut énorme (soit la perte de 16 pas dans ta config).
Je ne comprends pas bien comment tu as réalisé ces mesures, tu as fixé la comparateur à la broche et une cale sur la table (ou inversement), et tu as fait des va et vient au 0 pour voir si l'aiguille retombait en face? dans ce cas, ce n'est pas un test de précision, mais de répétabilité , attention, ce n'est pas la même chose! tu peux très bien avoir une répétabilité (aptitude à retourner exactement au même endroit) de 1/100 voire quelques µ, mais avoir une précision médiocre. Celle ci peut être du au jeu axial (backlash) ou encore à un problème de calibration.
Voilà, c'était ma minute de grincheux
Sinon, tes plaques d'alu sont déjà grosses, il va y en avoir de l'usinage à faire
Tu en as de la chance dis donc!
Pour la télécommande, ça doit être fort pratique! mais pourquoi ne pas en avoir pris une avec manivelle? c'est telement mieux, et à peine plus cher!
j'ai sorti la fraise de 6mm pour essayer aujourd'hui, 1 dent, avance de 800mm/min - passe de 3mm, on peux dire que les copeaux vole partout, vivement la machine a ca place pour que je rebranche l'aspiro!
dans l'alu j'espère

Si c'est dans le bois, tu peux prendre 8mm de passe sans prolème (sur ma machine 1 qui était plutôt molle, je prenais 14mm soit toute la hauteur de ma fraise, mais c'est parce que j'étais très limité en vitesse d'avance)
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() Le Canayien Sam 31 Mar 2012 - 14:43
Le Canayien Sam 31 Mar 2012 - 14:43
Totem a écrit:Salut,
Pour le potentiomètre, oui tu peux en mettre un (je vais le faire d'ailleurs). Vas tu faire un tuto pour ce bidule, je suis très intéressé pour cet accessoire.
Mais sinon selon le soft tu peux modifier assez facilement, avec turbocnc c'est les touches + ou - (et si tu appuies sur ctrl en même temps tu sautes de 10 en 10%), sur mach tu as des flèches à l'écran pour augmenter ou diminuer le pourcentage, tu peux aussi rentrer le pourcentage au clavier. Sur Emc2 il y a des touches mais je ne sais plus lesquelles. Je t'encourage à le bricoler le potentiomètre, parce que la version soft n'est pas assez rapide en manipulation, ou en réaction si tu préfère. Ayant utiliser les deux méthode, je peu te dire, que tu ne voudra plus t'en passer.
++
Lionel

Le Canayien- acharné du forum

- Messages : 570
Points : 824
Date d'inscription : 08/08/2011
Age : 72
Localisation : Boucherville, Province de Québec, Canada
Re: Presentation CN Nexty
![]() Totem Sam 31 Mar 2012 - 16:58
Totem Sam 31 Mar 2012 - 16:58
Oui, je ferais un tuto à l'occasion.
Je t'encourage à le bricoler le potentiomètre, parce que la version soft n'est pas assez rapide en manipulation, ou en réaction si tu préfère. Ayant utiliser les deux méthode, je peu te dire, que tu ne voudra plus t'en passer.
Je le sais, je travaille moi aussi avec des machines pro et c'est clair que c'est indispensable.
Pour la vitesse du soft, sous emc j'avais le même problème, mais sous Mach c'est instantané, de même que sous TurboCNC. mais le potentiomètre reste bien plus pratique. Déjà sur la cnc1, j'avais du mal à m'en passer, mais à l'époque je ne savais pas que c'était possible.
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() Le Canayien Sam 31 Mar 2012 - 17:52
Le Canayien Sam 31 Mar 2012 - 17:52
J'ai commender une cnc à Bruno hier, et si tu fait le pot, ce seras la première modif que la prémium recevra.
Le Canayien- acharné du forum
- Messages : 570
Points : 824
Date d'inscription : 08/08/2011
Age : 72
Localisation : Boucherville, Province de Québec, Canada
Re: Presentation CN Nexty
![]() Totem Sam 31 Mar 2012 - 19:52
Totem Sam 31 Mar 2012 - 19:52
Dès que j'aurais testé je ferais un petit tuto.
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() dh42 Lun 2 Avr 2012 - 19:47
dh42 Lun 2 Avr 2012 - 19:47
nexty a écrit:@David,
je viens de verifier - mais je suis finalement en 1280*1024
comment je peux adapter l'interface pour cette resolution?
merci
Menu config/general config, dans la zone Screen control, coche "auto screen enlarge", puis ferme et ré-ouvre Mach3 ; l'écran sera étiré pour tenir toute la fenêtre. (il faudra mettre la fenêtre en plein écran)
Pour les valeurs genre 0.000 .. que tu donne, je pense que tu mélange résolution et précision ; la précision max atteignable par la machine n'est pas du tout fonction des paramètres de vitesse et d'accélération, c'est une caractéristique mécanique de la machine et c'est indépendant du soft (si l'on excepte le calibrage). Sur une telle machine elle doit être d'environ 0.05mm.
La résolution, c'est la plus petite valeur de déplacement théorique possible, et effectivement elle est liée au réglages dans mach (le step per) et aux réglage des drivers (mode de commande, pas, 1/2 pas etc ....). Cette valeur de résolution n'a pas grand intérêt, car en général elle est toujours beaucoup plus faible que la précision de la machine. (ce qu'il faut bien sur sinon on ne pourrait pas atteindre la précision en question).
C'est la même chose qu'avec les pieds à coulisse numériques ; la résolution (de l'affichage) est de 0.01 mm, mais la précision est bien inférieure ; ± 0.03 mm, soit une erreur de mesure potentielle de 0.06 mm sur une cote.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Presentation CN Nexty
![]() Totem Lun 2 Avr 2012 - 21:12
Totem Lun 2 Avr 2012 - 21:12
Pour les valeurs genre 0.000 .. que tu donne, je pense que tu mélange résolution et précision ; la précision max atteignable par la machine n'est pas du tout fonction des paramètres de vitesse et d'accélération, c'est une caractéristique mécanique de la machine et c'est indépendant du soft (si l'on excepte le calibrage).
David a sans doute raison, c'est là que doit être l'erreur d’interprétation.
Comme tu nous présentais un comparateur tout neuf, j'ai pensé que tu avais fait des mesures en vrai, mais en fait peut être bien que non?
Peux-tu nous dire à quoi correspondent exactement les valeurs?
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() nexty Mar 3 Avr 2012 - 20:45
nexty Mar 3 Avr 2012 - 20:45
En gros voici les test realiser;
j'ai fixer le palpeur (et non palmeur) sur un Axe (X et Y ) j'ai reculer la machine sur la pointe pour que ca indique 0 sur la machine, j'ai enregistrer les coordonnee offset, fait bouger la machine en manuelle - remis l'axe (x) en bout de course, et demander une remise a 0 de l'axe, ensuite j'ai bouger step per step le moteur pour arriver a 0 sur le cadran
les valeurs donnee sur sont les infos de mach3
mnt la question; si ce n'est pas pour regler la precission, cela me permet de faire les test de velociter pour voir si la repition est bien correct, correct?
nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: Presentation CN Nexty
![]() Totem Mar 3 Avr 2012 - 21:31
Totem Mar 3 Avr 2012 - 21:31
j'ai fixer le palpeur (et non palmeur) sur un Axe (X et Y ) j'ai reculer la machine sur la pointe pour que ca indique 0 sur la machine, j'ai enregistrer les coordonnee offset, fait bouger la machine en manuelle - remis l'axe (x) en bout de course, et demander une remise a 0 de l'axe, ensuite j'ai bouger step per step le moteur pour arriver a 0 sur le cadran
c'est bien ce que je craignais, ce sont des test mécaniques. Donc, les valeurs que tu donnes sont éronnées (tu parles à 0.1 micron alors que ton comparateur (et non palpeur, c'est autre chose) est gradué au centième soit 10 microns, 100x plus!
Faire des tests de répétabilité, c'est bien, mais il ne faut pas croire que le réglage de la vitesse (et non vélocité, ça ne veut rien dire en bon français, c'est juste une mauvaise traduction, mais quand vas tu t'enlever ce vilain mot de la pensée
La répétabilité proprement dite est plus une caractéristique mécanique de la machine et de l'électronique qui n'a rien à avoir avec les réglages d'accélération ou de vitesse.
En plus de ça, la manière que tu emploies pour mesurer n'est pas d'une grande précision: les valeurs ne sont pas forcément rondes, elles correspondent au pas entier, et si en changeant l'accélération ces valeurs se trouvent modifiées, c'est que ton comparateur a bougé, ou que tu as perdu des pas.
En plus, toutes les valeurs même 0.0084 sont assimilables à 0 puisque de toute façon on est bien en dessous de la précision de la machine.
La bonne méthode, c'est de mettre le comparateur à 0 sur la machine, puis la visu de mach également à 0, ensuite, tu t'en vas et tu reviens à 0 sous mach, en mode IMD et non manuel (taper G0 X0 ou G0 Y0).
Désolé de tant critiquer
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() nexty Mar 3 Avr 2012 - 21:50
nexty Mar 3 Avr 2012 - 21:50
Totem a écrit:Salut,
La bonne méthode, c'est de mettre le comparateur à 0 sur la machine, puis la visu de mach également à 0, ensuite, tu t'en vas et tu reviens à 0 sous mach, en mode IMD et non manuel (taper G0 X0 ou G0 Y0).
Désolé de tant critiquermais je ne vois pas quoi te dire d'autre...
++
Lionel
je pense que c'est ce que j'ai fais... je tapais en mode IMD G1 X0 ce qui reviens a la meme chose que G0 X0
nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: Presentation CN Nexty
![]() Totem Mar 3 Avr 2012 - 22:21
Totem Mar 3 Avr 2012 - 22:21
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() nexty Mar 3 Avr 2012 - 22:32
nexty Mar 3 Avr 2012 - 22:32
Totem a écrit:Oui, et l'aiguille revenait exactement à 0 à chaque fois? alors c'est bon, c'est qu'il n'y a aucun problème, tu peux encore augmenter l'accélération!
++
Lionel
je referais un test ce weekend et je vous tiens au jus, je pense avoir une petite difference cependant si ma memoire est bonnes...

nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() nexty Sam 14 Avr 2012 - 16:25
nexty Sam 14 Avr 2012 - 16:25
j'essaie de me souvenir pour calculer mes vitesse d'avance pour l'alu mais j'ai un trou
mes premiers copeaux alu sont tomber la semaine passer, par securiter j'ai utiliser les parametres suivant;
Fraise diam 2
avance 125mm/min
plonger 75mm/min
ici je viens de simuler en utilisant les mm parametres je serais a 1h43 d'usinage.... pas fort envie de reste 1h43 a rien faire :p
j'ai une fraise queue de 6, diam 4mm 3dents special alu
qu'elle serais le calcul pour avoir une avance mm/min, ainsi que les tours de la kress, par default je la mets a 10 000 tours/min...
j'ai malheureusement pas Excel sur le pc usinage je ne peux donc pas tester le fichier excel du forum
merci
nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: Presentation CN Nexty
![]() Totem Sam 14 Avr 2012 - 17:29
Totem Sam 14 Avr 2012 - 17:29
Alors, les formules sont simples:
Vitesse de la broche (N) = 318 x Vc / Ø
Vitesse d'avance (F)= N x Fz x Nombre de dents
Vc est la vitesse linéaire de coupe en m/min, et Fz est l'avance par dent en mm, en général, ces deux varables sont données par le fabricant de la fraise.
Si tu ne connais pas les valeurs préconisées, par sécurité, pour l'alu, tu peux prendre 80m/min pour une fraise en acier, et 200m/min pour une fraise en carbure.
En réalité c'est souvent bien plus: une fraise chinoise en acier (2€) est donné pour Vc=70, une fraise Titex à 25€, toujours en acier, est donnée pour 300 voire 350.
Pour le carbure, les fraises bas de gamme sont autour de 170, et une fraise Wodex ou Sandvik à env.35€ sera donnée pour 800m/min (et ce ne sont pas encore des outils UGV)
Pour l'avance Fz, tu peux prendre 1/200 du diamètre.
Soit par exemple pour ta fraise de 4 à 3 dents, en admettant qu'elle est en carbure, cela donne:
N=200*318/4
N=env.16000
F=16000*3*0.02
F=960mm.min
Pour ce qui est de la profondeur de passe, on prendra, si la machine le permet, la moitié du diamètre.
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() dh42 Sam 14 Avr 2012 - 19:55
dh42 Sam 14 Avr 2012 - 19:55
En réalité c'est souvent bien plus: une fraise chinoise en acier (2€) est donné pour Vc=70
Lio: Tu les a trouvé ou les paramètres pour les fraises Chinoises ?
Nexty: PS, si tu te souvient juste des vitesses de coupe ( Vc=100 m/min ; c'est passe partout dans l'alu), tu peux utiliser le calculateur de Cambam pour le reste
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/SpeedsFeeds.htm
Pour la prof de passe, commence à 0.2 mm, puis augmente jusqu'à ce que ça commence à vibrer, ensuite réduit un peu. C'est totalement dépendant de la rigidité de la machine et le seul moyen de savoir c'est de tester.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Presentation CN Nexty
![]() Totem Sam 14 Avr 2012 - 20:07
Totem Sam 14 Avr 2012 - 20:07
Je n'ai pas d'autre informations.
Le calculateur de Cambam, je n'ai jamais compris ou il était
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() dh42 Sam 14 Avr 2012 - 20:17
dh42 Sam 14 Avr 2012 - 20:17
Usage
You can do these works:
* Plywood, MDF, wood board drilling and cutting work
* Most kind of Wood, relieve, sign label, name plate
* Special cut on Acrylic ABS, double color plate
* Material: solid carbide
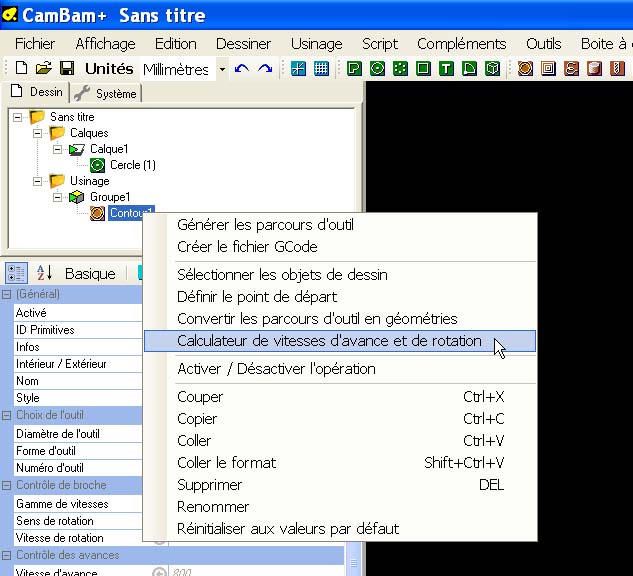
Pour le calculateur de CB, c'est écrit sur la première ligne de la doc
Cet outil se trouve dans le menu contextuel des opérations d'usinage: Calculateur de vitesses d'avance et de rotation
Pour la Vc de 150 à 250 m/min, c'est normal, ça dépend de l'alu, et de si tu est en ébauche ou en finition, de si tu lubrifie ; ils ne sont pas plus précis chez OTELO ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Presentation CN Nexty
![]() Totem Sam 14 Avr 2012 - 20:24
Totem Sam 14 Avr 2012 - 20:24
Ah, pour le calculateur, j'avais du lire entre les lignes, mais pas dessus
Pour la fraise, c'est en effet pas marqué que c'est pour l'alu, mais, après avoir pris vc=400 (ce qu'on apprend à l'école pour l'alu avec des outils carbure), j'en ai grillé 2 en un rien de temps, j'ai donc envoyé un mail au gars pour lui demander combien il préconisait...
Otelo n'est pas plus précis, ou pas beaucoup plus (pour un outil que je viens d'acheter, ils donnent 160-220), en revanche, Sandvik, Titex et autres le sont beaucoup plus, tu trouves des valeurs genre 915-925 dans leurs catalogues, je me demande pourquoi autant de précision!
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Presentation CN Nexty
![]() nexty Dim 15 Avr 2012 - 0:37
nexty Dim 15 Avr 2012 - 0:37
sorry j'était a la bourre cet aprem j'ai pas rpd, mais j'ai bien lu le calcul de lio et surtout bien compris, je m'attarde sur cambam demain,
j'ai fais ma 2eme pieces en alu, par précotion j'ai pris 600min/mm avec passe de 0.4 et ca a été NICKEL (parametre utiliser par David sur une des videos)
je pense pouvoir prendre des passes de 0.6mm, je test demain malheureusement ca fait trop de bruit pour usiner maintenant
je n'ai pas la piece avec moi mais voici le dessin cambam, rien de special ce sont mes premieres brides!
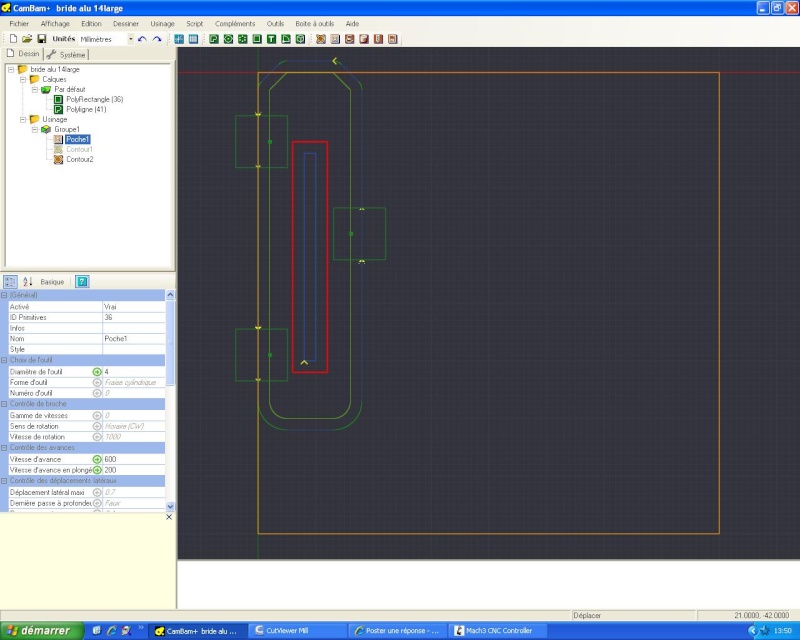
d'ailleur si vous avez des conseils pour le dessin, je suis prenneur! je vais changer la taille des tabs, car 3mm d'epais c'est un peu bcp
je suis archi content, c'est betes mais qd j'ai lancer la simu j'en avais d'apres cut viewer pour 1h43 (avec mes parametres)
 et j'ai reduis a 12min37 :-) grand reussite pour moi la fraises est tjrs entière
et j'ai reduis a 12min37 :-) grand reussite pour moi la fraises est tjrs entière 
merci encore!
nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Page 6 sur 14 • 1 ... 5, 6, 7 ... 10 ... 14

 Sujets similaires
Sujets similaires» Nexty et Solidworks :)
» Présentation
» Présentation
» Présentation de Seb