






construction d'un 4ème Axe
Page 3 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

 Re: construction d'un 4ème Axe
Re: construction d'un 4ème Axe
![]() Goodpapounet Mer 1 Mar 2017 - 0:42
Goodpapounet Mer 1 Mar 2017 - 0:42
Merci pour les compliments, je suis tout ému

F6FC0,
Effectivement on ne voit pas grand chose à cause du système d'aspiration, la fraise faisait 8 de diamètre et plus de 50mm de longueur l'épaisseur du bois étant de 45mm pour le corps.
David,
En fait le bois en question c'est de l’érable ondé qui a des fibres relativement serrées, mais il faut quand même relever les fibres avant de faire quoi que ce soit en le mouillant (pas trop)avec de l'eau chaude, le laisser sécher et ensuite le poncer puis refaire l'opération jusqu'à un état lisse. Ensuite tu passes la teinte, avant le bouche pores, pour qu'elle s’imprègne dans le bois, puis ponçage au 400, 800, 1000, 2000 et ensuite on passe le bouche pores et on reponce. Enfin, tu commences les couches de vernis (dix à quinze couches au pistolet ) entrecoupées de ponçage (Afin d'enlever l'effet 'peau d'orange' et pour améliorer l’adhérence sur la couche précédente). Vient ensuite à nouveau le ponçage puis les phases de polissage une quinzaine de jours après car il faut laisser le vernis sécher en profondeur. Tout ça la CNC ne peut pas le faire, donc il faut quand même un peu d'huile de coude
A+
Philippe
Goodpapounet- très actif

- Messages : 289
Date d'inscription : 10/04/2012

Re: construction d'un 4ème Axe
![]() F6FCO Mer 1 Mar 2017 - 9:15
F6FCO Mer 1 Mar 2017 - 9:15

F6FCO- complétement accro

- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -


Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() Goodpapounet Mar 7 Mar 2017 - 18:24
Goodpapounet Mar 7 Mar 2017 - 18:24

Bon, j'ai enfin reçu le matériel qui me manquait pour pouvoir finir mon 4ème Axe. J'ai tout monté, il ne me reste plus que les réglages à fignoler.
Si David passe par là, j'aurais besoin de ses grandes compétences
pour les réglages du moteur dans Mach3. En attendant j'ai réussi à faire bouger la bête La preuve par vidéo.
Voilà !
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() F6FCO Mar 7 Mar 2017 - 19:18
F6FCO Mar 7 Mar 2017 - 19:18
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: construction d'un 4ème Axe
![]() Goodpapounet Mer 8 Mar 2017 - 17:51
Goodpapounet Mer 8 Mar 2017 - 17:51
merci F6FCO, finalement je m'attendais à plus dur et comme je suis une brêle en mécanique, je crois que tout le monde peut y arriver
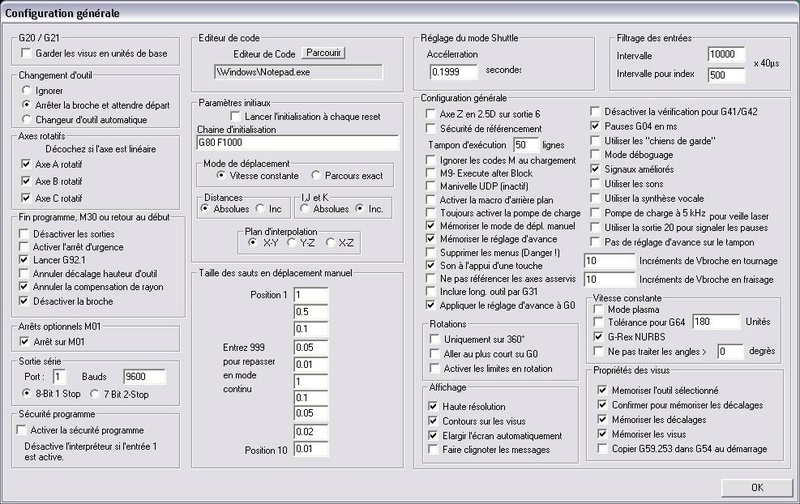
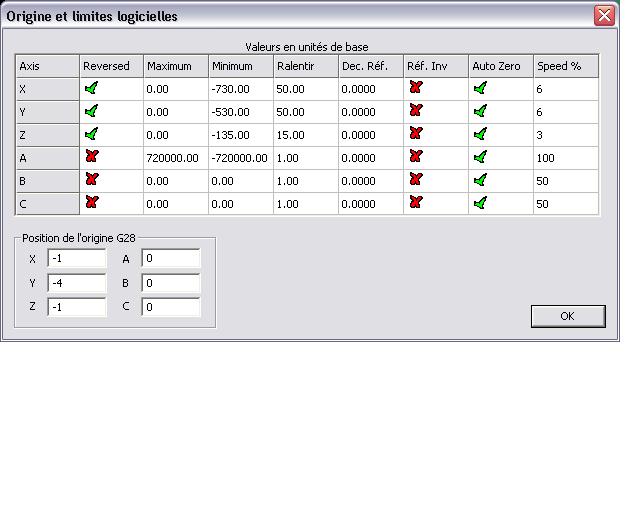
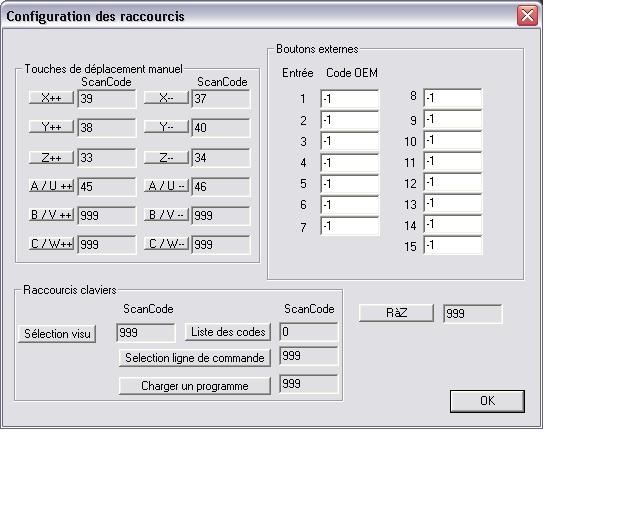
Cet après midi je me suis attaqué aux réglages dans Mach3, voilà ce que çà donne en photo :


Voici mes calculs :
1°) Réduction:
entraînement par courroies crantées, deux pignons de 72 dents chacun et deux pignons de 12 dents chacun. le Rapport est de (72/12 ) * (72/12) = 36 (système à deux étages)
Rapport de réduction est donc de 1/36ème.
2°) le driver et le moteur:
- Driver :modèle M542T.
- moteur Nema 24, angle 1.8°, 200 pas par tour, 4.2A.
Sur la notice du driver il est indiqué que pour passer en demi-pas les switch doivent prendre la position suivante :
SW5 : ON
SW6 : ON
SW7 : ON
SW8 : ON
donc on se retrouve avec 400 pas par tour . Pour la distribution du courant le moteur faisant 4.2A en crête les switch 1, 2 et 3 sont positionnés comme en suivant :
SW1 : ON
SW2 : OFF
SW3 : OFF
voilà pour le réglage du driver.
En ce qui concerne Mach3, j'ai fais les calculs suivants:
Calcul de la résolution pour un diamètre de 100 mm :
Résolution au diamètre(Rd) = (diamètre * Pi) / (400 * division) nota : division = dénominateur du rapport de réduction soit 36
Rd = (100 * 3.14) / (400 * 36) ==> 314/ 14400 soit Rd = 0.0218 mm
Pour le step per du moteur j'ai fais fais le calcul suivant :
Le rapport de réduction = 1/36
moteur 200 pas par tour en 1/2 soit 400 pas par tour
Donc pour 36 tour moteur pour 1 tour de l'axe A, soit 36 * 400 pas pour 360° ==> 14400 pas
14 400 / 360° = 40 pas par degré.
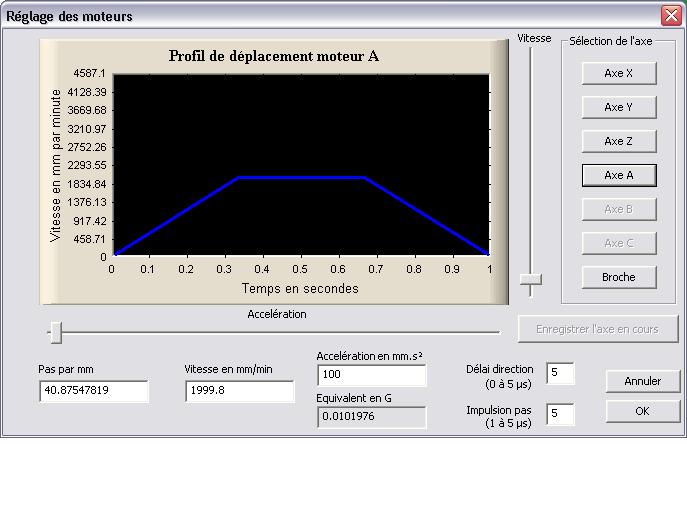
Le step per du moteur sera donc de 40 et de 40.87547819 après affinage.
Ensuite j'ai mis un peu au hasard la velocity et l'accélération, respectivement à 2000 mm/min et 100 mm.s²
Quant au délai direction et les impulsions pas je les ai mis à 5 sans savoir pourquoi (4 fonctionne les autres 1, 2 et 3, non)
voilà, les premiers essais viendront quand j'aurais assimilé les fonctions 'wrapper' dans Cambam
Si par hasard quelqu'un pouvait me confirmer ou m'infirmer mes réglages ou du moins si l'on peut les améliorer, je le remercie par avance.
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: construction d'un 4ème Axe
![]() Goodpapounet Mar 14 Mar 2017 - 0:42
Goodpapounet Mar 14 Mar 2017 - 0:42
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() dh42 Mer 15 Mar 2017 - 1:08
dh42 Mer 15 Mar 2017 - 1:08
Bizarre, je ne recevais plus les alertes sur ce sujet
Bon, et bien ça roule .. enfin, ça tourne
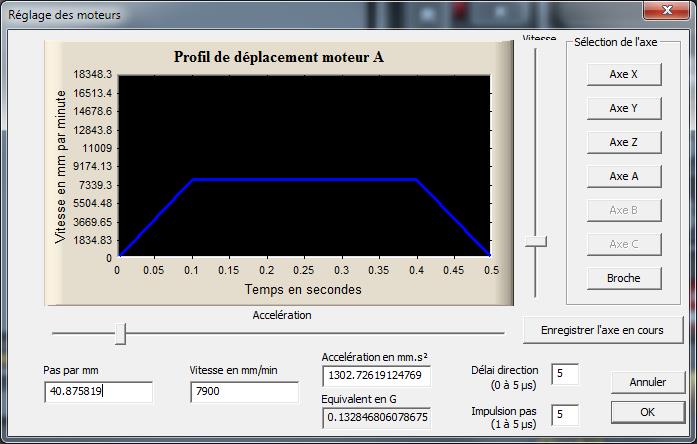
Pour la Velocity ; on prends comme base une V maxi de rotation du moteur de 800 tr/min (au delà, c'est risqué à cause des pertes de pas), donc on à une V de rotation maxi du mandrin de 800/36 =~ 22 tr/min.
la vitesse est indiquée en °/min, donc pour la V maxi il faut 22*360 =~ 7900°/min.
pour l'accélération, règle la de façon à avoir 0.1s de temps d'accélération pour passer du mini au maxi. (voir sur le graphique)
Si l'axe décroche (perte de pas) réduis l'accélération par paliers de 10%
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Mer 15 Mar 2017 - 10:07
Goodpapounet Mer 15 Mar 2017 - 10:07
Euh, David je suis perdu
. Tu me dis que la vitesse est exprimée en °/min, mais dans le graphique elle est exprimée en mm/min, c'est pas une erreur de frappe ?Sinon, si je prend un diamètre de 100 mm cela me fera 314 mm pour un tour soit 314 * 22 = 6908 mm/min et cela me donnerai le tableau suivant:
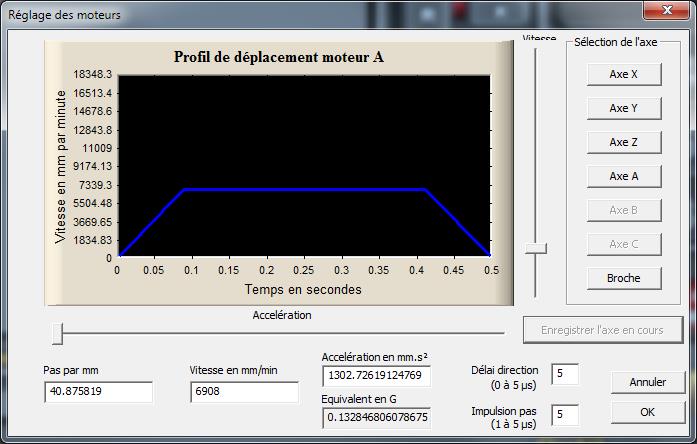
en lieu et place de celui-ci :
Je n'ai pas encore fait l'essai mais quelque soit la solution entre ces deux possibilité, la vitesse me parait énorme

Décidément je deviens de plus en plus vieux

A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() eric44 Mer 15 Mar 2017 - 10:28
eric44 Mer 15 Mar 2017 - 10:28
je te donne mes paramétrages
- Step per mm (°) : 444.4444444444
- Velocity : 1200
- Acceleration : 500
@+
Eric

eric44- complétement accro
- Messages : 1659
Points : 2166
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: construction d'un 4ème Axe
![]() nagut Mer 15 Mar 2017 - 10:59
nagut Mer 15 Mar 2017 - 10:59
perso j'ai:
steep : çà dépend de la démultiplication , donc cette valeur change suivant la machine.
vélocité : 18000
accélération: 4500
pour trouver la bonne vitesse, j'ai augmenté celle ci jusqu'à ce que çà décroche ( avec la main qui retiens légèrement le
mandrin pour avoir une marge )

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: construction d'un 4ème Axe
![]() dh42 Jeu 16 Mar 2017 - 5:01
dh42 Jeu 16 Mar 2017 - 5:01
Sinon, si je prend un diamètre de 100 mm cela me fera 314 mm pour un tour soit 314 * 22 = 6908 mm/min et cela me donnerai le tableau suivant:
oui, sur un Ø100, mais si tu usine une pièce de 20 de Ø, à 22 tr/min tu n'est plus qu'à 20*3.14*22 = 1381 mm/min, et ça descendra de plus en plus au fur et à mesure que le Ø de la pièce diminue, donc il faut bel est bien faire en sorte que l'axe soit en mesure d'atteindre la plus haute V de rotation possible. Mach3 se chargera de calculer la bonne V de rotation en fonction du rayon et de la V d'avance en mm/min demandée.
Tu me dis que la vitesse est exprimée en °/min, mais dans le graphique elle est exprimée en mm/min, c'est pas une erreur de frappe ?
Non, non, sur les axes rotatifs, c'est bien en °/min pour la vitesse, en pas/° pour le step per, et en °/s² pour les accélérations ; c'est juste que Mach3 ne met pas à jours les "étiquettes" quand tu est sur un axe rotatif et continu d'afficher des mm (comme il continu d'afficher des secondes même si tu est réglé en ms)
si tu met une vitesse trop lente, tu ne parviendra pas à atteindre les 20 tr/min que ton axe peut faire.
La vitesse réelle de rotation en cours d'usinage va dépendre de la V d'avance donnée dans Cambam, qui elle est en mm/min, même sur un axe rotatif, elle sera adaptée de façon à correspondre au rayon de la pièce, car pour conserver une même vitesse d'avance linéaire, il faut une vitesse de rotation différente du mandrin en fonction du rayon de la pièce ; elle sera donc constamment corrigée en fonction de la position Z de la fraise.
Pour activer cette fonction de compensation de la V de rotation en fonction du rayon de la pièce, et donc avoir des V d'avance linéaires correctes, il faut mettre une valeur autre que 0 dans la case "Rotation radius" (pour l'axe A ou B suivant le nom que tu lui à donné) dans l'écran "settings". Si cette case est à 0, ça désactive la compensation (c'est un bug). Il faut aussi que "use radius for feedrate" soit coché dans les réglages (menu config/toolpath)
Attention, cette valeur n'est pas le rayon de la pièce elle même ; c'est le décalage entre l'axe de rotation du mandrin et le Z = 0 que tu utilise.
donc si tu travail avec la méthode "standard", c.a.d avec le 0 en Z à l'axe du mandrin, cette valeur devrait être de 0, sauf qu'a cause du bug, il faut mettre une faible valeur, par exemple 0.0001 pour que ça ne désactive pas la fonction.
si par contre tu fait ton 0 en Z à la surface de la pièce (donc au rayon), alors il faudra mettre la valeur du rayon ; par exemple pour une pièce de 20mm de Ø dont tu fait le z = 0 à la surface , tu devra entrer 10 dans Rotation Radius pour que la compensation de vitesse soit correcte.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Goodpapounet Jeu 16 Mar 2017 - 11:03
Goodpapounet Jeu 16 Mar 2017 - 11:03
Merci à tous les trois.
David, merci pour les explications, c'est beaucoup plus clair pour moi maintenant
Merci encore à tous.
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: construction d'un 4ème Axe
![]() Hagar Ven 7 Juil 2017 - 14:57
Hagar Ven 7 Juil 2017 - 14:57
Je viens de lire ce sujet trrrèèès zintéressant.
Un 4ème axe me tente depuis longtemps mais ça demande du "jus de cerveau" et des heures de documentation.
Pour ma part, ce que j'attends d'un 4ème axe, c'est plutôt la possibilité de travailler par indexation : angle A verrouillé, usinage "classique" en XYZ, puis on verrouille un autre angle A pour un autre usinage XYZ appliqué à un autre plan de la pièce. L'objectif final est de pouvoir usiner une pièce depuis le brut sans reprise d'usinage.
Du coup, ce n'est pas un mandrin qui doit être au bout de mon 4ème axe, mais plutôt un plateau équipé d'un mini-étau.
Le top serait que le 4ème axe en lui-même soit monté sur un plateau tournant manuel extra-plat d'axe vertical.
Pas motorisé, bien sûr, puisque Mach3 ne gère pas le 5ème axe. Mais cela ferait un montage capable de travailler un brut par tous les côtés.
L'inconvénient est que quand la fraise est loin de l'axe A, l'effort appliqué verticalement est encaissé par le moteur de l'axe A, avec le risque de perte de pas.
Du coup, cette idée de 4ème axe en indexation est-elle envisageable ?
David : tu as choisi une démultiplication par vis sans fin. Ca me semble la meilleure solution puisque je n'ai pas besoin de rapidité sur l'axe A, mais plutôt de l'effet de non-réversibilité de transmission de mouvement de ce système. Ma question : où as-tu trouvé ton couple pignon/vis ?
Il y a des gens qui ont fait ça par ici, que je pompe leurs idées ?
J'avais envisagé une mini machine 5 axes de chez Pocket NC mais outre le prix, sa gestion soft entièrement assurée par Fusion360 et son obligation de sauvegarder ses propres 3D sur le vilain cloud (accessible moyennant finances) m'a définitivement dissuadé de me lancer là-dedans.
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: construction d'un 4ème Axe
![]() dh42 Ven 7 Juil 2017 - 18:46
dh42 Ven 7 Juil 2017 - 18:46
Pas motorisé, bien sûr, puisque Mach3 ne gère pas le 5ème axe. Mais cela ferait un montage capable de travailler un brut par tous les côtés.
Mach3 gère jusqu'à 6 axes, dont 3 peuvent être rotatifs, donc pas de problème pour faire du 5 axes ... par contre il faut trouver une FAO capable de sortir du Gcode 5 axes à un tarif raisonnable ... et ça, c'est une autre paire de manche !!
David : tu as choisi une démultiplication par vis sans fin. Ca me semble la meilleure solution puisque je n'ai pas besoin de rapidité sur l'axe A, mais plutôt de l'effet de non-réversibilité de transmission de mouvement de ce système. Ma question : où as-tu trouvé ton couple pignon/vis ?
Ce n'est pas du DIY, je l'ai acheté chez BZT en même temps que la fraiseuse. (rapport 1:70, mandrin de Ø 100)
http://www.bzt-cnc.de/en/shop/cnc-accessories/48-4-achse/366-bzt-4-achse-rundtisch
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Hagar Sam 8 Juil 2017 - 11:14
Hagar Sam 8 Juil 2017 - 11:14
Je ne savais pas.
Mach3 pilote la machine et le nombre d'axes dispo dessus n'est apparemment pas un problème. La partie mécanique de l'axe A à concevoir et usiner "maison" ne doit pas être non plus si méchante que ça. En fait, le vrai point dur, financièrement parlant, c'est le soft qui génère le code G.
CamBam est parfait pour ce que je fais en 3 axes et il est abordable pour le commun des mortels. Mais les FAO capables de gérer 4 ou 5 axes ont des tarifs calibrés pour les industriels. Je crois qu'ils ont bien besoin qu'un concurrent leur remette les pieds sur terre (vivement le 4ème axe sur Cambam).
Ton 4ème axe est donc signé BZT. Pas de risque que ça ne marche pas.
Si leur transmission se fait par vis sans fin, c'est sans doute que c'est le meilleur choix. Je vais voir chez HPC ce qu'ils proposent et à quel prix.
Quand j'aurais du temps, il faudra que je fasse le 3D d'un 4ème axe perso.
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: construction d'un 4ème Axe
![]() L'Ankou Sam 8 Juil 2017 - 12:36
L'Ankou Sam 8 Juil 2017 - 12:36
Tu trouves des réducteurs vis sans fin dans les moteurs d'essuie-glace voiture, c'est une piste à pas cher...

L'Ankou- complétement accro
- Messages : 3436
Points : 3589
Date d'inscription : 22/04/2015
Age : 40
Localisation : 56130 FEREL
Re: construction d'un 4ème Axe
![]() dh42 Sam 8 Juil 2017 - 21:02
dh42 Sam 8 Juil 2017 - 21:02
L'Ankou a écrit:Hello,
Tu trouves des réducteurs vis sans fin dans les moteurs d'essuie-glace voiture, c'est une piste à pas cher...
Ce n'est pas exploitable ; il faut du '0 jeux' ... c'est bien ce qui fait grimper le tarif de ce type de réducteur.
Sinon il y a les 'harmonique drive', qui sont moins cher ; par contre j'ignore ce que ça vaut en terme de qualité.
http://www.cnc-shop.ch/diviseurs.htm
Enfin, récup d'un diviseur d'occas et conversion en numérique ?
++
David
vivement le 4ème axe sur Cambam
Edit: actuellement il est parfaitement possible de faire du 4 axes, et même du 5 axes positionnel sur Cambam ; c'est le continu qui n'est pas encore possible.
http://www.cambam.co.uk/forum/index.php?topic=4915.msg53178#msg53178
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() dh42 Lun 10 Juil 2017 - 17:46
dh42 Lun 10 Juil 2017 - 17:46
Je vais voir chez HPC ce qu'ils proposent et à quel prix.
C'est pas donné non plus ; celui-la par exemple, dans les 250€
https://shop.hpceurope.com/fr/produit.asp?prid=3577&produit=R%C3%A9ducteur+%C3%A0+roue+et+vis+sans+fin&famille=R%C3%A9ducteurs%20de%20vitesse&catalogue=Transmissions%20de%20puissance
mais il n'est pas utilisable pour un 4ieme axe ; il est donné pour un jeu en sortie de ... 0.5° !! (0.44mm sur un rayon de 50mm)
même la version P15AR (prix sur demande
) à encore un jeu en sortie de 4 minutes d'arc, c'est beaucoup trop (6/100mm sur un rayon de 50mm) ; il ne doit pas y avoir de jeu du tout.à mon avis, si tu veux en faire un à un tarif raisonnable et avec une démultiplication suffisante, le système à poulies étagées semble incontournable.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Hagar Lun 10 Juil 2017 - 22:28
Hagar Lun 10 Juil 2017 - 22:28

A ce prix-là, autant commander un 4ème axe comme le tien. Le "DIY" n'apporte plus aucun avantage s'il faut raquer autant que pour du tout fait.
La seule alternative, comme tu le dis, c'est les courroies crantées. Une bonne démultiplication devrait permettre au moteur PàP de tenir les efforts éloignés de l'axe A. M'enfin il supportera quand même un moment parasite à chaque descente de la fraise. Ca ne me plait pas trop. J'ai pas envie de fumer du temps d'étude et de fab pour un axe A "maison" qui perd des points.
C'est sans doute toi qui a fait le bon choix : un "A" signé BZT. On configure Mach3, on branche, ça marche et on gagne son temps.
Faut que je réfléchisse...
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: construction d'un 4ème Axe
![]() dh42 Lun 10 Juil 2017 - 23:35
dh42 Lun 10 Juil 2017 - 23:35
C'est sans doute toi qui a fait le bon choix : un "A" signé BZT. On configure Mach3, on branche, ça marche et on gagne son temps.
Faut que je réfléchisse...
Oui, quand c'est pour le boulot, c'est un achat que l'on peut amortir, et le temps passé à le fabriquer .... c'est des heures ou tu ne bosse pas sur des trucs qui rapportent, donc au final, il faut aussi compter les heures d'étude/fabrication au même tarif horaire que tu applique à tes clients et pas seulement compter les pièces détachées ...
Dans ces conditions, le DIY à beaucoup moins (voir aucun) intérêt ! surtout si tu n'est pas sur de ton coup et que tu craque des sous pour rien ou pour un truc qui ne donne pas toute satisfaction !
Dans le cas d'une utilisation 'perso', c'est sur que + de 1000€ la bête, ça pique !
Tu a déjà un contrôleur 4 axes ? ou il faudra le modifier aussi ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Hagar Mar 11 Juil 2017 - 9:27
Hagar Mar 11 Juil 2017 - 9:27
Et celui-ci ?
Moins cher et plus petit. Il passerait mieux sous le Z de mon petit portique :
http://www.ironwood-distribution.com/accessoires_stepcraft/4eme_axe_stepcraft/4eme-axe-stepcraft-p-4187.html
Parce que c'est vrai, le BZT fait mal au compte en banque.
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: construction d'un 4ème Axe
![]() dh42 Mar 11 Juil 2017 - 18:38
dh42 Mar 11 Juil 2017 - 18:38
52 mm de hauteur totale, ça veux dire qu'il a un mandrin de 50 à vue de nez. Ça me parait vraiment petit !
Il passerait mieux sous le Z de mon petit portique
Si je ne me trompe pas, tu a le même passage sous portique qu'une PFE ?, et un mandrin de 100 passe sans problème sur la PFE.
reste le pb du tarif
(sinon il y a les harmoniques drive de CNC Shop)++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: construction d'un 4ème Axe
![]() Hagar Mer 12 Juil 2017 - 10:51
Hagar Mer 12 Juil 2017 - 10:51
Mon portique ressemble bien à celui de la vidéo officielle du 4ème axe BZT mais il semble pourtant que le leur est plus haut. Le 4ème axe a l'air bien volumineux.
Tu as un lien vers une présentation de ton Axe A BZT ?
Et si tu as grosso modo les dimensions (hauteur totale, hauteur de l'axe, largeur, profondeur)...
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Page 3 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires