






Installation BZT PFE500-PX
+17
E-go
c.phili
mafred
eric44
novice bois
Ty Coat
F6FCO
jb53
Cyrille6901
bob47
SD 31
athanase
Brouno
diomedea
Hervé-34
Strib
dh42
21 participants
Page 5 sur 5
Page 5 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5

 Installation BZT PFE500-PX
Installation BZT PFE500-PX
![]() Goodpapounet Mer 16 Déc 2015 - 20:26
Goodpapounet Mer 16 Déc 2015 - 20:26
Merci Cyrille,
Je t’envoie un MP
A+
Philippe
Je t’envoie un MP
A+
Philippe
Goodpapounet- très actif

- Messages : 289
Date d'inscription : 10/04/2012

Re: Installation BZT PFE500-PX
![]() silky Mer 16 Déc 2015 - 20:40
silky Mer 16 Déc 2015 - 20:40
bonsoir
concernant le brunissage utilisé et appliqué dans cette rubrique, il est conseillé de sabler les pièces pour un meilleur résultat, et pour des pièces rectifiées est-il aussi conseillé de les sabler avant brunissage?
le bruniblack ayant remplacé le brunifast, obtient-on les mêmes résultats, d'aspect et de protection anti-rouille?
merci pour vos réponses
richard
concernant le brunissage utilisé et appliqué dans cette rubrique, il est conseillé de sabler les pièces pour un meilleur résultat, et pour des pièces rectifiées est-il aussi conseillé de les sabler avant brunissage?
le bruniblack ayant remplacé le brunifast, obtient-on les mêmes résultats, d'aspect et de protection anti-rouille?
merci pour vos réponses
richard

silky- complétement accro

- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Re: Installation BZT PFE500-PX
![]() dh42 Mer 16 Déc 2015 - 22:18
dh42 Mer 16 Déc 2015 - 22:18
Salut,
Si tu sable une pièce rectifiée, tu bousille la rectification ; le sablage va faire plein de micro cratères dans ta pièce !
Je ne sais pas pour une pièce rectifiée, mais sur une pièce polie ça fonctionne bien ; il faut juste bien la dégraisser.
++
David
et pour des pièces rectifiées est-il aussi conseillé de les sabler avant brunissage?
Si tu sable une pièce rectifiée, tu bousille la rectification ; le sablage va faire plein de micro cratères dans ta pièce !
Je ne sais pas pour une pièce rectifiée, mais sur une pièce polie ça fonctionne bien ; il faut juste bien la dégraisser.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Installation BZT PFE500-PX
![]() Invité Mer 16 Déc 2015 - 22:31
Invité Mer 16 Déc 2015 - 22:31
Bonsoir
de mon expérience sur le brunissage à froid , la finition importe peu
par contre un dégraissage consciencieux est plus qu'indispensable
le seule problème que j'ai rencontré c'est la nuance de la matière
j'ai brunizé des axes usiné à partir d'inox et celui-ci n' a pas été uniforme avec des auréoles des traces, un rendu plus que bizarre
à + Lulu

Invité- Invité
Re: Installation BZT PFE500-PX
![]() dh42 Mer 16 Déc 2015 - 23:04
dh42 Mer 16 Déc 2015 - 23:04
Pour ma part j'ai essayé de brunir un bout d'inox ... et .... que dalle, même après 24h00 dans le bain, pas la plus petite trace de bronzage ...
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Installation BZT PFE500-PX
![]() diomedea Jeu 17 Déc 2015 - 7:37
diomedea Jeu 17 Déc 2015 - 7:37
Bonjour à tous,
Avec de l'inox c'est logique, puisque le brunissage est une oxydation de l'acier!
++
JPaul
Avec de l'inox c'est logique, puisque le brunissage est une oxydation de l'acier!
++
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Installation BZT PFE500-PX
![]() dh42 Ven 11 Aoû 2023 - 22:16
dh42 Ven 11 Aoû 2023 - 22:16
Salut,
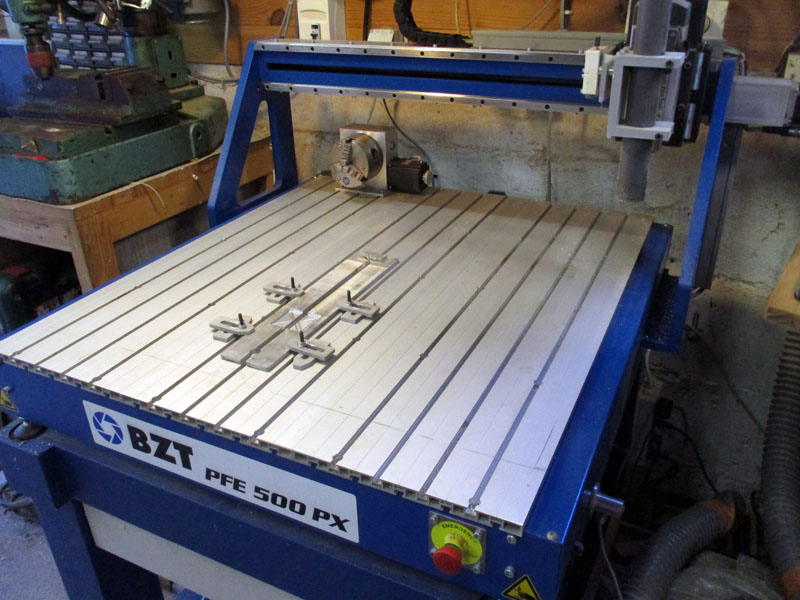
Comme on dit, mieux vaut tard que jamais ! ... depuis que j'ai cette machine (2015) je n'avais jamais usiné le moindre bout d'alu ! ... que du bois ou dérivés ou du plastique.
C'est chose faite, rien de bien extraordinaire, une simple poche de 50x55 de 3mm de profondeur ... que j'avais tout d'abord pensé faire à la meuleuse à air avec une fraise lime (genre dremel en plus gros) vu que ça n'avait pas besoin d'être précis ... mais l'alu à beau être censé être un métal tendre ça n'avançait pas vraiment ... et je me suis rappelé que j'avais une CN
... et je me suis rappelé que j'avais une CN 
Fait à la fraise carbure Ø6 - 2 dents - Vc 260m/min (14000 tr) Fz 0.03 (800 mm/min) passe 0.5mm


++
David
Comme on dit, mieux vaut tard que jamais ! ... depuis que j'ai cette machine (2015) je n'avais jamais usiné le moindre bout d'alu ! ... que du bois ou dérivés ou du plastique.
C'est chose faite, rien de bien extraordinaire, une simple poche de 50x55 de 3mm de profondeur ... que j'avais tout d'abord pensé faire à la meuleuse à air avec une fraise lime (genre dremel en plus gros) vu que ça n'avait pas besoin d'être précis ... mais l'alu à beau être censé être un métal tendre ça n'avançait pas vraiment
... et je me suis rappelé que j'avais une CN Fait à la fraise carbure Ø6 - 2 dents - Vc 260m/min (14000 tr) Fz 0.03 (800 mm/min) passe 0.5mm



++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Installation BZT PFE500-PX
![]() diomedea Sam 12 Aoû 2023 - 7:38
diomedea Sam 12 Aoû 2023 - 7:38
Salut David,
Et alors, par apport à tes précédente CNC?
Et alors, par apport à tes précédente CNC?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Installation BZT PFE500-PX
![]() dh42 Sam 12 Aoû 2023 - 18:12
dh42 Sam 12 Aoû 2023 - 18:12
Salut JP
Il est clair que c'est plus rigide que la PF !
La table alu a tendance à faire un peu "caisse de résonance", ce serait surement mieux avec une table en fonte de 150Kg ... mais c'est pas dans mes prix
++
David
Il est clair que c'est plus rigide que la PF !
La table alu a tendance à faire un peu "caisse de résonance", ce serait surement mieux avec une table en fonte de 150Kg ... mais c'est pas dans mes prix
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Installation BZT PFE500-PX
![]() diomedea Sam 12 Aoû 2023 - 19:08
diomedea Sam 12 Aoû 2023 - 19:08
Oui, j'imagine!dh42 a écrit:Salut JPIl est clair que c'est plus rigide que la PF !
Quand à la table, c'est la version légère, on gagnerait certainement à avoir quelque chose de plus lourd!
Tu as lubrifié?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Installation BZT PFE500-PX
![]() dh42 Sam 12 Aoû 2023 - 20:01
dh42 Sam 12 Aoû 2023 - 20:01
Tu as lubrifié?
Non, c'est du 2017, ça ne colle pas
Quand à la table, c'est la version légère, on gagnerait certainement à avoir quelque chose de plus lourd!
Oui, c'est sur, mais vu les tarifs des tables en alu massif ... on oublie !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Installation BZT PFE500-PX
![]() Hervé-34 Sam 12 Aoû 2023 - 20:10
Hervé-34 Sam 12 Aoû 2023 - 20:10
dh42 a écrit:
Non, c'est du 2017, ça ne colle pas
++
David
Ah bon ? je ne savais pas ! c'est bon a savoir !
je suppose qu'on ne le reconnait pas de visu ?
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Installation BZT PFE500-PX
![]() dh42 Sam 12 Aoû 2023 - 20:21
dh42 Sam 12 Aoû 2023 - 20:21
Visuellement non, mais par contre si on tente de le plier on voit bien la différence par rapport à de l'alu "mou", c'est nettement plus raide alors que l'alu mou si tu tentes de la tordre, même à peine, il reste tordu. On peut aussi faire le test du choc sur la tranche avec une barre d'acier HSS, mais ce n'est pas aussi évident que le même test sur de l'acier.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Installation BZT PFE500-PX
![]() Hervé-34 Sam 12 Aoû 2023 - 20:29
Hervé-34 Sam 12 Aoû 2023 - 20:29
J'ai un doute, j'ai une plaque d'un alu
que je n'ai jamais pût plier !
déjà c'est très dur, mais quand j'y arrive,
ça casse comme du ?? zamak ? enfin
ça casse quoi !
Hervé
que je n'ai jamais pût plier !
déjà c'est très dur, mais quand j'y arrive,
ça casse comme du ?? zamak ? enfin
ça casse quoi !
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Installation BZT PFE500-PX
![]() dh42 Sam 12 Aoû 2023 - 21:09
dh42 Sam 12 Aoû 2023 - 21:09
C'est l'inconvénient de la récup, on ne sait pas trop ce que c'est comme métal.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Installation BZT PFE500-PX
![]() Vincent1155 Sam 12 Aoû 2023 - 21:29
Vincent1155 Sam 12 Aoû 2023 - 21:29
J'avoue David c'est en photo mais je n'aurai jamais dit que c'est de l'alu la pièce que tu as usinés ! Apres il y a tellement d'aliage différent, mais vu que tu as un etat de surface bizarre et une couleur terne sombre....et puis ça fait un peu de repoussage sur les bords, un alu avec beaucoup de silice ? 
Le zamak c'est vraiment pas une matiere pour l'usinage.....infernale !
En tout cas il ne faut jamais faire a la dremel ce que ta CNC peut faire ! C'est ma regle number one
(LA dremel ça fait de la poussiere c'est mal....la CNC ça fait des coupeaux c'est bien => CQDF)
Le zamak c'est vraiment pas une matiere pour l'usinage.....infernale !
En tout cas il ne faut jamais faire a la dremel ce que ta CNC peut faire ! C'est ma regle number one
(LA dremel ça fait de la poussiere c'est mal....la CNC ça fait des coupeaux c'est bien => CQDF)

Vincent1155- posteur Régulier

- Messages : 176
Points : 190
Date d'inscription : 17/04/2020
Age : 42
Localisation : france
Re: Installation BZT PFE500-PX
![]() dh42 Mar 15 Aoû 2023 - 0:49
dh42 Mar 15 Aoû 2023 - 0:49
Salut,
La couleur terne sombre c'est la crasse et l'oxydation LOL, c'est la plaque de scie de ma Lurem (le dessous) ; je l'avais refaite en alu parce que celle en plastique d'origine était toute tordue (sur une Maxi26, les lignes droites ça n'existe pas ). Ça fait des années que je l'ai faite, mais je n'ai jamais fait le décrochement qui permet de la mettre scie rentrée, le carter de protection fixé sur le couteau diviseur touche le dessous de la plaque et la fait légèrement ressortir et gène en utilisation toupie ... mais comme je n'utilise pratiquement jamais la toupie, je n'ai jamais pris le temps de le faire.
). Ça fait des années que je l'ai faite, mais je n'ai jamais fait le décrochement qui permet de la mettre scie rentrée, le carter de protection fixé sur le couteau diviseur touche le dessous de la plaque et la fait légèrement ressortir et gène en utilisation toupie ... mais comme je n'utilise pratiquement jamais la toupie, je n'ai jamais pris le temps de le faire.
Ou une fraise pas au top .. et une Vc et un Fz un peu faible car je ne me souviens plus d’où sort cette fraise, je n'ai pas pris de risque
Je n'arrive toujours pas à me sentir serein d'usiner du métal avec des fraises aussi petites ! ... et je ne voulais pas réveiller la Z1 pour si peu ... si tu la réveille, il faut lui donner beaucoup à manger pour qu'elle se rendorme
... si tu la réveille, il faut lui donner beaucoup à manger pour qu'elle se rendorme  ... en tout cas ça m'a permis de voir ce que donnait la PFE dans l'alu ... et de vérifier qu'elle ne me faisait pas un coup bizarre en cours d'usinage. (la veille, driver X HS juste à la suite de l'allumage de la machine, apparemment sans raison, juste le fait d'allumer le controleur)
... en tout cas ça m'a permis de voir ce que donnait la PFE dans l'alu ... et de vérifier qu'elle ne me faisait pas un coup bizarre en cours d'usinage. (la veille, driver X HS juste à la suite de l'allumage de la machine, apparemment sans raison, juste le fait d'allumer le controleur)
++
David
La couleur terne sombre c'est la crasse et l'oxydation LOL, c'est la plaque de scie de ma Lurem (le dessous) ; je l'avais refaite en alu parce que celle en plastique d'origine était toute tordue (sur une Maxi26, les lignes droites ça n'existe pas
et puis ça fait un peu de repoussage sur les bords, un alu avec beaucoup de silice ?
Ou une fraise pas au top .. et une Vc et un Fz un peu faible car je ne me souviens plus d’où sort cette fraise, je n'ai pas pris de risque
En tout cas il ne faut jamais faire a la dremel ce que ta CNC peut faire ! C'est ma regle number one
Je n'arrive toujours pas à me sentir serein d'usiner du métal avec des fraises aussi petites ! ... et je ne voulais pas réveiller la Z1 pour si peu
... si tu la réveille, il faut lui donner beaucoup à manger pour qu'elle se rendorme ... en tout cas ça m'a permis de voir ce que donnait la PFE dans l'alu ... et de vérifier qu'elle ne me faisait pas un coup bizarre en cours d'usinage. (la veille, driver X HS juste à la suite de l'allumage de la machine, apparemment sans raison, juste le fait d'allumer le controleur) ++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Installation BZT PFE500-PX
![]() Vincent1155 Mar 15 Aoû 2023 - 15:54
Vincent1155 Mar 15 Aoû 2023 - 15:54
dh42 a écrit:si tu la réveille, il faut lui donner beaucoup à manger pour qu'elle se rendorme
David je crois que j'ai l'image

Vincent1155- posteur Régulier
- Messages : 176
Points : 190
Date d'inscription : 17/04/2020
Age : 42
Localisation : france
Page 5 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Installation PV + support au sol en auto-installation
» broche chinoise a monter
» Installation PF 750 P
» Tour Holzprofi WM180V Butée de Mandrin / Butée de Trainard
» Installation de la Minimax SC1 G.
» broche chinoise a monter
» Installation PF 750 P
» Tour Holzprofi WM180V Butée de Mandrin / Butée de Trainard
» Installation de la Minimax SC1 G.
Page 5 sur 5
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum