






construction d'un 4ème Axe
Page 1 sur 4 • 1, 2, 3, 4 

 construction d'un 4ème Axe
construction d'un 4ème Axe
![]() Goodpapounet Mer 8 Fév 2017 - 17:14
Goodpapounet Mer 8 Fév 2017 - 17:14
j'envisage de fabriquer un 4ème axe pour ma PFE 500 PX avec de la récupération. J'ai déjà le plateau, le mandrin en diam. 100mm, l'aluminium pour faire le support et le driver du moteur PAP (M542T). J'aimerais savoir quel type de moteur PAP ont les heureux possesseurs d'un 4ème axe (si possible sur une PFE 500 PX). Nema ??, Ampérage, Nm, 4 fils, 6 fils ou 8 fils ?
Merci pour votre réponse
A+
Philippe

Goodpapounet- très actif

- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse

Re: construction d'un 4ème Axe
![]() Goodpapounet Ven 10 Fév 2017 - 15:28
Goodpapounet Ven 10 Fév 2017 - 15:28
Personne n'a de 4ème Axe??? pour me renseigner?
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() diomedea Ven 10 Fév 2017 - 16:34
diomedea Ven 10 Fév 2017 - 16:34
David en a un, mais il n'a pas dû voir ton message...
++
JPaul

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: construction d'un 4ème Axe
![]() eric44 Ven 10 Fév 2017 - 19:30
eric44 Ven 10 Fév 2017 - 19:30
Moteur pas-à-pas Nema23, 2.8A, 1.26Nm
Poupée de 100 mm
Réducteur avec un rapport de 1/100.
Le 4eme axe n'étant pas un tour, ça tourne gentiment et ça passera pour un mors de 100 sur toutes les machines, ce qu'il faut soigner c'est la relation embase 4eme axe et table.
@+
Eric

eric44- complétement accro
- Messages : 1659
Points : 2166
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -

Re: construction d'un 4ème Axe
![]() Goodpapounet Ven 10 Fév 2017 - 20:26
Goodpapounet Ven 10 Fév 2017 - 20:26
Merci JP pour l'info. Eric, merci à toi aussi pour les renseignements. Pour le réducteur 1/100 , j'ai des poulies avec un rapport 1 à 4. C'est peut-être pas suffisant? J'ai cherché sur le web mais je n'ai rien trouvé sur la réduction. C'est fonction du moteur, non? j'ai retrouvé dans mon bor..l
 un moteur pas à pas Nema 24.( pas 1.8°, alim 3.36V, 4.2 A, 0.8 Ohms, inductance 4.0 mh, couple de maintien 467 Oz-in, couple de détente 900 gf-cm, 4 fils) Est ce que cela est envisageable avec ce type de moteur? et avec quelle réduction?
un moteur pas à pas Nema 24.( pas 1.8°, alim 3.36V, 4.2 A, 0.8 Ohms, inductance 4.0 mh, couple de maintien 467 Oz-in, couple de détente 900 gf-cm, 4 fils) Est ce que cela est envisageable avec ce type de moteur? et avec quelle réduction?Merci d'avance pour les réponses.
A+
Philippe
PS: je précise que ce n'est pas pour faire du tournage, pour çà j'ai ce qu'il faut, mais plutôt de l'indexation (donc la vitesse n'a pas besoin d'être élevée).
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() nagut Ven 10 Fév 2017 - 20:47
nagut Ven 10 Fév 2017 - 20:47
j'ai un 4eme axe sur ma 6040, et c'est vraiment génial
le moteur doit être un nema 23; je regarde demain le rapport de transmission

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: construction d'un 4ème Axe
![]() dh42 Ven 10 Fév 2017 - 21:16
dh42 Ven 10 Fév 2017 - 21:16
diomedea a écrit:Bonjour,
David en a un, mais il n'a pas dû voir ton message...
Plus d'accès aux forums de ForumActif (donc MB entre autre) pendant 2j ...
le mien à un mandrin de 100, moteur Nema 23 3A (je ne sais pas pour le couple), réduction 1:60
sur les derniers vendus par BZT, le moteur est le même que pour les autres axes des PF/PFE sans réhausse, c.a.d un 4.2A 3Nm MechelTron Nema 24
c'est le 60BYGH250D-02BR
https://mecheltron.com/sites/default/files/webresources/MechanicalElectroMech/StepperMotors/pdf/60BYGH_data_sheet.pdf
https://mecheltron.com/sites/default/files/webresources/MechanicalElectroMech/StepperMotors/pdf/datasheets-steppermotors/60BYGH250D-02BR.pdf
le data sheet c'est le KTE 190K chez BZT
http://www.bzt-cnc.de/images/stories/bzt/pdf/schrittmotore/BZT_Schrittmotor_kte190-k_4A_3N_mit_stecker.pdf
j'ai des poulies avec un rapport 1 à 4. C'est peut-être pas suffisant?
Il faut une forte démultiplication pour que le mouvement ne soit pas réversible lors des efforts de coupe.
à toute fin utile, il y a des pdf à télécharger chez BZT, dont ceux des moteurs
http://www.bzt-cnc.de/en/service/downloads-a-help
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Sam 11 Fév 2017 - 16:10
Goodpapounet Sam 11 Fév 2017 - 16:10
Merci à vous deux pour vos réponses. Pouvez vous me communiquer les caractéristiques de vos pignons (diamètres, nb de dents, entre axes, nb de pignons et écartements). je dois avouer que la réduction me laisse dubitatif même pour un rapport de 1/60 cela me parait énorme simplement avec deux pignons
 comment calculez vous la réduction?
comment calculez vous la réduction? A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() nagut Sam 11 Fév 2017 - 16:34
nagut Sam 11 Fév 2017 - 16:34
je n'ai pas compté les dents mais le Ø des poulies
j'ai 22mm au moteur et 62 sur le mandrin, ce qui donne +- 2.8 de rapport; ( 2.8 tours moteur pour 1 tour de mandrin )
si tu augmente ce rapport tu va gagner en couple de maintiens , mais je n'ai jamais eu de déplacement ( rotation), pendant l'usinage.
par contre tu va perdre en vitesse de rotation.
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: construction d'un 4ème Axe
![]() Goodpapounet Sam 11 Fév 2017 - 19:09
Goodpapounet Sam 11 Fév 2017 - 19:09
Merci d'avoir répondu Daniel. Moi j'ai un pignon de 10 dents avec un diamètre primitif de 9.55 et un autre de 40 dents pour un diamètre primitif de 38.20, ce qui me ferais donc un rapport de + ou - 4. A priori cela devrait passer ...
mais peut-être qu'en mettant un diamètre plus grand que celui de 38.20 cela irait mieux ?? j'allais oublier, le pas des dents est de 3mm.
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() Goodpapounet Sam 11 Fév 2017 - 22:32
Goodpapounet Sam 11 Fév 2017 - 22:32
Voilà comment je vois la chose, dites moi ce que vous en pensez...
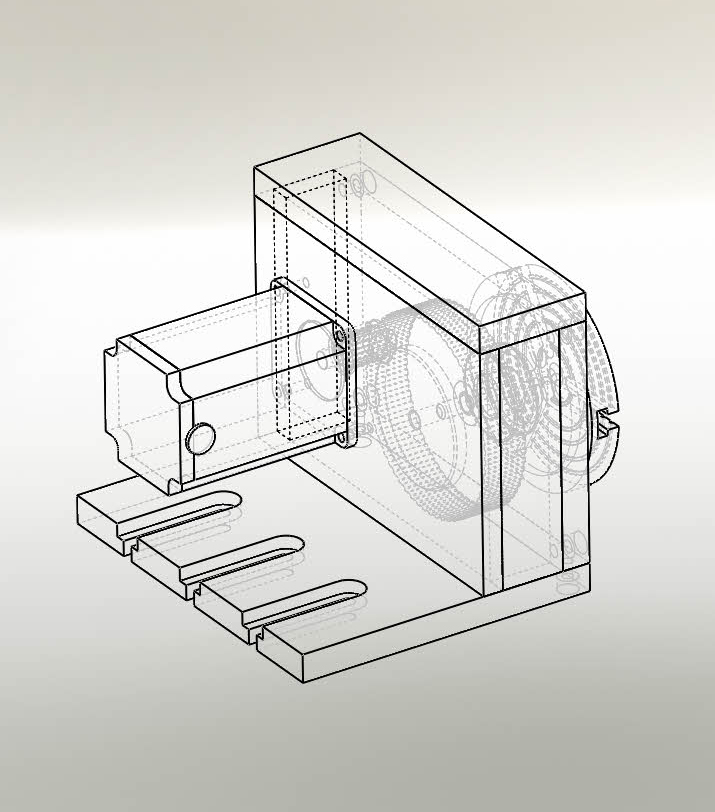
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() F6FCO Dim 12 Fév 2017 - 0:11
F6FCO Dim 12 Fév 2017 - 0:11
David, cambam ne gèrant pas encore le 4eme axe, tu génères comment ton gcode ?

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: construction d'un 4ème Axe
![]() dh42 Dim 12 Fév 2017 - 4:40
dh42 Dim 12 Fév 2017 - 4:40
Alors dans le mien, c'est un
Comment compte tu gérer le jeu de denture ? ... il ne doit y avoir aucun jeu.
---
Edit: je viens de percuter, c'est pas vraiment des pignons, mais des poulies crantées !, donc pas trop de pb de jeu.
perso, je mettrais la plus grosse poulie que tu peux faire rentrer dans le carter de façon à avoir le maxi de démultiplication, quitte à mettre un petit galet de renvoi pour maximiser l'enroulement sur la petite poulie, et accessoirement faciliter la tension de la courroie.
il ne faut pas oublier que de la démultiplication va dépendre la résolution angulaire maxi possible, ce qui détermine donc aussi la résolution maxi au Ø de la pièce.
Je viens de faire un petit calcul:
avec une démultiplication de 1:10, la résolution angulaire maxi est de 0.09°, ce qui donne une résolution au Ø de:
0.08mm pour un Ø100, 0.04 pour du Ø50 .. etc
Res au Ø = (Ø * Pi) / (400 * division)
division = 10 pour un rapport 1:10 par exemple
le 400, c'est le nb de position d'arrêt possible d'un moteur pas à pas ; tout les 1/2 pas au mieux
avec un rapport de 1:4 comme toi, la résolution pour une pièce de Ø100 tombe à 0.2 mm
PS, avec des poulies crantées, on se fiche des Ø, le calcul se fait en fonction du nb de dents, donc 10 dents 40 dents = exactement 1:4 de rapport
David, cambam ne gèrant pas encore le 4eme axe, tu génères comment ton gcode ?
2 méthodes différentes en fonction de ce que tu a à faire.
1) tu fais le travail "à plat", puis tu "enroule" le Gcode avec le plugin Wrapper, qui va convertir un axe (X ou Y) en A ou B
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/Wrapper_pluginFR.html
ici par exemple avec CNc Wrapper (le plugin CB n'existait pas encore)
d'autres vidéos
https://www.youtube.com/watch?v=apIpozmU0Dg
https://www.youtube.com/watch?v=TFuKxk2rt80
https://www.youtube.com/watch?v=RvvnPwctH5w
https://www.youtube.com/watch?v=C7EZibrhAKM
https://www.youtube.com/watch?v=zH8miXGSdus
https://www.youtube.com/watch?v=1gAxXwLRjQw
2) en usinage de position, par exemple pour faire des cannelures sur un cylindre, il y a une ruse que j'ai mise au point ici
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/Nesting.html#4axes
pour l'instant, par contre, il n'est pas possible de faire un usinage en rotation continu sur un modèle comme la Vénus par exemple ; pour ça il faudrait pouvoir "dérouler" le modèle 3D dans un premier temps, puis utiliser la méthode 1 avec une op 3D, mais je n'ai jamais trouvé de moyen fiable de dérouler un objet 3D
++
David
Dernière édition par dh42 le Dim 12 Fév 2017 - 11:11, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Dim 12 Fév 2017 - 10:31
Goodpapounet Dim 12 Fév 2017 - 10:31
Merci David pour tes explications, j'y vois un peu plus clair (quoi que?). Si j'ai bien compris, par exemple, si je veux un rapport 1:60 (comme le tiens) il me faut un pignon avec 10 dents et un autre de '600' dents???
ça fait un gros pignon, où vais je trouver un tel accessoire? j'ai regardé chez HPC et chez Conrad, je n'ai pas trouver un tel pignon. De plus dans le cas où j'en trouve un, tout d'abord il faut qu'ils soient au même pas et même largeur, et surtout vu le diamètre que cela doit représenter la hauteur de l'axe du mandrin sera beaucoup trop haute à moins que ce foutu pignon soit en dehors de la table... Ma foi je n'ai peut-être pas tout compris Quand je regarde ce qui se fait en matière de 4ème axe, je ne pense pas que le gros pignon soit aussi gros que cela...
Chez HPC, la plus grande poulie pour une courroie de 16 mm ne peut pas dépasser 150 dents pour un prix particulièrement attractif d'environ 150 €
et la plus petite de 10 dents, ce qui nous donne un rapport de 1:15 pour une résolution de 0.05 mm on est loin du compte (en terme de prix pour du DIY).A+
Philippe
PS : Oui, pour le tendeur il n'est pas représenté mais il y sera.
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() F6FCO Dim 12 Fév 2017 - 10:59
F6FCO Dim 12 Fév 2017 - 10:59
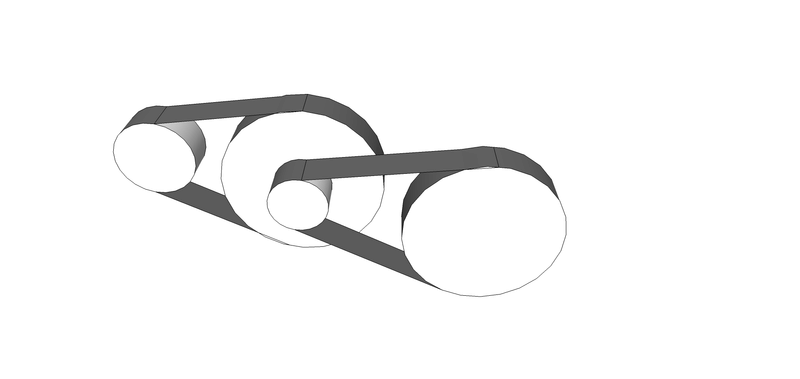
Sur le croquis j'ai fais un truc vite fait, tu peux rapprocher les poulies pour optimiser le montage. PAP sur la petite, mandrin sur la grosse. Principe des réducteurs, tu arrives vite à des réductions de folie.
@David, merci pour tes explications, tu sais ou on en est du 4eme axe Cambam ?
Dernière édition par F6FCO le Dim 12 Fév 2017 - 11:06, édité 1 fois
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: construction d'un 4ème Axe
![]() dh42 Dim 12 Fév 2017 - 11:06
dh42 Dim 12 Fév 2017 - 11:06
si je veux un rapport 1:60 (comme le tiens) il me faut un pignon avec 10 dents et un autre de '600' dents???
Oui, c'est ça, mais bien sur ce n'est pas faisable dans un tel encombrement avec ce système.
ça fait un gros pignon
Oui, 600 dents en HTD5 ça fait ... 954mm de Ø
J'ai d'ailleurs dis une bêtise, le mien ce n'est pas un couple conique mais une vis sans fin/couronne.
le seul moyen d'avoir une forte réduction avec des courroies, c'est de faire 2 étages ; par exemple, une poulie crantée HTD5 de 60 dents (~ 94mm de Ø d'après cambam) et une 10 dents -> rapport 1:6, si tu fait 2 étages avec la même démultiplication, tu passe à 6*6 = 1:36
note que tu peux tailler tes poulies à la CN (voir Menu compléments/boite à outils/poulies crantées sur CB)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() dh42 Dim 12 Fév 2017 - 11:10
dh42 Dim 12 Fév 2017 - 11:10
sur le schéma de F6FC0 tu peux même tourner le 2ieme étage de 180° pour avoir un encombrement mini.
@David, merci pour tes explications, tu sais ou on en est du 4eme axe Cambam ?
Non, je ne sais pas grand chose sur ce qui sera fait ou non ; pour l'instant la seule avancée dans ce sens, c'est que le post pro peut 'wrapper' un Gcode sans utiliser de plugin, mais ça n'avance guère le smilblick.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Dim 12 Fév 2017 - 12:28
Goodpapounet Dim 12 Fév 2017 - 12:28
Merci à vous deux je vais refaire mes calculs et surtout mon dessin pour voir la faisabilité. David, effectivement en tournant de 180° on peut réduire le dessin de F6FCO.
Je vous tiens au courant.
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() Goodpapounet Dim 12 Fév 2017 - 15:22
Goodpapounet Dim 12 Fév 2017 - 15:22
David, Petite question, sous Cambam, le pas généré n'est pas indiqué, tu sais de combien il est? J'ai essayé de le mesurer , j'ai trouvé 4,89 !
Est ce qu'avec les courroies vendues dans le commerce au pas de 5mm cela ira sans sauter?
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() dh42 Dim 12 Fév 2017 - 15:24
dh42 Dim 12 Fév 2017 - 15:24
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() dh42 Dim 12 Fév 2017 - 15:42
dh42 Dim 12 Fév 2017 - 15:42
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Dim 12 Fév 2017 - 18:08
Goodpapounet Dim 12 Fév 2017 - 18:08
Voilà la première poulie 72 dents, 113,6 mm environ
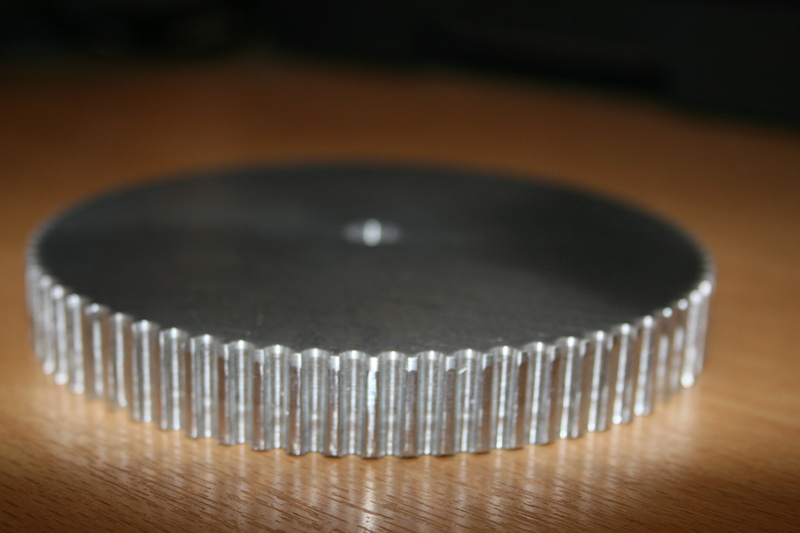
les autres demain ...
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Page 1 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» débuter en CNC
» projet 4éme axe
» Adaptation 4eme axe générique sur BZT 1010PF
» un 4eme axe numérique