






Quelques tests sous Cambam
3 participants
Page 1 sur 1

 Quelques tests sous Cambam
Quelques tests sous Cambam
![]() Zarkann Jeu 8 Sep 2011 - 21:45
Zarkann Jeu 8 Sep 2011 - 21:45
Bonsoir à tous
Quelques teste sous Cambam
L'idée (circuits imprimés en bois)

Cambam
Après il faut voir ce que cela pourrait donner en usinage
Usiner des pixels n'est pas dure mais en vrai avec une fraise de deux millimètres


En tout cas j’obtiens un G-code que me parait correct
Ensuite je pense qu'il faut créer plusieurs opérations Ébauche et finition
à suivre...
Quelques teste sous Cambam
L'idée (circuits imprimés en bois)
Cambam
Après il faut voir ce que cela pourrait donner en usinage
Usiner des pixels n'est pas dure mais en vrai avec une fraise de deux millimètres
En tout cas j’obtiens un G-code que me parait correct
Ensuite je pense qu'il faut créer plusieurs opérations Ébauche et finition
à suivre...
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin

- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -


Re: Quelques tests sous Cambam
![]() Viking Jeu 8 Sep 2011 - 22:43
Viking Jeu 8 Sep 2011 - 22:43
je suis pressé de voir ça!me souviens de termes comme "volée" ou "harnais"... au lycée quand j'ai fais quelques pas d'usinage! je regrette de ne pas m'être penché plus là dessus
ça fout une claque didiou! en plus, le peu que j'ai fait, je me souviens avoir eu des résultats corrects

maintenant, ça existe encore ces termes ou ça s'est "trop" automatisé?

Viking- posteur Régulier

- Messages : 190
Points : 525
Date d'inscription : 20/08/2011
Age : 57
Localisation : El Nord du Chud! (84)
Re: Quelques tests sous Cambam
![]() dh42 Jeu 8 Sep 2011 - 22:51
dh42 Jeu 8 Sep 2011 - 22:51
Bonsoir Eric,
Si c'est dans du bois, tu sera surpris de leur résistance ; pour exemple.
fraise de Ø 3: passes de 5 mm en pleine matière (chêne, cp)
fraise de Ø 1.5: passes de 3 mm en pleine matière.
fraise de Ø 3: passe de 15 mm de prof en contournage, 1.5 mm en latéral (hêtre)
généralement, avance par dent = 1/100 du Ø
Je n'ai jamais cassé de fraises de méca en usinant du bois, seules les petites fraises 1 dent posent problème (celles de défonceuse), au moindre accroc, elles se déséquilibrent et cassent à cause du balourd et de la haute vitesse de rotation.
Le plus gros problème, c'est la longueur de la fraise, difficile d'avoir plus 20 à 22 mm de longueur utilisable (ce qui sort de la broche) sur une fraise de 2 ... ou alors à des prix délirants (genre 100 à 200 € la fraise )
)
C'est beaucoup moins drôle dans l'alu, ça casse très facilement car la fraise à vite fait de bourrer, lub + évacuation des copeaux obligatoire avec les petites fraises (microlub AC+pétrole)
Oui, sinon ça prendrais 2000 ans à usiner avec une fraise de 2
++
David
Usiner des pixels n'est pas dur mais en vrai avec une fraise de deux millimètres
Si c'est dans du bois, tu sera surpris de leur résistance ; pour exemple.
fraise de Ø 3: passes de 5 mm en pleine matière (chêne, cp)
fraise de Ø 1.5: passes de 3 mm en pleine matière.
fraise de Ø 3: passe de 15 mm de prof en contournage, 1.5 mm en latéral (hêtre)
généralement, avance par dent = 1/100 du Ø
Je n'ai jamais cassé de fraises de méca en usinant du bois, seules les petites fraises 1 dent posent problème (celles de défonceuse), au moindre accroc, elles se déséquilibrent et cassent à cause du balourd et de la haute vitesse de rotation.
Le plus gros problème, c'est la longueur de la fraise, difficile d'avoir plus 20 à 22 mm de longueur utilisable (ce qui sort de la broche) sur une fraise de 2 ... ou alors à des prix délirants (genre 100 à 200 € la fraise
C'est beaucoup moins drôle dans l'alu, ça casse très facilement car la fraise à vite fait de bourrer, lub + évacuation des copeaux obligatoire avec les petites fraises (microlub AC+pétrole)
Ensuite je pense qu'il faut créer plusieurs opérations Ébauche et finition
Oui, sinon ça prendrais 2000 ans à usiner avec une fraise de 2
++
David

dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Quelques tests sous Cambam
![]() dh42 Jeu 8 Sep 2011 - 22:57
dh42 Jeu 8 Sep 2011 - 22:57
Viking a écrit:
me souviens de termes comme "volée" ou "harnais"... au lycée quand j'ai fais quelques pas d'usinage! je regrette de ne pas m'être penché plus là dessusça fait pas loin de 30ans

en plus, le peu que j'ai fait, je me souviens avoir eu des résultats corrects
maintenant, ça existe encore ces termes ou ça s'est "trop" automatisé?
Bonsoir,
Oui, ces termes définissent une "option" de la boite de vitesse de broche d'un tour (pro) ; = Grande Vitesse / Petite Vitesse
Sur les machines CN (pro), en général le moteur est commandé par un variateur, il n'y a donc pas de boite de vitesse de broche.
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Viking- posteur Régulier
- Messages : 190
Points : 525
Date d'inscription : 20/08/2011
Age : 57
Localisation : El Nord du Chud! (84)
Re: Quelques tests sous Cambam
![]() Zarkann Dim 11 Sep 2011 - 20:45
Zarkann Dim 11 Sep 2011 - 20:45
Bonsoir à tous
Bonsoir David
J'ai importé dans Cambam un fichier Blender en STL

Lorsque j'essais de lui faire faire l'usinage il me met "attention impossible de convertir surface en région ou polylignes"
Ma question est: Comment fait on pour transformer une "surface en région usinable'
PS: je t'ai envoyer le fichier *.cb en mail
Bonsoir David
J'ai importé dans Cambam un fichier Blender en STL
Lorsque j'essais de lui faire faire l'usinage il me met "attention impossible de convertir surface en région ou polylignes"
Ma question est: Comment fait on pour transformer une "surface en région usinable'
PS: je t'ai envoyer le fichier *.cb en mail
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Quelques tests sous Cambam
![]() dh42 Dim 11 Sep 2011 - 22:25
dh42 Dim 11 Sep 2011 - 22:25
Bonsoir Eric,
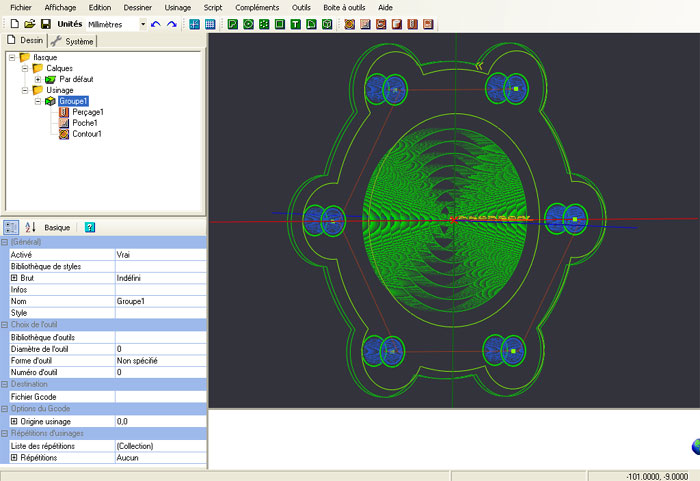
Je n'ai pas encore regardé ton fichier, mais une chose est sure, lorsque tu utilise un objet 3D, tu dois utiliser les opérations d'usinage 3D, et non pas, comme sur la photo une opération de poche.
lis le tuto "profilage 3D" de la doc pour plus d'infos
Je regarde ton fichier et je te le renvois avec les opérations dans un moment
++
David
Je n'ai pas encore regardé ton fichier, mais une chose est sure, lorsque tu utilise un objet 3D, tu dois utiliser les opérations d'usinage 3D, et non pas, comme sur la photo une opération de poche.
lis le tuto "profilage 3D" de la doc pour plus d'infos
Je regarde ton fichier et je te le renvois avec les opérations dans un moment
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Quelques tests sous Cambam
![]() Zarkann Dim 11 Sep 2011 - 23:05
Zarkann Dim 11 Sep 2011 - 23:05
Merci David je vais voir ça
Petite question, un STL doit il remplir certaines conditions pour être exploité dans cambam ou du mois y a t-il des problèmes de construction empêchant l'usinage
En tout cas j'ai regarder quelques un de tes tuto vidéo qui m'ont permis de bien avancer
Petite question, un STL doit il remplir certaines conditions pour être exploité dans cambam ou du mois y a t-il des problèmes de construction empêchant l'usinage
En tout cas j'ai regarder quelques un de tes tuto vidéo qui m'ont permis de bien avancer
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Quelques tests sous Cambam
![]() dh42 Dim 11 Sep 2011 - 23:29
dh42 Dim 11 Sep 2011 - 23:29
Non, CB n'est pas trop regardant concernant les STL.
Je t'ai renvoyé ton fichier
++
David
Je t'ai renvoyé ton fichier
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Quelques tests sous Cambam
![]() Zarkann Lun 12 Sep 2011 - 12:52
Zarkann Lun 12 Sep 2011 - 12:52
Bonjour David
Merci pour le fichier
C'est vrai que 9 / 50 mm ça fait un peut petit
En réalité il doit faire 900 mm de haut
Je vais pouvoir faire d'autre testes avec des STL
J'ai fait un petit exercice après avoir vu le tutoriel vidéo sur l'étoile
Il s'agit d'une flasque
sinon concernant ma commande chez BZT, ils ont dit qu'il valait mieux passer par Iron-Wood
j'ai donc demander un devis chez IW et attend la réponse
Amicalement .::Eric::.
Merci pour le fichier
C'est vrai que 9 / 50 mm ça fait un peut petit
En réalité il doit faire 900 mm de haut
Je vais pouvoir faire d'autre testes avec des STL
J'ai fait un petit exercice après avoir vu le tutoriel vidéo sur l'étoile
Il s'agit d'une flasque
sinon concernant ma commande chez BZT, ils ont dit qu'il valait mieux passer par Iron-Wood
j'ai donc demander un devis chez IW et attend la réponse
Amicalement .::Eric::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Quelques tests sous Cambam
![]() dh42 Lun 12 Sep 2011 - 16:28
dh42 Lun 12 Sep 2011 - 16:28
Salut,
Pour ta pièce en STL, l'usinage 3D n'est pas ce qu'il y a de plus adapté ; ce type d'usinage est plutôt réservé aux pièces ayant des formes organiques, toutes en courbes (en Z).
Sur les pièces à caractère "technique", avec des flancs bien droits, l'usinage 3D pose des problèmes de finition et de perpendicularité (pas spécifiques à CamBam)
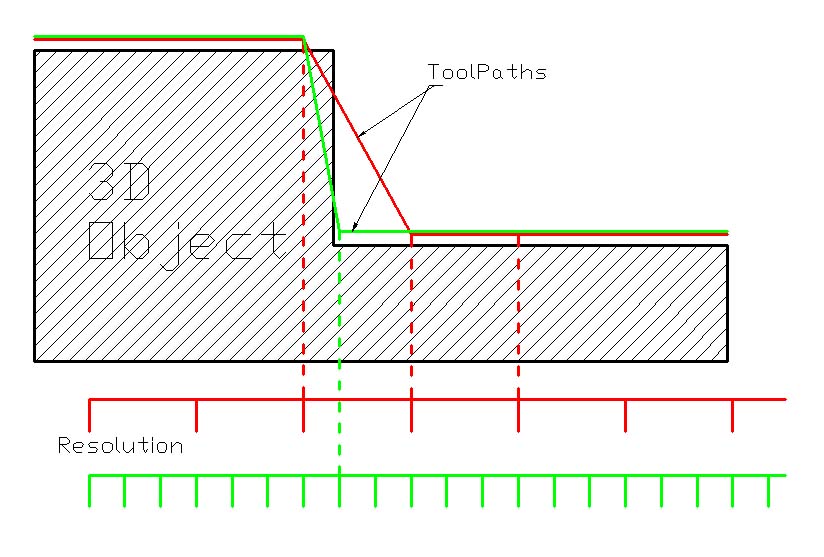
Perpendicularité
Comme on le vois sur l'image ci dessous, lorsque CamBam effectue un balayage, il doit, dans un premier temps, tracer un parcours d'outil (toolpath) avec une variation en Z, le paramètre "résolution" des opérations de profilage 3D va déterminer le pas de mesure de cette hauteur Z du modèle 3D tout au long d'une ligne de balayage. plus l'écart entre les points de mesure est grand, plus le parcours sera "en pente" lorsqu'il y a un flanc vertical.
Ce paramètre est donné en fraction du Ø de l'outil. ex: une résolution de 0.2 avec une fraise de Ø 3 donnera un point de mesure tous les 0.6 mm
 [img][/img]
[img][/img]
Etat de surface
du fait du balayage, pour obtenir un bon état de surface sur les flancs, il faut des passes latérales serrées, sinon on voit les marques de la fraise sur les flancs.
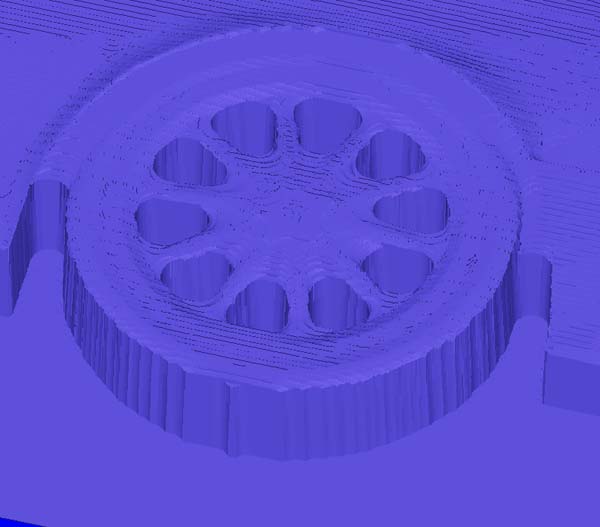
Dans ces cas la, si l'usinage 3D est indispensable, il faut faire une finition en mode "lignes de niveau", l'usinage se faisant comme un usinage de poche (l'ébauche dans le cas du fichier que je t'ai renvoyé), les flancs son taillés en contournage, ce qui donne un bon état de surface. Avec cette méthode, la résolution de l'usinage sera donnée par la valeur de l'incrément de passe en Z.
Il est possible d'extraire des contours 2D d'une pièce 3D pour les exploiter avec les fonctions d'usinage standards, mais ce n'est pas ce qu'il y a des plus pratique à faire ; mieux vaut partir d'un dxf 2D. Si tu a fait ta pièce dans SolidWorks, fait une mise en plan en vue de dessus et sauve la en DXF, c'est plus simple.
Je vois que ça rentre vite
Oui, j'imagine qu'ils ne veulent pas marcher sur les plates-bandes de leur distributeur officiel en France
++
David
Pour ta pièce en STL, l'usinage 3D n'est pas ce qu'il y a de plus adapté ; ce type d'usinage est plutôt réservé aux pièces ayant des formes organiques, toutes en courbes (en Z).
Sur les pièces à caractère "technique", avec des flancs bien droits, l'usinage 3D pose des problèmes de finition et de perpendicularité (pas spécifiques à CamBam)
Perpendicularité
Comme on le vois sur l'image ci dessous, lorsque CamBam effectue un balayage, il doit, dans un premier temps, tracer un parcours d'outil (toolpath) avec une variation en Z, le paramètre "résolution" des opérations de profilage 3D va déterminer le pas de mesure de cette hauteur Z du modèle 3D tout au long d'une ligne de balayage. plus l'écart entre les points de mesure est grand, plus le parcours sera "en pente" lorsqu'il y a un flanc vertical.
Ce paramètre est donné en fraction du Ø de l'outil. ex: une résolution de 0.2 avec une fraise de Ø 3 donnera un point de mesure tous les 0.6 mm
[img][/img]Etat de surface
du fait du balayage, pour obtenir un bon état de surface sur les flancs, il faut des passes latérales serrées, sinon on voit les marques de la fraise sur les flancs.
Dans ces cas la, si l'usinage 3D est indispensable, il faut faire une finition en mode "lignes de niveau", l'usinage se faisant comme un usinage de poche (l'ébauche dans le cas du fichier que je t'ai renvoyé), les flancs son taillés en contournage, ce qui donne un bon état de surface. Avec cette méthode, la résolution de l'usinage sera donnée par la valeur de l'incrément de passe en Z.
Il est possible d'extraire des contours 2D d'une pièce 3D pour les exploiter avec les fonctions d'usinage standards, mais ce n'est pas ce qu'il y a des plus pratique à faire ; mieux vaut partir d'un dxf 2D. Si tu a fait ta pièce dans SolidWorks, fait une mise en plan en vue de dessus et sauve la en DXF, c'est plus simple.
J'ai fait un petit exercice après avoir vu le tutoriel vidéo sur l'étoile
Il s'agit d'une flasque
Je vois que ça rentre vite
sinon concernant ma commande chez BZT, ils ont dit qu'il valait mieux passer par Iron-Wood
j'ai donc demander un devis chez IW et attend la réponse
Oui, j'imagine qu'ils ne veulent pas marcher sur les plates-bandes de leur distributeur officiel en France
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» quelques réalisations de newbie. (quelques semaines de CNC et CamBam)
» Mes premiers tests de CamBam
» Poulies HTD sous Cambam
» cambam tournage quelques questions
» Besoin de quelques précisions Cambam et Cutviewer
» Mes premiers tests de CamBam
» Poulies HTD sous Cambam
» cambam tournage quelques questions
» Besoin de quelques précisions Cambam et Cutviewer
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum