






construction d'un 4ème Axe
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

Goodpapounet- très actif

- Messages : 289
Date d'inscription : 10/04/2012

 Re: construction d'un 4ème Axe
Re: construction d'un 4ème Axe
![]() F6FCO Dim 12 Fév 2017 - 20:19
F6FCO Dim 12 Fév 2017 - 20:19

F6FCO- complétement accro

- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

Re: construction d'un 4ème Axe
![]() Goodpapounet Dim 12 Fév 2017 - 21:45
Goodpapounet Dim 12 Fév 2017 - 21:45
J'ai d'abord fait une opération de contour avec une fraise de 5 mm pour dégager la fraise (Diam. 2 mm) en laissant deux millimètres dans le fond pour maintenir la pièce sans qu'elle ne bouge, puis j'ai exécuté l'opération suivante c.a.d. la denture jusqu'à l'épaisseur finale.
voilà !
A+
Philippe

Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() dh42 Dim 12 Fév 2017 - 21:59
dh42 Dim 12 Fév 2017 - 21:59
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() F6FCO Dim 12 Fév 2017 - 22:41
F6FCO Dim 12 Fév 2017 - 22:41
 En plus avec ma machine qui tourne à 9900tr/mn max ce n'est pas jouable.
En plus avec ma machine qui tourne à 9900tr/mn max ce n'est pas jouable.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
usinage HTD5
![]() MCrevot Lun 13 Fév 2017 - 16:33
MCrevot Lun 13 Fév 2017 - 16:33
variante : pour usiner mes HTD5 (en 2017 ou en PMMA), j'utilise une fraise de 3, et j'usine une poche qui à pour contour d'une part le profil de la poulie (généré par CAMBAM), et d'autre part un cercle concentrique de diamètre le diamètre extérieur de la poulie + 7 mm : ainsi, la fraise n'est en pleine matière que sur la profondeur de passe ; les flasques sont usinées à part.
autre variante : même fraise, contour avec une largeur d'usinage de 3.5
Michel
MCrevot- je prends du galon

- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: construction d'un 4ème Axe
![]() Goodpapounet Mer 15 Fév 2017 - 23:35
Goodpapounet Mer 15 Fév 2017 - 23:35
Bon, j'ai finalisé les plans (voir ci-dessous), les pignons sont faits ainsi que la plaque avant supportant le plateau du mors. Le reste va venir en suivant au fur et à mesure.
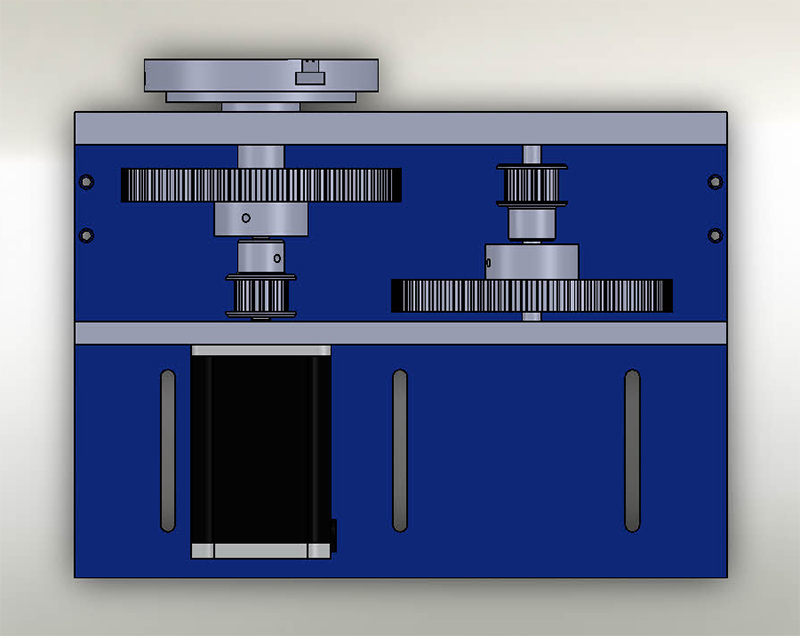
Je n'ai pas fais apparaitre les plaques qui vont cartériser l'ensemble pour mieux voir l'intérieur
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() F6FCO Jeu 16 Fév 2017 - 10:23
F6FCO Jeu 16 Fév 2017 - 10:23
Magnifique ton dessin en 2D, tu l'as fais avec quel soft ?
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: construction d'un 4ème Axe
![]() MCrevot Jeu 16 Fév 2017 - 16:35
MCrevot Jeu 16 Fév 2017 - 16:35
je saute sur l'occasion, tu suggères de rapprocher les pignons, ça pose la question du nombre de dents minimum en prise ; je me suis déjà poser la question sans trop savoir y répondre - bon, je n'ai pas trop cherché, j'imagine que c'est une histoire de couple à transmettre, donc d'effort transmissible par dent ?
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: construction d'un 4ème Axe
![]() dh42 Jeu 16 Fév 2017 - 18:25
dh42 Jeu 16 Fév 2017 - 18:25
David, cambam ne gèrant pas encore le 4eme axe, tu génères comment ton gcode ?
Le travail de programmation de cette nuit
http://www.cambam.co.uk/forum/index.php?topic=6427.0
et un lien direct vers la vidéo
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Jeu 16 Fév 2017 - 19:00
Goodpapounet Jeu 16 Fév 2017 - 19:00
F6FCO a écrit:Tu peux même rapprocher les pignons pour faire plus compact mais je cherche la petite bête
Magnifique ton dessin en 2D, tu l'as fais avec quel soft ?
Merci ! j'ai réalisé le dessin sous Solidworks, en fait le dessin est en 3D, là c'est la vue de dessus.
Pour ce qui est des pignons il me semble me souvenir qu'il ne faut pas trop les rapprocher, j'ai lu çà quelque part mais je ne me souviens plus où, d'ailleurs je ne me souviens même pas quel en est la raison
 Alzheimer ! tu nous guettes !
Alzheimer ! tu nous guettes ! 
David super ta video, je sens que lorsque mon quatrième axe va être opérationnel je vais t'embêter un peu (et même surement beaucoup
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() F6FCO Jeu 16 Fév 2017 - 20:16
F6FCO Jeu 16 Fév 2017 - 20:16
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: construction d'un 4ème Axe
![]() nagut Jeu 16 Fév 2017 - 20:44
nagut Jeu 16 Fév 2017 - 20:44
parce que avec cette démultiplication, tu va avoir une sacrée précision mais ce serait dommage qu'il y ai du jeu.

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: construction d'un 4ème Axe
![]() dh42 Jeu 16 Fév 2017 - 20:59
dh42 Jeu 16 Fév 2017 - 20:59
F6FCO a écrit:Je serai là pour suivre vos discussions
Fait un copier/coller de ton PP linux existant, renomme le, et change uniquement: Options - Sortie des arcs > Convertir en lignes
(ça remplace les arcs en G2/G3 par une série de segments de droite en G1)
puis clic droit sur le nom du PP > enregistrer.
En principe, il n'est pas indispensable avec une op d'usinage 3D (par balayage), car il n'y a jamais d'arcs dans les parcours de ce type d'opération, par contre il y en a en mode 3D lignes de niveau, et bien sur si tu wrappe un Gcode 2.5D (poches, contour ..)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Jeu 16 Fév 2017 - 21:47
Goodpapounet Jeu 16 Fév 2017 - 21:47
Nagut, Oui j'ai prévu des tendeurs mais ils ne sont pas représentés sur le dessin. J'attends que tout soit en place pour déterminer la longueur des courroies et voir s'ils sont vraiment nécessaires .
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() Goodpapounet Lun 20 Fév 2017 - 12:34
Goodpapounet Lun 20 Fév 2017 - 12:34
j'ai essayé de réaliser un pignon en attaquant en pleine matière et çà a marché (je n'ai pas oser récidiver
petite vidéo :
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() nagut Lun 20 Fév 2017 - 13:00
nagut Lun 20 Fév 2017 - 13:00
quelle puissance la broche ?
peut tu en dire plus sur la vitesse broche, et l'avance ?
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: construction d'un 4ème Axe
![]() Goodpapounet Jeu 23 Fév 2017 - 12:52
Goodpapounet Jeu 23 Fév 2017 - 12:52
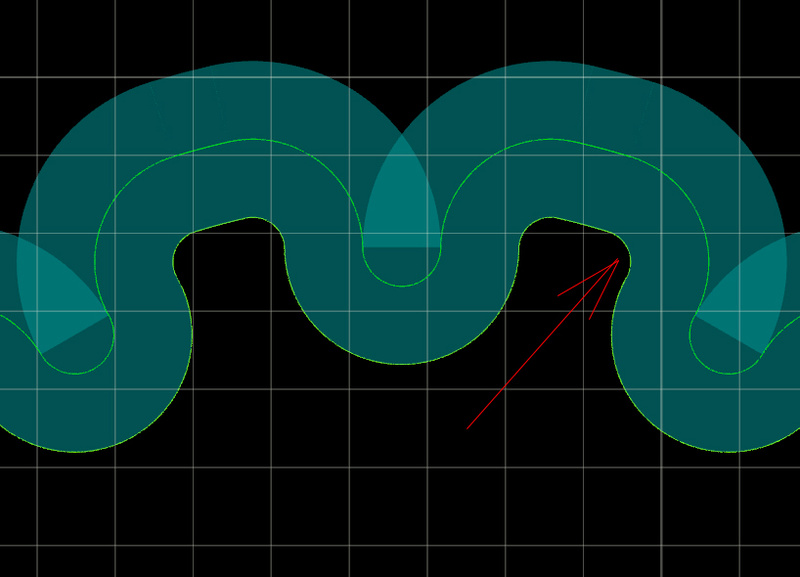
Nagut, excuse mon retard, j'ai été pris par pas mal de choses ces temps-ci. Ma broche est une 2.2KW refroidie à l'eau, quant aux conditions d'usinages je ne les ai pas notées. En général je commence petit et j'augmente la vitesse de broche et ou l'avance ou je les diminues selon le cas. Ce que je me souviens c'est que j'ai pris comme outil une fraise de deux millimètre et qu'elle a tenue le coup. Pour ce qui est des opérations d'usinages, j'ai essayé ce que proposait David. Cela fonctionne bien et préserve la fraise. Cependant en suivant exactement le profil des dents de la poulie, on obtient un profil de dents avec les arrondis, Alors qu'avec la méthode de David on obtient des arêtes vives qui risquent d'abîmer la courroie.
Méthode proposée par David :

Méthode en suivant le profil :
A part çà j'ai fini toute la partie mécanique dont je vous livre quelques photos ci-après. Il me manque les courroies qui sont commandées et pas encore arrivées




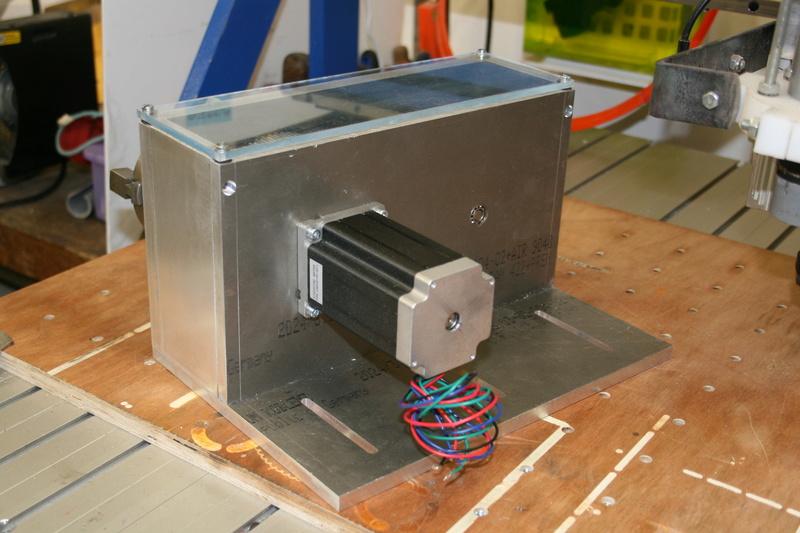
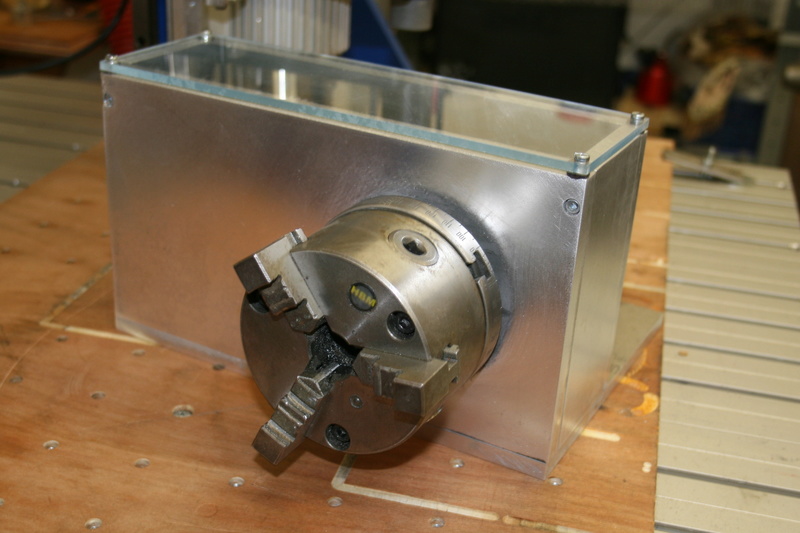
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() nagut Jeu 23 Fév 2017 - 13:31
nagut Jeu 23 Fév 2017 - 13:31
on veux une vidéo quant il tournera
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: construction d'un 4ème Axe
![]() dh42 Ven 24 Fév 2017 - 0:14
dh42 Ven 24 Fév 2017 - 0:14
En fait ce que je proposais, c'est de percer, puis de faire un contour comme ta 2ieme image, pas juste un cercle.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Ven 24 Fév 2017 - 0:35
Goodpapounet Ven 24 Fév 2017 - 0:35
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() Goodpapounet Lun 27 Fév 2017 - 13:55
Goodpapounet Lun 27 Fév 2017 - 13:55
Toujours en attente de matériel... En attendant je vous livre une petite vidéo sur une guitare que j'ai réalisé en fin d'année 2016, bonne projection
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() F6FCO Lun 27 Fév 2017 - 23:09
F6FCO Lun 27 Fév 2017 - 23:09
Au début de la vidéo je me demandais comment tu pouvais usiner aussi profond, j'ai compris ensuite
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: construction d'un 4ème Axe
![]() dh42 Mar 28 Fév 2017 - 1:24
dh42 Mar 28 Fév 2017 - 1:24
Excellent
J'imagine que le travail de ponçage dure une éternité !!
Je ne savais pas que la teinte s'appliquait directement sur le bois brut d'usinage avant même le ponçage ... en fait je pensais que c'était comme pour la carrosserie, autrement dit que la peinture/verni se faisait après le ponçage fin définitif de la pièce et qu'il n'y avait plus qu'un polissage après (suis pas un as des finitions sur bois
)Je vois que tu a les mêmes serre joints rapides Wolfcraft que moi ; c'est bien pratique, mais malheureusement ça ne serre pas très fort par rapport à un serre joint à vis ; parfois c'est un peu limite pour le collage je trouve ; mais bon il semblerait que pour le travail du bois il faille un champ de serre joint à disposition ! ; il en manque toujours
Je vois que tu à bien saisie les subtilités de l'usinage 3D ; c'est longuet mais c'est sympa de voir la forme sortir de la matière
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() F6FCO Mar 28 Fév 2017 - 17:46
F6FCO Mar 28 Fév 2017 - 17:46
dh42 a écrit:mais bon il semblerait que pour le travail du bois il faille un champ de serre joint à disposition ! ; il en manque toujours
Proverbe d'ébéniste: " Dans un atelier le bon nombre de serre-joints c'est le bon nombre +1 ".
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: construction d'un 4ème Axe
![]() Goodpapounet Mer 1 Mar 2017 - 0:42
Goodpapounet Mer 1 Mar 2017 - 0:42
Merci pour les compliments, je suis tout ému
F6FC0,
Effectivement on ne voit pas grand chose à cause du système d'aspiration, la fraise faisait 8 de diamètre et plus de 50mm de longueur l'épaisseur du bois étant de 45mm pour le corps.
David,
En fait le bois en question c'est de l’érable ondé qui a des fibres relativement serrées, mais il faut quand même relever les fibres avant de faire quoi que ce soit en le mouillant (pas trop)avec de l'eau chaude, le laisser sécher et ensuite le poncer puis refaire l'opération jusqu'à un état lisse. Ensuite tu passes la teinte, avant le bouche pores, pour qu'elle s’imprègne dans le bois, puis ponçage au 400, 800, 1000, 2000 et ensuite on passe le bouche pores et on reponce. Enfin, tu commences les couches de vernis (dix à quinze couches au pistolet ) entrecoupées de ponçage (Afin d'enlever l'effet 'peau d'orange' et pour améliorer l’adhérence sur la couche précédente). Vient ensuite à nouveau le ponçage puis les phases de polissage une quinzaine de jours après car il faut laisser le vernis sécher en profondeur. Tout ça la CNC ne peut pas le faire, donc il faut quand même un peu d'huile de coude
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Page 2 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires