






Premiers pas en fraisage de JB53
+7
yves40160
quentin91800
meles
KY260
dh42
Strib
jb53
11 participants
Page 3 sur 3
Page 3 sur 3 •  1, 2, 3
1, 2, 3

 Re: Premiers pas en fraisage de JB53
Re: Premiers pas en fraisage de JB53
![]() jb53 Mer 9 Juil 2014 - 22:35
jb53 Mer 9 Juil 2014 - 22:35
Bonjour Frelon,
les pros du forum vont te répondre parce que moi je suis débutant en tournage/fraisage.

joël
les pros du forum vont te répondre parce que moi je suis débutant en tournage/fraisage.
joël
jb53- complétement accro

- Messages : 2187
Date d'inscription : 28/11/2010

Re: Premiers pas en fraisage de JB53
![]() jb53 Mer 9 Juil 2014 - 22:38
jb53 Mer 9 Juil 2014 - 22:38
Bonjour Strib (Stéphane)
t'as vu, j'ai retenu la leçon, j'ai mis des cornières en alu sur les mors de mon étau...
joël
t'as vu, j'ai retenu la leçon, j'ai mis des cornières en alu sur les mors de mon étau...
joël

jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Re: Premiers pas en fraisage de JB53
![]() c.phili Mer 9 Juil 2014 - 22:48
c.phili Mer 9 Juil 2014 - 22:48
Salut à tous.
Moi je voudrais savoir comment tu as mis les quatre petites faces d'équerre.
Moi je voudrais savoir comment tu as mis les quatre petites faces d'équerre.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -

Re: Premiers pas en fraisage de JB53
![]() dh42 Mer 9 Juil 2014 - 22:49
dh42 Mer 9 Juil 2014 - 22:49
Salut,
Oui, tout à fait, à conditions que les champs soit suffisamment droits (et //) pour avoir un serrage correct dans l'étau.
++
David
mais petite question, ne serait il pas mieu de dresser d'abord la face la plus grande, et ensuite le chant, pour avoir une face d'appui propre la plus grande possible, comme lorsque l'on dégauchie une planche?
Oui, tout à fait, à conditions que les champs soit suffisamment droits (et //) pour avoir un serrage correct dans l'étau.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Premiers pas en fraisage de JB53
![]() jb53 Mer 9 Juil 2014 - 22:57
jb53 Mer 9 Juil 2014 - 22:57
c.phili a écrit:Salut à tous.
Moi je voudrais savoir comment tu as mis les quatre petites faces d'équerre.
Bonjour c.phili
J'ai fait comme j'ai vu sur une vidéo de l'afpa de Lyon, d'abord dresser un chant, dresser le chant opposé puis avec une équerre dans l'étau, régler avec la face rectifiée l'équerrage et fraiser le troisième chant.
Salutations
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Fraisage
![]() fab61 Ven 11 Juil 2014 - 18:59
fab61 Ven 11 Juil 2014 - 18:59
Joli travail!! tes protection en alu sur tes mors c'est bien mais si tu dois faire une pièce d'épaisseur moyenne qui demande de l'effort en usinage, fait très attention, c'est un metier à faire voler la pièce et la fraise avec, sur ma dufour j'ai un étaux enorme, les mors font 200 de long, ouverture maximum 470 mm, et la clefs de serrage fait 60cm de long, et bien sans protection de mors donc en serrage direct j'ai déjà vu ma pièce se lever dans l'etaux pendant le surfaçage , je prenais une passe de 5mm avec une avance de 406m/m avec un tourteau de 40 à 500 tr/min, je te dis donc cela en connaissance de cause.
En parlant de passe, j'ai aujourd'hui battu mon record, avec une fraise ravageuse diamètre 30 j'ai réussi à prendre une passe de 48mm de haut, à 125tr/min et petite avance à la main pour sentir l'effort de coupe qui change lorsque la fraise surchauffe ou qu'elle ne coupe plus, les operations délicates c'est toujours prudents de les faire en avance manuelle, car en auto si la fraise chauffe trop ou ne coupe plus tu ne le sentira pas, et quand tu entendra un bruit anormal, il est déjà trop tard depuis longtemps.
Voilà.. En tout cas j'aime bien ta fraiseuse.
En parlant de passe, j'ai aujourd'hui battu mon record, avec une fraise ravageuse diamètre 30 j'ai réussi à prendre une passe de 48mm de haut, à 125tr/min et petite avance à la main pour sentir l'effort de coupe qui change lorsque la fraise surchauffe ou qu'elle ne coupe plus, les operations délicates c'est toujours prudents de les faire en avance manuelle, car en auto si la fraise chauffe trop ou ne coupe plus tu ne le sentira pas, et quand tu entendra un bruit anormal, il est déjà trop tard depuis longtemps.
Voilà.. En tout cas j'aime bien ta fraiseuse.
fab61- acharné du forum

- Messages : 404
Points : 871
Date d'inscription : 14/10/2013
Age : 42
Localisation : Basse Normandie
Re: Premiers pas en fraisage de JB53
![]() jb53 Ven 11 Juil 2014 - 21:32
jb53 Ven 11 Juil 2014 - 21:32
Bonjour Fab et tous les autres,
merci pour les conseils. Ce qui me rassure c'est que je ne prendrai jamais une passe de 5 mm j'aurai trop peur pour la fraise.
j'aurai trop peur pour la fraise.
salutations
joël
merci pour les conseils. Ce qui me rassure c'est que je ne prendrai jamais une passe de 5 mm
j'aurai trop peur pour la fraise.salutations
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Re: Premiers pas en fraisage de JB53
![]() yves40160 Sam 12 Juil 2014 - 8:06
yves40160 Sam 12 Juil 2014 - 8:06
jb53 a écrit:c.phili a écrit:Salut à tous.
Moi je voudrais savoir comment tu as mis les quatre petites faces d'équerre.
Bonjour c.phili
J'ai fait comme j'ai vu sur une vidéo de l'afpa de Lyon, d'abord dresser un chant, dresser le chant opposé puis avec une équerre dans l'étau, régler avec la face rectifiée l'équerrage et fraiser le troisième chant.
Salutations
joël
le bonjour des landes a tous,
JB 53 , personnellement je préfère cette vidéo :
@+ Yves

yves40160- acharné du forum
- Messages : 450
Points : 900
Date d'inscription : 12/11/2013
Age : 55
Re: Premiers pas en fraisage de JB53
![]() c.phili Sam 12 Juil 2014 - 21:19
c.phili Sam 12 Juil 2014 - 21:19
Salut a tous
Avant tous, il faut dégauchir l’étau, rien a voir avec la menuiserie, cela consiste a régler l’étau pour que les mors soit bien parallèles au déplacement de la table.
Pour une pièce étroite comme la tienne, je surfacerais deux chants opposées(2 et 5) en restant au dessus de la côte finale pour avoir un bon serrage dans l’étau puis j’attaque le surfaçage de la face 1 en veillant à ce le chant 4 dépasse des mors de l’étau comme tu l’as fait pour chanfreiner, une fois la face 1 finie, je redresse le champ 4 avec l’hélice de la fraise, j’obtiens là deux faces parfaitement d’équerre ( la 6 et la 4)qui pourront servir de faces de référence.
Je positionne la face 1 contre le mors fixe de l’étau et le chant 4 en fond d’étau et je surface le 3
Théoriquement je me retrouve avec les quatre chants (2 3 4 5) d’équerre mais le 2 et 5 ne seront pas forcement d’équerre par rapport à la face 1, c’est pour cela que je ne les ai pas mis à la côte dès le début, je les reprends donc et les met à la côte.
Puis je surface la 6 en prenant bien soin qu’elle soit bien en fond de calles, pour cela j’emplois un marteau anti-rebond,
Ceci est ma méthode, je ne sais pas si c’est la meilleure mais pour moi ça marche très bien.

Maintenant je me suis fait un petit accessoire, pas bien compliqué à faire mais vachement pratique, je me suis souvent dit d’en refaire un deuxième plus grand mais ça reste dans la boite a projet.
Pour toi ce serait un petit exercice, un peu de ferraille et un morceau de tige filetée suffit

Tu serre ta pièce dedans en laissant un petit bord, tu met le coté de l'accessoire en fond d'étau et tu fraise.
Si ton accesssoire est bien réalisé, le chant fraisé sera d'équerre avec celui qui appuis sur les
deux plots
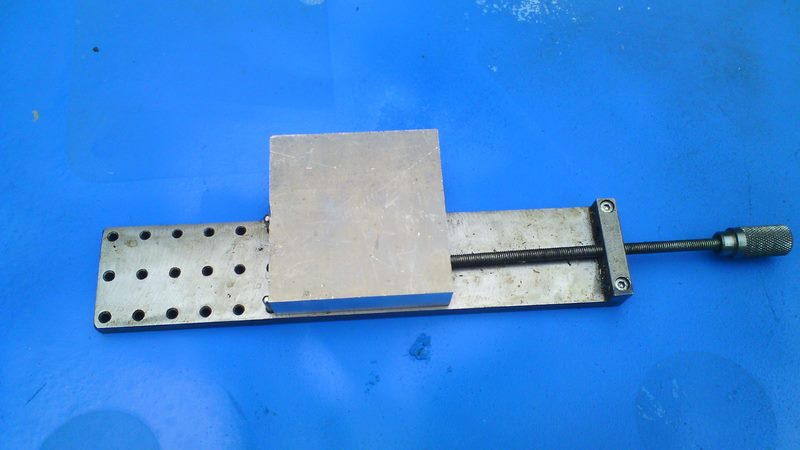
Pour avoir une idée de grandeur

Philippe
Avant tous, il faut dégauchir l’étau, rien a voir avec la menuiserie, cela consiste a régler l’étau pour que les mors soit bien parallèles au déplacement de la table.
Pour une pièce étroite comme la tienne, je surfacerais deux chants opposées(2 et 5) en restant au dessus de la côte finale pour avoir un bon serrage dans l’étau puis j’attaque le surfaçage de la face 1 en veillant à ce le chant 4 dépasse des mors de l’étau comme tu l’as fait pour chanfreiner, une fois la face 1 finie, je redresse le champ 4 avec l’hélice de la fraise, j’obtiens là deux faces parfaitement d’équerre ( la 6 et la 4)qui pourront servir de faces de référence.
Je positionne la face 1 contre le mors fixe de l’étau et le chant 4 en fond d’étau et je surface le 3
Théoriquement je me retrouve avec les quatre chants (2 3 4 5) d’équerre mais le 2 et 5 ne seront pas forcement d’équerre par rapport à la face 1, c’est pour cela que je ne les ai pas mis à la côte dès le début, je les reprends donc et les met à la côte.
Puis je surface la 6 en prenant bien soin qu’elle soit bien en fond de calles, pour cela j’emplois un marteau anti-rebond,
Ceci est ma méthode, je ne sais pas si c’est la meilleure mais pour moi ça marche très bien.
Maintenant je me suis fait un petit accessoire, pas bien compliqué à faire mais vachement pratique, je me suis souvent dit d’en refaire un deuxième plus grand mais ça reste dans la boite a projet.
Pour toi ce serait un petit exercice, un peu de ferraille et un morceau de tige filetée suffit
Tu serre ta pièce dedans en laissant un petit bord, tu met le coté de l'accessoire en fond d'étau et tu fraise.
Si ton accesssoire est bien réalisé, le chant fraisé sera d'équerre avec celui qui appuis sur les
deux plots
Pour avoir une idée de grandeur
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Premiers pas en fraisage de JB53
![]() dh42 Sam 12 Juil 2014 - 21:36
dh42 Sam 12 Juil 2014 - 21:36
Salut,
Un petit ajout au passage ; sur des pièces relativement fines par rapport à leur largeur, comme ta pièce, attention de ne pas serrer comme une brute car on peut facilement "tuiller" la pièce (on a du bombé au milieu) ... les bons étaux de fraisage ayant une grosse force de serrage.
Si tu a un doute sur la tenue de la pièce dans l'étau, fait des passes fines, et ce d'autant plus que la fraise est de gros Ø.
++
David
Un petit ajout au passage ; sur des pièces relativement fines par rapport à leur largeur, comme ta pièce, attention de ne pas serrer comme une brute car on peut facilement "tuiller" la pièce (on a du bombé au milieu) ... les bons étaux de fraisage ayant une grosse force de serrage.
Si tu a un doute sur la tenue de la pièce dans l'étau, fait des passes fines, et ce d'autant plus que la fraise est de gros Ø.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Premiers pas en fraisage de JB53
![]() jb53 Dim 13 Juil 2014 - 6:37
jb53 Dim 13 Juil 2014 - 6:37
Bonjour et merci à vous deux pour les conseils
à c.phili (Philippe) : avec ton système je ne peux pas utiliser mon tourteau, il faut une fraise à hélice, c'est çà?
J'ai vu comment savoir si la pièce est bien bloquée, on tape avec le marteau anti-rebond et on vérifie que les cales ne bouges pas.
J'ai vu la vidéo de Marc L'Ecuyer, c'est très bien expliqué et lui se sert de petits rondins de laiton pour assurer un blocage de sa pièce brute et éviter qu'elle ne bouge pendant le fraisage.
Quels outils utilisez-vous au tour pour l'alu et l'acier (HSS, carbure ou plaquettes), arrosez-vous systématiquement lorsque vous travaillez l'alu?
Encore merci de vos conseils.
A bientôt
joël
à c.phili (Philippe) : avec ton système je ne peux pas utiliser mon tourteau, il faut une fraise à hélice, c'est çà?
J'ai vu comment savoir si la pièce est bien bloquée, on tape avec le marteau anti-rebond et on vérifie que les cales ne bouges pas.
J'ai vu la vidéo de Marc L'Ecuyer, c'est très bien expliqué et lui se sert de petits rondins de laiton pour assurer un blocage de sa pièce brute et éviter qu'elle ne bouge pendant le fraisage.
Quels outils utilisez-vous au tour pour l'alu et l'acier (HSS, carbure ou plaquettes), arrosez-vous systématiquement lorsque vous travaillez l'alu?
Encore merci de vos conseils.
A bientôt
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Re: Premiers pas en fraisage de JB53
![]() c.phili Dim 13 Juil 2014 - 8:07
c.phili Dim 13 Juil 2014 - 8:07
N'importe quelle fraise classique convient du moment qu'elle soit assez longue et plus le Ø est important et mieux c'est, j'emplois en général une fraise de 20mm.
La vidéo est très bien faite.
Pour le serrage avec les petit cylindre, j'en ai un mauvais souvenir et je les ai remplacé depuis longtemps par des carré, au moins ça ne risque pas de rouler et pour moi ça marche aussi bien. Il faut dire aussi qu’à l'époque je n'avais peut-être pas l'étau qui allez vraiment bien.
Pour le tournage de l'acier, j'emplois des plaquettes carbure qui ne demande pas de lubrification parce que sinon on en fout partout.
Un tourneur de métier m'a une fois dit, "avec un bon outil, la chaleur restera dans les copeaux"
Ca n'empêchera quand même pas de chauffer la pièce et attention aux écarts de température qui jouera un grand rôle sur la précision de la pièce.
Je fais très peu d'alu et il y a pas mal de nuance, il y a des plaquettes spécifique pour ça.
La vidéo est très bien faite.
Pour le serrage avec les petit cylindre, j'en ai un mauvais souvenir et je les ai remplacé depuis longtemps par des carré, au moins ça ne risque pas de rouler et pour moi ça marche aussi bien. Il faut dire aussi qu’à l'époque je n'avais peut-être pas l'étau qui allez vraiment bien.
Pour le tournage de l'acier, j'emplois des plaquettes carbure qui ne demande pas de lubrification parce que sinon on en fout partout.
Un tourneur de métier m'a une fois dit, "avec un bon outil, la chaleur restera dans les copeaux"
Ca n'empêchera quand même pas de chauffer la pièce et attention aux écarts de température qui jouera un grand rôle sur la précision de la pièce.
Je fais très peu d'alu et il y a pas mal de nuance, il y a des plaquettes spécifique pour ça.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Premiers pas en fraisage de JB53
![]() jb53 Dim 13 Juil 2014 - 8:23
jb53 Dim 13 Juil 2014 - 8:23
Merci c.phili (Philippe)
Quand tu dis plaquette carbure, c'est plaquette soudée ou plaquette rapportée?
Quand tu achètes des outils avec des plaquettes carbure soudées, modifies-tu tes outils en leur faisant des gorges brise copeaux?
merci
joël
Quand tu dis plaquette carbure, c'est plaquette soudée ou plaquette rapportée?
Quand tu achètes des outils avec des plaquettes carbure soudées, modifies-tu tes outils en leur faisant des gorges brise copeaux?
merci
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Re: Premiers pas en fraisage de JB53
![]() c.phili Dim 13 Juil 2014 - 10:09
c.phili Dim 13 Juil 2014 - 10:09
J'emplois très peu d'outils à plaquette soudée, a vrais dire, mis a part un outil à aléser pour les petits alésages j'emplois toujours des plaquettes rapportées
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
outil carbure
![]() fab61 Dim 13 Juil 2014 - 10:44
fab61 Dim 13 Juil 2014 - 10:44
Boujou à tous, oui pour les outils à plaquette carbure brasée, il est préférable d'y faire une petite gorge brise copeau prés de l'arrête de coupe, pour usiner de l'alu elle peut être assez profonde, pour usiner de l'acier légèrement prononcée, pas trop profonde car le copeau aura tendance à coller et reboucher cette gorge, et pour usiner de l'acier très dur voir de l'acier trempé, on fait ou on prend si on a un outil avec ce que l'on appelle une coupe négative, c'est à dire que la face de coupe est plane, il y a ni gorge brise copeau ni listel, que ce soit en fraisage ou en tournage les plaquettes amovibles pour acier dur sont
planes aucun relief, il en va de même pour les plaquettes brasées.
planes aucun relief, il en va de même pour les plaquettes brasées.
fab61- acharné du forum
- Messages : 404
Points : 871
Date d'inscription : 14/10/2013
Age : 42
Localisation : Basse Normandie
Re: Premiers pas en fraisage de JB53
![]() jb53 Dim 13 Juil 2014 - 14:24
jb53 Dim 13 Juil 2014 - 14:24
merci pour les réponses.
Ce matin j'ai réparé mes plaquettes que je croyais foutues. Pas de meule verte spéciale carbure alors je me suis débrouillé avec mon affûteuse pour lame de scie circulaire et sa meule diamantée et bien çà marche très bien et je suis parvenu à leur redonner une seconde jeunesse.
Du coup, je me suis empressé de faire une pièce d'adaptation pour mettre mes lames de scie circulaire sur un porte fraise.
Pas fait de photo mais j'en ferai demain de la pièce finie.
A bientôt
joël
Ce matin j'ai réparé mes plaquettes que je croyais foutues. Pas de meule verte spéciale carbure alors je me suis débrouillé avec mon affûteuse pour lame de scie circulaire et sa meule diamantée et bien çà marche très bien et je suis parvenu à leur redonner une seconde jeunesse.
Du coup, je me suis empressé de faire une pièce d'adaptation pour mettre mes lames de scie circulaire sur un porte fraise.
Pas fait de photo mais j'en ferai demain de la pièce finie.
A bientôt
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Re: Premiers pas en fraisage de JB53
![]() dh42 Dim 13 Juil 2014 - 15:58
dh42 Dim 13 Juil 2014 - 15:58
Salut,
Pour ma part, c'est 100% pastille amovible pour les fraises au dessus de Ø25 ; en dessous de ce Ø, c'est carbure monobloc. Il n'y a bien que dans les fraises de formes que j'utilise de l'HSS (queue d’aronde, rayon/congés etc ..). et c'est parce que je n'ai que ça ..
Même chose pour l'alu, excepté que quand je peux j'utilise des pastilles spéciales pour l'alu. (un vrai plaisir)
Au carbure je ne lubrifie pas pour l'ébauche, uniquement en finition si je veux un bel état de surface. (surtout sur l'alu mou)
En tournage sur l'alu mou, je lubrifie tous le temps, sinon ça colle à la plaquette (même sans brise copeaux) et ça fait un petit "tas" d'alu à la pointe de la plaquette au bout d'un moment
Ça doit être la même petite affuteuse que moi ; effectivement avec la meule diamant ça va tous seul pour affuter les outils carbure brasés, ça rentre comme dans du beurre ; j'ai trouvé ça bien mieux que la meule verte que j'ai sur mon touret.
++
David
Quels outils utilisez-vous au tour pour l'alu et l'acier (HSS, carbure ou plaquettes), arrosez-vous systématiquement lorsque vous travaillez l'alu?
Pour ma part, c'est 100% pastille amovible pour les fraises au dessus de Ø25 ; en dessous de ce Ø, c'est carbure monobloc. Il n'y a bien que dans les fraises de formes que j'utilise de l'HSS (queue d’aronde, rayon/congés etc ..). et c'est parce que je n'ai que ça ..
Même chose pour l'alu, excepté que quand je peux j'utilise des pastilles spéciales pour l'alu. (un vrai plaisir)
Au carbure je ne lubrifie pas pour l'ébauche, uniquement en finition si je veux un bel état de surface. (surtout sur l'alu mou)
En tournage sur l'alu mou, je lubrifie tous le temps, sinon ça colle à la plaquette (même sans brise copeaux) et ça fait un petit "tas" d'alu à la pointe de la plaquette au bout d'un moment
Pas de meule verte spéciale carbure alors je me suis débrouillé avec mon affûteuse pour lame de scie circulaire et sa meule diamantée et bien çà marche très bien
Ça doit être la même petite affuteuse que moi ; effectivement avec la meule diamant ça va tous seul pour affuter les outils carbure brasés, ça rentre comme dans du beurre ; j'ai trouvé ça bien mieux que la meule verte que j'ai sur mon touret.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Premiers pas en fraisage de JB53
![]() jb53 Lun 14 Juil 2014 - 4:52
jb53 Lun 14 Juil 2014 - 4:52
Bonjour et merci David pour les réponses
Bonne continuation
joël
Bonne continuation
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Page 3 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» premiers essais avec Mach3, premiers problèmes
» Premiers pas, premiers choix et...perdu!
» Mes nouveaux tréteaux par jb53
» Mon cyclone est arrivée par jb53
» Table de soudage par jb53
» Premiers pas, premiers choix et...perdu!
» Mes nouveaux tréteaux par jb53
» Mon cyclone est arrivée par jb53
» Table de soudage par jb53
Page 3 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum