






Mes usinages / Problèmes rencontrés
Page 2 sur 11 •  1, 2, 3, ... 9, 10, 11
1, 2, 3, ... 9, 10, 11 

 Re: Mes usinages / Problèmes rencontrés
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mar 10 Juin 2014 - 22:20
juleo68 Mar 10 Juin 2014 - 22:20
Petit retour d'info...aujourd'hui j'ai refait un test d'usinage avec mes petit cochons...j'ai donc refait un GC avec des paramètres d'avance plus bas, j'ai calé sur 700mm/mn et 1mm en passe, c'est quand même plus long mais plus de bug
juleo68- complétement accro

- Messages : 978
Date d'inscription : 13/07/2013

Re: Mes usinages / Problèmes rencontrés
![]() michel.be Mar 10 Juin 2014 - 22:28
michel.be Mar 10 Juin 2014 - 22:28
Bon je sais j'ai pas encore terminé et pour le moment c'est même au point mort ... pourtant j'ai tout pour terminer ...
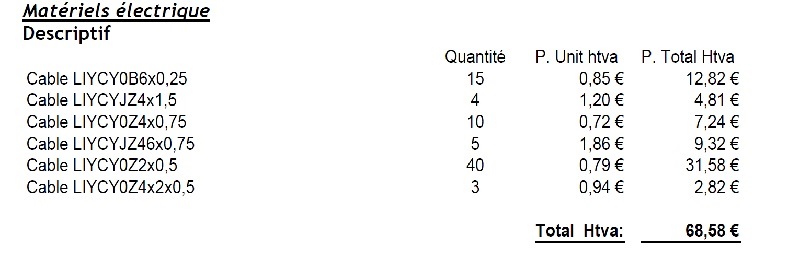
De mon c^té, j'ai dès de départ commandé du câble blindé et honnêtement je trouve que pour le prix et les risques en moins, ça en vallait la peine ...
voici ce que je répondais sur mon poste ...
michel.be a écrit:Salut,
je m'en sorts plutôt bien avec les câbles ... je suis passé par un électricien spécialisé en alarme et domotique. J'ai juste attendu un peu qu'il commande des trucs pour lui ... pour ce qui est de Sorotec j'ai commandé 2/3 trucs mais pas de câble ...
en plus j'ai eu le tout à la découpe et facturé donc je peux déduire la tva ... ce qui est plus délicat en international pour la compta.
la liste et le prix
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mar 10 Juin 2014 - 22:40
dh42 Mar 10 Juin 2014 - 22:40
De mémoire, sur mon ID, 800 mm/min c'est la V maxi que je pouvais atteindre en rapide, et à condition de ne pas envoyer la table trop en arrière ; car la longueur de tige fileté qui se trouve "dans" le vide lorsque l'écrou est proche du moteur, du fait qu'il n'y ai pas de palier en bout fait du ballant et ça bloque le moteur.
En V d'usinage fiable, je devais tourner à 600 mm/min il me semble, ce qui fait 400 tr/min pour le moteur avec du pas de 1.5.... Comme par hasard, la même vitesse que sur la BZT (en tours moteur) si je veux une bonne fiabilité ... mais avec du pas de 10, ça fait du 4000 mm/min !
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Jeu 12 Juin 2014 - 20:57
juleo68 Jeu 12 Juin 2014 - 20:57
dh42 a écrit:Salut,
De mémoire, sur mon ID, 800 mm/min c'est la V maxi que je pouvais atteindre en rapide, et à condition de ne pas envoyer la table trop en arrière ; car la longueur de tige fileté qui se trouve "dans" le vide lorsque l'écrou est proche du moteur, du fait qu'il n'y ai pas de palier en bout fait du ballant et ça bloque le moteur.
En V d'usinage fiable, je devais tourner à 600 mm/min il me semble, ce qui fait 400 tr/min pour le moteur avec du pas de 1.5.... Comme par hasard, la même vitesse que sur la BZT (en tours moteur) si je veux une bonne fiabilité ... mais avec du pas de 10, ça fait du 4000 mm/min !
++
David
Tu as sans doute raison, vaut mieux y aller cool avec la petite...la preuve, mes petite cochons sont terminés...


Si le fichier Cambam ou le G-code vous intéresse --> MP avec votre mail.

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Jeu 19 Juin 2014 - 20:47
juleo68 Jeu 19 Juin 2014 - 20:47
Pour usiner il faut des brides...je m'en suis donc fait avec la CN bien sur et de trois tailles différente en Multiplis!
En plus cela m'a permis d'utiliser mon étau...et j'en suis très content
Usinage de la rainure

La feuillure d'appuis

Le biais qui permet un bon dégagement



Et en situation...le serrage est vraiment très bon et les brides ne se déforme pratiquement pas.

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Sam 28 Juin 2014 - 16:48
juleo68 Sam 28 Juin 2014 - 16:48
L'heure de ma première pièce un peu complexe (pour moi
J'ai donc besoin de créer cette pièce dans un feuille d'alu 2024T3 de 5mm d'épaisseur, le dessin sous CB est fait ainsi que le GC mais pour ne pas bruler les étapes et casser mes fraises, je ferais l'essai sur du MDF de 5mm histoire de confirmer si mon GC est correcte!
Ma pièce

Mon GC comporte plusieurs OP ainsi que des changements d'outil, et c'est là que je commence a galérer...

Lorsque je lance le CG sous M3 la première OP de perçage se passe très bien, ensuite pour l'OP de perçage suivante j'ai besoin de changer de fraise mais après la première OP la broche fait une toute petite pose (moteur tournant) et repart...alors qu'elle devrait se mettre en pause pour que je puisse changer d'outil, j'ai pourtant bien mis "Numéro d'outil" sur "1"
Pour le moment je ne préfère pas aller plus loin tant que ce "changement d'outil" n'est pas acquis!
M3 est aussi ok au niveau du changement d'outil

Sans doute un truc que je zappe...
J'ai joint les fichiers GC et CB pour plus de compréhension...merci.
Dernière édition par juleo68 le Sam 25 Avr 2020 - 8:50, édité 1 fois
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Sam 28 Juin 2014 - 17:50
dh42 Sam 28 Juin 2014 - 17:50
Comme déjà dit, si tu veux un changement d'outil tu dois mettre de n° d'outils différents.
Par exemple
percage 1 Outil foret Ø4 -> N°4
percage 2 Outil foret Ø4.4 -> N°5
percage 3 Outil foret Ø5.4 -> N°6
contours 1 et 2 même outil fraise Ø1 -> N°1
contours 3,4 et 5 même outil fraise Ø4 -> N°2
contours 6 et 7 même outil fraise Ø6 -> N°8
Soit 6 changements d'outils au total .... il serait peut être judicieux d'optimiser ... (par exemple, faire les trous en fraisage en spirale avec la même fraise ; fraise de 4 utilisée en percage pour le premier, et perçage en spirale pour les 2 autres)
Il serait aussi plus judicieux de ne découper le contour (5) extérieur qu'après avoir fait le surfaçage des 2 bouts, sinon ta pièce risque de se barrer.
Je pense que contour 7 n'est pas du bon coté, ça surface vers l'intérieur de la pièce.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Sam 28 Juin 2014 - 18:02
juleo68 Sam 28 Juin 2014 - 18:02
Mais quand tu dis;
"percage 1 Outil foret Ø4 -> N°4"
Je comprends bien l'opération "Perçage 1" avec un foret de dia.4, mais d’où sort le "N°4"
Parce que moi quand je vais dans "Numéro d'outil" je ne trouve pas de "N°4...dois-je dans un premier temps configurer ma bibliothèques d'outil ?
Je crois que je n'ai pas tout compris là!
Je fais aussi des OP de perçage parce que je possède des forets CN de différente tailles...c'est sur que je peux largement optimiser mon GC...je vais corriger toutes ces petites erreurs!
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Sam 28 Juin 2014 - 18:13
dh42 Sam 28 Juin 2014 - 18:13
Si tu n'utilise pas de biblio d'outils, tu met simplement le n° que tu veux dans la case N° d'outil. (sauf 0)
Attention:
- Tu peux parfaitement donner des N° différents à des outils de Ø / forme identiques (par exemple pour forcer un changement d'outil qui n'en est pas un, pour retourner la pièce, bouger une bride etc ...)
- par contre 2 outils ayant le même numéro DOIVENT avoir un Ø identique, sinon CB te mettra un message d'erreur dans la fenêtre du bas lors de la création du Gcode. (par contre attention, il ne teste pas si la forme d'outil est la même).
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Sam 28 Juin 2014 - 18:49
juleo68 Sam 28 Juin 2014 - 18:49
dh42 a écrit:Re
Si tu n'utilise pas de biblio d'outils, tu met simplement le n° que tu veux dans la case N° d'outil. (sauf 0)
Attention:
- Tu peux parfaitement donner des N° différents à des outils de Ø / forme identiques (par exemple pour forcer un changement d'outil qui n'en est pas un, pour retourner la pièce, bouger une bride etc ...)
- par contre 2 outils ayant le même numéro DOIVENT avoir un Ø identique, sinon CB te mettra un message d'erreur dans la fenêtre du bas lors de la création du Gcode. (par contre attention, il ne teste pas si la forme d'outil est la même).
++
David
Je pense avoir compris...dis moi si je me trompe!
-Si je veux "activer" un changement d'outil je mets "1" ou tout autre chiffre ou nombre mais pas "0"...
-Si j'ai plusieurs changements d'outil, je ne pourrais mettre la valeur "1" (pour exemple) que sur un outil de Ø 4 (pour exemple), si j'ai un outil de Ø 4.4 (pour exemple) je ne pourrait plus mettre "1" mais "2" ou autre a cause du conflit dans CB...et ainsi de suite?
Je suppose donc que mon erreur sous M3 venait d'un conflit du au GC?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Sam 28 Juin 2014 - 19:21
dh42 Sam 28 Juin 2014 - 19:21
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Sam 28 Juin 2014 - 20:45
juleo68 Sam 28 Juin 2014 - 20:45
Finalement je comprend vite quand on m'explique longtemps...
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mar 1 Juil 2014 - 20:32
juleo68 Mar 1 Juil 2014 - 20:32
Je reviens avec mon GC, maintenant il a l'air ok...du moins cela ressemble a ce que j'aimerais faire!

J'ai bien fait attention aux changements d'outil...et ce soir, essais de mon GC sur une pièce de MDF de 5mm, j'ai donc toute ces OP d'usinage a réaliser

Alors aucun problème jusqu’à ce que j'arrive au 'Contour 5", en principe au bout de l'OP "Contour 4" un changement d'outil est demandé, hors le programme a continué...je mets en pose et je regarde dans CB si je n'ai pas fait une boulette...apparemment non!
En bref, après l'usinage des 4 petit slots que je fais avec une fraise de Ø4 et en fin d'OP je demande un changement d'outil pour mettre une fraise de Ø6, mais le programme ne s'est pas arrêté, y a surement un truc qui cloche mais je ne vois ou?
C'est vraiment con ce qu'il m'arrive...c'était tellement bien parti
Je joins le fichier au cas ou?
Merci
Dernière édition par juleo68 le Sam 25 Avr 2020 - 8:50, édité 1 fois
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mar 1 Juil 2014 - 20:50
dh42 Mar 1 Juil 2014 - 20:50
Grosse pagaille dans les n° d'outil.
perçage 1 et 3 utilisent le même n° d'outil alors qu'ils sont différents (foret de 5.4 et de 4)
contour 1,2 et 3 outil n°0, pas bon, ça désactive les changements d'outil, ne pas utiliser le 0.
contour 4, n° OK, mais c'est le même outil que 1,2 et 3 donc de 1 à 4 tu devrais tout avoir avec le n°4
contour5 N° outil : 0 (pas bon, ne pas utiliser le 0)
contour6 N° outil : 2, pas bon, tu utilise déja le n°2 pour ton foret de 4.4 utiliser un autre n°, et le même que pour contour 5 vu que c'est le même outil.
conntour7 ; encore un n°0 utiliser le même que pour les autres op qui utilisent la même fraise (1,2,3,4)
tu devrais t'intéresser aux biblio d'outil, ça t'éviterais toute ces complications.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/ToolLibrary.htm
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mar 1 Juil 2014 - 21:05
juleo68 Mar 1 Juil 2014 - 21:05
Oui je crois en fait que cela serait la meilleure solution, je viens de suivre ton lien, je vais déjà faire l'essai pour créer un outil et bien comprendre sont format!
Je vais quand même y arriver un jour non?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mar 1 Juil 2014 - 21:17
dh42 Mar 1 Juil 2014 - 21:17
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mer 2 Juil 2014 - 6:57
juleo68 Mer 2 Juil 2014 - 6:57
dh42 a écrit:Je suis en train de préparer un "kit" avec une biblio d'outil avec les infos pour CutViewer ainsi que les post pro appropriés pour les utiliser en auto (avec des couleurs d'outils;)) pour Mach et LinuxCNC ... la bibilo est prète, il ne me reste qu'à faire les PP
++
David
Ha sympa ça!
J'ai regarder cela de plus près et ça a l'air de fonctionner...
Sinon une question. A propos de M3, est'il possible de reprendre un programme à la ligne de mon choix, je pense que oui, mais moi je n'y arrive pas, si je sélectionne une ligne du Gc dans M3 le programme continu bien, mais broche ne se lance pas...si quelqu'un pouvait m'éclairer ?
Merci
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mer 2 Juil 2014 - 20:30
dh42 Mer 2 Juil 2014 - 20:30
Réponse iciA propos de M3, est'il possible de reprendre un programme à la ligne de mon choix
http://forum.id-conception.fr/viewtopic.php?f=24&t=543&sid=2366f517bb03ba6f07d40ffce9e8592e
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mer 2 Juil 2014 - 22:08
juleo68 Mer 2 Juil 2014 - 22:08
Je ferais un essais demain.
En tout cas en créent cette pièce, j'ai bien compris le système des "attaches" et le "perçage" avec les incréments de débourrage et tout ce qui va avec...ça c'est déjà positif!
Me reste encore a assimiler le changement d'outil...

@+
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mer 2 Juil 2014 - 22:29
dh42 Mer 2 Juil 2014 - 22:29
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mer 2 Juil 2014 - 22:32
juleo68 Mer 2 Juil 2014 - 22:32
dh42 a écrit:Tu à vu que pour la broche il y a une case à cocher dans la fenêtre ? (Start spindle)
++
David
Oui...c'était bien coché...ensuite j'ai fais "ok" et puis après...ben je sais plus
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mer 2 Juil 2014 - 22:47
dh42 Mer 2 Juil 2014 - 22:47
Ce qui le perturbe peut être, c'est qu'il doit remonter au Z de sécurité, mais comme tu n'a pas de référencement la valeur de sécurité en question peut être dans les choux ..
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Ven 4 Juil 2014 - 18:40
juleo68 Ven 4 Juil 2014 - 18:40
Avant de continuer, j'ai dans un premier temps créer une petite bibliothèque d'outils...c'est assez simple a faire...après dans la pratique je verrais!
Suite a ça, je repasse au peigne fin mon GC en regardant de plus près le changement d'outil sous CB et un truc n'est pas clair, lorsque je clic sur "N° d'outil" il apparait dans le bas un petit pense bête avec ceci!

Il est écrit, "Utilisé pour identifier l'outil en cours"...si je programme un changement d'outil, c'est pour l'op a venir et non en cours non
Désolé de poser toute ces questions mais j'aime bien comprendre ce que je fais!
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Ven 4 Juil 2014 - 18:58
dh42 Ven 4 Juil 2014 - 18:58
Il est écrit, "Utilisé pour identifier l'outil en cours"...si je programme un changement d'outil
Le n° identifie bien l'outil qui est en cours d'utilisation dans l'opération courante et pas une autre
Je ne vois pas vraiment ce qui te bloque sur ces n° d'outil ; ça n'a rien de compliqué ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Ven 4 Juil 2014 - 20:19
juleo68 Ven 4 Juil 2014 - 20:19
dh42 a écrit:Salut,Le n° identifie bien l'outil qui est en cours d'utilisation dans l'opération courante et pas une autreIl est écrit, "Utilisé pour identifier l'outil en cours"...si je programme un changement d'outil, et tu ne programme pas vraiment un changement d'outil ; le TnM6 est mis par CB en début d'opération si c'est nécessaire, donc uniquement si le n° d'outil n'est plus le même que sur l'opération précédente.
Je ne vois pas vraiment ce qui te bloque sur ces n° d'outil ; ça n'a rien de compliqué ..
++
David
Merci David...en fait, je comprenais que l'action "Numéro d'outil" activait au sens propre une action de changement d'outil, hors comme je comprends ce que tu me dis, c'est la différence des données (outil) entre deux OP qui génère un changement d'outil lors de l'édition du GC par CB...
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Ven 4 Juil 2014 - 20:52
dh42 Ven 4 Juil 2014 - 20:52
c'est la différence des données (outil) entre deux OP qui génère un changement d'outil lors de l'édition du GC par CB...
Tout à fait ; si mes souvenirs des détails fournis par Andy sont exacts, en fait c'est même le post processeur qui ajoute le changements d'outils, ainsi que les déplacements entre opérations au Gcode produit par les op d'usinage.
Sauf erreur de ma part, le process est le suivant.
Pour chaque opération d'usinage: (op)
1 - génération des parcours d'outil bruts pour une op à partir du tracé associé et et des paramètres renseignés dans l'op.
2 - lancement de l'optimiseur qui vas déterminer l'ordre des opérations en fonction: des pt de départ d'usinages, du plus court chemin entre l'usinage en cours et le suivant, de l'ordre d'usinage demandé, du sens d'usinage .... (dans une même op)
3 - les pt de départ sur les parcours d'outil ayant été définis par l'optimiseur, modification des parcours pour y insérer les entrées/sorties de la matière si il y a lieu au points de départ et de fin des trajectoires.
4 - génération du Gcode ISO pour cette opération (et mise en mémoire) .. et on fait de même pour toutes les autres op.
----
Une fois le Gcode ISO de toutes les op fait:
5 - création du Gcode complet par le post processeur ; il vas déterminer les mouvement d'outils (en rapide) entre les opérations en fonction de la dernière position de l'outil et du plan de dégagement demandé dans l'op suivante, ajouter les changement d'outil si changement de n° d'outil entre l'opération précédente et la suivante, et faire le formatage du Gcode pour un contrôleur donné (Mach3 par exemple) afin de faire correspondre les codes ISO de Cambam avec les codes spécifiques utilisés par le contrôleur sélectionné (syntaxe du langage) et éventuellement y ajouter d'autre infos (comme par exemple les infos pour CV, la numérotation des lignes ... etc )
6 - Si utilisée, une dernière opération peut encore être effectuée automatiquement par une routine (un programme) externe à CB (commande de post traitement) qui consiste à modifier directement le texte du Gcode final lui même, afin d'y faire des traitements impossibles à faire via le post processeur lui même.
Un exemple de problème qui ne peut pas être solutionné par le post pro, mais qui peut l'être par post traitement du Gcode produit par CB
http://www.usinages.com/cambam/petite-aide-pour-mon-cree-mon-post-pro-t66475.html#p729761
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 2 sur 11 • 1, 2, 3, ... 9, 10, 11

 Sujets similaires
Sujets similaires» Gare aux traductions
» usinages ???
» Quelques usinages ...
» "usinages " ne répond plus