






CNC Sorotec Compact Line 0604
Page 4 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 Re: CNC Sorotec Compact Line 0604
Re: CNC Sorotec Compact Line 0604
![]() dh42 Lun 22 Mai 2017 - 22:01
dh42 Lun 22 Mai 2017 - 22:01
Je comprends techniquement très bien ce que tu dis...mais dans la pratique, comment se fait un "référencement" c'est moi qui le génère ou cela se fait tout seul?
En cliquant sur le gros bouton 'référencer' qui est à gauche des 3 visu des axes ; les 3 axes seront référencés l'un après l'autre.
Pour t'assurer que tout vas bien dans les réglages, on vas référencer les axes un par un pour tester si tout est dans le bon sens.
Dans un 1ier temps, assure toi qu'aucun des contacts n'est déjà actif (écran diagnostic) ; les LED Origine X, Y et Z doivent être éteintes.
clique chaque contact de référencement manuellement pour voir si ils allument bien les LED Origine (et que le bon contact correspond au bon axe)
Toujours sur l'écran diagnostic, tu a des boutons permettant de référencer les axes un par un.(Ref. x, Ref y, etc ..)
clique Ref X ; l'axe doit partir en direction du contact, à faible vitesse, puis une fois le contact touché, il reviens un peu en arrière.
si l'axe part chercher le contact du mauvais coté (clic l'arret d'urgence), il faut aller dans le menu config/homing-limits, et cocher/décocher la case "Home neg" (réf.inv) de l'axe en question pour changer le sens de recherche.
fait la même vérif pour les 3 axes.
quand tout sera OK tu pourra référencer les 3 axes à la fois simplement avec le bouton 'référencer' de l'écran principal.
Ma version Mach3FR est la R3.043.066, dois je la mettre a jour?
C'est la dernière, malheureusement elle est buguée ... il vaut mieux mettre la .062 anglaise à la place, tout en gardant les écrans de Mach3FR ; mais si tu n'a pas de pb particulier, tu peux garder celle-ci pour le moment.
Voici mon écran M3, je n'arrive pas changer la résolution, les menus sont compressés...j'aimerais aussi l'avoir ne plein écran, est-ce possible de la faire directement dans M3?
Un petit bug de l'interface de Mach3FR ; je l'ai corrigé ici
http://www.usinages.com/threads/ecran-mach3fr.53164/#post-1013838
Si je comprends bien, après la dernière OP, le portique part se caler en G28 histoire de libérer la surface d'usinage...?
Oui, c'est ça ; et dans Mach3 la position de retour se règle au même endroit que les limites logicielles. Exemple avec retour à -1

Pour modifier le PP Mach3 que tu utilise:
dans CB, onglet système, dossier post processeurs, sélectionne ton PP, puis édite la macro 'pied de page' (clique dans la ligne, puis sur le bouton |...|) et assure toi que tu a ce code.
- Code:
{$clearance}
{$spindle(off)}
{$cbfile.footer}
G28
{$endrewind}
il est possible que sur ton PP $cbfile.footer et $endrewind soit inversés ; c'est une erreur (qui date !), met exactement le code ci-dessus.
ensuite clic droit sur le PP > enregistrer.
Et pour ma culture CNC...a quoi sert un référencement...a savoir ou se trouve la machine (les positions) dans son espace alloué?
Ça donne le pt 0 des coord machine ; associé à la taille des axes donnée dans les limites, Mach3 peut alors gérer le volume d'usinage et donc les limites logiciele.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
++
David
dh42- Admin

- Messages : 25655
Date d'inscription : 21/06/2009 -


Re: CNC Sorotec Compact Line 0604
![]() juleo68 Mar 23 Mai 2017 - 18:43
juleo68 Mar 23 Mai 2017 - 18:43
Pour Mach3 c'est OK, il est maintenant en plein écran
Pour le moment pas de problème avec ma version...donc je laisse!
J'ai fait les différents réglages pour le référencement des 3 axes, j'ai du inverser dans M3 car les 3 axes partaient côté opposé aux switches!
Si je fais une pression manuelle sur chaque switch, les LED s'éteignent...
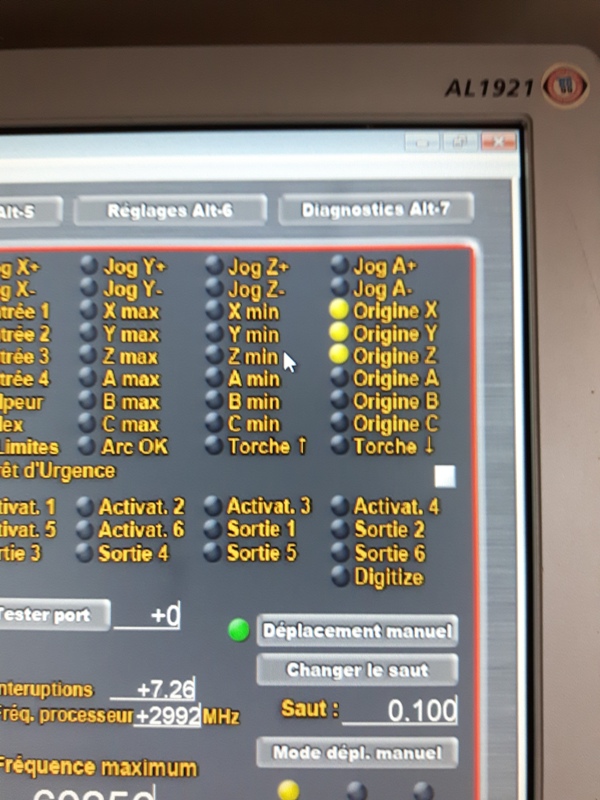
Par contre, les LED ne sont pas éteintent lorsque les switches sont en position "repos", les LED sont jaune...comme ci-dessous;
Ensuite si je passe par le menu pour le référencement des 3 axes en même temps, cela a l'air de fonctionner normalement, par contre il faut avoir le temps car
vraiment très lent
Question a propos du référencement, peut' il se faire plus rapidement?
Pour PP, j'ai fait la modif...je vais lancer un G-code pour voir si cela fonctionne.
Pour le palpeur, il est bien détecté, la LED est verte et si j’appuie sur le palpeur, la LED s'éteint!
Y a t'il un réglage a faire pour qu'il soit opérationnel?
Ensuite s'utilise un palpeur? J'ai bien compris que cela sert a faire le '0" sur le Z, mais dans la pratique...quelles sont les séquences?

Merci.

juleo68- complétement accro

- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Mar 23 Mai 2017 - 20:55
dh42 Mar 23 Mai 2017 - 20:55
dans le port&pins/signaux d'entrée ; inverse 'active low' pour les 'Home'Par contre, les LED ne sont pas éteintent lorsque les switches sont en position "repos", les LED sont jaune...comme ci-dessous;
Ensuite si je passe par le menu pour le référencement des 3 axes en même temps, cela a l'air de fonctionner normalement, par contre il faut avoir le temps car vraiment très lent
Question a propos du référencement, peut' il se faire plus rapidement?
Il suffit d'amener manuellement tes axes proches du contact avant de référencer.
si tu retourne à -1,-1,-1 via le G28, ce ne sera plus un pb, vu que tes axes ne seront qu'à 1mm du contact.
Pour le palpeur, il est bien détecté, la LED est verte et si j’appuie sur le palpeur, la LED s'éteint!
Y a t'il un réglage a faire pour qu'il soit opérationnel?
Oui, régler la hauteur du palpeur au moment du déclenchement, la hauteur de rétraction et la V de palpage.

En haut à gauche:
hauteur du palpeur ; entre la hauteur total du palpeur au moment du déclenchement (serre le avec un pied à coulisse, jusqu'à ce qu'il déclenche et met la valeur lue sur le PàC)
coord Z de la surface palpée: met à 0 pour palper sur la surface de la pièce.
vitesse de palpage: 100 à 200 mm/min
coord Z de retour: = hauteur du palpeur + marge pour dégager le palpeur.
Pour l'utiliser, pose ton palpeur sur la surface ou tu veux faire ton 0, amène ta fraise au dessus, descend la à 2 ou 3 cm au dessus du palpeur de façon à ne pas palper sur 1Km en vitesse lente, puis clique sur Palper sur place .
La fraise va descendre, puis remonter une fois le contact avec le palpeur établi ; le Z sera automatiquement mis à 0 (en tenant compte de la position de la fraise après sa remontée, donc tu aura 'coord Z de retour' dans la visu Z )
avant de lancer l'usinage, n'oublie pas d'enlever le palpeur de dessous la fraise !, car le Z va descendre immédiatement au plan de dégagement, qui a de fortes chances d'être plus bas que le palpeur.
Tu peux faire quelques test avec une allumette à la place d'une fraise
PS: la partie droite ne sert que pour les palpeurs fixes.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Mer 24 Mai 2017 - 16:18
juleo68 Mer 24 Mai 2017 - 16:18
Je suis allé faire un tour dans "port&pins/signaux d'entrée" de M3, Mais c'est quoi 'active low' pour les 'Home'..."Actif à 0, ensuite, qu'appel tu "Home"

Pour le palpeur, problème, dès que je rentre une donnée dans;
hauteur du palpeur
coord Z de la surface palpée
vitesse de palpage
coord Z de retour
Tout reviens a "0.00"...si par exemple je mets 38.6 dans "Hauteur du palpeur", je clic en dessous sur "coord Z de la surface palpée", les 38.6 reviennent a 0.00...
Merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Mer 24 Mai 2017 - 17:57
dh42 Mer 24 Mai 2017 - 17:57
Mais c'est quoi 'active low' pour les 'Home'..."Actif à 0
Oui, c'est ça, "Actif à 0"
Home = Réf.
Après avoir entrée une valeur, il faut valider par la touche 'entrée' avant de changer de case.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Mer 24 Mai 2017 - 18:02
juleo68 Mer 24 Mai 2017 - 18:02
dh42 a écrit:Salut,Oui, c'est ça, "Actif à 0"Mais c'est quoi 'active low' pour les 'Home'..."Actif à 0
Home = Réf.
Après avoir entrée une valeur, il faut valider par la touche 'entrée' avant de changer de case.
++
David
OK, et quand tu dis "inverse"...actuellement les réf. sont en vert, je les passent en rouge (je les désélectionnent)?
Merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Mer 24 Mai 2017 - 18:17
dh42 Mer 24 Mai 2017 - 18:17
OK, et quand tu dis "inverse"...actuellement les réf. sont en vert, je les passent en rouge (je les désélectionnent)?
Oui
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Mer 24 Mai 2017 - 18:53
juleo68 Mer 24 Mai 2017 - 18:53
Pour le palpeur, j'ai maintenant rentré toute les données comme ci-dessous;
-Hauteur du palpeur ; 38.60
-Coord Z de la surface palpée: 0.00
-Vitesse de palpage: 150 mm/min
-Coord Z de retour: = 48.60
Déjà une question, lorsque je lance un palpage, a quelle valeur doit être le "Z", faut 'il le placer a une valeur bien définie?
Car quand je lance la procédure, j'ai les 3 moteurs PaP qui tournent en même temps par à-coups!
Autre chose a propos du palpeur dans l'écran "Diagnostics", la LED est verte, elle s'éteint su j'appuie sur le palpeur...ca devrait pas être le contraire?
LED éteinte et verte avec le palpeur en position basse (contact)?
Merci
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Mer 24 Mai 2017 - 20:50
dh42 Mer 24 Mai 2017 - 20:50
Voilà les réf en Actif à 0 sont modifiés....Par contre maintenant le référencement des axes se fait dans le sens opposé aux switches... scratch
dh42 a écrit:clique Ref X ; l'axe doit partir en direction du contact, à faible vitesse, puis une fois le contact touché, il reviens un peu en arrière.
si l'axe part chercher le contact du mauvais coté (clic l'arret d'urgence), il faut aller dans le menu config/homing-limits, et cocher/décocher la case "Home neg" (réf.inv) de l'axe en question pour changer le sens de recherche.
Déjà une question, lorsque je lance un palpage, a quelle valeur doit être le "Z", faut 'il le placer a une valeur bien définie?
Non, il faut juste qu'il ne soit pas trop loin du palpeur, car il me semble qu'il y a une limite de course dans le code
Car quand je lance la procédure, j'ai les 3 moteurs PaP qui tournent en même temps par à-coups!
pas normal, seul le Z doit bouger.
Autre chose a propos du palpeur dans l'écran "Diagnostics", la LED est verte, elle s'éteint su j'appuie sur le palpeur...ca devrait pas être le contraire?
Oui, même chose que pour les contacts Home, inverse le Dir active pour le palpeur (désolé je n'ai pas la VF, trop de bugs)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Jeu 25 Mai 2017 - 7:41
juleo68 Jeu 25 Mai 2017 - 7:41
Merci David pour ton aide
Pense tu que les problèmes que je rencontre sont purement liés aux (mauvais) paramétrages ou a la version de M3 dont je dispose?
Car dans ce cas, le plus simple serait que je repasse en R3.043.062 non et par dessus le patch FR?
Le problème est que je n'arrive pas a trouver un lien valide de cette ancienne version...tout ceux qu je trouvent me ramène vers la R3.043.066!
Si tu as connaissance d'un lien valide, je suis preneur?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Jeu 25 Mai 2017 - 12:01
juleo68 Jeu 25 Mai 2017 - 12:01
Ce matin je m'y suis remis...j'ai pris mon courage a deux mains et je me suis dit!
Avec tout ce que David m'a fournit en info ça devrait tourner rond non...
Du coup, tout a l'air de fonctionner normalement...référencement et palpeur!
Allez zou, je me fait un petit G-code, variateur de la Kress sur 1 (pour ne pas faire de bruit) sans fraise, je palpe et lance le programme!
La Kress démarre, le programme tourne et en fin de programme...position G28...nickel, comme je voulais!
Par la même occasion, je viens de découvrir un truc...j'avais une rallonge USB3 pour brancher le clavier...j'ai été surpris que cela ne fonctionnait pas, est-ce normal...je ne sais pas trop, du coup j'ai remis provisoirement une rallonge USB2 et ça fonctionne...étrange!
J'ai donc pu tout mettre en place, câblage, PC, et semaine prochaine premiers copeaux!
@ David, très sincèrement un grand merci, car comme tu l'aura compris je suis un peu une quiche en paramétrage de CN...



juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Jeu 25 Mai 2017 - 17:22
dh42 Jeu 25 Mai 2017 - 17:22
Pense tu que les problèmes que je rencontre sont purement liés aux (mauvais) paramétrages ou a la version de M3 dont je dispose?
Difficile à dire, pour ma part, je sais qu'il a fait des bizarreries au référencement et que mes macros en VB ne fonctionne pas pour la plupart sur la .066
Le fabricant du smoothstepper conseille vivement de ne pas utiliser la .066
Tu peux le trouver ici
https://warp9td.com/index.php/sw/software-mach
Pour l'installer:
- va dans le gestionnaire de périphériques, et désinstalle le pilote du port // de mach3 (mach3 pulse engine) car je ne suis pas sur que ce soit les mêmes sur la .062 et la .066
- installe la .062 par dessus la .066 , et assure toi que l'insta du drivers est cochée ; attention, mach3 anglais propose l'insta dans c:\mach3, mais je crois que la VF est installée dans c:\mach3FR .. à voir, il faudra peut être que tu change le dossier d'insta pour bien le remettre par dessus la VF.
- lance Mach3, puis vas dans le menu view/load screen et charge ton screenset français (mach3-fraisage_fullscreen.set)
petite question, l'icone de lancement que je t'ai mis fonctionne ou pas ? si elle fonctionne c'est que Mach3 est installé dans c:\mach3, sinon c'est probablement qu'il est dans un autre dossier.
je viens de découvrir un truc...j'avais une rallonge USB3 pour brancher le clavier...j'ai été surpris que cela ne fonctionnait pas, est-ce normal...je ne sais pas trop
Je ne sais pas du tout ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Jeu 25 Mai 2017 - 17:57
juleo68 Jeu 25 Mai 2017 - 17:57
Merci pour le lien, c'est téléchargé!
Pour le moment je laisse avec la V.066, je verrais si je rencontre des problèmes pendant l'usinage, a savoir qu'avec l'ID, je n'avais pas rencontré de problème...a suivre donc!
Le raccourci Mach3 a directement fonctionné, je t'en remercie.
Le smoothstepper ce sera surement pour plus tard avec pourquoi pas une broche HF...le temps de me familiariser et d'apprivoiser la SRT.
@+
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Mar 30 Mai 2017 - 20:41
dh42 Mar 30 Mai 2017 - 20:41
je remonte cette discussion à propos de l'effort généré par les axes
http://www.metabricoleur.com/t13161-cnc-sorotec-compact-line-0604#258713
je viens de retrouver mes formules de calcul ; et j'étais encore en dessous de la vérité.
avec des VàB de 16, guidées par des butées à billes, moteur 3Nm, pour un pas de 10mm, ça fait une poussée de 1806N (184 kg), et en pas de 5 (le Z), on double ... 355 Kg
je me suis amusé à calculer approximativement ce que ça donnerais sur une petite ID-CNc en bois avec ses tiges filetées de 10*1.5 et un très mauvais coef de friction ... et un moteur 1.2 Nm ... et il reste dans les 70 à 90 Kg .. !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() Hervé-34 Mer 31 Mai 2017 - 0:16
Hervé-34 Mer 31 Mai 2017 - 0:16
dh42 a écrit:Salut,
je me suis amusé à calculer approximativement ce que ça donnerais sur une petite ID-CNc en bois avec ses tiges filetées de 10*1.5 et un très mauvais coef de friction ... et un moteur 1.2 Nm ... et il reste dans les 70 à 90 Kg .. !
++
David
Hé bé ! je comprend pourquoi avec nos ID, on peut casser des fraises de 6 !!
et encore Bruno nous les a fait passer de 2.8A à 3A ! je ne sais pas si ça augmente
la puissance, mais pour moi ça a nettement augmenté les vitesses !!
Merci David !
Hervé

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC Sorotec Compact Line 0604
![]() dh42 Mer 31 Mai 2017 - 0:43
dh42 Mer 31 Mai 2017 - 0:43
Suivant la conception des moteurs, la relation couple(N), Intensité (A) peut changer ; sur le site d'ID, il parle de moteurs 3A, mais ça ne dit pas combien ils font de Nm ; il est même possible qu'ils fassent plus de 1.2Nm car il me semble que c'était ce que j'avais, et la carte était réglée à 2A .. ; c'est peut être des 2Nm désormais.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Dim 29 Mar 2020 - 12:40
juleo68 Dim 29 Mar 2020 - 12:40
Petite amélioration du jours sur la CN...le tuyau d'aspiration se prenait régulièrement dans la chemin de câble...j'ai donc dû trouver une solution, un bras de maintien...
Passage rapide sous CB, ensuite dans mon stock, de l'alu 7075T6 en 5mm

Un petit chanfrein pour faire propre...

Pareil sur l'autre face!

J'ai prévu deux petits slots pour un mettre un collier au cas ou...

Mise en place pour perçages et taraudages (M5)


Et voilà, c'est en place et plus de problème avec le tuyau

@+
Dernière édition par juleo68 le Dim 29 Mar 2020 - 15:44, édité 1 fois
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() Hervé-34 Dim 29 Mar 2020 - 13:29
Hervé-34 Dim 29 Mar 2020 - 13:29
Bonjour Juleo !
Je regardais ta machine, tu aurais (à peut près ) la dimension
de l'entraxe des rails du portique ?
Merci !
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC Sorotec Compact Line 0604
![]() nagut Dim 29 Mar 2020 - 13:40
nagut Dim 29 Mar 2020 - 13:40
mais un truc me choque
ta machine, tu fait un démontage, nettoyage, remontage à chaque utilisation ?
par ce qu'elle a l'air neuve, jamais servie

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Dim 29 Mar 2020 - 15:40
juleo68 Dim 29 Mar 2020 - 15:40
Bien-sûr...115mm (axe/axe)Hervé-34 a écrit:Bonjour à tous!
Bonjour Juleo !
Je regardais ta machine, tu aurais (à peut près ) la dimension
de l'entraxe des rails du portique ?
Merci !
Hervé
Merci...non la CN a maintenant 3 ans et tourne entre 2 et 3 fois/semaine, aussi, je n'usine pour ainsi dire jamais sans aspiration, qui elle est plutôt efficace!nagut a écrit:bonne idée et bien réalisée
mais un truc me choque
ta machine, tu fait un démontage, nettoyage, remontage à chaque utilisation ?
par ce qu'elle a l'air neuve, jamais servie
Je nettoie en gros les coulisses tout les 6 mois, rien de plus! Je fais gaffe c'est tout.
J'aime bien bosser dans un endroit propre...en même temps, un petit coup d'aspi c'est tellement vite passé
@+
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() Hervé-34 Dim 29 Mar 2020 - 17:04
Hervé-34 Dim 29 Mar 2020 - 17:04
Juleo a écrit:Bien-sûr...115mm (axe/axe)
Merci Juleo !
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Lun 6 Déc 2021 - 21:50
juleo68 Lun 6 Déc 2021 - 21:50
Aujourd'hui, retour d'expérience avec mon dernier achat...des fraises Chinoise!
En principe je n'achète mes fraises que chez Sorotec, je prend généralement la gamme "Pro Alu" et là j'ai voulu voir par moi-même.
Acheté sur AliExpress, et arrivées rapidement.
Le prix, 2.82€/p c'est vraiment très bas, j'ai tenté en Ø3mm et ce soir essais pour un usinage dans de l'alu 2017A...je suis assez bluffé par la qualité de coupe

Et après plus de 2H d'usinage, la fraise coupe toujours, ce qui est plutôt bon signe.
C'est une Z3



Le lien pour ceux que cela intéresse!
https://fr.aliexpress.com/item/1005002967376112.html?spm=a2g0s.9042311.0.0.43726c37FOfd8D
@+
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() meles Lun 6 Déc 2021 - 21:55
meles Lun 6 Déc 2021 - 21:55
_________________

meles- Admin
- Messages : 14932
Points : 21889
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Lun 6 Déc 2021 - 22:07
juleo68 Lun 6 Déc 2021 - 22:07
Non, j'ai déjà passé plusieurs commande sur AliExpress, jamais eu de douane!meles a écrit:Hello, pas de soucis de douanes ou de TVA ?
La TVA, on se la prends de toute facon...! Sinon, aucune surprise a l'arrivée
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dupont&dupont Lun 6 Déc 2021 - 22:35
dupont&dupont Lun 6 Déc 2021 - 22:35
Merci pour ce retour chaudement recommandé
Pour un debutant je vais m'y essayer. elle est plutot jolie, c'est bien la premiere fois que j'en vois des "arcs en ciel"
Normalement depuis le 1er Juillet mise en place de la nouvelle reglementation sur les marchandises hors communauté europeenne il ne devrait pas y avoir de surprise puisque la plateforme Ali vous fait payer la TVA au moment de l'achat.
Si vous avez d'autres retour dans ce genre je suis (nous sommes) preneur.
Encore merci et Bonne soire.

dupont&dupont- posteur Régulier

- Messages : 175
Points : 193
Date d'inscription : 04/12/2016
Age : 91
Localisation : Gaule
Re: CNC Sorotec Compact Line 0604
![]() dh42 Lun 6 Déc 2021 - 22:52
dh42 Lun 6 Déc 2021 - 22:52
Par contre la traduction fait rire
Fraise en Aluminium coloré
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 4 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Compact-Line 0605 : aide au démarrage
» Projet Sorotec Alu Line 1107
» Avis SOROTEC HOBBY LINE
» Achat Sorotec Alu-Line 1110 + Vos conseils ?