






Faire un Gcode pour rôder une tige filetée
Page 1 sur 2 • 1, 2 

 Faire un Gcode pour rôder une tige filetée
Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Mer 11 Nov 2015 - 20:34
Hervé-34 Mer 11 Nov 2015 - 20:34
Voilà, je bricole un truc pour modifier mon ID,
mais comme certains le savent, la cheville laiton est " sévère "
comme serrage sur la tige filetée !! donc il faut un peu la " faire " !!
Alors, je voudrai avoir, ou faire un Gcode pour faire travailler mon
axe pendant quelques minutes, voir dizaine de minutes, tranquille
sans avoir le doigt sur le bouton !!
Alors comment dois-je faire ?
Merci à tous
Hervé

Hervé-34- complétement accro

- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac

Re: Faire un Gcode pour rôder une tige filetée
![]() dh42 Mer 11 Nov 2015 - 22:40
dh42 Mer 11 Nov 2015 - 22:40
en supposant un rodage du X avec une course de 300mm
tu met ton axe X au max à gauche, tu met ta coord à 0
Tu crée un fichier texte avec le notpad ( ne met pas ce qui est entre parenthèses)
G21 G90 G91.1 G64 G40 (initialisation, mode de déplacement, unité, mode arc ...etc)
F1000 (la vitesse de déplacement souhaité = 1000 mm/min)
G1 X300 (déplacement de pos actuelle vers X = 300)
G1 X0 (retour au point 0)
M47 (recommencer)
M30 (fin programme)
tu le sauve comme xxxx.nc et tu l'ouvre dans Mach3
le programme se répétera indéfiniment jusqu’à ce que tu clique sur Stop
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Jeu 12 Nov 2015 - 0:10
Hervé-34 Jeu 12 Nov 2015 - 0:10
dh42 a écrit:salut,
en supposant un rodage du X avec une course de 300mm
tu met ton axe X au max à gauche, tu met ta coord à 0
Tu crée un fichier texte avec le notpad ( ne met pas ce qui est entre parenthèses)
G21 G90 G91.1 G64 G40 (initialisation, mode de déplacement, unité, mode arc ...etc)
Je met ça aussi ?
F1000 (la vitesse de déplacement souhaité = 1000 mm/min)
G1 X300 (déplacement de pos actuelle vers X = 300)
G1 X0 (retour au point 0)
M47 (recommencer)
M30 (fin programme)
tu le sauve comme xxxx.nc et tu l'ouvre dans Mach3
le programme se répétera indéfiniment jusqu’à ce que tu clique sur Stop
++
David
D'accord, ou alors j'essaye de le mettre dans le " MDI " de Linux, je vais voir,
j'ai les deux en fonctionnement !!
Tu te souviens à combien tu " allais " avec ton ID à l'époque ?
Merci David
Hervé
Dernière édition par Hervé-34 le Jeu 12 Nov 2015 - 0:20, édité 1 fois
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() dh42 Jeu 12 Nov 2015 - 0:17
dh42 Jeu 12 Nov 2015 - 0:17
Tu te souviens à combien tu " allais " avec ton ID à l'époque ?
J'avais les rapides à 800mm/min et je ne dépassais pas 600mm/min en usinage pour que ce soit fiable.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Faire un Gcode pour rôder une tige filetée
![]() dh42 Jeu 12 Nov 2015 - 0:18
dh42 Jeu 12 Nov 2015 - 0:18
D'accord, ou alors j'essaye de le mettre dans le " MDI " de Linux, je vais voir,
il y a aussi un MDI sur Mach3, mais il n’exécute qu'une seule ligne à la fois ; je ne connais pas celui de linuxCNC
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Jeu 12 Nov 2015 - 0:22
Hervé-34 Jeu 12 Nov 2015 - 0:22
tu ne m'as pas répondu sur ce que je t'ai mis en gras rouge dans ta réponse ?
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() dh42 Jeu 12 Nov 2015 - 0:53
dh42 Jeu 12 Nov 2015 - 0:53
Hervé-34 a écrit:Oui, effectivement c'est presque sur !!
tu ne m'as pas répondu sur ce que je t'ai mis en gras rouge dans ta réponse ?
Hervé
Z'avais pas vu ...
Oui, il faut le mettre.
G21 -> unité = mm
G90 -> segments droits donnés en cordonnées absolues (G0, G1)
G91.1 -> arcs donnés en coordonnées incrémentales (G2, G3)
G64 -> déplacement en mode vitesse constante
G40 -> met à 0 les décalages outils mémorisés
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Jeu 12 Nov 2015 - 13:29
Hervé-34 Jeu 12 Nov 2015 - 13:29
Bon, il faut que je regarde ça !!
car j'ai fait un essai rapide et " en l'air " sur mon portable, ça le fait pas !!
J'ai beau mettre F 40000 ça va à 1mm minute !! les chiffres ne tournent
pratiquement pas ! et l'avance oscille entre 0 et 1 !!
J'ai du faire une con..rie quelque part !!
Et je n'arrive pas à Zipper on fichier !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() dh42 Jeu 12 Nov 2015 - 17:42
dh42 Jeu 12 Nov 2015 - 17:42
Bizarre, je viens d'essayer sur Mach3 et ton Gcode marche, excepté que X3000, ça veux dire que ton X fait 3m de long, ce dont je doute !!
Tu est sur que ton réglage de step per est correct pour tes axes ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Jeu 12 Nov 2015 - 19:49
Hervé-34 Jeu 12 Nov 2015 - 19:49
Bon, je crois que mon vieux portable n'aime pas trop Mach3 !!
Il me l'a bien fait UNE fois et puis après rien !!
en plus j'ai la flemme de descendre à l'atelier alors j'attendrai ( peut-être ) demain !!
En tout cas, si ça marche chez toi c'est que c'est bon !!
Y-a-t-il une différence si on met un espace entre le F et les chiffres derrière ?
ou derrière les G xx ?
Merci je te dit ça
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() dh42 Jeu 12 Nov 2015 - 20:29
dh42 Jeu 12 Nov 2015 - 20:29
Bon, je crois que mon vieux portable n'aime pas trop Mach3 !!
Possible, je sais que les portables fonctionnent mal en port // pour les CNc, mais je ne sais pas quels sont les symptômes.
Y-a-t-il une différence si on met un espace entre le F et les chiffres derrière ?
ou derrière les G xx ?
Je viens d'essayer, apparemment Mach3 s'en fout complétement ; je suppose que comme souvent en programmation quand on traite des "lignes de commandes" , la première chose qu'on fait c'est de supprimer tous les espaces avant de passer au décodage.
Il ignore aussi les lignes vides
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Faire un Gcode pour rôder une tige filetée
![]() F6FCO Jeu 12 Nov 2015 - 23:39
F6FCO Jeu 12 Nov 2015 - 23:39

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Faire un Gcode pour rôder une tige filetée
![]() dh42 Jeu 12 Nov 2015 - 23:55
dh42 Jeu 12 Nov 2015 - 23:55
Je vais peut-être dire n'importe quoi mais je suppose que cette cheville laiton dont tu parles c'est celle qui sert d'anti backslash à la vis filetée et qui freine trop.
Oui, c'est ça.
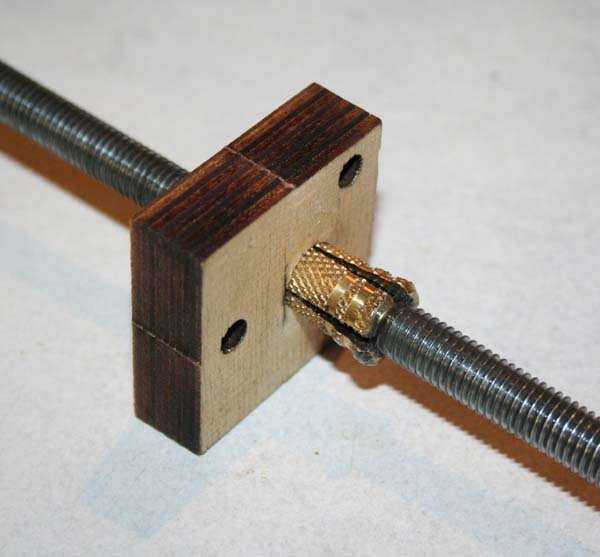
N'y aurait-il pas moyen de refaire cette pièce en téflon ?
A condition de garder le principe de pince, je suppose, mais je ne suis pas sur que la "pince" soit aussi efficace dans du téflon (ou ne casse pas)
C'est pas simple à gérer le jeu sur une vulgaire tige fileté, il n'est pas du tout constant, donc il faut un système qui compense en permanence. Dans l'idéal, il faudrait virer les tiges filetées et mettre des vis trap au pas de 2 avec écrous plastique sans jeu comme sur les Heiz, mais ce n'est plus le même tarif, même si ça reste plus raisonnable que des VàB.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Ven 13 Nov 2015 - 0:32
Hervé-34 Ven 13 Nov 2015 - 0:32
Bon, c'est mon portable qui me jouait des tours !! avec une tour,
tout va bien !!
Oui, c'est bien cette cheville là que je veut rôder !! comme je me bricole
une rallonge pour l'ID, ( ça y est vous commencez à connaitre mon secret !!
j'ai une tige filetée d'1m et le temps de la rôder en " travaillant " avec, je
vais être longtemps à me " trainer " à 400 mm/mn alors que actuellement
en vitesse rapide je " monte " à 900 !!
Effectivement je pourrait changer avec d'autre vis, ( c'est en projet ) mais
comme dt David, c'est un autre prix qu'une tige inox à 6/8€ et une cheville
à 0.50€ !!
Merci à tous,
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() F6FCO Ven 13 Nov 2015 - 8:00
F6FCO Ven 13 Nov 2015 - 8:00
Pour l'instant tu es dans ton rôdage, mais si un jour tu as envie d'améliorer ce système il y a aussi çà http://fr.aliexpress.com/item/3pcs-T8-8-mm-screw-300-mm-8mm-lead-trapezoidal-spindle-screw-with-3pcs-brass-copper/32472265214.html?spm=2114.06010108.3.1.TRWqmZ&ws_ab_test=searchweb201556_1_71_72_73_74_75,searchweb201644_5,searchweb201560_9
Celles-ci sont courtes mais je cherchais des liens pour ma microCNC
Et tu te fais tes propres noix dans du téflon: http://fr.aliexpress.com/item/Trapezoidal-Metric-Thread-Tap-TR-8-1-5/32473439135.html?spm=2114.06010108.3.40.DXNPlt&ws_ab_test=searchweb201556_2_79_78_77_80,searchweb201644_5,searchweb201560_9
Ce sera certainement mieux que de la tige filetée M8 comme j'ai aussi sur ma petite qui grave les PCB, d'ailleurs c'est ce qui m'a motivé à en construire une nouvelle. En T8 c'est du pas de 1,5 mais tu peux passer en T10 ou T12, çà devrait te changer la vie
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Ven 13 Nov 2015 - 12:58
Hervé-34 Ven 13 Nov 2015 - 12:58
Merci pour tes liens !!
Effectivement c'est pas cher !! il va falloir que je révise mes positions !!
Par contre, comme je suis un peu malade d'impatience
faut-il attendre pour recevoir les produits chez eux ?
Tu me diras pour toi ??
Merci
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Ven 13 Nov 2015 - 13:01
Hervé-34 Ven 13 Nov 2015 - 13:01
dh42 a écrit:ReBon, je crois que mon vieux portable n'aime pas trop Mach3 !!
Possible, je sais que les portables fonctionnent mal en port // pour les CNc, mais je ne sais pas quels sont les symptômes.
++
David
Ce qui est bizarre c'est que j'ai déjà fait des pièces avec Mach3 avec ce portable !!
que j'en était tout cotent !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() dh42 Ven 13 Nov 2015 - 15:23
dh42 Ven 13 Nov 2015 - 15:23
Ce qui est bizarre c'est que j'ai déjà fait des pièces avec Mach3 avec ce portable !!
Tu tourne sur batteries ou avec l'alim secteur ? .... Souvent, sur batteries, les portables sont en mode "eco", le CPU tourne à mi-fréquence, certains composant sont alimentés avec une tension plus basse (CPU, RAM, Chipset ..) ça pourrait être une piste.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Ven 13 Nov 2015 - 17:23
Hervé-34 Ven 13 Nov 2015 - 17:23
Non, ce n'est pas grave !! je tourne toujours en " alim " car
c'est un vieux pépère et la batterie tient à peine 20 mn !!
Par contre je l'ai essayé " en vrai " et c'est impec !!
Linux ne connait pas le M47 !!
Merci à tous,
PS; Tient en faisant mes essais, je doit être trop " puissant " j'ai
décollé ma cheville du support en CP en tapant en butée !!
Au fait, j'ai collé ma cheville laiton et mon CP avec de l'araldite,
y-a-t-il une autre colle qui irait aussi bien sinon mieux ?
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() ramses Ven 13 Nov 2015 - 18:03
ramses Ven 13 Nov 2015 - 18:03
en fait, si tu as "remis" une cheville dans le trou d'une ancienne, ca ne sert malheureusement plus autant qu'avant ! Et comme la colle est la pour "bloquer" ce qui est bien a serrage et pas pour "coller" ce qui a un peu de jeu, ben comme l'effort a l'arrachement par la tige filletee sur l'ecrou en butee est important, la cheville se barre !
Pour ma part, j'ai toujours "refabrique" le "porte ecrou" et ses 3 trous afin d'avoir un serrage maximum de la cheville.
Pour ce qui est du rodage, inutile de trop vouloir en faire .... Il faut imperativement bien regler le "serrage" des 3 boulons de fixation sur les oring pour mettre l'ecrou dans l'axe. Le plus efficace pour ca, c'est de mettre l'ecrou a mi chemin de la tige filletee, decrocher la tige du moteur PAP et regler sur les 3 boulons pour que la tige viennent naturellement "pil-poil" en face de l'axe moteur. Ensuite, un coup de bombe, 3 ou 4 aller-retour a 400mm/min et c'est dans la poche .... pas la peine de "bouffer" de la cheville inutilement. Il suffit de limiter la vitesse les premieres heures d'usinages et ensuite de monter par bons de 50 mm/min jusqu'a la vitesse voulue...
Cette petite machine est vraiment un plaisir. Il suffit juste de prendre la peine de "l'ecouter" pour la maitriser et ne pas lui demander des choses pour lesquelles elle n'est pas faite et vous n'en verrez pas la fin si ce n'est un jeu de glissiere a qlqs€ tous les 2 ou 3 ans.
Bien a vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Faire un Gcode pour rôder une tige filetée
![]() F6FCO Ven 13 Nov 2015 - 18:19
F6FCO Ven 13 Nov 2015 - 18:19
Hervé-34 a écrit:
Par contre, comme je suis un peu malade d'impatiencecombien de temps
faut-il attendre pour recevoir les produits chez eux ?
Tu me diras pour toi ??
C'est commandé, tiges et taraud, je te ferai un rapport temps et qualité dés réception
On ne sait plus trop ou on campe maintenant, tout devient n'importe quoi, j'ai commandé des pièces électroniques dans une boutique Française en passant par Amazon.fr et je les ai reçues 1 mois après dans une enveloppe chinoise de Hong-kong !
Tout fout le camp ma pov'Lucette.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Ven 13 Nov 2015 - 19:24
Hervé-34 Ven 13 Nov 2015 - 19:24
Bonsoir Ramses !!
ramses a écrit:bonsoir a tous,
en fait, si tu as "remis" une cheville dans le trou d'une ancienne, ca ne sert malheureusement plus autant qu'avant ! Et comme la colle est la pour "bloquer" ce qui est bien a serrage et pas pour "coller" ce qui a un peu de jeu, ben comme l'effort a l'arrachement par la tige filletee sur l'ecrou en butee est important, la cheville se barre !
Bien a vous tous
Non! je n'ai pas " réparé " un ancienne " cheville " j'en ai fait une avec du CP neuf et une cheville neuve !!
J'aurai voulu savoir si il y a une colle qui " peut le faire " autre que l'araldite ! car là ça a montré la limite !!
et comme il me faut refaire une " cheville " et que je n'ai plus de colle sous la main !!
Alors ? laiton / CP ?
Merci
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() ramses Ven 13 Nov 2015 - 20:03
ramses Ven 13 Nov 2015 - 20:03
Herve, qu'as-tu utilise comme CP ? Etais-tu serrant serrant quand tu as enfonce la cheville ?
Pour ma part, j'avais utilise des chutes de CP Bouleau aviation ... Je n'en ai malheureusement plus maintenant ! Mais c'etait vraiment du bon de chez bon, car j'ai reellement cru que le CP allait "eclater" en enfoncant la cheville en me disant que j'allais regretter d'avoir forer "trop serrant" !
Pour m'assurer de ne rien "abimer" en chassant la cheville, j'avais dresser, forer et tarauder en M10 une chute de rond de diam 20. J'y avais vise un bout de tige filetee sur laquelle j'ai vise la cheville (pas facile d'ailleurs d'enfiller la cheville par le bout serrant, juste "enfiller" d'abord du M10 par l'autre cote afin "d'ouvrir" un peu la cheville).
Ensuite, une chute epaisse de chene pour bien "assoir" le bout de CP, le tout sur l'enclume et y'a plus qu'a "taper" pour que ca rentre !!! Pour la colle, j'avais utilise un "reste" de superglue tres "limite" en consistance ...
Voila mon process, a toi de voir
Bien a vous tous
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Faire un Gcode pour rôder une tige filetée
![]() Hervé-34 Ven 13 Nov 2015 - 20:15
Hervé-34 Ven 13 Nov 2015 - 20:15
ramses a écrit:Salut a tous,
Herve, qu'as-tu utilise comme CP ? Étais-tu serrant serrant quand tu as enfonce la cheville ?
Pour la colle, j'avais utilise un "reste" de superglue très "limite" en consistance ...
Mais il est certain qu'un CP de bonne qualité dans une essence suffisamment dure et un trou "serrant, ça aide...
Bien a vous tous
J'en ai marre !!!
Ou en trouver de ces CP de magie !!!!!!!
Tout ce que j'ai c'est le brico du coin qui vend de la M....e !!!
Qu'est-ce que tu appelles -- de la superglue très limite ?? --
Une chose à laquelle j'avais pensé, c'est de faire un " porte cheville "
en alu, mais est-ce collable ?
Merci Denis,
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Faire un Gcode pour rôder une tige filetée
![]() ramses Ven 13 Nov 2015 - 23:26
ramses Ven 13 Nov 2015 - 23:26
Hervé-34 a écrit:Ou en trouver de ces CP de magie !!!!!!!
Tout ce que j'ai c'est le brico du coin qui vend de la M....e !!!
Qu'est-ce que tu appelles -- de la superglue très limite ?? --
Une chose à laquelle j'avais pensé, c'est de faire un " porte cheville "
en alu, mais est-ce collable ?
sur le coup, je te sens nerveux la

J'ai egalement pas mal galere aussi au debut allant de deception en deception avec le CP de GSB, c'est inimaginable ce qu'on peut trouver entre les plis ou a la place des plis : des bouts de caoutchouc, de la ferraille, des capsules de bieres et de canettes, du fil de cuivre, du fil de peche, meme des arretes de poissons, des poils et de la peau de bestioles crevees avec l'odeur et tout et tout, et ... surtout surtout ... des zones sans colle et des couches de "deroule" de merde sans meme parler des epaisseurs annoncees a 3,6mm qui sur 50cm fluctuent de 3,1 a quasi 4mm.
Il faut passer le pas, quitter les GSB et aller voir de "vrais" marchands de bois avec, sous le coude, quelques bricoles sorties de ta CNC... tu n'imagines pas ce que ca "ouvre" comme portes ! A ca tu ajoutes les mots "quivontbien" et c'est gagne. Le plus dingue dans l'histoire, c'est que finalement on trouve du CP de qualite pour a peine 5 a 10% de plus que la m...de de GSB. Renseigne-toi aupres des pro menuisiers, cuisinistes, ... ou ils se fournissent en matos et tu trouveras ton bonheur.
Pour la colle, quand je parlais de "tres limite en consistance" je veux dire qu'elle n'etait plus exploitable en collage "normal" et bonne a jeter a la poubelle. J'avais dailleurs decoupe la gueule du tube au cutter pour recuperer ce qui etait encore en phase "semi-liquide" et l'etaler ds le trou du CP et sur les chevilles ... Donc avec de la neuve, ca devrait largement le faire !
Pour l'idee de faire un porte cheville en alu, laisse tomber ... te suffit juste de trouver du bon CP et c'est dans la poche ! Allez courage, ca va le faire !
Bien a vous tous
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Palier pour tige filetée M33
» ID-CNc de Le Canayien
» tige filete M35 au pas de 150
» goujon / tige filetée