






Anodisation de l'aluminium
Page 4 sur 4 •  1, 2, 3, 4
1, 2, 3, 4

 Re: Anodisation de l'aluminium
Re: Anodisation de l'aluminium
![]() pifou Dim 1 Avr 2018 - 9:21
pifou Dim 1 Avr 2018 - 9:21
En ce dimanche de Pâques, un petit truc pour évaluer la surface d'objets de formes complexes. La surface est proportionnelle à I/U, pour un bain donné et pour une température donnée, si on règle convenablement U, il est possible d'avoir en lecture directe de l'intensité la surface de l'objet. Je vais faire quelques manip aujourd'hui pour le vérifier.
A plus,
Pierre
pifou- complétement accro

- Messages : 742
Date d'inscription : 24/04/2014

Re: Anodisation de l'aluminium
![]() pifou Dim 1 Avr 2018 - 15:19
pifou Dim 1 Avr 2018 - 15:19
Après repas Pasqual, quelques manips pour voir si la mesure de surface fonctionne. Globalement oui : l'échantillon doit être prétraité comme pour une anodisation, plongé immédiatement dans le bain on arrive à une précision de l'ordre de 1% sur la mesure de surface, mais si l'on attend quelques minutes la précision tombe aux alentours de 5%, ce qui fait pour un dm² 1,5A +-0,05A en anodisation. Etant entendu que la précision de l'évaluation de surface d'un objet complexe ( exemple gourmette ) est entachée d'une grande erreur, ce procédé de mesure parait plus que satisfaisant.
Pour info, j'arrive 11,2V (générateur de tension constante) et 0,3A pour 30 cm². Température du bain 19°C, alliage série 60xx. Maintenant je vais vérifier avec différents alliages d'alu.
Bon dimanche, et cherchez à anodiser des œufs de Pâques !!!!!.
Pierre

pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Lun 2 Avr 2018 - 8:28
Totoalto Lun 2 Avr 2018 - 8:28
Celle la, je la connaissait pas !!! je veux bien un tuto detaillé...
Si tu arrive à ce niveau de precision, c'est plus que bien !!!
A bientôt,
Totoalto- petit nouveau

- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() pifou Lun 2 Avr 2018 - 11:29
pifou Lun 2 Avr 2018 - 11:29
Quelques précisions :
Justification du procédé : L’intensité qui passe entre anode et cathode est proportionnelle à la surface (S) de la pièce à anodisé (à supposer que les cathodes soient plus grandes), par ailleurs l’intensité (I) est inversement proportionnelle à la résistance (R) pour une tension donnée (U), I=U/R, donc I=f(S). Il est possible avec un générateur de tension constante en réglant soigneusement U de lire directement la surface en mesurant l’intensité qui passe dans le système. S=k.I/U, k est une constante dépendante du bain, et de la température et peut-être de l’alliage.
Protocole : réaliser avec un plat d’alu une éprouvette étalon, pour ma part, j’ai 3 repères permettant d’avoir des surfaces de 10, 20 et 30 cm². Pour tenir compte de la tranche d’épaisseur e et si l est la largeur de l’éprouvette et L la longueur à pour les différentes surfaces la formule est :
L = ( S – l x e ) / 2 x ( l + e )
En immergeant dans le bain, à la hauteur du repère 10 cm², je règle la tension (Uréf) de telle sorte que l’intensité soit à 0,1A. Donc pour mesurer la surface d’un objet, on règle la tension à la valeur Uréf, on plonge l’objet (relié à l’anode) dans le bain et on lit l’intensité (A), la surface est A x 10/0,1 en cm² soit A x 100.
Remarques : le fait de tremper 2 alliages différents (plomb et alu) dans un bain acide crée une FEM, elle peut provoquer une légére erreur, cette FEM et de l'ordre de 0,04 V. Par ailleurs, on voit l'intensité légérement bouger en fonction du temps de trempage, et c'est pour cela qu'il faut faire les manips toujours avec le même temps de mesure. Il faut que je fasse encore plusiuers manips afin de bien valider ce protocole et donner des marges d'incertitude fiables.
Edit : il y a plus de 25, j'avais un parent spécialisé dans la métallisation de métaux précieux (Or, rhodium etc. ...), il avait un PB lorsqu'il faisait un devis dans la mesure ou il ne savait pas la quantité de métal qu'il allait utilisé car il lui était impossible d'évaluer la surface, toujours complexe, de l'objet. A cette époque je lui avais construit un dispositif mesurant l'impédance, en alternatif, et qui permettait de déduire la surface de l'objet, cela avait pour intérêt de supprimer l'effet des courants de polarisation induit par le bain. Dans notre propos, j'essaye d'éviter d'utiliser un générateur de plus qui serait de tension sinusoïdale avec mesure de l'intensité efficace, quitte à avoir une légère incertitude, sinon ce n'est pas compliqué à réaliser.
Les produits qu'il utilisait, en pro avec ventilation, étaient très toxiques, à base de cyanure, et il est décédé d'un cancer bronchique sans doute en rapport avec sont activité. Donc attention à tous de bien aérer votre local.
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() pifou Jeu 5 Avr 2018 - 11:13
pifou Jeu 5 Avr 2018 - 11:13
La régulation est enfin terminée, elle régule sur le papier à 0,1°C prés, en réel, voir photo (thermostat réglé à 19°C), on est quelquefois à 0,2°C.
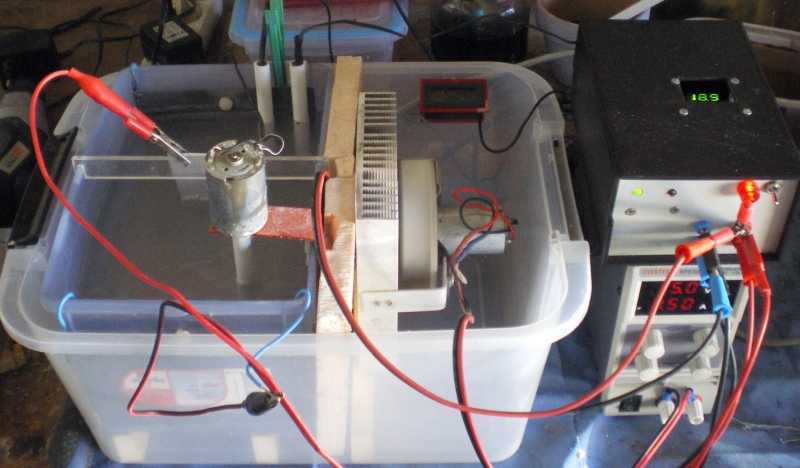
Deux tubes en PVC, bouchés à une extrémité, servent de protection pour les sondes

Le thermométre à cristaux liquide est celui de la cuve et celui à led du thermostat.
à plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Jeu 5 Avr 2018 - 12:41
Totoalto Jeu 5 Avr 2018 - 12:41
Difficile d'écrire, cause main abimé... je suis le post quand meme. beau montage. vivement resultat 1er anodisation.
A+
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() eric44 Jeu 5 Avr 2018 - 12:47
eric44 Jeu 5 Avr 2018 - 12:47
Intéressant à suivre, mon besoin futur c'est un bac de 600 par 400.
Ce sera surement en inox avec un serpentin immergé pour la régul de T°.
Des news du site à Sylvie ?
@+
Eric

eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -

Re: Anodisation de l'aluminium
![]() pifou Jeu 5 Avr 2018 - 13:36
pifou Jeu 5 Avr 2018 - 13:36
Totoalto bonne guérison pour ta main, et à bientôt.
Pour Eric, je ne sais pas si la cuve en inox est une bonne idée (possibilité de pb électrochimique, mais je ne sais pas). Par ailleurs, j'ai toujours des PB de contact avec les pièces immergées totalement (j'ai essayé avec des fils d'alu, mais pertes de contact assez fréquentes), je pense m'orienter vers des pinces à contact titane, mais ou les trouver ? Pour le site de Sylvie, je n'ai pas de nouvelles, en désespoir de cause j'ai commandé des colorants de recharge pour cartouche d'imprimante ( 4 x 100ml, dans les 4 fondamentales en CNJM) pour 20€, je les attend pour faire des essais.
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Jeu 5 Avr 2018 - 15:54
Totoalto Jeu 5 Avr 2018 - 15:54
Eric : Pour le bac en inox, très mauvais : Cela ne va t'attirer que des ennuis... Déjà il va falloir que tes cathodes soient 100% isolée du bac. Ensuite, il faut que ton bac soit en inox 316 (A4) Comme tu va réguler la température par un serpentin immergé, tu n'a même pas l'avantage de la meilleur conductivité thermique de l'inox par rapport à un bac en plastique...
Franchement, garde ton bac en inox pour le colmatage !
Pour Sylvie, elle va démarrer dans environs 15 jours. Je lui file un coup de main pour ses tuto et elle est en train de conditionner les produits. Soyez patients, elle m'a dit que les premiers clients aurons des échantillons gratuits pour tester ;-)
A+
Attn Modérateurs : Elle me demande s'il est possible qu'elle ouvre un fil sur ce forum pour presenter sa boite et ses produits.
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() pifou Jeu 5 Avr 2018 - 15:57
pifou Jeu 5 Avr 2018 - 15:57
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Jeu 5 Avr 2018 - 16:17
Totoalto Jeu 5 Avr 2018 - 16:17
pifou a écrit:Merci Totoalto pour tes informations ainsi que pour le mal que tu te donnes.
Merci Pierre,
Tu sais, je suis comme toi, c'est juste une passion : en tant que fraiseur, j'adorais voir la pièce sortie finie anodisée et le client qui te félicite car il est content du boulot... Je sais bien que c'est ringard, mais pour moi, c'est important ;-) Et comme c'est pas (plus) mon business, je peux partager mes modestes connaissances sans problème ! Si vous saviez le nombre de clients que j'ai eu juste grace au fait que je pouvais livrer une pièce anodisée...
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() eric44 Jeu 5 Avr 2018 - 16:36
eric44 Jeu 5 Avr 2018 - 16:36
Accessoire titane : ici http://www.electronic-thingks.de/en/products/anodising-accessory.html
Oui cuve et serpentin en 316, bac culinaire. Le serpentin soudé.
Sinon serpentin type pompe bière en inox plongé dans bac plastique et hélices de brassage type tank à lait.
Groupe de froid externe sur le serpentin.
Pour les sondes, c'est un peu mon job donc pas d'inquiétude.
Soignes toi.
@¸+
Eric
eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Anodisation de l'aluminium
![]() dh42 Jeu 5 Avr 2018 - 20:02
dh42 Jeu 5 Avr 2018 - 20:02
Attn Modérateurs : Elle me demande s'il est possible qu'elle ouvre un fil sur ce forum pour presenter sa boite et ses produits.
Vu que c'est commercial, non, mais tu peux mettre un lien vers son site dans ce sujet.
Ceci-dit, on a quelques "partenaires" qui font des réduc pour les MB et par conséquent qui peuvent présenter leur boite et mettre un lien commercial si ils le souhaitent, donc si elle est en mesure de faire des remises pour les MB, elle peut prendre contact avec l'équipe de modération pour proposer une offre de remise. Il faudrait qu'elle s'inscrive et qu'elle se présente (1 message mini nécessaire pour accéder aux MP) puis qu'elle envoie un MP à moi ou à Sangten.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Anodisation de l'aluminium
![]() Totoalto Ven 6 Avr 2018 - 10:37
Totoalto Ven 6 Avr 2018 - 10:37
@David : Message transmis ;-)
@Eric : Je ne comprend pas bien... Si tu utilise un bac en inox, pourquoi tu ne te sers pas directement du bac comme échangeur ? La surface d'échange serait bien plus importante non ? Ou alors peut-être pour la précision de la régulation qui sera certes plus précise avec le serpentin ? Désolé, je suis curieux ;-)
A bientôt
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() pifou Ven 6 Avr 2018 - 15:20
pifou Ven 6 Avr 2018 - 15:20
Premiers essais avec colorants pour cartouche d'imprimante. Le jaune ne fixe quasiment pas, le cyan marche très bien, je n'ai pas encore tester le noir et le magenta. J'ai employé les colorants sans dilution.
Je poste les photos après essais.
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() pifou Sam 7 Avr 2018 - 9:31
pifou Sam 7 Avr 2018 - 9:31
Voila les photos des essais d'anodisation avec des encres d'imprimante (vendus sous forme de recharge s de 100ml), je les ai employées sans dilution. Peut-être faut-il les diluer ? si oui à quelle dilution ?



A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Sam 7 Avr 2018 - 9:56
Totoalto Sam 7 Avr 2018 - 9:56
Le problème avec les encres d'imprimante et le même qu'avec les teintures à tissus ou l'éosine :
Les pigments sont trop gros et irréguliers. Une partie des pigments les plus fins va réussir à colorer ta pièce avec plus ou moins de succès, mais c'est très aléatoire suivant les marques, les couleurs, la température, le PH de l'eau...
La coloration d'une couche anodique n'est pas seulement le fait que des pigments rentres dans les tubes formé par l'anodisation. Les colorants "fait pour" fonctionnent par imprégnation, mais aussi par échange d'ions.
Tu peut tester, mais je doute que diluer plus changera quoi que ce soit, a moins que ton encre n'ait pas la viscosité de l'eau... Dans ce cas, ça peut aider...
Sur tes photos, les pièces sont colmatés ou pas ?
A bientôt
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() pifou Sam 7 Avr 2018 - 11:04
pifou Sam 7 Avr 2018 - 11:04
Oui, les pièces sont colmatées. De toutes façon en attendant l'ouverture du site de Sylvie je fais des essais avec l'encre d'imprimante. Le magenta, le cyan et le vert (que j'ai fabriqué 2/3 de cyan et 1/3 de jaune) fonctionnent plutôt bien. Le noir c'est la cata cela donne une couleur bronze clair.
Sur une idée prise sur le net je me suis fait une pince d'anodisation avec une pince à linge en plastique dont j'ai remplacé le ressort par un joint torique et avec un fil d'alu coincé dans la pince. Pendant que j'écris je suis en train de faire l'essai.
Edit : après essais aux dilutions de 50%, 100%, 200% et 300% (sur de petites quantités disposées à la seringue doseuse sur le même échantillon préalablement traité), on ne trouve presque pas de différence entre pur et dilution à 100%.
Pour ce qui est de l'astuce de la pince à linge, cela marche remarquablement bien. Bien sur il faut enlever l'alumine sur la bande d'alu après chaque anodisation.
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() pifou Lun 9 Avr 2018 - 8:42
pifou Lun 9 Avr 2018 - 8:42
Enfin une anodisation qui n'est pas un essai. Un ami, trés bon maquétiste, m'a demandé d'anodiser la culasse d'un moteur thermique. Ce moteur, de petite cylindrée, a plusieurs dizaines d'années. Bon décapage à la lessive de soude, rinçage puis neutralisation à H2SO4, et enfin anodisation. La surface a été estimée avec la méthode décrite plus haut dans ce fil. Pour l'alliage, dont j'ignore la nature, je pense qu'il possède du cuivre vu la couleur noire prise après le bain de lessive de soude.

A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Lun 9 Avr 2018 - 10:56
Totoalto Lun 9 Avr 2018 - 10:56
Sympa de passer en mode "industriel"
Au fait, ne te prend pas trop la tête avec les couleurs, car quand tu aura du désoxydant les nuances avec le même colorant changerons : Bien que tu enlève le noir après le bain de soude, il est normal que tu produise l'oxydation des éléments d'alliage pendant le processus d'anodisation. En nettoyant les pièces, tu enlève "les oxydes de ces éléments d'alliage" produit par la soude, mais pas "les éléments d'alliage". Hors, ces éléments d'alliage change la transparence de la couche anodique, ce qui fait que tes couleurs serons certainement plus proche du colorant d'origine ;-)
Beau travail ;-)
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() FMJ Lun 9 Avr 2018 - 11:04
FMJ Lun 9 Avr 2018 - 11:04
Ce fil va devenir un tuto de référence !

FMJ- complétement accro
- Messages : 5102
Points : 6017
Date d'inscription : 27/05/2013
Age : 107
Localisation : Sud sud sud Ouest
Re: Anodisation de l'aluminium
![]() pifou Mar 10 Avr 2018 - 8:53
pifou Mar 10 Avr 2018 - 8:53
Une variante pour évaluer la surface d'anodisation d'objets de formes complexes : Toujours basée sur le principe décrit plus haut dans ce fil, mais cette fois on utilise trempe dans le bain simultanément l'objet à évaluer et une éprouvette étalonnée en surface (il faut donc deux fils avec pinces crocos reliées à l'anode). Dans un premier temps, et a vide, on tourne le potentiomètre d'intensité au maximum, et on règle la tension à une valeur de quelques volts. On plonge l'objet relié à une des 2 anodes, on lit l'intensité puis on plonge l'éprouvette étalon jusqu'à lire le double de l'intensité et il n'y a plus qu'à lire la surface.
Cette méthode à l'avantage de s'affranchir des petites variations de courant qu'il y a pendant les premières secondes d'anodisation.
Si on réalise l'éprouvette avec un plat d'alu très fin de 5 mm de large il suffit de la graver en mm et cm pour avoir une lecture directe de la surface, sinon employer la formule précédemment citée.
Bien sur il est difficile d'employer cette méthode pour de grosses pièces, je n'ai pas encore expérimenté cette variante mais je vais le faire rapidement.
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() pifou Sam 14 Avr 2018 - 12:29
pifou Sam 14 Avr 2018 - 12:29
Encore des questions : Le bain de soude, que je prépare à partir de lessive de soude dans la proportion de 1 pour 6, et que j'utilise souvent aussi pour enlever, après essais, de vielles anodisations doit-il être changé souvent ? Dans le cas ou on ne fait que du décapage doit-on utiliser la même concentration ?
J'ai eu l'impression, après trempage dans l'eau, que j'avais une attaque, meilleure, qui se poursuivait !! (donc forcément bain très faiblement dosé en NaOH, puisque le bain de rinçage comporte forcément des traces de soude)
Merci par avance pour les réponses.
PS : la variante de mesure des surfaces marche moins bien que la première exposée.
Bon dimanche,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Sam 14 Avr 2018 - 12:45
Totoalto Sam 14 Avr 2018 - 12:45
La réponse est simple : La soude attaque vraiment très fortement l'aluminium, mais pas aussi fortement d'autres composés... Si tu fait un bain moins dosé, tu va donc « en priorité » attaquer l'aluminium et avoir des auréoles.
Donc, si tes pièces sont « nickel » et que le but n'est pas le décapage d'une ancienne anodisation, ou du décapage tout court, tu peut effectivement baisser la concentration de soude dans ton bain.
C'est le cas pour des pièces sortant d'usinage et dégraissé par un bain alcalin, ou le but est juste un satinage pour atténuer les traces d'outils, la tu peut baisser à 1 pour 10 voir plus !.
A bientôt
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() pifou Sam 14 Avr 2018 - 19:38
pifou Sam 14 Avr 2018 - 19:38
Merci Totoalto pour ta réponse rapide et précise. Mais encore une petite inconnue (des fois c'est pas désagréable !!!), change-tu souvent tes bains qui ont servi à supprimer une ancienne anodisation ?
PS : on est presque voisin, j'habite Carnoux, et je suis à la retraite depuis 6 mois et je peux enfin me consacrer à tous mes plaisirs de création, quel qu'ils soient (travail du bois, des métaux et des polymères) c'est vrai que parmi mes diplômes j'en ai un relatif à la technologie des matériaux. Et aussi maçonnerie, jardinages etc.....
A bientôt,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Sam 14 Avr 2018 - 20:04
Totoalto Sam 14 Avr 2018 - 20:04
Pas d'inquiétude avec le bain de soude, il va durer très très longtemps... Mon bain amateur de 20 litres doit avoir au moins 2 ans ! Le seul problème est pour les industriels : Tu verra qu'au fond du bac tu va avoir une couche hyper solide qui ressemble à du calcaire mais en beaucoup plus costaud. J'ai su ce que c'étais, mais bon, je ne me rappelle plus...
C'est tellement dur que dans les grosses cuves, ils attaquent ça au marteau pneumatique... Mais bon, moi, mon bain de 60 litres quand je bossais dans l'atelier de mécanique, on passait entre 5 et 10 Kg/jour d'alu dans le bain et il fallait 2 ans environ pour avoir une couche de 10 cm...
Donc, tu a de la marge ;-)
Du coup, tu bosse plus qu'avant ta retraite ?
Profite ;-)
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Page 4 sur 4 • 1, 2, 3, 4

