






CNC Sorotec Compact Line 0604
Page 3 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 Re: CNC Sorotec Compact Line 0604
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Lun 15 Mai 2017 - 20:13
juleo68 Lun 15 Mai 2017 - 20:13
Salutricoud a écrit:houahou, elle brille!
C'est sur que la tu fait un sacré bond niveau CNC, ça va beaucoup de changer!
Pour la table, elle est 100% alu? Les rainure sont usinées dans la masse?
Elle a surement été fabriquer par leur propre CNC?
Tu as pu voir l'usine?
Hate d'en avoir une... mais je souhaite la fabriqué, et vu les projets cours c'est pas pour demain...
Oui, le changement sera radical!
La table rainurée est usinée dans la masse, maintenant je ne sais pas si ils usinent les pièces en alu...,ce que je sais par contre, c'est
qu'ils coupent tout les profiles alu eux même et montent de A a Z les CN, bâti et électronique.
C'est pas vraiment une usine, c'est bien plus petit...il y avait deux personnes qui montaient des CN!
C'est les deux qui on chargés la CN dans ma voiture, ils ont fait très attention
a ne rien casser ou rayer dans la voiture...bref, c'était pas des bourrins qui n'en avaient rien a faire!
juleo68- complétement accro

- Messages : 978
Date d'inscription : 13/07/2013

Re: CNC Sorotec Compact Line 0604
![]() nagut Lun 15 Mai 2017 - 20:34
nagut Lun 15 Mai 2017 - 20:34
c'est curieux, je la voyait petite, mais quant je le lit la course des axes

la mienne, une 6040, fait Y 570/X 350/Z 90
j'ai du louper, c'est quoi le prix ? ( bon il faut rajouter la broche; et peut être le vario ?)

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: CNC Sorotec Compact Line 0604
![]() dh42 Lun 15 Mai 2017 - 21:27
dh42 Lun 15 Mai 2017 - 21:27
Jolie machine
Ça fait massif comme bête, et la table est superbe ! (il y a un canal de récup du lubrif qui courre tout le tour si je ne me trompe pas ?)
j'ai du louper, c'est quoi le prix ? ( bon il faut rajouter la broche; et peut être le vario ?)
Ça sent la commande chez Sorotec ça

en kit, sans les moteurs, l’électronique et la broche.
https://www.sorotec.de/shop/CNC-Mills/compact-line/Machine-Kit-CL-Line/Portal-milling-maschine-CL-Line-0604-DIY.html
Les contrôleurs
https://www.sorotec.de/shop/CNC-Controls/finished-controls/
est il reste les moteurs et les petits accessoires (chaine de cable)
c'est pas vraiment au même tarif qu'une 6040 ... mais on s'en serait douté !
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC Sorotec Compact Line 0604
![]() juleo68 Lun 15 Mai 2017 - 21:54
juleo68 Lun 15 Mai 2017 - 21:54
Pour le prix, c'est toi qui décide...tu pars du bâti et tu rajoute ce que tu veux ou eux te le proposent directement, là, la machine toute montée et réglée avec toute l'électroniquenagut a écrit:Belle machine !!!
c'est curieux, je la voyait petite, mais quant je le lit la course des axes
la mienne, une 6040, fait Y 570/X 350/Z 90
j'ai du louper, c'est quoi le prix ? ( bon il faut rajouter la broche; et peut être le vario ?)
complètement câblée je suis a 5200€ TTC...alors oui, c'est vraiment pas donné, car même BZT qui font de très bonne CN sont moins chère a surface =!
Comme je l'explique plus haut, je ne voulais pas d'une machine Chinoise...par contre une BZT m'aurait bien plu car en même temps bien moins chère, mais les dimensions ne collaient pas avec ce que je cherchais. Chez SRT la CL-0604 collait pile poil a ce que je cherchais!
J'ai quand même hésité quelque semaines avant de me décider, car la sommes est importante...mais une fois sur place chez SRT, je me suis dit...ha ouais quand même...
Juste, la table a aussi 4 perçages pour recevoir le système de récupération du liquide en fond de rainure!dh42 a écrit:Salut,
Jolie machine
Ça fait massif comme bête, et la table est superbe ! (il y a un canal de récup du lubrif qui courre tout le tour si je ne me trompe pas ?)
++David
Dernière édition par juleo68 le Jeu 18 Mai 2017 - 0:04, édité 1 fois

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Lun 15 Mai 2017 - 21:59
dh42 Lun 15 Mai 2017 - 21:59
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Lun 15 Mai 2017 - 22:07
juleo68 Lun 15 Mai 2017 - 22:07
Oui je sais...mais une broche HF en plus...ça commençait a piquer sévère...en tout cas c'est prévu, une chose après l'autredh42 a écrit:C'est presque dommage d'y mettre une simple Kress
++
David
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() Scorpio Lun 15 Mai 2017 - 23:30
Scorpio Lun 15 Mai 2017 - 23:30
très belle cnc , la finition à l'air au top , avec toutes vos belles cnc , ça commence à me titiller ,
mais je voudrais à l'occasion m'essayer d'abord aux logiciels
Très bel achat

Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
Re: CNC Sorotec Compact Line 0604
![]() diomedea Mar 16 Mai 2017 - 7:08
diomedea Mar 16 Mai 2017 - 7:08
Ah, quand même! et apparemment sans la broche...juleo68 a écrit:... complètement câblée je suis a 5200€ TTC...
A ce tarif elle peut être belle! C'est vrai que la table usinée dans la masse fait classe...
++
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC Sorotec Compact Line 0604
![]() nagut Mar 16 Mai 2017 - 8:14
nagut Mar 16 Mai 2017 - 8:14
non David, la mienne ne me serre qu'à m'amuser ; je n'en vit pas.
bon vu le prix, on joue plus dans le même cour
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Ven 19 Mai 2017 - 12:49
juleo68 Ven 19 Mai 2017 - 12:49
Voila, les derniers câbles pour le PC sont arrivés, je vais pouvoir terminer mon installation après avoir du bouger toute les prises 220V.
La CN a trouvée sa place et il ne me reste plus qu'a faire les dernières connexions...j'espère pouvoir le faire dimanche matin
Ensuite, je vais devoir configurer Mach3...et je vais avoir besoin de votre aide!
Qu'y aura t'il de différent dans la config de M3 par rapport a l'ID-CNC...?
Déjà je pense la vitesse d'avance des trois axes...sur quelles valeurs devrais-je partir?
Autre chose...?
Merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Sam 20 Mai 2017 - 0:45
dh42 Sam 20 Mai 2017 - 0:45
Qu'y aura t'il de différent dans la config de M3 par rapport a l'ID-CNC...?
à peut près tout
Sorotec ne t'a pas fournis de fichier de config ?
à mon avis, le plus simple serait de partir du fichier de config d'une PF ou PFE ; c'est la même BoB, les mêmes vis et les même moteurs.
il faudra changer les courses, les entrées pour les contact home, vérifier le pas/mm, les V maxi et accélérations, mais c'est plus proche de la config d'une PF que d'une ID.
Je te ferais un fichier aussi approchant que possible en fonctions des infos que tu pourra me fournir, et ensuite on finalisera en faisant des essais.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Sam 20 Mai 2017 - 8:05
juleo68 Sam 20 Mai 2017 - 8:05
Non, Sorotec ne bosse qu'avec Eding CNC...
Dis moi ce qu'il te faut pour commencer?
@+
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Sam 20 Mai 2017 - 17:16
dh42 Sam 20 Mai 2017 - 17:16
Dis moi ce qu'il te faut pour commencer?
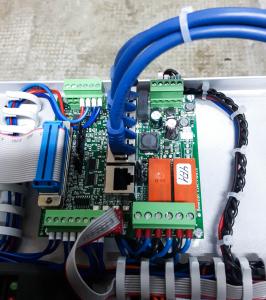
- une photo des switch sur les drivers pour savoir quel mode µpas est réglé.
- la course de chaque axe, en tenant compte du sens ou tu vas utiliser la machine (par rapport à ta position de travail, le X vas de gauche à droite)
- la position des contacts home sur chaque axe (coté - ou coté + de l'axe)
ça devrais permettre de sortir un 1ier jet du fichier de config
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Dim 21 Mai 2017 - 11:27
juleo68 Dim 21 Mai 2017 - 11:27
Voici les photos...si tu en veux sous d'autres angles...je les feraient avec plaisir.
Photos en vignettes a cliquer.




Pour la course des axes...tu veux dire celles "utile"?
Par contre, le "X" n'est en principe pas l'axe le plus long
-X 620mm
-Y 410mm
-Z 140mm
Avant avec l'ID, le "X" était dans le sens de la longueur, la SRT est placée de la même manière, donc si cela est possible, j'aimerai gardé le X dans ce sens et cela me va très bien.
J'ai ensuite les schémas électrique;





Ce matin j'ai pu brancher la CN et le PC, ensuite essais...bien sur les axes ne bougent pas avec les flèches directionnelle du clavier, par contre j’entends bien qu'il se passe quelque chose dans les drivers a chaque impulsion sur une flèche...il y a juste les valeurs qui évoluent dans M3, c'est tout!
Pour le moment je ne vais pas plus loin...pas envie de tout flinguer!
Merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Dim 21 Mai 2017 - 18:02
dh42 Dim 21 Mai 2017 - 18:02
Avant avec l'ID, le "X" était dans le sens de la longueur, la SRT est placée de la même manière, donc si cela est possible, j'aimerai gardé le X dans ce sens et cela me va très bien.
Je ne suis pas sur de comprendre le sens que tu veux.
normalement, sur ce type de CN l'orientation est la suivante (donc différente de celle de SRT)

peut tu confirmer que c'est comme sur mon image, ou tourné de 90° ? (et si c'est le cas, dans quel sens, portique à ta gauche ou à ta droite ?)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Dim 21 Mai 2017 - 18:22
juleo68 Dim 21 Mai 2017 - 18:22

En fait comme mon écran de PC est devant la CN, cela me permet de dessiner dans le même sens que j'usine.
Lorsque je suis devant mon écran, le portique sera a ma droite.
Mais si cela pose un problème, aucun souci pour moi, fais vraiment au plus simple, merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Dim 21 Mai 2017 - 18:30
dh42 Dim 21 Mai 2017 - 18:30
il y aura forcement des modif à faire, car il y aune chance sur 2 que les axes ne tournent pas dans le bon sens ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Dim 21 Mai 2017 - 18:33
juleo68 Dim 21 Mai 2017 - 18:33
dh42 a écrit:Ok, pas de problème.
il y aura forcement des modif à faire, car il y aune chance sur 2 que les axes ne tournent pas dans le bon sens ..
++ David
Alors fais au plus simple dans un premier temps et je verrais déja si cela me dérange ou pas...car je crois qu'on peut inverser le sens dans CB non?
Merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Dim 21 Mai 2017 - 19:12
dh42 Dim 21 Mai 2017 - 19:12
Voila un 1ier jet
je vais devoir partir, retour pas avant 22h00 je pense ; fait moi la liste des pb rencontrés
++
David
- Fichiers joints

- SRT_Compact_Line_0604.zip Vous n'avez pas la permission de télécharger les fichiers joints.(21 Ko) Téléchargé 8 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() Hervé-34 Dim 21 Mai 2017 - 20:08
Hervé-34 Dim 21 Mai 2017 - 20:08
Tu sorts de chez toi ? David ?
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Dim 21 Mai 2017 - 20:51
juleo68 Dim 21 Mai 2017 - 20:51
Voila, fichier injecté dans M3...déja très content, car les 3 axes bougent
Voici comment ils évoluent sous M3

-Le Z, pas de problème, je monte la valeur est en +
-Le Y, pas de problème, flèche "Haut" du clavier, l'axe va vers +
-Le X, là, le sens est inversé...flèche gauche du clavier, le portique part a droite en valeur - ( si c'est possible d'inverser ça serait top...si trop compliqué, laisse ainsi!
Ensuite j'ai remarqué que les limit switches ne coupent pas...
Je n'arrive aussi pas a faire le déplacement rapide et fin a l'aide des touches clavier comme je le faisait avec l'ID.
Merci beaucoup pour ton aide.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Dim 21 Mai 2017 - 23:42
dh42 Dim 21 Mai 2017 - 23:42
Tu sorts de chez toi ? David ?
un SOS, ma mère à planté son PC
-Le X, là, le sens est inversé...flèche gauche du clavier, le portique part a droite en valeur - ( si c'est possible d'inverser ça serait top...si trop compliqué, laisse ainsi!
config/port&pins, ligne de l'axe X, coche en vert la colonne 'dir low active' (4 ieme colonne) pour inverser le sens.
Je n'arrive aussi pas a faire le déplacement rapide et fin a l'aide des touches clavier comme je le faisait avec l'ID.
vas sur la télécommande (touche tabulation) ; juste en dessous de 'Slow Jog Rate', tu a une valeur qui est à 100% par défaut, met la à 10% par exemple, de cette façon:
- flèche seule = déplacement à 10% de la V maxi
- flèche + maj = déplacement en rapide
- flèche + alt = déplacement pas par pas (valeur du pas à sélectionner dans la télécommande en cliquent sur le bouton 'cycle jog step' )

Ensuite j'ai remarqué que les limit switches ne coupent pas...
Les limit switch ne coupent rien, ce ne sont pas des fins de course ; ils ne fonctionne qu'avec le référencement ; en dehors du référencement ils n'ont aucun effet.
il restera à voir si il sont bien reconnus (j'ai mis les n° de pin au feeling), et si l'axe part du bon coté pour référencer.
Tu a installé quelle version de Mach3 ?
++
David
PS: je te met l'icone en PJ pour lancer directement ta config sans avoir à passer par le loader (lanceur) de Mach3
ton Mach3 doit être installé sur C:\Mach3\
- Fichiers joints
- SRT Compact Line 0604.zip Vous n'avez pas la permission de télécharger les fichiers joints.(1 Ko) Téléchargé 5 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Lun 22 Mai 2017 - 18:23
juleo68 Lun 22 Mai 2017 - 18:23
J'ai fait les derniers réglages, tout à l'air de
bien fonctionner.
Pour la version, je n'arrive pas à voir laquelle c'est...?
Au sujet du référencement, lorsque j'étais chez Sorotec, la CN le faisait au démarrage...est ce primordial de la faire ou cela se fait ponctuellement?
J'aimerais aussi configurer le palpeur du Z.
@+
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Lun 22 Mai 2017 - 20:20
dh42 Lun 22 Mai 2017 - 20:20
Au sujet du référencement, lorsque j'étais chez Sorotec, la CN le faisait au démarrage...est ce primordial de la faire ou cela se fait ponctuellement?
Pour ma part, je le fait à chaque démarrage de la machine, en début de journée de travail, sauf si c'est un projet qui courre sur plusieurs jours (pièce longue à usiner, ou usinage en série avec un montage d'usinage).
Dans ce cas, en fin de journée, je fait un retour au point de parking (G28**), je ferme Mach3, et je répond OK lorsque qu'il demande 'save fixtures', ce qui à pour effet de sauver toutes les coords en cours ; l'avantage c'est que tu te décharge de l'erreur liée à la précision des contacts de référencement ; c'est comme si tu n'avais pas arrêté la machine lorsque tu relance Mach3.
**
Je t'ai réglé le point de retour en G28 à -1 en coord machine, soit 1mm avant de toucher le contact de référencement.
Pour ma part, j'ai modifié mon PP Mach3 dans Cambam pour qu'il me mettre un G28 juste avant le M30 final.
Pour la version, je n'arrive pas à voir laquelle c'est...?
Menu Help/about Mach3
J'aimerais aussi configurer le palpeur du Z.
1iere chose, voir s'il est détecté ; écran diagnostics (alt7) regarde si la LED 'digitize' s'allume lorsque tu appui sur le palpeur.
Pour la suite, ça va dépendre du screenset que tu utilise ; dans le mien ou celui de Mach3FR (screen à fond marron), il y a déjà les macros ; dans celui de Mach3 EN original, il y a le bouton, mais la macro n'y est pas.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Sorotec Compact Line 0604
![]() juleo68 Lun 22 Mai 2017 - 21:22
juleo68 Lun 22 Mai 2017 - 21:22
Je comprends techniquement très bien ce que tu dis...mais dans la pratique, comment se fait un "référencement" c'est moi qui le génère ou cela se fait tout seul?
Et pour ma culture CNC...a quoi sert un référencement...a savoir ou se trouve la machine (les positions) dans son espace alloué?
Si je comprends bien, après la dernière OP, le portique part se caler en G28 histoire de libérer la surface d'usinage...?Pour ma part, j'ai modifié mon PP Mach3 dans Cambam pour qu'il me mettre un G28 juste avant le M30 final.
Est-ce compliqué a modifier le PP M3, cette petite astuce me plait bien
Ma version Mach3FR est la R3.043.066, dois je la mettre a jour?
Voici mon écran M3, je n'arrive pas changer la résolution, les menus sont compressés...j'aimerais aussi l'avoir ne plein écran, est-ce possible de la faire directement dans M3?

Pour le palpeur de regarde ça demain et te ferais un retour.
Merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: CNC Sorotec Compact Line 0604
![]() dh42 Lun 22 Mai 2017 - 22:01
dh42 Lun 22 Mai 2017 - 22:01
Je comprends techniquement très bien ce que tu dis...mais dans la pratique, comment se fait un "référencement" c'est moi qui le génère ou cela se fait tout seul?
En cliquant sur le gros bouton 'référencer' qui est à gauche des 3 visu des axes ; les 3 axes seront référencés l'un après l'autre.
Pour t'assurer que tout vas bien dans les réglages, on vas référencer les axes un par un pour tester si tout est dans le bon sens.
Dans un 1ier temps, assure toi qu'aucun des contacts n'est déjà actif (écran diagnostic) ; les LED Origine X, Y et Z doivent être éteintes.
clique chaque contact de référencement manuellement pour voir si ils allument bien les LED Origine (et que le bon contact correspond au bon axe)
Toujours sur l'écran diagnostic, tu a des boutons permettant de référencer les axes un par un.(Ref. x, Ref y, etc ..)
clique Ref X ; l'axe doit partir en direction du contact, à faible vitesse, puis une fois le contact touché, il reviens un peu en arrière.
si l'axe part chercher le contact du mauvais coté (clic l'arret d'urgence), il faut aller dans le menu config/homing-limits, et cocher/décocher la case "Home neg" (réf.inv) de l'axe en question pour changer le sens de recherche.
fait la même vérif pour les 3 axes.
quand tout sera OK tu pourra référencer les 3 axes à la fois simplement avec le bouton 'référencer' de l'écran principal.
Ma version Mach3FR est la R3.043.066, dois je la mettre a jour?
C'est la dernière, malheureusement elle est buguée ... il vaut mieux mettre la .062 anglaise à la place, tout en gardant les écrans de Mach3FR ; mais si tu n'a pas de pb particulier, tu peux garder celle-ci pour le moment.
Voici mon écran M3, je n'arrive pas changer la résolution, les menus sont compressés...j'aimerais aussi l'avoir ne plein écran, est-ce possible de la faire directement dans M3?
Un petit bug de l'interface de Mach3FR ; je l'ai corrigé ici
http://www.usinages.com/threads/ecran-mach3fr.53164/#post-1013838
Si je comprends bien, après la dernière OP, le portique part se caler en G28 histoire de libérer la surface d'usinage...?
Oui, c'est ça ; et dans Mach3 la position de retour se règle au même endroit que les limites logicielles. Exemple avec retour à -1

Pour modifier le PP Mach3 que tu utilise:
dans CB, onglet système, dossier post processeurs, sélectionne ton PP, puis édite la macro 'pied de page' (clique dans la ligne, puis sur le bouton |...|) et assure toi que tu a ce code.
- Code:
{$clearance}
{$spindle(off)}
{$cbfile.footer}
G28
{$endrewind}
il est possible que sur ton PP $cbfile.footer et $endrewind soit inversés ; c'est une erreur (qui date !), met exactement le code ci-dessus.
ensuite clic droit sur le PP > enregistrer.
Et pour ma culture CNC...a quoi sert un référencement...a savoir ou se trouve la machine (les positions) dans son espace alloué?
Ça donne le pt 0 des coord machine ; associé à la taille des axes donnée dans les limites, Mach3 peut alors gérer le volume d'usinage et donc les limites logiciele.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 3 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Compact-Line 0605 : aide au démarrage
» Projet Sorotec Alu Line 1107
» Avis SOROTEC HOBBY LINE
» Achat Sorotec Alu-Line 1110 + Vos conseils ?