






Présentation CNC Makko M1070 Su
4 participants
Page 1 sur 4
Page 1 sur 4 • 1, 2, 3, 4 

 Présentation CNC Makko M1070 Su
Présentation CNC Makko M1070 Su
![]() Jivé 23.02.20 21:52
Jivé 23.02.20 21:52
Bonsoir
De Grenoble au littoral héraultais,la CNC germanique vient de pousser une nouvelle pointe au sud.
La machine, vous l'aviez déjà vue à l'oeuvre entre les mains de Sam, pour assouvir sa passion du modélisme ferroviaire.
Acquisition Makko 1070
Drs news du travail avec la Makko
Rien que pour la présentation de l'installation et la démo in situ, le déplacement valait le détour. Merci Sam.
Voilà la Makko sur son nouveau piétement.


La CNC tourne sous Galaad avec son contrôleur Pulsebox en port // mais avec boîtier d'interpolation USB.


Premiers essais avec un PC de bureau spécialement remonté pour la CNC avec un Windows 7 Pro 32 bits.
Malgré les fichiers de paramètres déjà renseignés (ceux du précédent propriétaire), pas moyen d'établir la liaison USB.
Essai avec mon portable Windows 10 : liaison reconnue, tests e/s, ça bouge, elle est vivante !

On verra demain pour le PC fixe.
Je compte l'utiliser aussi avec Cambam-Mach3 en port //.
Cdlt
Jean
Traduction de la doc allemande :
Station de fraisage CNC M1070 - SU
Données techniques:
Course X: 1000 mm
Course Y: 650 mm
Course Z: 160 mm
Zone de serrage: 1200 x 800 mm
Vitesse de positionnement 3000 mm / min ou 50 mm / sec.
Hauteur de passage: 150 mm
Précision de répétition +/- 0,02 mm
Guides (X, Y) glissières à recirculation de billes avec bande de roulement sur surfaces durcies et rectifiées (R25)
Guides (Z) douilles à recirculation de billes sur arbres trempés et rectifiés D 20 mm
Lubrification : Résistant à la poussière et à la saleté grâce aux essuie-glaces sur chaque axe
Commutateur de référence : 3 x capteurs sans contact
Surveillance de la zone de travail via un logiciel
Moteurs pas à pas jusqu'à 300 Ncm
Dimensions globales. 1550 x 960 x 500 mm
Poids ap. 85 kg
Support de fraisage Ø 43 mm (DIN Eurohals)
Spécifications:
Type de boîtier: 19 "protection industrielle de la tension du boîtier: protection / fusible double tension
Démarrage en douceur: disponible (axes X et Y) protection contre les courts-circuits: disponible (axes X et Y) réinitialisation automatique
Interrupteur d'arrêt d'urgence disponible
Refroidissement: refroidissement actif des éléments de commande
Connexion: Connexion directe au port parallèle PC (LPT) Courant du moteur: Courant jusqu'à 4 A par phase Réduction du courant: Réduction du courant commutable avec arrêt du moteur réglable via le logiciel
Résolution de pas: 1/8, 1/4, 1/2, 1/1 (pas complet) fonctionnement en micro pas Jusqu'à max. 1/256 micropas possible
Compatible avec SignalLogik TTL
Description Fraiseuse à portique CNC M1070-SU
La caractéristique la plus importante de la série S, des séries K et R, est la
différentes structures de système de guidage sur glissières à recirculation de billes.
(Vous trouverez plus d'informations sur la structure ci-dessous dans la description)
La fraiseuse à portique CNC M1070-SU est une machine très robuste et de construction rigide, éléments anodisés industriels.
Les systèmes de guidage de chaîne et les éléments d'entraînement et de guidage cachés ne sont que quelques points sur lesquels cette construction de machine se démarque. Précision élevée.
La durée de vie des pièces d'entraînement, la facilité d'utilisation du système sont pour nous
bien sûr.
La fraiseuse à portique CNC M850-SU est une fraiseuse à portique CNC complète avec une commande CNC 3 axes et un logiciel CAD / CAM 2D / 3D pour fraisage (fraisage 2D et 3D), • forage, Matière plastique • gravure, Fabrication de PCB 1.
De préférence dans des matériaux tels que: Plastiques (PE, verre acrylique), GRP, CFK, verre, Métaux non ferreux (aluminium, laiton, etc.), bois
Idéal pour prototypage, Petite fabrication, Fabrication de PCB 1,
Tâches de concepteur, production de panneaux de gravure, façades architecturales et / ou Des passe-temps tels que dans le domaine du modélisme.
La boule de recirculation coulisse (R25) sur les axes X et Y, ainsi que les arbres de 20 mm de l'axe Z, se caractérisent par une grande précision, une efficacité élevée, une Rigidité et faible usure mécanique. L'entraînement sur les vis à billes à recirculation est d'une haute précision constante durée de vie garantie.
Par rapport aux machines CNC courantes avec des éléments de glissement :
- Une précision supérieure aux guides coulissants (par ex. Bagues coulissantes en bronze)
- Amélioration de la répulsion de la saleté et donc entretien minimisé et amélioré
- capacité de charge / rigidité plus élevée charge dynamique
- faible résistance au frottement
- précision constante avec plus vie
- pas d'effet antidérapant
Avec les éléments coulissants, la pression sur le guide coulissant ne peut être augmentée que dans une mesure limitée, car le coefficient de frottement augmente avec une pression plus élevée jusqu'à ce que les moteurs pas à pas ne fonctionnent pas
peut rassembler plus. Un autre inconvénient est le frottement, la forte abrasion lors du glissement
L'effet dit bâton de glissement se produit avec des éléments coulissants entre la surface coulissante et la douille coulissante.
La résistance ou l'effort requis pour déplacer la bague de l'arrêt est considérablement plus élevé que la force appliquée pendant le fonctionnement.
Que le moteur pas à pas doit accumuler considérablement plus de force à chaque accélération du reste, ce qui peut soudainement entraîner une secousse lorsque la bague est libérée de la surface de glissement.
Le schéma de fraisage peut être affecté.
Makko-net CNC Technik Am Steinweg 7C D-30952 Ronnenberg Tel. + 49 5108 608910 Fax. +49 5108 608908 Contact: info@makko-net.deWeb: www.makko-net.de
De Grenoble au littoral héraultais,la CNC germanique vient de pousser une nouvelle pointe au sud.
La machine, vous l'aviez déjà vue à l'oeuvre entre les mains de Sam, pour assouvir sa passion du modélisme ferroviaire.
Acquisition Makko 1070
Drs news du travail avec la Makko
Rien que pour la présentation de l'installation et la démo in situ, le déplacement valait le détour. Merci Sam.
Voilà la Makko sur son nouveau piétement.


La CNC tourne sous Galaad avec son contrôleur Pulsebox en port // mais avec boîtier d'interpolation USB.


Premiers essais avec un PC de bureau spécialement remonté pour la CNC avec un Windows 7 Pro 32 bits.
Malgré les fichiers de paramètres déjà renseignés (ceux du précédent propriétaire), pas moyen d'établir la liaison USB.
Essai avec mon portable Windows 10 : liaison reconnue, tests e/s, ça bouge, elle est vivante !

On verra demain pour le PC fixe.
Je compte l'utiliser aussi avec Cambam-Mach3 en port //.
Cdlt
Jean
Traduction de la doc allemande :
Station de fraisage CNC M1070 - SU
Données techniques:
Course X: 1000 mm
Course Y: 650 mm
Course Z: 160 mm
Zone de serrage: 1200 x 800 mm
Vitesse de positionnement 3000 mm / min ou 50 mm / sec.
Hauteur de passage: 150 mm
Précision de répétition +/- 0,02 mm
Guides (X, Y) glissières à recirculation de billes avec bande de roulement sur surfaces durcies et rectifiées (R25)
Guides (Z) douilles à recirculation de billes sur arbres trempés et rectifiés D 20 mm
Lubrification : Résistant à la poussière et à la saleté grâce aux essuie-glaces sur chaque axe
Commutateur de référence : 3 x capteurs sans contact
Surveillance de la zone de travail via un logiciel
Moteurs pas à pas jusqu'à 300 Ncm
Dimensions globales. 1550 x 960 x 500 mm
Poids ap. 85 kg
Support de fraisage Ø 43 mm (DIN Eurohals)
Spécifications:
Type de boîtier: 19 "protection industrielle de la tension du boîtier: protection / fusible double tension
Démarrage en douceur: disponible (axes X et Y) protection contre les courts-circuits: disponible (axes X et Y) réinitialisation automatique
Interrupteur d'arrêt d'urgence disponible
Refroidissement: refroidissement actif des éléments de commande
Connexion: Connexion directe au port parallèle PC (LPT) Courant du moteur: Courant jusqu'à 4 A par phase Réduction du courant: Réduction du courant commutable avec arrêt du moteur réglable via le logiciel
Résolution de pas: 1/8, 1/4, 1/2, 1/1 (pas complet) fonctionnement en micro pas Jusqu'à max. 1/256 micropas possible
Compatible avec SignalLogik TTL
Description Fraiseuse à portique CNC M1070-SU
La caractéristique la plus importante de la série S, des séries K et R, est la
différentes structures de système de guidage sur glissières à recirculation de billes.
(Vous trouverez plus d'informations sur la structure ci-dessous dans la description)
La fraiseuse à portique CNC M1070-SU est une machine très robuste et de construction rigide, éléments anodisés industriels.
Les systèmes de guidage de chaîne et les éléments d'entraînement et de guidage cachés ne sont que quelques points sur lesquels cette construction de machine se démarque. Précision élevée.
La durée de vie des pièces d'entraînement, la facilité d'utilisation du système sont pour nous
bien sûr.
La fraiseuse à portique CNC M850-SU est une fraiseuse à portique CNC complète avec une commande CNC 3 axes et un logiciel CAD / CAM 2D / 3D pour fraisage (fraisage 2D et 3D), • forage, Matière plastique • gravure, Fabrication de PCB 1.
De préférence dans des matériaux tels que: Plastiques (PE, verre acrylique), GRP, CFK, verre, Métaux non ferreux (aluminium, laiton, etc.), bois
Idéal pour prototypage, Petite fabrication, Fabrication de PCB 1,
Tâches de concepteur, production de panneaux de gravure, façades architecturales et / ou Des passe-temps tels que dans le domaine du modélisme.
La boule de recirculation coulisse (R25) sur les axes X et Y, ainsi que les arbres de 20 mm de l'axe Z, se caractérisent par une grande précision, une efficacité élevée, une Rigidité et faible usure mécanique. L'entraînement sur les vis à billes à recirculation est d'une haute précision constante durée de vie garantie.
Par rapport aux machines CNC courantes avec des éléments de glissement :
- Une précision supérieure aux guides coulissants (par ex. Bagues coulissantes en bronze)
- Amélioration de la répulsion de la saleté et donc entretien minimisé et amélioré
- capacité de charge / rigidité plus élevée charge dynamique
- faible résistance au frottement
- précision constante avec plus vie
- pas d'effet antidérapant
Avec les éléments coulissants, la pression sur le guide coulissant ne peut être augmentée que dans une mesure limitée, car le coefficient de frottement augmente avec une pression plus élevée jusqu'à ce que les moteurs pas à pas ne fonctionnent pas
peut rassembler plus. Un autre inconvénient est le frottement, la forte abrasion lors du glissement
L'effet dit bâton de glissement se produit avec des éléments coulissants entre la surface coulissante et la douille coulissante.
La résistance ou l'effort requis pour déplacer la bague de l'arrêt est considérablement plus élevé que la force appliquée pendant le fonctionnement.
Que le moteur pas à pas doit accumuler considérablement plus de force à chaque accélération du reste, ce qui peut soudainement entraîner une secousse lorsque la bague est libérée de la surface de glissement.
Le schéma de fraisage peut être affecté.
Makko-net CNC Technik Am Steinweg 7C D-30952 Ronnenberg Tel. + 49 5108 608910 Fax. +49 5108 608908 Contact: info@makko-net.deWeb: www.makko-net.de

Jivé- complétement accro

- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon

Re: Présentation CNC Makko M1070 Su
![]() sa120672 24.02.20 0:21
sa120672 24.02.20 0:21
Jean
Heureux de voir que tu es bien rentré et que la machine est en place !!!!
Amitiés
Sam
Heureux de voir que tu es bien rentré et que la machine est en place !!!!
Amitiés
Sam

sa120672- posteur Régulier

- Messages : 106
Points : 156
Date d'inscription : 18/09/2015
Age : 52
Localisation : Grenoble
Re: Présentation CNC Makko M1070 Su
![]() dh42 24.02.20 17:07
dh42 24.02.20 17:07
Salut,
Belle bête
Pas sur celle-la ; apparemment c'est une version plus évoluée car elle à des guidages prismatiques sur le Z aussi.
Je te conseille vivement de ne pas l'utiliser en port // direct avec Mach3, j'ai eu plein de soucis avec la mienne ; pas fiable, pas possible d'atteindre les V max ; le port // direct c'est une loterie, chez certains ça fonctionne bien, chez d'autre pas
Si tu veux la piloter via Mach3, tu peux simplement y mettre un boitier UC100 USB (en fait l'équivalent de la pulse box de galaad, mais pour Mach3) connecté à l'arrière du controleur (118€ TTC livré chez CNC Drive) ... ça te permettra de plus d'utiliser un portable et un windows récent si tu le souhaite.
je ne sais pas si il est tj dispo, mais il y en avait un d'occas ici
http://www.metabricoleur.com/t17698-uc-100-et-jog-en-wifi
++
David
Belle bête
Guides (Z) douilles à recirculation de billes sur arbres trempés et rectifiés D 20 mm
Pas sur celle-la ; apparemment c'est une version plus évoluée car elle à des guidages prismatiques sur le Z aussi.
Je compte l'utiliser aussi avec Cambam-Mach3 en port //.
Je te conseille vivement de ne pas l'utiliser en port // direct avec Mach3, j'ai eu plein de soucis avec la mienne ; pas fiable, pas possible d'atteindre les V max ; le port // direct c'est une loterie, chez certains ça fonctionne bien, chez d'autre pas
Si tu veux la piloter via Mach3, tu peux simplement y mettre un boitier UC100 USB (en fait l'équivalent de la pulse box de galaad, mais pour Mach3) connecté à l'arrière du controleur (118€ TTC livré chez CNC Drive) ... ça te permettra de plus d'utiliser un portable et un windows récent si tu le souhaite.
je ne sais pas si il est tj dispo, mais il y en avait un d'occas ici
http://www.metabricoleur.com/t17698-uc-100-et-jog-en-wifi
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Présentation CNC Makko M1070 Su
![]() Jivé 24.02.20 20:21
Jivé 24.02.20 20:21
Bonsoir
David, merci pour le lien de l'UC100, j'ai envoyé un mp à SD31 mais sa dernière visite sur le forum remonte à décembre. A voir.
Aujourd'hui, premiers essais. Avec un stylo, j'ai obtenu un bel effet miroir du texte.
Pas facile de comprendre l'orientation avec des switches de référencement à l'arrière au fond à gauche (vue face au portique) et un XY calé au fond à droite.
Heureusement, j'avais les fichiers Galaad déjà paramétrés. J'ai bien testé un XY face opérateur (devant soi, àgauche, comme la CNC du Fablab) mais la machine cherchait son recalage àl'opposé des switches.
Pour piger le truc, il faut s'imaginer que le "en bas à gauche du dessin" se situe sous le portique à gauche quand il est le plus reculé sur l'arrière.
Vu que l'arrière est ouvert, pourquoi pas ?
On verra comment résoudre ça si/quand je passe sur Cambam-Mach3 car Galaad est d'une approche sympathique avec son volumineux mode d'emploi du dessin à l'usinage (400 pages)
Pour l'heure, essai de gravure avec une fraise à graver à bois plaquettes carbure brasé à 90°.
D'habitude, on leur fait écrire "Hello word", mais j'avais un message familial plus circonstancié à faire passer.
Cdlt
Jean
David, merci pour le lien de l'UC100, j'ai envoyé un mp à SD31 mais sa dernière visite sur le forum remonte à décembre. A voir.
Aujourd'hui, premiers essais. Avec un stylo, j'ai obtenu un bel effet miroir du texte.
Pas facile de comprendre l'orientation avec des switches de référencement à l'arrière au fond à gauche (vue face au portique) et un XY calé au fond à droite.
Heureusement, j'avais les fichiers Galaad déjà paramétrés. J'ai bien testé un XY face opérateur (devant soi, àgauche, comme la CNC du Fablab) mais la machine cherchait son recalage àl'opposé des switches.
Pour piger le truc, il faut s'imaginer que le "en bas à gauche du dessin" se situe sous le portique à gauche quand il est le plus reculé sur l'arrière.
Vu que l'arrière est ouvert, pourquoi pas ?
On verra comment résoudre ça si/quand je passe sur Cambam-Mach3 car Galaad est d'une approche sympathique avec son volumineux mode d'emploi du dessin à l'usinage (400 pages)
Pour l'heure, essai de gravure avec une fraise à graver à bois plaquettes carbure brasé à 90°.
D'habitude, on leur fait écrire "Hello word", mais j'avais un message familial plus circonstancié à faire passer.
Cdlt
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() dh42 24.02.20 20:38
dh42 24.02.20 20:38
Salut,
J'ignore comment on change ça sur Galaad ; sur Mach3, ça ne pose pas de problème ; le point de référencement (le 0 machine) peut bien être n'importe ou (dans mon cas il est au fond à droite x++, y++) ; on fait le 0 pièce ou on veut.
il faut voir si les axes sont paramétrés dans le bon sens (positif/négatif) car ta gravure ne devrait pas être à l'envers
++
David
Pour piger le truc, il faut s'imaginer que le "en bas à gauche du dessin" se situe sous le portique à gauche quand il est le plus reculé sur l'arrière.
J'ignore comment on change ça sur Galaad ; sur Mach3, ça ne pose pas de problème ; le point de référencement (le 0 machine) peut bien être n'importe ou (dans mon cas il est au fond à droite x++, y++) ; on fait le 0 pièce ou on veut.
il faut voir si les axes sont paramétrés dans le bon sens (positif/négatif) car ta gravure ne devrait pas être à l'envers

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 10:39
Jivé 25.02.20 10:39
L'UC100 est encore dispo ;-)
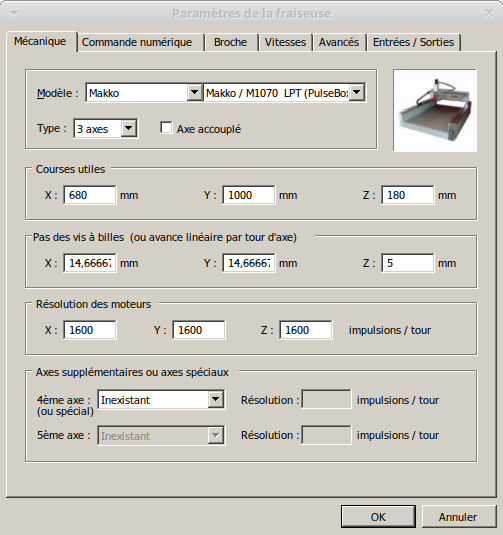
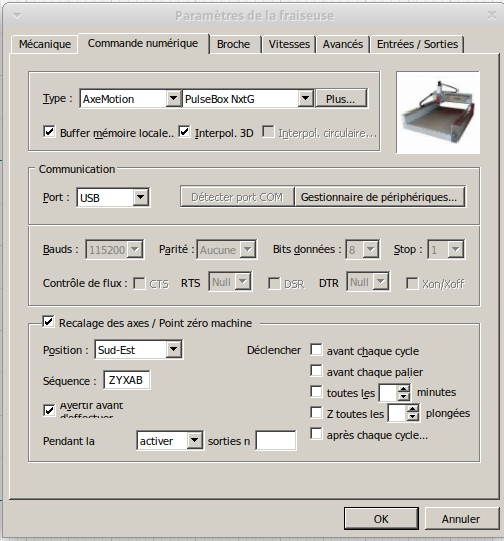
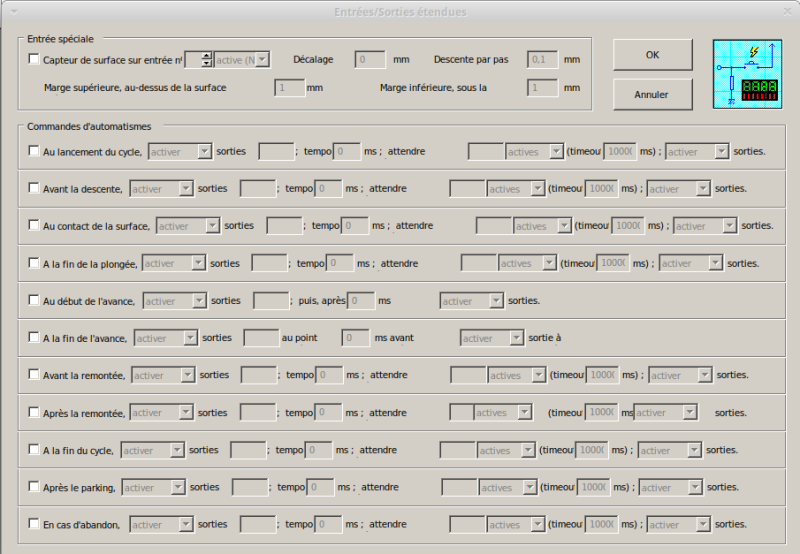
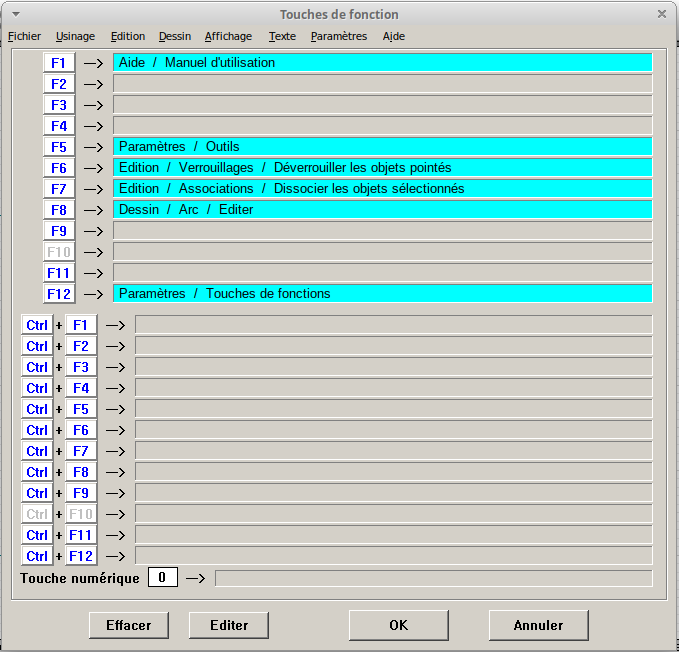
En vue du passage sur Mach3, voici les paramètres visibles de Galaad. Est-ce suffisant pour les transposer sur Mach3 ?
Ou faudra-t-il aussi ouvrir le contrôleur pour voir de quoi il est composé et comment il est câblé?
Paramètres/Mécanique
Commande numérique
Broche

Vitesses

Avancés

Entrées sorties

E/S
Pilotage manuel

Le post processeur ISO, donc supporté par Cambam?

Environnement de travail

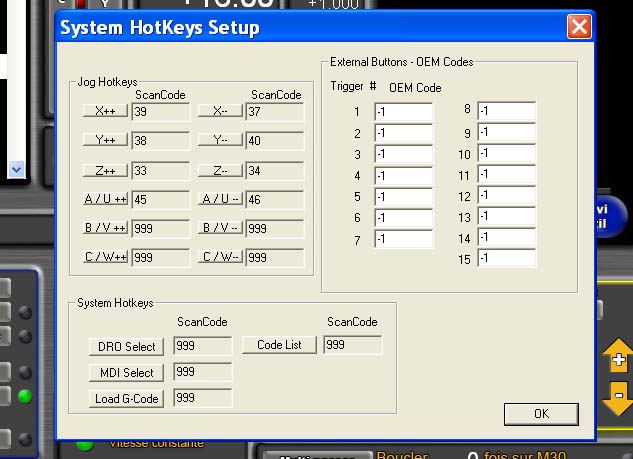
Raccourcis
Jean
En vue du passage sur Mach3, voici les paramètres visibles de Galaad. Est-ce suffisant pour les transposer sur Mach3 ?
Ou faudra-t-il aussi ouvrir le contrôleur pour voir de quoi il est composé et comment il est câblé?
Paramètres/Mécanique

Commande numérique

Broche

Vitesses

Avancés

Entrées sorties

E/S

Pilotage manuel

Le post processeur ISO, donc supporté par Cambam?

Environnement de travail

Raccourcis

Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 11:02
dh42 25.02.20 11:02
Salut,
Il en manque (les n° de pin moteurs et E/S, la valeur des accélérations) ; mais on trouvera bien
Il y a aussi des trucs bizarres (ce n'est pas la 1ière fois que je vois ça sur Galaad) ; par exemple le pas des vis à 14.6666 ..... Sur une makko, les vis sont au pas de 10 pour XY et 5 pour Z (vis Isel) ... je ne vois pas ce que ce 14.6666 fait ici
..... Sur une makko, les vis sont au pas de 10 pour XY et 5 pour Z (vis Isel) ... je ne vois pas ce que ce 14.6666 fait ici
ce serait bien de savoir ce qu'il y a comme BoB et drivers, ça simplifiera un peu les réglages.
tu peux faire des tests en port // direct si tu veux car ce seront les mêmes réglages de n° de pin avec l'UC100.
++
David
En vue du passage sur Mach3, voici les paramètres visibles de Galaad. Est-ce suffisant pour les transposer sur Mach3 ?
Il en manque (les n° de pin moteurs et E/S, la valeur des accélérations) ; mais on trouvera bien
Il y a aussi des trucs bizarres (ce n'est pas la 1ière fois que je vois ça sur Galaad) ; par exemple le pas des vis à 14.6666
Ou faudra-t-il aussi ouvrir le contrôleur pour voir de quoi il est composé et comment il est câblé?
ce serait bien de savoir ce qu'il y a comme BoB et drivers, ça simplifiera un peu les réglages.
tu peux faire des tests en port // direct si tu veux car ce seront les mêmes réglages de n° de pin avec l'UC100.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 11:49
Jivé 25.02.20 11:49
Voilà le contrôleur. C'est du Leadshine pour les drivers.Pour la carte, pas facile d'y accéder

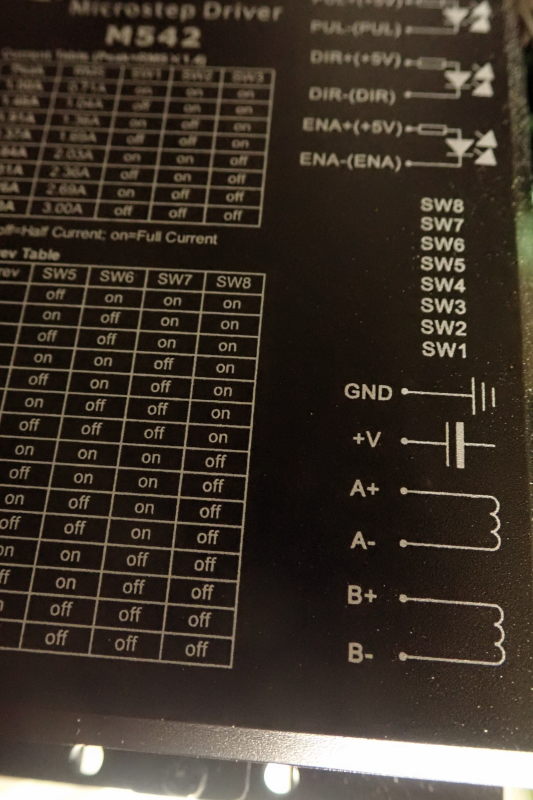




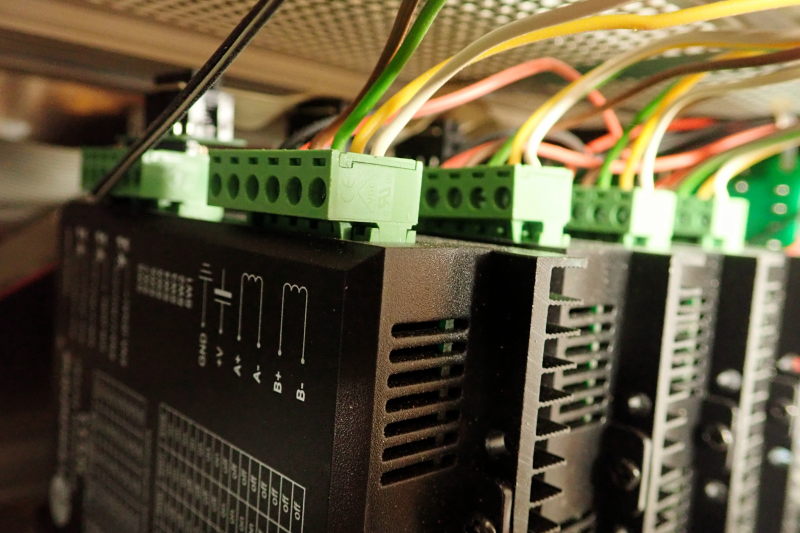

Tu as besoin de vues plus détaillées si je peux, avant de refermer ?
Jean







Tu as besoin de vues plus détaillées si je peux, avant de refermer ?
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 11:52
dh42 25.02.20 11:52
si tu arrivais à voir la marque de la bob ?
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 12:18
Jivé 25.02.20 12:18
Pas d'inscriptions sur la carte

Si ça peut aider

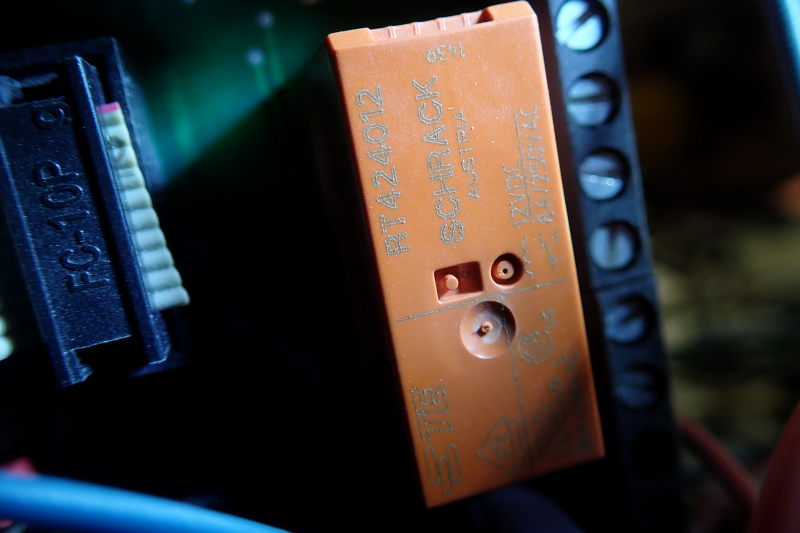

Si ça peut aider



Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 16:10
Jivé 25.02.20 16:10
Voilà, j'ai commencé à configurer Mach3 en port //, version 0.62 avec screen français pour débuter avant de le personnaliser.
Ports

Input

Moteurs

Output

Testé ainsi, rien ne bouge, hormis que l'axe X fait de petites saccades de quelques mm tout seul. Axe X débranché, rien sur les autres.
Je doute aussi un peu de ce PC Dell, sous W7 pro 32 bits, pourtant relativement récent : quand je lance Galaad, il voit la clef dongle mais quand je lance un test e/s, j'ai un message "aucun port usb trouvé (ou valide) sur cet appareil".
Avec le portable et W10, pas de problème.
Jean
Ports

Input

Moteurs

Output

Testé ainsi, rien ne bouge, hormis que l'axe X fait de petites saccades de quelques mm tout seul. Axe X débranché, rien sur les autres.
Je doute aussi un peu de ce PC Dell, sous W7 pro 32 bits, pourtant relativement récent : quand je lance Galaad, il voit la clef dongle mais quand je lance un test e/s, j'ai un message "aucun port usb trouvé (ou valide) sur cet appareil".
Avec le portable et W10, pas de problème.
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 17:45
dh42 25.02.20 17:45
Salut,
Elle ressemble beaucoup à ça, mais je n'ai pas trouvé le brochage ni la marque.
http://www.bzt-cnc.de/en/shop/electronics/56-platinen-und-module/196-parallel-interface-120
SI c'est un modèle Benezan (ce qu'il y a dans les BZT) tu pourrais essayer
moteur, step pin, dir pin
X: 3 , 2 (step port et dir port à 1)
Y: 5 , 4
Z: 7 , 6
spindle: 17, 0
Input signals
le E-Stop peut être 1 , 10 mais tester aussi de 11 à 13 et 15 si pas bon avec le 10
output signals
Output#1: 1 , 1 (relais M/A broche)
Output#4: 1, 14 (2ieme relais)
Charge pump: 1 , 16 (sécu Mach3 non lancé)
++
David
Elle ressemble beaucoup à ça, mais je n'ai pas trouvé le brochage ni la marque.
http://www.bzt-cnc.de/en/shop/electronics/56-platinen-und-module/196-parallel-interface-120
SI c'est un modèle Benezan (ce qu'il y a dans les BZT) tu pourrais essayer
moteur, step pin, dir pin
X: 3 , 2 (step port et dir port à 1)
Y: 5 , 4
Z: 7 , 6
spindle: 17, 0
Input signals
le E-Stop peut être 1 , 10 mais tester aussi de 11 à 13 et 15 si pas bon avec le 10
output signals
Output#1: 1 , 1 (relais M/A broche)
Output#4: 1, 14 (2ieme relais)
Charge pump: 1 , 16 (sécu Mach3 non lancé)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 18:45
Jivé 25.02.20 18:45
Yes ! Merci David
Le estop à 13, ça reagit.
Page up page down Ok pour la broche
Face au portique, flèche haut déplacement x à droite, flèche en bas déplacement vers la gauche
Flèche s gauche droite inactives
M/A broche opérationnel
Le estop à 13, ça reagit.
Page up page down Ok pour la broche
Face au portique, flèche haut déplacement x à droite, flèche en bas déplacement vers la gauche
Flèche s gauche droite inactives
M/A broche opérationnel
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 18:57
dh42 25.02.20 18:57
Il se peut qu'il faille modifier les raccourcis clavier pour les axes. Rien ne dis que Makko considère "l'avant" comme la partie ouverte face au portique, chez Heiz par exemple elles sont configurées avec l'avant sur ce que l'on considère comme le coté, donc inversion X et Y
Pour être sûr des sens de déplacement le mieux c'est d'abords de voir comment ça se déplace avec une commande GCode. (dans l'écran manuel MDI) et quand ça se déplacera dans le bon sens en Gcode, on pourra changer les raccourcis clavier pour que ça match avec le Gcode.
par exemple en supposant les axes mis à 0 (en milieu de table pour éviter les pb) un G0 Y100 devrait envoyer le portique vers le fond (position parking sur tes photos) et un G0 Y-100 l'amène vers l'avant.
un G0 X100 envoi l'axe vers la droite, un G0 X-100 vers la gauche.
Si ce n'est pas Y qui bouge mais X, inverse soit les n° de pin dans Mach3, soit les prises X et Y sur le controleur.
Si c'est le bon axe mais que ça bouge à l'envers, coche ou décoche "dir low active"
tu a quoi dans les réglages moteurs ? (motor tuning)
++
David

Pour être sûr des sens de déplacement le mieux c'est d'abords de voir comment ça se déplace avec une commande GCode. (dans l'écran manuel MDI) et quand ça se déplacera dans le bon sens en Gcode, on pourra changer les raccourcis clavier pour que ça match avec le Gcode.
par exemple en supposant les axes mis à 0 (en milieu de table pour éviter les pb) un G0 Y100 devrait envoyer le portique vers le fond (position parking sur tes photos) et un G0 Y-100 l'amène vers l'avant.
un G0 X100 envoi l'axe vers la droite, un G0 X-100 vers la gauche.
Si ce n'est pas Y qui bouge mais X, inverse soit les n° de pin dans Mach3, soit les prises X et Y sur le controleur.
Si c'est le bon axe mais que ça bouge à l'envers, coche ou décoche "dir low active"
tu a quoi dans les réglages moteurs ? (motor tuning)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 18:59
Jivé 25.02.20 18:59
Avant de te lire, j'ai mis 5.4 sur les X et c'est ok
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 19:00
dh42 25.02.20 19:00
Pour les moteurs tu devrais avoir un steps per de 160 pour X et Y et de 320 sur Z
V maxi 5000 mm/min sur XY et 3000 sur Z ; accélération: 500mm/s² partout
step pulse et dir pulse à 4
++
David
V maxi 5000 mm/min sur XY et 3000 sur Z ; accélération: 500mm/s² partout
step pulse et dir pulse à 4
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 19:06
Jivé 25.02.20 19:06
dh42 a écrit:
tu a quoi dans les réglages moteurs ? (motor tuning)
Rien changé, 2000 - 120 -4 de base, ça se déplace lentement
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 19:12
Jivé 25.02.20 19:12
dh42 a écrit:Pour les moteurs tu devrais avoir un steps per de 160 pour X et Y et de 320 sur Z
V maxi 5000 mm/min sur XY et 3000 sur Z ; accélération: 500mm/s² partout
step pulse et dir pulse à 4
++
David
C'est fait, c'est beaucoup plus réactif
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 19:15
dh42 25.02.20 19:15
en théorie, tu pourrais même aller jusqu'à 8000 pour XY, mais attends d'avoir l'UC100, car en port // direct c'est pas sûr que ça passe sans pertes de pas.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 19:21
dh42 25.02.20 19:21
Tu a des infos sur les moteurs ?
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 19:25
Jivé 25.02.20 19:25
un G0 X100 envoi l'axe vers la droite, un G0 X-100 vers la gauche.
Ca fait l'inverse
Comme le portique est à l'arrière, j'ai testé G0 Y0.01 et moins 0.01, aucune réaction
Ca fait l'inverse
Comme le portique est à l'arrière, j'ai testé G0 Y0.01 et moins 0.01, aucune réaction
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 19:25
Jivé 25.02.20 19:25
dh42 a écrit:Tu a des infos sur les moteurs ?
++
David
Hélas, aucune doc
Lemoteur du Y fait 60 x 60 x 90, aucune inscription
Dernière édition par Jivé le 25.02.20 19:29, édité 1 fois
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 19:28
dh42 25.02.20 19:28
Le Y ne marche pas du tout ?
C'est peut être un pb de n° de pin, car je vois que c'est un controleur 4 axes, tu peux essayer 8, 9 pour les pins du Y (pour moi c'est l'axe A)
++
David
C'est peut être un pb de n° de pin, car je vois que c'est un controleur 4 axes, tu peux essayer 8, 9 pour les pins du Y (pour moi c'est l'axe A)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() dh42 25.02.20 19:30
dh42 25.02.20 19:30
Ca fait l'inverse
coche ou décoche "dir low active"
Hélas, aucune doc
pas d'étiquette sur les moteurs ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation CNC Makko M1070 Su
![]() Jivé 25.02.20 19:31
Jivé 25.02.20 19:31
dh42 a écrit:Le Y ne marche pas du tout ?
C'est peut être un pb de n° de pin, car je vois que c'est un controleur 4 axes, tu peux essayer 8, 9 pour les pins du Y (pour moi c'est l'axe A)
++
David
8,9 pas de réaction
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Page 1 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» Acquisition d'une Makko
» Nouvelle CNC ? Makko ? BZT ?
» Des news de chez Makko
» [vendue] VENTE CNc MAKKO 1070SU
» [Résolu] CNC Makko : Mach3 commande à nouveau la broche
» Nouvelle CNC ? Makko ? BZT ?
» Des news de chez Makko
» [vendue] VENTE CNc MAKKO 1070SU
» [Résolu] CNC Makko : Mach3 commande à nouveau la broche
Page 1 sur 4
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum