






MACH3FR PALPEUR
5 participants
Page 1 sur 1

 MACH3FR PALPEUR
MACH3FR PALPEUR
![]() DANIEL60 Sam 20 Jan 2018 - 17:36
DANIEL60 Sam 20 Jan 2018 - 17:36
Bonjour à tous,
J’aurais besoin d’aide ou de conseil concernant la fonction palpeur de MACH3FR.
Je n’ai pas trouvé la solution en parcourant les différents forums sur ce sujet sur le.
Cela fait pas mal de temps que je galère sur ce sujet sans avoir trouvé la solution.
- La hauteur de palpeur est réglée sur 10.00
-Les coordonnées de retour réglées sur 15.00
Photo ci jointe.
Je lance la fonction ‘’Palper sur place’’ la broche descend bien jusqu’à la sonde elle s’arrête bien et remonte à 15.00.
Dans l’écran principal ‘’Automatique’’ de MACH3FR la valeur de Z est bien à +15.00
Lorsque je valide ‘’ALLER 0.0.0 le compteur de Z passe bien à 0.0.0
La broche descend à environ 1cm au-dessus du zéro ?????
Je pense que cela doit provenir d’un décalage ?
Etant débutant je ne maitrise pas bien les fonctions décalages.
Je joins également une photo de la macro du palpeur, pour information c’est une CNC chinoise USB.
J’aurais besoin d’aide ou de conseil concernant la fonction palpeur de MACH3FR.
Je n’ai pas trouvé la solution en parcourant les différents forums sur ce sujet sur le.
Cela fait pas mal de temps que je galère sur ce sujet sans avoir trouvé la solution.
- La hauteur de palpeur est réglée sur 10.00
-Les coordonnées de retour réglées sur 15.00
Photo ci jointe.
Je lance la fonction ‘’Palper sur place’’ la broche descend bien jusqu’à la sonde elle s’arrête bien et remonte à 15.00.
Dans l’écran principal ‘’Automatique’’ de MACH3FR la valeur de Z est bien à +15.00
Lorsque je valide ‘’ALLER 0.0.0 le compteur de Z passe bien à 0.0.0
La broche descend à environ 1cm au-dessus du zéro ?????
Je pense que cela doit provenir d’un décalage ?
Etant débutant je ne maitrise pas bien les fonctions décalages.
Je joins également une photo de la macro du palpeur, pour information c’est une CNC chinoise USB.

DANIEL60- petit nouveau

- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX

Re: MACH3FR PALPEUR
![]() juleo68 Dim 21 Jan 2018 - 9:41
juleo68 Dim 21 Jan 2018 - 9:41
Salut
Une fois que tu as palpé, ton "Z" est prêt et il ne faut plus rien toucher!
Perso, avant de lancer un usinage je fais ainsi;
-Sur mon brut, je cherche mon origine X et Y et je clic chaque axes sur "0", ensuite je pose le palpeur sur mon brut et la CN est calée.
Si après ces opérations tu remets tout a "0" tu as simplement "effacé" les coordonnées de la machine!!
Même si tu bouge les axes X, Y et Z après la prise d'origine, au moment ou tu lancera une OP d'usinage, la CN y reviendra toute seule.
Ais-je bien compris ton problème
Ou alors ton palpeur est mal paramétré...?
Une fois que tu as palpé, ton "Z" est prêt et il ne faut plus rien toucher!
Perso, avant de lancer un usinage je fais ainsi;
-Sur mon brut, je cherche mon origine X et Y et je clic chaque axes sur "0", ensuite je pose le palpeur sur mon brut et la CN est calée.
Si après ces opérations tu remets tout a "0" tu as simplement "effacé" les coordonnées de la machine!!
Même si tu bouge les axes X, Y et Z après la prise d'origine, au moment ou tu lancera une OP d'usinage, la CN y reviendra toute seule.
Ais-je bien compris ton problème
Ou alors ton palpeur est mal paramétré...?

juleo68- complétement accro

- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: MACH3FR PALPEUR
![]() Pulco Dim 21 Jan 2018 - 10:10
Pulco Dim 21 Jan 2018 - 10:10
Bonjour Daniel,
je comprend tes hésitations on est tous passés par là !
selon les screens tu aurras:
"aller à 0,0,0" ou "home" ou "0,0,0" c'est pour envoyer la pointe de ta fraise au 0,0,0 de ton décalage en cour.
si tu sondes en étant en G54 et que tu l'envoies à "0,0,0" tes X,Y,Z se retrouverons tous à zéro.
si après avoir sondé tu changes de décalage (G55, G56, G57....ou autre) et que tu en vois à "0,0,0" ta fraise ira au "0,0,0" du décalage choisi.
ton palpeur est bien posé sur ta pièce ?
par contre un palpeur de 10mm cela me parai bizarre,(à moins que se soit une calle par contact) la hauteur d'un palpeur c'est plutôt entre 30 et 40mm.
Bonne journée.
A+ Pulco
je comprend tes hésitations on est tous passés par là !
selon les screens tu aurras:
"aller à 0,0,0" ou "home" ou "0,0,0" c'est pour envoyer la pointe de ta fraise au 0,0,0 de ton décalage en cour.
si tu sondes en étant en G54 et que tu l'envoies à "0,0,0" tes X,Y,Z se retrouverons tous à zéro.
si après avoir sondé tu changes de décalage (G55, G56, G57....ou autre) et que tu en vois à "0,0,0" ta fraise ira au "0,0,0" du décalage choisi.
ton palpeur est bien posé sur ta pièce ?
par contre un palpeur de 10mm cela me parai bizarre,(à moins que se soit une calle par contact) la hauteur d'un palpeur c'est plutôt entre 30 et 40mm.
Bonne journée.
A+ Pulco
Pulco- très actif

- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
MERCI POUR VOS REPONSES
![]() DANIEL60 Dim 21 Jan 2018 - 11:47
DANIEL60 Dim 21 Jan 2018 - 11:47
Bonjour
Pour faire simple, tous fonctionnent bien sauf que j’ai un décalage inconnu.
Pour faire simple, tous fonctionnent bien sauf que j’ai un décalage inconnu.
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: MACH3FR PALPEUR
![]() Pulco Dim 21 Jan 2018 - 15:56
Pulco Dim 21 Jan 2018 - 15:56
un palpeur ressemble à ça.

si tu palpes avec 10mm c'est avec une cale et cela ressemble à ça
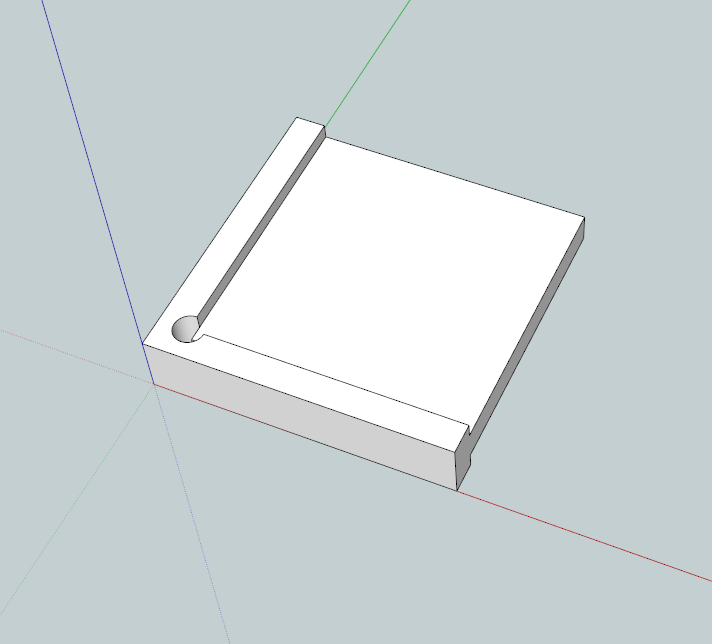
et tu le pose sur ce qui sera ton zéro
la table ou la pièce, mais généralement la pièce.
A+ Pulco
si tu palpes avec 10mm c'est avec une cale et cela ressemble à ça
et tu le pose sur ce qui sera ton zéro
la table ou la pièce, mais généralement la pièce.
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
cale et non palpeur alors?
![]() DANIEL60 Dim 21 Jan 2018 - 19:50
DANIEL60 Dim 21 Jan 2018 - 19:50
Donc me concernant c’est une cale et non un palpeur, j’ai appris encore quelque chose aujourd’hui.
Je pense qu’il faut quand même renseigner l’épaisseur de la cale de 10mm dans le menu palpeur de MACH3FR ? Ci-joint photo de ma cale
J’ai passé l’après-midi, à essayer de comprendre pourquoi j’ai ce décalage, tous les décalages sont à zéro, une fois que je fais la manipulation de palpage, j’obtiens automatiquement un décalage sur Z dans le menu décalage. Je ne comprends pas … Je me demande si ce n’est pas tout simplement la hauteur de ma cale ?
Ci-joint photo de ma cale
Je pense qu’il faut quand même renseigner l’épaisseur de la cale de 10mm dans le menu palpeur de MACH3FR ? Ci-joint photo de ma cale
J’ai passé l’après-midi, à essayer de comprendre pourquoi j’ai ce décalage, tous les décalages sont à zéro, une fois que je fais la manipulation de palpage, j’obtiens automatiquement un décalage sur Z dans le menu décalage. Je ne comprends pas … Je me demande si ce n’est pas tout simplement la hauteur de ma cale ?
Ci-joint photo de ma cale
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: MACH3FR PALPEUR
![]() Pulco Lun 22 Jan 2018 - 0:25
Pulco Lun 22 Jan 2018 - 0:25
NonDANIEL60 a écrit:Je pense qu’il faut quand même renseigner l’épaisseur de la cale de 10mm dans le menu palpeur de MACH3FR ?
(avec la fonction de palpage)"la hauteur du palpeur" n'importe quelle épaisseur que tu mettras entre ton zéro désiré et la hauteur de ta fraise au moment du contact (électrique). Que ce soit un palpeur ou une cale
(sans fonction de palpage)"hauteur de la cale" lorsque tu n'as pas de contact électrique. mais je ne t'en dirai pas plus car je ne l'ai jamais utilisé.
un petit plus dans la famille recherche de la hauteur de ma fraise.
si tu n'as ni cale ni palpeur ou que tu ne peux pas l'utiliser.
Avec du papier d'allu, tu n'utilises pas la fonction "palpage". Descends la fraise à 1mm de la pièce. Puis avec la vitesse d'avance manuelle à 1% je fais descendre la fraise (télécommande main droite) et avec la main gauche je fais glisser le papier jusqu'au moment ou il est coincé. à ce moment je met mon décalage Z à zéro. ( pour l'ep du papier d'allu on compte 2 centièmes ) (au lieu de mettre mon Z à zéro je pourrai le mettre à 0.002 voir 0.001)
(pour la hauteur de cale ça doit être le même principe)
pour ta différence de 10mm je ne trouve rien.
si la hauteur de cale que tu as renseigné devait rentrer en ligne de compte (dans cette erreur) tu retrouverais ta fraise 10mm en dessous et pas haut dessus.
a+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: MACH3FR PALPEUR
![]() dh42 Lun 22 Jan 2018 - 6:32
dh42 Lun 22 Jan 2018 - 6:32
Salut,
Merci de ne pas utiliser la fonction "JOINDRE UN FICHIER " pour poster une image.
Cette fonction stocke les images sur le forum qui à un espace de stockage limité, contrairement à SERVIMG.
Merci de lire ce TUTO qui explique comment poster une image.
Merci de ta compréhension.
Ok, donc ça c'est la hauteur physique du palpeur ; dans ton cas l'épaisseur de la pièce cylindrique de ta photo.
cette valeur donne la hauteur de remontée (en absolu), donc 15, c'est OK, une fois le palpage fait la coord Z sera mise à +10 (la hauteur du palpeur) puis remontée à +15, le bout de la fraise devrait donc se trouver à 5mm au dessus du palpeur et la visu Z indiquer 15, et donc si tu enlève le palpeur le bout de la fraise sera à 15mm au dessus de la surface ou était posée le palpeur.
Coordonnée Z de la surface palpée doit rester à 0.00
1) vérifie que tu a bien cette distance de 15mm entre ta surface et le bout de ta fraise une fois le palpage terminé.
2) sur l'écran "automatique", au centre, assure toi que dans le cadre "outil", hauteur soit bien à 0 (c'est la correction de longueur d'outil)
3) si le bout de ta fraise est bien à 15mm de la surface et que tu n'a pas de correction de longueur d'outil, alors essais de descendre en manuel jusqu'à ce que le bout touche la surface et regarde ce qu'indique la visu Z, peux être que ça donnera une idée de ce qui se passe ...
pour descendre, au lieu de le faire avec les flèches, tu peux aussi taper directement du Gcode à la main. va sur l'écran manuel, clique dans la grande barre horizontale jaune et entre:
G1 F100 Z0
puis valide avec la touche entrée.
A tu déjà utilisé la machine en usinage ? .. autrement dit, est tu sûr que ton Z est bien calibré et qu'il se déplace bien de la bonne valeur ?
++
David
Merci de ne pas utiliser la fonction "JOINDRE UN FICHIER " pour poster une image.
Cette fonction stocke les images sur le forum qui à un espace de stockage limité, contrairement à SERVIMG.
Merci de lire ce TUTO qui explique comment poster une image.
Merci de ta compréhension.
- La hauteur de palpeur est réglée sur 10.00
Ok, donc ça c'est la hauteur physique du palpeur ; dans ton cas l'épaisseur de la pièce cylindrique de ta photo.
-Les coordonnées de retour réglées sur 15.00
cette valeur donne la hauteur de remontée (en absolu), donc 15, c'est OK, une fois le palpage fait la coord Z sera mise à +10 (la hauteur du palpeur) puis remontée à +15, le bout de la fraise devrait donc se trouver à 5mm au dessus du palpeur et la visu Z indiquer 15, et donc si tu enlève le palpeur le bout de la fraise sera à 15mm au dessus de la surface ou était posée le palpeur.
Coordonnée Z de la surface palpée doit rester à 0.00
1) vérifie que tu a bien cette distance de 15mm entre ta surface et le bout de ta fraise une fois le palpage terminé.
2) sur l'écran "automatique", au centre, assure toi que dans le cadre "outil", hauteur soit bien à 0 (c'est la correction de longueur d'outil)
3) si le bout de ta fraise est bien à 15mm de la surface et que tu n'a pas de correction de longueur d'outil, alors essais de descendre en manuel jusqu'à ce que le bout touche la surface et regarde ce qu'indique la visu Z, peux être que ça donnera une idée de ce qui se passe ...
pour descendre, au lieu de le faire avec les flèches, tu peux aussi taper directement du Gcode à la main. va sur l'écran manuel, clique dans la grande barre horizontale jaune et entre:
G1 F100 Z0
puis valide avec la touche entrée.
A tu déjà utilisé la machine en usinage ? .. autrement dit, est tu sûr que ton Z est bien calibré et qu'il se déplace bien de la bonne valeur ?
++
David
Dernière édition par dh42 le Lun 22 Jan 2018 - 12:49, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: MACH3FR PALPEUR
![]() Pulco Lun 22 Jan 2018 - 12:39
Pulco Lun 22 Jan 2018 - 12:39
Bonjour,
à force d'être focalisé sur ces 10mm j'en est oublié le retour sur 15mm..
Pulco
à force d'être focalisé sur ces 10mm j'en est oublié le retour sur 15mm..
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62

DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
suite de mon grand moment de solitude
![]() DANIEL60 Mar 23 Jan 2018 - 16:26
DANIEL60 Mar 23 Jan 2018 - 16:26
Un grand merci à vous deux pour votre aide, car c’est un grand moment de solitude ou je suis bloqué.
Pour répondre à David oui j’utilise la machine pour réaliser des PCB, je fais mon zéro de Z avec une feuille, et cela fonctionne. Mais pour le gravage de PCB j’ai besoin d’une grande précision le brut doit être parfaitement plat. Je dois utiliser un logiciel qui sonde le brut en l’occurrence le PCB pour rattraper les défauts de surface. Je pense utiliser AUTOLEVELLER .
Pour cela je dois maitriser le palpeur de MACH3.
J’ai fait G1 F100 Z0 L’afficheur de Z est bien à zéro la fraise est à environ 32mm du brut.
Pour éviter de vous faire perdre du temps j’ai fait une série de photos des écrans avant et après le palpage .
AVANT LE PALPAGE



APRES LE PALPAGE






J’ai pratiquement passé la journée sur ce problème sans avoir avancé d’un pas.
Je n’ai pas trouvé comment s’inscrire sur le site SERIMG, j’ai donc utilisé un autre site.
Si l’image agrandie apparait à l’envers il faut cliquer dessus pour qu’elle soit à l’endroit.
Pour répondre à David oui j’utilise la machine pour réaliser des PCB, je fais mon zéro de Z avec une feuille, et cela fonctionne. Mais pour le gravage de PCB j’ai besoin d’une grande précision le brut doit être parfaitement plat. Je dois utiliser un logiciel qui sonde le brut en l’occurrence le PCB pour rattraper les défauts de surface. Je pense utiliser AUTOLEVELLER .
Pour cela je dois maitriser le palpeur de MACH3.
J’ai fait G1 F100 Z0 L’afficheur de Z est bien à zéro la fraise est à environ 32mm du brut.
Pour éviter de vous faire perdre du temps j’ai fait une série de photos des écrans avant et après le palpage .
AVANT LE PALPAGE
APRES LE PALPAGE
J’ai pratiquement passé la journée sur ce problème sans avoir avancé d’un pas.
Je n’ai pas trouvé comment s’inscrire sur le site SERIMG, j’ai donc utilisé un autre site.
Si l’image agrandie apparait à l’envers il faut cliquer dessus pour qu’elle soit à l’endroit.
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: MACH3FR PALPEUR
![]() dh42 Mer 24 Jan 2018 - 0:33
dh42 Mer 24 Jan 2018 - 0:33
Salut,
Bon, c'est assez incompréhensible comme résultats
Donc au final, elle monte au lieu de descendre ? car après palpage elle est censée être à 15mm de la surface (et 5mm au dessus du palpeur), donc si elle se retrouve à 32 c'est qu'elle monte de 17mm au lieu de descendre de 15
A tu toujours le même comportement, autrement dit, a tu toujours la même distance après palpage entre le bout de la fraise et la surface ou était posé le palpeur, ou c'est aléatoire ?
Si c'est aléatoire, ça viens peut être de la macro de palpage ; je sais qu'elle pose problème avec certaines BoB USB Chinoises qui ne gèrent pas correctement le retour d'info dans une variable interne de Mach3. (la variable 2002)
jette un œil ici
http://www.metabricoleur.com/t13791-apparition-de-nouveau-probleme-palpeur-et-message-sur-mach3#271374
Si ce n'est pas ça, je n'ai pas d'autre idée ...
++
David
Edit:
Le fait de t'inscrire sur MB te cré automatiquement un compte chez servimg, avec le même pseudo et le même mot de passe que celui que tu a mis pour MB lors de ton inscription, donc pas besoin de t'inscrire, lorsque servimg te demande ton pseudo et mot de passe, met ceux de MB.
http://www.metabricoleur.com/t570-poster-une-image
Bon, c'est assez incompréhensible comme résultats
J’ai fait G1 F100 Z0 L’afficheur de Z est bien à zéro la fraise est à environ 32mm du brut.
Donc au final, elle monte au lieu de descendre ? car après palpage elle est censée être à 15mm de la surface (et 5mm au dessus du palpeur), donc si elle se retrouve à 32 c'est qu'elle monte de 17mm au lieu de descendre de 15
A tu toujours le même comportement, autrement dit, a tu toujours la même distance après palpage entre le bout de la fraise et la surface ou était posé le palpeur, ou c'est aléatoire ?
Si c'est aléatoire, ça viens peut être de la macro de palpage ; je sais qu'elle pose problème avec certaines BoB USB Chinoises qui ne gèrent pas correctement le retour d'info dans une variable interne de Mach3. (la variable 2002)
jette un œil ici
http://www.metabricoleur.com/t13791-apparition-de-nouveau-probleme-palpeur-et-message-sur-mach3#271374
Si ce n'est pas ça, je n'ai pas d'autre idée ...
++
David
Edit:
Je n’ai pas trouvé comment s’inscrire sur le site SERIMG, j’ai donc utilisé un autre site.
Le fait de t'inscrire sur MB te cré automatiquement un compte chez servimg, avec le même pseudo et le même mot de passe que celui que tu a mis pour MB lors de ton inscription, donc pas besoin de t'inscrire, lorsque servimg te demande ton pseudo et mot de passe, met ceux de MB.
http://www.metabricoleur.com/t570-poster-une-image
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Probléme résolu
![]() DANIEL60 Mer 24 Jan 2018 - 18:23
DANIEL60 Mer 24 Jan 2018 - 18:23
Bonsoir David
J’ai fait les tests que tu m’as dit effectivement le résultat était à chaque fois aléatoire.
J’ai donc fait la modification de la macro du bouton palpeur et là MIRACLE ça fonctionne au poil.
Après plusieurs essais la fraise descend bien à chaque fois à zéro.
Encore merci pour ton aide.
Par contre sur le site de SERVING ça ne fonctionne pas avec mon mot de passe et identifiant de MB
J’ai fait le test plusieurs fois.
A++
Daniel
J’ai fait les tests que tu m’as dit effectivement le résultat était à chaque fois aléatoire.
J’ai donc fait la modification de la macro du bouton palpeur et là MIRACLE ça fonctionne au poil.
Après plusieurs essais la fraise descend bien à chaque fois à zéro.
Encore merci pour ton aide.
Par contre sur le site de SERVING ça ne fonctionne pas avec mon mot de passe et identifiant de MB
J’ai fait le test plusieurs fois.
A++
Daniel
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: MACH3FR PALPEUR
![]() hares01 Ven 2 Fév 2018 - 0:58
hares01 Ven 2 Fév 2018 - 0:58
Bonjour
Et bienvenue au club des maudits de la variable 2002 des que j'ai commencé à lire ton post c'est la première chose auquel j'ai pensé mais super David avait déjà répondu avant
Et bienvenue au club des maudits de la variable 2002 des que j'ai commencé à lire ton post c'est la première chose auquel j'ai pensé mais super David avait déjà répondu avant
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua

 Sujets similaires
Sujets similaires» comment faire pour que le Z remonte jusqu'à son max et qu'ensuite il vienne ce placer au dessus du palpeur avec Mach3FR ?
» Mach3fr plasma
» probléme configurations mach3fr
» Mach3fr probleme fichier
» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
» Mach3fr plasma
» probléme configurations mach3fr
» Mach3fr probleme fichier
» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum