






Anodisation de l'aluminium
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

 Re: Anodisation de l'aluminium
Re: Anodisation de l'aluminium
![]() eric44 Mer 7 Mar 2018 - 18:57
eric44 Mer 7 Mar 2018 - 18:57
Merci Totoalto pour le fichier
Je mets le fichier en partage sur ma dropbox https://www.dropbox.com/s/pg15ui6d1x1n683/Anodisationcalcultension.xls?dl=0
Peux tu interroger Sylvie sur les sources d'appro des produits qu'elle utilise
Merci
@+
Eric
eric44- complétement accro

- Messages : 1658
Date d'inscription : 04/08/2014 -


Re: Anodisation de l'aluminium
![]() Totoalto Mer 7 Mar 2018 - 19:47
Totoalto Mer 7 Mar 2018 - 19:47
eric44 a écrit:Peux tu interroger Sylvie sur les sources d'appro des produits qu'elle utilise
Merci
@+
Eric
Je peut te répondre directement, car je lui avais déjà posé la question et comme je vais souvent en Corse (j'ai des clients la-bas), je l'avais même rencontré...
Elle travaillait pour une boite d'anodisation et elle a quitté pour suivre sont mari. Comme beaucoup de particuliers la contactait pour anodiser des pièces ou avoir des produits, elle est en train de monter sa boite pour faire ça : anodisation pour les particuliers et vente des produits. Mais elle m'avait expliqué que les produits industriels ne sont pas tous vendables aux particuliers pour des raisons de sécurité. Quand je l'ai rencontré, elle avait fini le développement des 2 produits très important qui lui manquait pour avoir la chaîne complète : le désoxydant et un additif d'anodisation qui bloque la dissolution de la couche. Elle m'avait fait une démo, c'est bluffant ! Il y a un mois, elle commençait les démarches pour obtenir les autorisations de mises sur le marché.
Je suis moi aussi hyper intéressé, car pour le 2017 et les 7000, c'est juste indispensable et c'est justement pour usiner ces alliages que je passe ma fraiseuse en CN.
Avec les potes de mon ancienne boite j'avais les produits, mais la source est tarie... Je vais lui passer un message pour voir ou ça en est car je vais aussi être à sec.
Je te tiens au courant.
A+

Totoalto- petit nouveau

- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() nono30 Mer 7 Mar 2018 - 22:46
nono30 Mer 7 Mar 2018 - 22:46
Totoalto a écrit:Je peux pas mettre de lien (moins de 7 jours sur le fofo)
ah oui c'est vrai, il y a cette limite, patience un jour tu sera un vrai metabricoleur


merci

nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Anodisation de l'aluminium
![]() Totoalto Ven 9 Mar 2018 - 8:38
Totoalto Ven 9 Mar 2018 - 8:38
Voila la réponse de Sylvie sur la dispo de produits d'anodisation.
J'ai envoyé sa réponse à un modo pour ne pas avoir de problème avec la charte, mais pour une raison qui m'échappe, mes messages restent dans mon dossier boite d'envoi et ne passe pas dans le dossier messages envoyés...
Bref, je vous poste sa réponse, si il y a un problème, un modo supprimera... :
Tout sera disponible début avril. Je suis en train de faire les tutoriels écris et vidéo. En fait je pourrais démarrer avant, mais je tiens absolument à ce que les clients aient les informations détaillées sur les produits. Si tu veux transmettre sur ton forum une information plus complète, voici un petit descriptif :
Pour les produits chimiques, la gamme est composée :
D'un agent lavant alcalin, qui permet de « sauter » l'étape de satinage à la soude. J'en suis particulièrement contente, car c'est vraiment ce qui manque aux « amateurs » pour obtenir des grandes brillances sur les pièces finies.
Ensuite, il y a un désoxydant/neutralisant/blanchiment, qui permet de traiter les alliages « compliqués (avec du cuivre, du fer,...) » et de moulage. Pareil, pour l'amateur, ce produit est une petite révolution, car il fait plusieurs choses : Son travail de désoxydation avant anodisation, mais aussi juste après l'anodisation, une immersion de 15 secondes résout les problèmes de « points blancs » qui apparaissent parfois sur les alliages de moulage. Enfin, toujours pour les amateurs qui ont souvent de petits bains, il permet de stocker des pièces anodisées (je suis montée jusqu’à 15 jours...). Quand on veut passer à la coloration, un petit bain de 20 secondes des pièces stockées puis rinçage et coloration de toutes les pièces en même temps pour obtenir des couleurs strictement identiques.
Pour le bain d'anodisation, il y a un additif qui permet de bloquer la dissolution, mais en préservant la transparence de la couche. Il permet de monter à 28° pour obtenir des pores très larges ou au contraire de travailler avec de forts courants en basses températures pour des anodisations dures (Je suis en train d'écrire les protocoles température/courant pour chaque alliage). En outre, comme il permet une construction régulière, il améliore notablement la colorabilité et la dureté de la couche.
Bien sur, toute la gamme de colorants organiques en poudre (Fabrication en Europe ! Pas de poudres chinoises ou indiennes...).
Un colmatant (sans sel de nickel ou métaux lourds), très performant qui évite quasiment tous dégorgements avec un bain à 98°. Il est aussi utilisable à 80°, le dégorgement est à peine plus important, mais largement moins qu'avec un colmatage à l'eau distillée.
Je ne vendrai ni la soude ni l'acide de batterie, qui sont trouvables en supermarché. Je sais bien que les allemands et les anglais les proposent sous des noms « techniques » (Agent de décapage spéciale aluminium, Electrolyte spécial anodisation,...). Mais bon, il y a beaucoup d'amateurs très pointus et je tiens à ma réputation...
Autrement, il y aura tout ce qu'il faut en titane pour les supports, pompes acide et échangeurs pour le refroidissement, alimentations DC 220V 30V DC, dont une pas cher du tout car basée sur le système des alim mobiles de modéliste (entrée 12/24V DC sortie 22V 12A réglables), régulateurs de température, agitateurs, cathodes,...
Bref, tout ce qu'il faut pour des anodisations de qualité pro en home made.
Juste pour info, le principal problème des amateurs est qu'ils ne vont pas investir 500 € dans un appareil à mesurer les épaisseurs... Je propose donc des éprouvettes qu'ils anodiseront avec des paramètres précis. Ils me retournent ensuite l'éprouvette par la poste dans une simple lettre à bulles et je fais une analyse complète : Résistance du colmatage et épaisseur de couche. Je retourne l'analyse par mail. Ça permet à l'amateur de savoir où il en est ! Une éprouvette avec un code pour l'analyse est livrée gratuitement pour chaque achat de 100 € minimum ou dispo sur le site pour 6€.
Enfin, chaque livraison contient un bon avec un code qui donne droit à un suivi technique.
Ça ne m’embête pas que tu ais donné la feuille de calcul du courant. Elle sera de toute façon en libre téléchargement, mais il faudrait que tu donnes aussi la note explicative... Car je ne sais pas si un débutant saura l'utiliser.
Là je suis en déplacement pour une formation chez un client, je te transmets le document dès que je rentre au bureau. Si tu veux bien le rajouter... Comme je tiens à mon e-réputation, merci de bien vérifier avec le modérateur si tu peux poster ces infos ;-)
A bientôt
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() meles Ven 9 Mar 2018 - 17:09
meles Ven 9 Mar 2018 - 17:09
Totoalto a écrit:J'ai envoyé sa réponse à un modo pour ne pas avoir de problème avec la charte, mais pour une raison qui m'échappe, mes messages restent dans mon dossier boite d'envoi et ne passe pas dans le dossier messages envoyés...
Il passeront dans la boite envoyés quand le modo en question les aura lu. Mais, il n'y a pas un modo de dispo 24/24 sur le fofo.
@+

meles- Admin

- Messages : 14932
Points : 21889
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Anodisation de l'aluminium
![]() Totoalto Ven 9 Mar 2018 - 18:24
Totoalto Ven 9 Mar 2018 - 18:24
meles a écrit:Totoalto a écrit:J'ai envoyé sa réponse à un modo pour ne pas avoir de problème avec la charte, mais pour une raison qui m'échappe, mes messages restent dans mon dossier boite d'envoi et ne passe pas dans le dossier messages envoyés...
Il passeront dans la boite envoyés quand le modo en question les aura lu. Mais, il n'y a pas un modo de dispo 24/24 sur le fofo.
@+
Ok, merci pour l'info !
;-)
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() dh42 Ven 9 Mar 2018 - 19:42
dh42 Ven 9 Mar 2018 - 19:42
Totoalto a écrit:meles a écrit:Totoalto a écrit:J'ai envoyé sa réponse à un modo pour ne pas avoir de problème avec la charte, mais pour une raison qui m'échappe, mes messages restent dans mon dossier boite d'envoi et ne passe pas dans le dossier messages envoyés...
Il passeront dans la boite envoyés quand le modo en question les aura lu. Mais, il n'y a pas un modo de dispo 24/24 sur le fofo.
@+
Ok, merci pour l'info !
;-)
Tu l'a envoyé à qui ? il y a des modos qui ne viennent plus sur le forum depuis un bail et ils risquent de ne pas voir ton message
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Anodisation de l'aluminium
![]() Totoalto Sam 10 Mar 2018 - 7:20
Totoalto Sam 10 Mar 2018 - 7:20
dh42 a écrit:Salut,
Tu l'a envoyé à qui ? il y a des modos qui ne viennent plus sur le forum depuis un bail et ils risquent de ne pas voir ton message
++
David
c.phili. Mais c'est bon : En effet, il vient de passer dans ma boite "Messages envoyés".
Merci
A+
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() Totoalto Sam 10 Mar 2018 - 7:29
Totoalto Sam 10 Mar 2018 - 7:29
Voila la note explicative de la feuille de calcul pour le courant d'anodisation.
Merci à l'auteur, moi je ne fais qu'un copié/collé :
"Sur la feuille de calcul, vous avez 2 onglets :
« Calcul paramètres »,
« Surface ».
1/ Onglet « Calcul paramètres » :
1.1 Information :
Le cadre contenant la rubrique rouge « Tension mini » permet de prévoir le dimensionnement de votre alimentation en fonction de votre bain. Dans la rubrique bleue «Volume bain », rentrez le volume en « solution acide de batterie + eau ». Si vous mettez 5 litres d'acide de batterie et 5 litres d'eau, saisissez « 10 ». Les cases jaunes calculent alors l’intensité d'anodisation maximum et minimum.
Pour le cas d'un bain de 10 litres, « Alimentation max » vous indique qu'il est inutile d'acheter une alimentation de plus de 20A : Votre bain est trop petit pour monter plus haut !
« Alimentation mini » vous indique qu'il serait dommage d'avoir une alimentation qui ne ferait pas au moins 10A. Cependant, vous pouvez très bien utiliser une alimentation de 3A !
Alimentations mini et max sont juste là pour avoir un ordre d'idée de la puissance de votre alimentation en fonction du volume de votre bain.
Attention, contrairement à ce qui est souvent dit, 12V est une tension trop basse !!! Vous ne devriez jamais utiliser une alimentation incapable de monter à moins de 16V ! 22V est très bien !
1,2 Information :
Le bloc du dessus est juste une information pour rappeler les valeurs de base :
« Minimal I » est la densité de courant par dm² sous laquelle il ne faut généralement pas descendre.
« Maximal I » est la densité de courant par dm² au dessus de laquelle il ne faut généralement pas monter.
« T° max » est la température maximum que ne doit pas dépasser votre bain pendant une anodisation.
« T° max avec additif » est la température maximum que ne doit pas dépasser votre bain pendant une anodisation si, et seulement si, vous utilisez notre additif.
1,3 Surface :
Le bloc au dessus permet de ramener la surface en mm² de votre pièce à l’unité usuelle en anodisation : le dm². Rentrez dans la case bleue « mm² » la surface de votre pièce en mm² et la valeur en dm² est calculée dans la case jaune « dm² »
1,4 Calcul du courant d'anodisation :
Le bloc au dessus permet de calculer à combien il faut régler votre courant pour anodiser en fonction de la surface de la pièce. Le calcul est fait automatiquement en fonction de la valeur que vous avez rentré dans « mm² ».
1,5 Épaisseur et temps d'anodisation :
Enfin, le dernier bloc permet de calculer l'épaisseur que vous allez obtenir en fonction du temps d'anodisation :
« Courant » est la densité de courant, c'est à dire la valeur d'ampères par dm² de surface. Hormis pour des anodisations spécifiques, laissez la valeur « passe partout » de 1,5. Notez que si vous changer cette valeur, l’intensité d'anodisation change aussi.
« Temps » est la durée de votre anodisation. Plus vous augmentez la durée, plus vous aurez d'épaisseur ! Mais d'une manière générale, ne dépassez pas 90mn.
« Épaisseur » est l'épaisseur de la couche d'anodisation que vous obtiendrez au bout de la durée de « Temps ».
2/ Onglet « Surface » :
Le second onglet de la feuille « Surface », est une aide pour calculer les surfaces de vos pièces. Il permet de subdiviser une pièce de forme complexe en plusieurs formes simples. Rentrez les valeurs de chaque forme simple pour obtenir la sur face de votre pièce.
« Autre + » et « Autre- » permettent de rajouter ou d'enlever des valeurs arbitraires (l'ajout du côté d'une pièce ou le retrait d'un trou par exemple)
« Grand total » est le résultat de (« formes simples » + « Autres+ ») - « Autres- »
Le résultat n'est pas automatiquement reporté dans la case « mm² » de l'onglet « Calcul paramètres » ! En effet, si nous prenons le cas d'une tôle, il faut multiplier par 2 la valeur de surface car la tôle à 2 faces...
C'est donc à vous de rentrer cette valeur à la main
Bonnes anodisations ;-)"
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.

macpoy26- petit nouveau
- Messages : 10
Points : 14
Date d'inscription : 13/11/2017
Age : 63
Localisation : drome
Re: Anodisation de l'aluminium
![]() pifou Lun 12 Mar 2018 - 18:39
pifou Lun 12 Mar 2018 - 18:39
Merci à tous et en particulier à Totoalto. Je n'ai pas répondu plus tot car j'étais absent et je rentre à peine aujourd'hui. Je vais prendre le temps d'assimiler tout cela.
A plus,
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() pifou Mar 13 Mar 2018 - 16:38
pifou Mar 13 Mar 2018 - 16:38
Grace à tous les avis compétents que vous m'avez tous fourni, j'ai réussi une coloration de 2017. Elle est loin d'être parfaite, mais le colorant est enfin fixé; Mes temps d'anodisation étaient trop courts et la température du bain trop basse (en revanche mes intensités étaient bonnes).

Je pense que les auréoles que l'on voit sont dues au manque de dispositif d'agitation de mon bain (pour ce qui est du nettoyage de la piéce, je pense que je suis bon : sablage + décapage à la lessive de soude puis rinçage, neutralisation suivit d'un rinçage à l'eau distillée).
Avez vous un avis sur les sytémes d'agitation ? (bulleur, pompe ou agitation par champs magnétique tournant (utilisés dans le polissage électrolythique).
Merci de vos avis éclairés,
Question à Totoalto : peux tu m'indiquer ton protocole pour le 2017 (je suis amateur et ne fais des anodisations que pour le plaisir d'améliorer l'esthétique des mes pièces usinées), merci par avance.
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Mar 13 Mar 2018 - 19:32
Totoalto Mar 13 Mar 2018 - 19:32
Je vais te faire une réponse que je te demanderais de considérer comme cordiale, même si de prime abord elle peut sembler agressive... "Que tu sois amateur ou pro, la chimie du bain s'en fout !" ;-)
Pour le système d'agitation, tu a raison de t'en inquiéter, c'est capital ! Voici mon principe : En fait ton choix de brassage de bain va dépendre de ton refroidissement.
J'ai 2 bacs d'anodisations, un de 10 litres et un de 60 litres. Pour le gros bac, je refroidi par circulation de l'acide dans un échangeur (je monte à 50 voir 60A). J'ai donc un brassage du bain en phase de refroidissement. Mais bien sur, la pompe s’arrête quand la température est OK. J'ai un donc un bulleur qui tourne en permanence dans ce bain pour les phases d’arrêt de la pompe.
Dans le bain de 10 litres, je fais le refroidissement par un système de double bac. Donc la, j'ai privilégié le brassage mécanique qui favorise l'échange thermique par les parois car il crée un courant dans le bain.
Quelque soit ta solution, le plus important est de prendre conscience que la température du bain doit être bien homogène. Par exemple, dans la zone des points de contact entre la pièce et le support, sans brassage, la température du bain peut être facilement de 10°C supérieur au reste, ce qui est énorme !
Ce qui ressort de ta photo, c'est que tu a en effet un problème de paramètres... Si tu me donne tes paramètres, je pourrais certainement t'aider...
- Température du bain,
- Courant et tension,
Pour ces 3 paramètres, il faut faire un relevé toutes les 3 minutes sur un cycle de 45 mn
- Temps d'anodisation,
- Surface de ta pièce,
- Surface et matière de tes cathodes,
- Densité d'acide du bain,
- Combien tu a fais d'anodisation avec ce bain ?
- A tu des dépôts au fond du bain ?
- Quel est la matière des attachements de tes pièces ?
- Et bien sur, comment tu brasse ton bain ;-)
Je veux bien te donner mes paramètres, mais ils sont adapté à mes bains... Par exemple, une des solutions pour le 2017 est d'anodiser "chaud" avec un courant faible, mais il faut un additif pour bloquer la dissolution... Si non, avec un bain "basique", tu devrais t'en sortir avec une température entre 15 et 17°, une densité d'acide 1 pour 1 (1 litre d'acide de batterie pour 1 litre d'eau déminéralisé et un courant de 1,5 par dm². Mais tu ne fera pas de miracle... Le 2017 est un des alliage le plus dur à anodiser correctement !
Pour de bons résultats avec le 2017, il faut un désoxydant et un additif bloquant.
Pour ma part, j'utilise 2 méthodes. Soit je veux une anodisation résistante, dans ce cas : Densité d'acide 1,4/1, température entre 5 et 7°, et 2,5A/dm², mais la coloration est très compliquée ! Soit je veux une anodisation esthétique, alors j'utilise : Densité d'acide 1/1, température entre 24 et 26° et 1,5A/dm².
Voila, à ta disposition et bon courage ;-)
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() dh42 Mar 13 Mar 2018 - 20:36
dh42 Mar 13 Mar 2018 - 20:36
Avez vous un avis sur les sytémes d'agitation ?
Pose le bac sur un vibromasseur
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Anodisation de l'aluminium
![]() pifou Mer 14 Mar 2018 - 11:57
pifou Mer 14 Mar 2018 - 11:57
Pour david, il vaut mieux le rincer aprés !!!
Plus sérieusement pour Totoalto, merci d'avoir prit le temps de me répondre. En attendant ta réponse j'ai refais un essai plus satisfaisant sur le 2017.
Dépôt dans le bain : légères particules noires
Paramétres : trés long bain dans la lessive de soude (45') puis rinçage à l'eau, puis neutralisation dans une solution de H2SO4 faiblement dosée et rinçage à l'eau distillée.
Courant : 1,6A/Dm² (avec générateur de courant constant.
Température du bain : 19°C
Dosage : 1/1 (H2SO4 batterie et H2O déminéralisée)
Capacité du bain : 1 L, bain ayant déjà servi 7 ou 8 fois
Cathode : unique en plomb.
Temps : 60'
Agitation : manuelle toute les 10' (en attendant un vrai agitateur (pas un anarchiste !!!))
Coloration : colorant pour tissu dilué à 1/1, trempage 10' à 50°C, aprés rinçage eau puis eau distillée
Colmatage : temps réduit, puisque c'est un essai, 30' à eau du robinet frémissante.
Une autre question : j'ai fait tous mes essais avec une partie de la pièce non immergée, sur laquelle je branchais une pince crocodile.
Si l'on suspend la pièce (totalement immergée) sur des S en alu, il va s'en suivre un développement d'alumine sur les S et sur la pièce qui va empêcher le passage du courant. Comment résolvez vous ce PB ?
Merci encore, et à plus.
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Mer 14 Mar 2018 - 14:40
Totoalto Mer 14 Mar 2018 - 14:40
Dépôt dans le bain : légères particules noires : Filtre ton bain avec un filtre à café. C'est une opération à faire très régulièrement si tu anodise souvent du 2017 !
Paramétres : trés long bain dans la lessive de soude (45') puis rinçage à l'eau, puis neutralisation dans une solution de H2SO4 faiblement dosée et rinçage à l'eau distillée. :
Beaucoup trop long !!! C'est inutile et tu enlève de la matière pour rien. 5 minutes est un maximum avec un ratio de 1 pour 6.
Courant : 1,6A/Dm² (avec générateur de courant constant. : OK, mais quel est le courant réel pendant le cycle ?
Température du bain : 19°C : Ok
Dosage : 1/1 (H2SO4 batterie et H2O déminéralisée) : Ok
Capacité du bain : 1 L, bain ayant déjà servi 7 ou 8 fois : Fait un bain de 6 litres : tu aura une meilleure gestion de la température et des courants pour a peine plus cher ;-)
Cathode : unique en plomb. : Ok, utilise 2 cathodes, c'est mieux
Temps : 60' : Ok
Agitation : manuelle toute les 10' (en attendant un vrai agitateur (pas un anarchiste !!!)) : Va voir le post de Sylvie, sa solution est simple, efficace et ne coûte pas un rond ;-)
Coloration : colorant pour tissu dilué à 1/1, trempage 10' à 50°C, aprés rinçage eau puis eau distillée : Achete un vrai colorant : c'est moins cher, bien plus éfficace et ça résiste au UV ;-)
Colmatage : temps réduit, puisque c'est un essai, 30' à eau du robinet frémissante. : Ok, pour les prochains, utilise la règle 1 minute d'anodisation = 1 mn de colmatage et avec de l'eau distillée à un PH de 6... Pour monter le PH, tu rajoute quelque gouttes d’ammoniaque, pour le baisser quelques gouttes de vinaigre blanc d'alcool
Une autre question : j'ai fait tous mes essais avec une partie de la pièce non immergée, sur laquelle je branchais une pince crocodile.
Si l'on suspend la pièce (totalement immergée) sur des S en alu, il va s'en suivre un développement d'alumine sur les S et sur la pièce qui va empêcher le passage du courant. Comment résolvez vous ce PB ?
Ce problème est insoluble avec des pinces en alu et c'est tant mieux, sinon, il faut à chaque fois intégrer la partie qui trempe dans le calcul du courant ! la partie en contact avec ta pièce ne s'anodise pas, il te suffit de décaper les pointes de tes pinces en alu entre chaque anodisations.
Solution idéale, une pince en titane : Des milliers d'anodisations sans l’abîmer, ne rentre pas dans le calcul du courant et ne dissous pas d'alu dans le bain...
Edit : une question comme ça... Sans désoxydant, tu enlève comment le noir sur ta pièce après le bain de soude ???
2eme edit : N'utilise pas de crochet en S, avec l'agitation, ça va pas le faire ! Fait une pince en alu... : Pareil, Sylvie explique très bien comment faire.
A+ et bon courage ;-)
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() pifou Mer 14 Mar 2018 - 19:26
pifou Mer 14 Mar 2018 - 19:26
Merci Totoalto pour tes remarques et encouragement. Pour enlever le noir, rinçage à l'eau, puis neutralisation (acide dilué) presque tout le noir disparaît, puis rinçage eau déminéralisée et quand je commence l'anodisation le reste de noir disparaît.
Pour le courant, comme j'utilise un générateur de courant celui-ci reste stable à 1mA prés pendant toute la durée de l'anodisation.
je me suis bricolé un petit agitateur qui brasse doucement le bain, il sera fixé sur le bord de la cuve avec des boulons en nylon. L'axe est usiné en alu.

S'il est besoin je peux modifier la forme pour un brassage plus violent, mais est-ce souhaitable ?
Par ailleurs, j'ai récupéré un bon métrage de feuille de plomb, je vais donc réaliser une cuve plus grande tapissé de cathodes sur ses 4 parois (ce qui se fait avec du tungstène pour le polissage électrolytique)
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Jeu 15 Mar 2018 - 7:35
Totoalto Jeu 15 Mar 2018 - 7:35
C'est bien ce que je pensais : Avant d'entrer dans ton bain, ta pièce n'est pas désoxydée... Un petit conseil, achète un désoxydant car au fond de ton bain, c'est de l'oxyde de cuivre. L'acide sulfurique n'est pas suffisant pour désoxyder et c'est le processus d'anodisation qui fait le reste. Et des traces de cuivre dans le bain, c'est très mauvais... Dans un bain d'anodisation, tes plus gros ennemis sont le cuivre, le fer et le chlore...
Si ton courant est stable, alors c'est que ta tension est suffisante, parfait. Note que brassage mécanique et bullage vont demander 2 à 3V de plus pour maintenir le courant.
Pour ton brassage, pas de problème, si ça brasse pas assez, une petite vis qui servira de palle sera suffisante. Bien sur ça ne doit pas gicler, mais une particule doit faire le tour du bain en quelques secondes... Ton axe me semble court : Brasse au fond ! Protege ton axe : tu a un petit bain, si tu dissous trop d'alu dedans, sa résistivité va vite devenir problématique...
Pour le plomb, parfait, pour moi, c'est le top en cathode. N'en mets pas sur les 4 faces : Déjà ça ne sert à rien et c'est plus gênant pour fixer les accessoires, les supports de pièce... 2 cathodes en opposition sur la longueur de ton bac, c'est nickel ! Je te conseil fortement de bien décaper tes cathodes pour les passiver, sinon, tu va pourrir ton bain. Pour passiver, un bon trempage de 15 mn dans la soude puis 1 heure dans de l'acide de batterie pure.
Bon courage et à bientôt ;-)
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() pifou Jeu 15 Mar 2018 - 18:59
pifou Jeu 15 Mar 2018 - 18:59
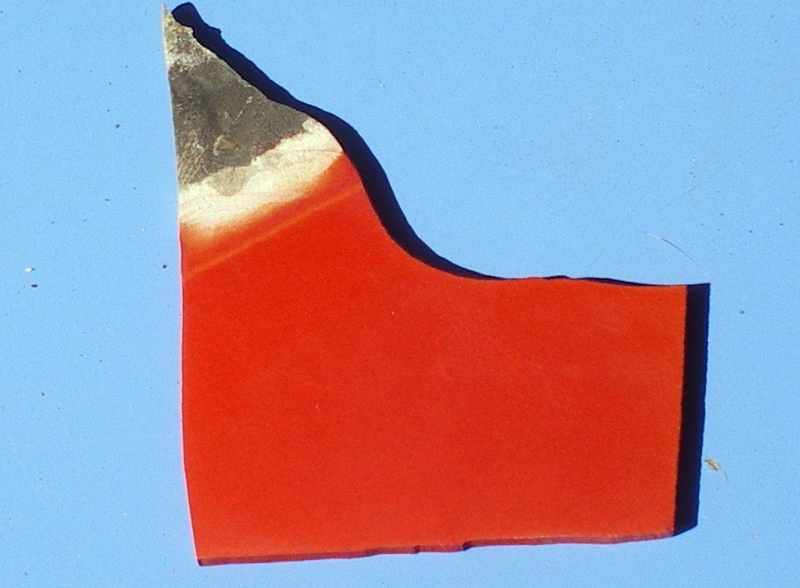
J'ai fait une nouvelle cuve 6 litres (exploitée à 5), équipée de l'agitateur précédemment décrit dont j'ai prolongé le bras et ajouté deux ailettes, et d'un réchauffeur de 36W protégé sous verre (matériel d'aquarium), et de deux cathodes en plomb passivées sur le conseil de Totoalto.
Ici la cuve à l'essai avec de l'eau

Et ici en condition réelles d'anodisation

Le résultat obtenu (le trait blanc est un reflet du flash)
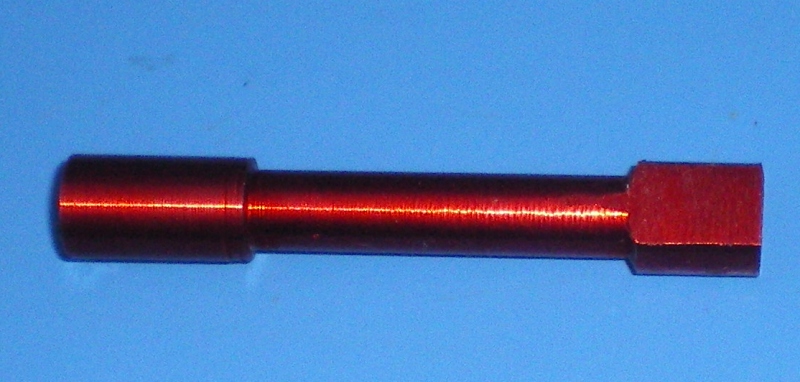
Merci encore à tous et à Totoalto, encore des questions ;
- Pour protéger l'arbre de l'agitateur peut-on envisager une anodisation suivie d'un bon colmatage ?
- Ou trouver le désoxydant (recherche infructueuse sur le net) et il est à base de quoi ?
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Anodisation de l'aluminium
![]() Totoalto Jeu 15 Mar 2018 - 20:21
Totoalto Jeu 15 Mar 2018 - 20:21
Ca commence à avoir de la gueule ;-)
- Pour protéger l'arbre de l'agitateur peut-on envisager une anodisation suivie d'un bon colmatage ? :
Oui, mais pas avec les mêmes paramètres : Anodise à 2A/dm² et sous les 8°. le 2017 est quand même pas ce qui est le mieux pour les environnements agressifs... surtout colmate bien ! Tu ne pourra pas le laisser à demeure dans la bain. Si tu peut, trouve du 5083, il résistera 100 fois mieux !
- Ou trouver le désoxydant (recherche infructueuse sur le net) et il est à base de quoi ?
Pour le desox, désolé, je suis comme toi : Il m'en reste 5 litres et j'attend avec impatience que Sylvie ouvre sa boutique... Autrement, si tu est pressé, tu a Caswel en Angleterre, mais il est pas top et coûte un œil : il faut sur-doser et le port est chaud aussi... Tape "Caswel Desmut" sur google ;-)
Aucune idée de la composition... Généralement des composés tri-acide...
A bientôt ;-)
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() eric44 Ven 16 Mar 2018 - 22:26
eric44 Ven 16 Mar 2018 - 22:26
Dans la feuille de calcul, je ne vois pas l'incidence de la nuance d'aluminium
Là j'ai une pièce de 17.33 dm² en 7075 (650 mm de long par 360 mm au plus large)
Si je prend un bac de 80 par 50 par 15 de liquide, alim mini 60A

Alors que le calcul pour 30 µm avec un temps de 60 mn et 2A/dm² donne 34.66 A
Y a un truc que je n'ai pas compris. Vivement que Sylvie ouvre son site

@+
Eric

eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Anodisation de l'aluminium
![]() Totoalto Sam 17 Mar 2018 - 8:03
Totoalto Sam 17 Mar 2018 - 8:03
je crois qu'au contraire tu a tous compris, mais que c'est juste un problème d'interprétation ;-)
Dans la feuille de calcul, je ne vois pas l'incidence de la nuance d'aluminium : Prenons le cas de Pifou. Il veux anodiser sont arbre en 6060 pour agiter sont bain. Ses contraintes sont donc une anodisation protectrice sans considérations esthétiques. Admettons qu'il veuille aussi anodiser une autre pièce toujours en 6060, un presse papier pour son bureau par exemple, la il fera au contraire une anodisation avec comme objectif uniquement l'aspect. Voici les paramètres :
- Arbre d'agitation en 6060 : T° du bain = entre 4 et 6° ; Densité de courant = 2,5 A/dm² ; Densité d'acide 1,5/1
- Presse papier de bureau en 6060 : T° du bain = entre 24 et 26° (si tu bloque la dissolution) ; Densité de courant =1,5 A/dm² ; Densité d'acide 1/1
Le tableur donne des valeurs de courant/épaisseur/temps sur les paramètres courants quelque soit l'alliage :
- Pièce courante en 6060, 5083, 2017,... : T° du bain = entre 18 et 19° ; Densité de courant = 1,5 A/dm² ; Densité d'acide 1/1
C'est donc ce à quoi tu destine ta pièce qui va te faire choisir la température, donc une certaine densité d'acide et une certaine densité de courant en A/dm².
Maintenant, imaginons que Pifou me confie sont arbre pour l'anodiser car il est trop long pour rentrer dans son bain. Mon bain est monté avec une densité de d'acide de 1/1. Je ne vais pas vidanger 60 litres pour le traiter... Alors, voici les paramètres que je choisirais :
- Arbre d'agitation en 6060 : T° du bain = entre 4 et 6° ; Densité de courant = 2,8 A/dm² ; Densité d'acide 1/1
C'est pour cela qu'en parallèle de ce tableur, Sylvie prépare des "fiches paramètres suivant l'alliage". J'avais l'équivalent dans l'industrie ou les fournisseurs de produits chimiques me fournissait les paramètres. Les fournisseurs on un service technique que tu appel quand tu dois anodiser avec des alliages ou des contraintes spécifiques.
Là j'ai une pièce de 17.33 dm² en 7075 (650 mm de long par 360 mm au plus large)
Si je prend un bac de 80 par 50 par 15 de liquide, alim mini 60A :
Reprend le document qu'elle m'a transmis et que j'ai posté :
Pour le cas d'un bain de 10 litres, « Alimentation max » vous indique qu'il est inutile d'acheter une alimentation de plus de 20A : Votre bain est trop petit pour monter plus haut !
« Alimentation mini » vous indique qu'il serait dommage d'avoir une alimentation qui ne ferait pas au moins 10A. Cependant, vous pouvez très bien utiliser une alimentation de 3A !
La valeur "alim mini" ne t'oblige pas à avoir un courant de 60A ! "alim mini" t'indique simplement que si tu veux exploiter "à fond" un bain de 60 litres (avec beaucoup de pièces) il te faudra 1A/litre (60A). Si tu dispose d'un très bon système de refroidissement, tu pourra augmenter le nombre de pièce et monter à 2A/litre (120A). Bon, c'est une indication, car avec mon bain de 60 litre (bac de 80 litres) je ne suis jamais monté à plus de 60 A et c'étais pour anodiser des lots de tubes avec donc un calcul de surface *2 (surface externe et interne...). Je ne vois pas très bien comment je pourrais rentrer assez de pièces dans 60 litres pour avoir besoin de 120A !
Alors que le calcul pour 30 µm avec un temps de 60 mn et 2A/dm² donne 34.66 A :
Normal : 2A/dm² * 17,33 dm² = 34,66 A
Je crois que c'est la case "alim mini" qui crée la confusion... ;-)
Y a un truc que je n'ai pas compris. Vivement que Sylvie ouvre son site.
Oui, elle m'a proposé de relire ses tuto et je peut te dire qu'il y a du lourd... Mon premier conseil a été de lui proposer de les décliner en 2 versions : "débutant" et "expert", justement pour éviter ce genre de confusions... Je pense que cette indication "Alim mini" et "alim max" n'a que peut d’intérêt ormis compliquer inutilement les choses, mais visiblement, Sylvie est une pure technicienne, experte dans sont domaine... Va falloir qu'elle descende au niveau de ses clients ;-)
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() eric44 Sam 17 Mar 2018 - 21:39
eric44 Sam 17 Mar 2018 - 21:39
Bon pour cette pièce je suis dans tous les cas coincé. Alim régulé 32 V maxi et 20A
Pour 30µ au taquet si je comprend bien 1.15A/dm² pour rester < 20A et 90 mn (ça va être long)
Tu parles d'un échangeur sur ton bain de 60 litres, peux tu en dire plus (échangeur à plaque ou autre chose, ça se trouve ou, type de pompe) ?
Elle ouvre sa boutique dans 15 jours ?
@+
Eric
eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Anodisation de l'aluminium
![]() junkdealer Sam 17 Mar 2018 - 22:24
junkdealer Sam 17 Mar 2018 - 22:24
j'avais vu ce sujet, mais pas eu le temps de venir
je constate avec joie la présence d'un vrai moustachu de l'anodisation
 surtout que je comptais m'y frotter il y a longtemps, a l'anodisation, mais le besoin a disparu car le hobby associé n'est plus au premier plan, mais ca va revenir un jour
surtout que je comptais m'y frotter il y a longtemps, a l'anodisation, mais le besoin a disparu car le hobby associé n'est plus au premier plan, mais ca va revenir un jour sur ce je vais lire un peu plus en détail

junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: Anodisation de l'aluminium
![]() Totoalto Dim 18 Mar 2018 - 0:50
Totoalto Dim 18 Mar 2018 - 0:50
eric44 a écrit:Bonsoir,
Bon pour cette pièce je suis dans tous les cas coincé. Alim régulé 32 V maxi et 20A
Pour 30µ au taquet si je comprend bien 1.15A/dm² pour rester < 20A et 90 mn (ça va être long)
Tu parles d'un échangeur sur ton bain de 60 litres, peux tu en dire plus (échangeur à plaque ou autre chose, ça se trouve ou, type de pompe) ?
Elle ouvre sa boutique dans 15 jours ?
@+
Eric
Bonsoir Eric,
Je pense que ça peut passer, mais il te faut absolument un additif pour bloquer la dissolution si tu baisse la densité de courant, sinon, tu n'obtiendra pas les 30µ. Ceci dis, 15µ avec une couche bien régulière, suivant ton application, ce peut être bien. Du coup, effectivement, il faut que tu gère bien la température du bain !
En fait, j'ai longtemps cherché à avoir un refroidissement très puissant, mais j'ai renoncé pour une solution plus adaptable, car en amateur, je n'ai ni la place ni les moyens d'investir dans un système de folie. Alors, j'ai cumulé 2 systèmes, bientôt 3 grace à une combine que m'a filé Sylvie.
Quand je dois anodiser avec beaucoup d'ampères et que je sais que ça va chauffer, je ne mise pas tous sur la pompe et l'échangeur. On va prendre le cas extreme, une anodisation à - de 10° :
Mon bac est dans un autre plus grand. La veille, je fait geler des bouteilles d'eau salé au congélateur. Je remplis d'eau froide l'entre bac et je rajoute les glaçons. Je met en route l'agitation et je fais descendre au maximum la température du bain. J'ai équipé mon double bac avec une vidange de débordement aux 2/3 de sa hauteur, comme ça, je peut rajouter plein de glace au fur et à mesure que l'eau se réchauffe. L'eau qui déborde va dans le jardin grace à un tuyau d'arrosage. Quand la glace fond, elle va au fond du bac, ce qui est évacué, c'est l'eau "chaude". Pour savoir quand remettre de la glace, j'ai mis une sonde avec un alarme dans ce double bac avec une consigne à 5° : Quand ça sonne, je rajoute de la glace. L'avantage, c'est que ce premier système coûte pas cher.
Une fois que mon bain est à la bonne température, je lance l'anodisation. Non seulement, je continu à remettre des glaçons au bip de mon alarme de bac, mais j'ai aussi une sonde dans le bain d'anodisation qui pilote un relais. Si le bain dépasse la consigne, le relais alimente la pompe. La pompe aspire l'acide, le fait passer dans l'échangeur et la renvois dans le bain. L'échangeur, c'est un bac avec un serpentin en 316 et pareil : de l'eau et des glaçons fait avec des bouteilles d'eau salé et gelé.
Le troisième système que je suis en train de monter, c'est pour le bullage : la combine de Sylvie, c'est de simplement faire passer l'air dans un serpentin en cuivre avant de l'envoyer dans le bain. le serpentin est aussi dans un bac, toujours avec de l'eau et de la glace salé. L'air sort alors glacé et participe au refroidissement. Avant, je coupais le bullage et je ne faisais que de l'agitation mécanique, car c'est un peut couillon de ce faire ch..r à refroidir pour balancer de l'air "chaud" dans le bain. Il ne faut pas compter sur un gros refroidissement avec ce système, mais plutôt un "soutien" au double bac et à la pompe.
Avec les deux premiers système, je tenais entre 5 et 6° pendant un heure avec une 30aine d'ampères.
Les pompes à acide, tu peut trouver ça en chine... mais c'est chinois : Il y en a une sur 2 qui fuient ! Il ne faut pas hésiter à changer les joints "asiatique" par du bon matos. J'en ai acheté une qui pissait, je l'ai retournée, il m'en on renvoyé une autre, mais le moteur à cramé en une semaine. Je me suis fais remboursé et j'ai laissé tomber. La mienne, c'est une vrai pompe pour acide de marque "Grillot" que j'avais trouvé d'occasion sur le bon coin. ça vaut le coup de fouiller, car ça permet d'avoir des kits de joint de rechange chez le fabricant. Autrement, il parait que les pompes d'aquarium pour eau de mer tiennent le coup... J'ai pas testé. Le serpentin, un chaudronnier te fera ça, mais il faut bien préciser que tu veut de l'inox 316 !!!
Je te ferais des photos de mon installation quant elle sera remonté, car la tout est désossé et rangé ou en cours de modifications. Je suis aussi en train de rechercher une solution pour arrêter avec les bouteilles en plastique, car c'est galère de les découper pour récupérer le glaçon. Je cherche de quoi faire des "lingots de glace" facile à démouler style moule à cake en silicone, mais avec un couvercle pour pas en foutre de partout dans le congélo.
Pour la boutique de Sylvie, je sais pas exactement... Elle attend des papiers de la préfecture. Je lui poserais la question lundi.
A bientôt
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Re: Anodisation de l'aluminium
![]() Totoalto Dim 18 Mar 2018 - 0:52
Totoalto Dim 18 Mar 2018 - 0:52
junkdealer a écrit:hello
j'avais vu ce sujet, mais pas eu le temps de venir
je constate avec joie la présence d'un vrai moustachu de l'anodisationc'est toujours bien d'avoir une bonne référence, et serviable en plus, comme bon nombre de moustachus d'ici
sur ce je vais lire un peu plus en détail
Bonjour junkdealer,
Pas de quoi, je suis en train de pomper pleins de trucs sur ce forum pour numériser ma fraiseuse (qui prend le pas sur l'anodisation en ce moment) alors, c'est normale de rendre la pareil dans mon domaine ;-)
A+
Totoalto- petit nouveau
- Messages : 42
Points : 46
Date d'inscription : 07/03/2018
Age : 56
Localisation : Aix en Prv.
Page 2 sur 4 • 1, 2, 3, 4

