






Mauvais état de surface lors du chariotage
Page 1 sur 2 • 1, 2 

 Mauvais état de surface lors du chariotage
Mauvais état de surface lors du chariotage
![]() pifou Sam 16 Sep 2017 - 18:31
pifou Sam 16 Sep 2017 - 18:31
Je re débute dans le tournage après 40 ans de non pratique. J'ai un tour d'amateur Multirex. Il me semble bien réglé, aucun jeu dans les charriots, poupées alignées, outils réglés au centre de rotation, pas de vibrations, outils HSS neufs, vitesse de rotation respectées en fonction des abaques trouvées sur internet, et j'usine en avance automatique vers la poupée fixe, alliage d'essai acier doux (rond étiré acheté en GSB) dépassant peu de la poupée fixe. Les moins mauvais résultats sont obtenus avec une profondeur de coupe de 0,25 mm sur un barreau de 12 mm de diamètre à 600 Tr/mn et finition à 1000 tours avec passe à 0,1 mm, toujours en automatique. En revanche j'arrive aux cotes souhaitées.

La presque totalité de la partie non usinée se trouve dans le mandrin.
Merci par avance aux expert
Pierre

pifou- complétement accro

- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone

Re: Mauvais état de surface lors du chariotage
![]() nono30 Sam 16 Sep 2017 - 18:39
nono30 Sam 16 Sep 2017 - 18:39

nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Mauvais état de surface lors du chariotage
![]() pifou Sam 16 Sep 2017 - 19:18
pifou Sam 16 Sep 2017 - 19:18
Bonne soirée,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Mauvais état de surface lors du chariotage
![]() KY260 Sam 16 Sep 2017 - 19:38
KY260 Sam 16 Sep 2017 - 19:38
KY260- complétement accro
- Messages : 1087
Points : 2251
Date d'inscription : 27/01/2012
Localisation : 89
Re: Mauvais état de surface lors du chariotage
![]() dh42 Sam 16 Sep 2017 - 19:48
dh42 Sam 16 Sep 2017 - 19:48
Il est difficile d'obtenir un état de surface miroir sur de l'acier doux ; de ce que j'ai pu noter il faut un acier dur (ou mi-dur), et en ce qui me concerne, il n'y a qu'au carbure (et avec une profondeur de passe suffisante) que je parviens à obtenir un effet miroir.
Comme précisé par Nono, il faut aussi des outils bien affutés, mais aussi affutés pour cet usage. Souvent les outils HSS sont affutés avec une "pointe" aiguë, ce qui donne des sillons bien visibles sur la pièce. Pour avoir un aspect lisse, il faut un rayon en bout d'outil (par exemple, mes plaquettes de finition on un rayon de 0.2mm en bout)
L'avance par tour ne doit pas dépasser 50% du rayon de l'outil pour ne pas avoir de "vagues", mais ne doit pas non plus être trop faible, sinon ça coupe mal.
Dans des matières comme l'alu, un arrosage peut nettement améliorer les choses.
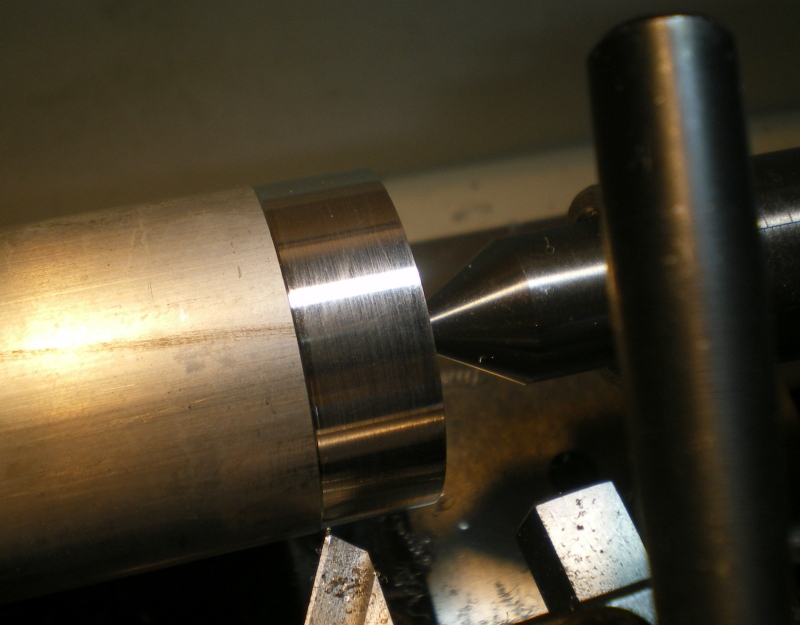
Il est difficile de bien juger sur une photo, mais ton état de surface ne me parait pas si catastrophique pour un usinage dans de l'acier doux.
sur un barreau de 12 mm de diamètre à 600 Tr/mn et finition à 1000 tours avec passe à 0,1 mm
Il ne faut pas oublier qu'il faut recalculer ta V de rotation en fonction du Ø usiné ; sur ta photo si le barreau fait 12 au départ, il reste combien sur le Ø final ? 6mm ? ... si c'est le cas alors ta V de rotation doit être recalculée en conséquence.
Si je prends une Vc de 30 m/min (outil HSS sur acier tendre) ça me donne 800 tr/min pour du 12, mais bien sûr ça double pour du 6.
Par "passe", tu veux parler de l'avance ? Avec un outil "pointu", ou qui a un rayon faible, essaye 0.05 si tu a cette possibilité.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Mauvais état de surface lors du chariotage
![]() pifou Dim 17 Sep 2017 - 9:39
pifou Dim 17 Sep 2017 - 9:39
J'ai commandé des outils carbure brasé pour essai.
Bon dimanche.
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Mauvais état de surface lors du chariotage
![]() Vénète56 Dim 17 Sep 2017 - 11:27
Vénète56 Dim 17 Sep 2017 - 11:27
Au début quand j'ai acheté mon tour, je n'avais jamais fait de tournage, j'ai acheté comme toi de l'acier (?) de l'alu et du laiton en gsb et évidemment je n'avais pas de bons résultats de surface, j'ai donc acheté de la matière chez "Blokenstock" ça changeait tout (et d'ailleurs pas beaucoup plus cher qu'en gsb) j'ai cherché et trouvé sur le net des formules de calcul de vitesses et avances au quelles je ne comprenais rien ! J'ai donc fait de nombreux essais avec différents outils (hss plaquettes carbure) avec différentes vitesses et avances et maintenant je sais quel outils vitesses et avances utiliser, a "l'oeil et a l’oreille" pour avoir des résultats corrects sinon bons. J'utilise rarement l'avance auto sauf pour les pièces longues avec lunette a suivre, je fais tout (presque) a la manivelle ce qui m'a permis de m'habituer a la machine et de voir par exemple que l'on peut avancer plus vite dans de l'alu que dans du laiton, les pros diront que ce n'est pas très " orthodoxe" mais ça marche

Vénète56- complétement accro
- Messages : 1103
Points : 1179
Date d'inscription : 10/06/2016
Age : 81
Localisation : le golfe du 56
Re: Mauvais état de surface lors du chariotage
![]() pifou Dim 17 Sep 2017 - 12:14
pifou Dim 17 Sep 2017 - 12:14
Avec de la mauvaise ferraille, je commence à améliorer mes résultats; j'ai légèrement réaffuter mon outil à la TORMEX, et j'ai fait un réglage beaucoup plus précis en hauteur.
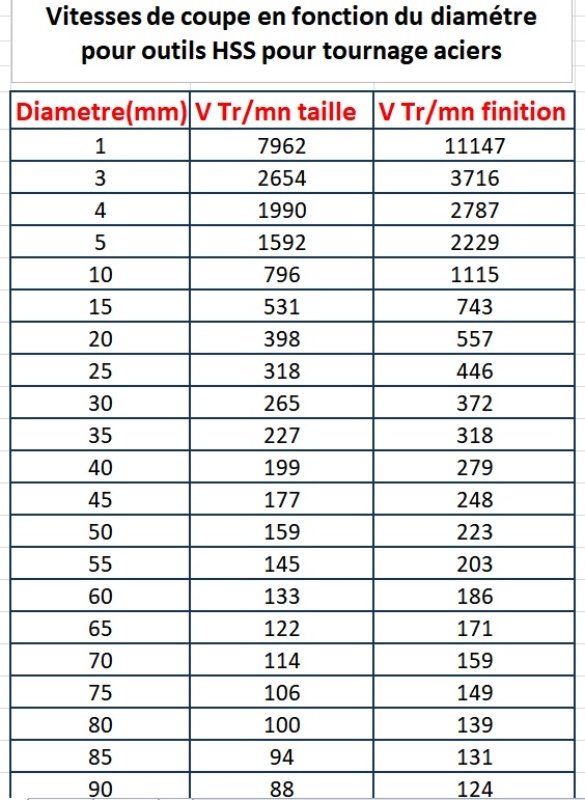
Pour les vitesses de tournage, j'ai trouver la formule sur le net, et j'ai ainsi fait un tableau excel.


Après adoucissement de l'angle de coupe
bon dimanche,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Mauvais état de surface lors du chariotage
![]() dh42 Dim 17 Sep 2017 - 19:21
dh42 Dim 17 Sep 2017 - 19:21
Il a l'air pas mal le dernier essai
Il est possible de faire briller la pièce au tampon Gex + WD40 une fois l'usinage fini, ça marche plutôt bien.
mais comment faire cet arrondi dont tu parles de 0,2 mm?
Il faut le coup de main ... et de bons yeux !
Pour ma part je n'utilise pratiquement jamais de HSS, je travaille uniquement avec des outils à plaquettes jetables pour le métal, sauf cas particulier (Filetage, outils spéciaux) par contre j'utilise de l'HSS affuté "rasoir" pour le bois.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mauvais état de surface lors du chariotage
![]() pifou Dim 17 Sep 2017 - 19:34
pifou Dim 17 Sep 2017 - 19:34
Tes conseils et tes encouragements m'ont étés d'un grand secourt. J'attend mes outils carbures et des alliages de qualité commandés chez Blokenstock (alliage d'alu et acier) pour continuer mes essais puisque c'est en forgeant que l'on devient forgerons (pour un bon forgeron cela prend 20 ans !!!)
Bonne soirée,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Mauvais état de surface lors du chariotage
![]() lamecanique76 Dim 17 Sep 2017 - 19:48
lamecanique76 Dim 17 Sep 2017 - 19:48
pour le HSS ne pas oublier de lubrifier en continu
lubrifiant eau + huile soluble
un outil HSS qui chauffe se détrempe et s'use prématurément
carbure pas de lubrification sous risque de casse de plaquette
si la lubrification n'est pas constante
bon usinage

pour un forgeron ou autre métier meme au bout de 20 ans de boulot on apprends tout les jours

lamecanique76- complétement accro
- Messages : 2063
Points : 2077
Date d'inscription : 02/05/2016
Age : 49
Localisation : region de fecamp et autour
Re: Mauvais état de surface lors du chariotage
![]() dh42 Dim 17 Sep 2017 - 20:32
dh42 Dim 17 Sep 2017 - 20:32
Dans les autres trucs auxquels il faut penser ; utiliser la contrepointe si le Ø à tourner est faible par rapport à la longueur de pièce qui sort des mors, ça évite les vibrations et le risque de faire de la conicité (flexion de la pièce)
Même chose pour le montage de l'outil, assure toi d'avoir le moins de porte à faux possible (outil rentré le plus possible dans le porte outil), surtout avec des petits outils en barreau de 10 ou 12, ça fléchit facilement !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mauvais état de surface lors du chariotage
![]() chris74 Dim 17 Sep 2017 - 20:37
chris74 Dim 17 Sep 2017 - 20:37
exemple :
Dernière édition par chris74 le Dim 17 Sep 2017 - 20:44, édité 2 fois

chris74- acharné du forum

- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Mauvais état de surface lors du chariotage
![]() dh42 Dim 17 Sep 2017 - 20:42
dh42 Dim 17 Sep 2017 - 20:42
Pour l'avance automatique je suis sur celle d'origine de la machine (MULTIREX)
SI ils ne se sont pas plantés sur le site, il semble bien qu'il y ai 2 avances de chariotage disponibles ; 0.1 et 0.05 mm/tr
https://www.multirex.net/tour-a-metaux,fr,4,460021.cfm
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mauvais état de surface lors du chariotage
![]() Vénète56 Lun 18 Sep 2017 - 9:05
Vénète56 Lun 18 Sep 2017 - 9:05
A part harnais ou volée il n'y a rien d'autre, avec le variateur on peut accélérer l'avance mais on augmente aussi les tours de broche
Vénète56- complétement accro
- Messages : 1103
Points : 1179
Date d'inscription : 10/06/2016
Age : 81
Localisation : le golfe du 56
Re: Mauvais état de surface lors du chariotage
![]() pifou Lun 18 Sep 2017 - 11:57
pifou Lun 18 Sep 2017 - 11:57
Il y a une erreur sur le site qui indique 2 vitesses d'avance 0,1 et 0,05 mm/tr (la machine est d'origine à 0,1mm/tr). Je leur ai téléphoné, et pour eux seule solution changer les pignons, sauf que toutes les combinaisons donnent une avance plus rapide, hors c'est l'inverse que je souhaite.
Par ailleurs j'ai reçu mes "bons" alliages, et il y a pas photo. Barre acier de 30mm, 2 passes une à 0,25 à 260 tr/mn et l'autre de 0,05 à 372 tr/mn, avance automatique 0,1 mm/tr. outils HSS (je n'ai pas encore mes carbures), légèrement arrondi sur la pointe.

Je vais essayé un alliage d'alu prévu pour l'usinage cet après midi.
Edit : pour pas encombrer je modifie mon post précédent:
Tournage alliage d'alu (pour usinage), de 40 mm de diamètre en 2 passes 0,25 à 400 tr/mn, puis 0,1 à 600 tr/mn, lubrification à l'huile de coupe.
à plus
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Mauvais état de surface lors du chariotage
![]() Vénète56 Lun 18 Sep 2017 - 18:42
Vénète56 Lun 18 Sep 2017 - 18:42
Pour de l'alu tu peux faire des passes de 0,5 sans problème je viens d'en faire, par contre pour de l'alu tu ne tournes pas assez vite, 1.100 trs et sans lub ça va bien
ps: outil hss
Vénète56- complétement accro
- Messages : 1103
Points : 1179
Date d'inscription : 10/06/2016
Age : 81
Localisation : le golfe du 56
Re: Mauvais état de surface lors du chariotage
![]() pifou Mar 19 Sep 2017 - 14:01
pifou Mar 19 Sep 2017 - 14:01
J'ai tourné à tes vitesses sur alliages d'alu 2017 :très bon résultats, puis j'ai tourné avec un nouvel abaque que j'ai mis sous EXCEL, et résultats similaires sans lubrification.

Ceci dit, le 2017 est d'une facilité déconcertante à tourner pour un module de Young proche des aciers.
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Mauvais état de surface lors du chariotage
![]() max91800 Mar 19 Sep 2017 - 15:15
max91800 Mar 19 Sep 2017 - 15:15
Le 2017 est aussi connu sous le nom d'AU4G, à base de cuivre, excellent pour l'usinage, moins pour le soudage. C'est la nuance à privilégier pour nous autres amateurs.
Max

max91800- acharné du forum
- Messages : 580
Points : 1205
Date d'inscription : 16/01/2014
Age : 33
Localisation : Compiègne
Re: Mauvais état de surface lors du chariotage
![]() pifou Mer 20 Sep 2017 - 16:54
pifou Mer 20 Sep 2017 - 16:54
Je viens de recevoir mes outils carbure brasé. Tout de suite essai de tournage : sur l'alu 2017 pas de différence avec les HSS (que j'ai soigneusement affuté sous irrigation), pour l'acier amélioration mais légère par rapport aux HSS.
Par ailleurs, suite à une profondeur de passe trop gourmande, j'ai eu un blocage qui ma ébréché l'outil à charrioter gauche. Je ne sais si on peu réaffuter les carbures brasés, mais en tout cas je l'ai fait à la meule TORMEK, sous eau, et après 20 minutes j'avais des tranchants tout propres, j'en ai profité pour très légèrement arrondir les 2 angles verticaux (2 secondes sur la meule);

Essai après cette rectification et pas de PB.
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Mauvais état de surface lors du chariotage
![]() dh42 Mer 20 Sep 2017 - 17:57
dh42 Mer 20 Sep 2017 - 17:57
Oui, le carbure s'affute, il faut juste la bonne meule ; une meule verte ou une meule diamant (cher)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mauvais état de surface lors du chariotage
![]() Vénète56 Mer 20 Sep 2017 - 18:32
Vénète56 Mer 20 Sep 2017 - 18:32
pifou a écrit:Bonjour,
Je viens de recevoir mes outils carbure brasé. Tout de suite essai de tournage : sur l'alu 2017 pas de différence avec les HSS (que j'ai soigneusement affuté sous irrigation), pour l'acier amélioration mais légère par rapport aux HSS.
Par ailleurs, suite à une profondeur de passe trop gourmande, j'ai eu un blocage qui ma ébréché l'outil à charrioter gauche. Je ne sais si on peu réaffuter les carbures brasés, mais en tout cas je l'ai fait à la meule TORMEK, sous eau, et après 20 minutes j'avais des tranchants tout propres, j'en ai profité pour très légèrement arrondir les 2 angles verticaux (2 secondes sur la meule);
Essai après cette rectification et pas de PB
A plus,
Pierre
Et bien voila une affaire qui roule
Vénète56- complétement accro
- Messages : 1103
Points : 1179
Date d'inscription : 10/06/2016
Age : 81
Localisation : le golfe du 56
Re: Mauvais état de surface lors du chariotage
![]() pifou Sam 23 Sep 2017 - 20:21
pifou Sam 23 Sep 2017 - 20:21
Encore 2 questions, je commence à avoir des états de surface correctes, mais j'aimerais aller encore un peu plus loin. Quel forme d'outil utilisez vous pour la passe de finition ? et ensuite à quelle profondeur ?
Merci par avance
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Mauvais état de surface lors du chariotage
![]() dh42 Sam 23 Sep 2017 - 20:46
dh42 Sam 23 Sep 2017 - 20:46
pour ma part, dans l'acier, plaquettes triangulaires, r=0.2, coupe positive. (TPxx xx xx 02) passe = au moins 0.05 au rayon.
http://www.metiers-et-passions.com/waroot/METP/fr_FR/attachments/Ficheconseil/1703_Plaquettesdefraisageettournagedesignationnormalisees.pdf
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mauvais état de surface lors du chariotage
![]() nono30 Sam 23 Sep 2017 - 23:24
nono30 Sam 23 Sep 2017 - 23:24
nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Des porte- outils pour mon Tour Schaublin 102 en pagaille... !!!
» Précision chariotage, tour TW2555 Sidermeca / Otelo
» Volant difficile à tourner, points durs dans chariotage
» Etat de surface en tournage sur tour d'établi