






CNC BZT PF 750P
Page 4 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6 

 Re: CNC BZT PF 750P
Re: CNC BZT PF 750P
![]() Totem Ven 2 Mar 2012 - 11:34
Totem Ven 2 Mar 2012 - 11:34
Par contre, dommage que tu n'ais pas pris la version avec les vis à billes, c'est plus rapide et plus fluide!
++ Lionel
Totem- complétement accro

- Messages : 4033
Date d'inscription : 23/12/2011

Re: CNC BZT PF 750P
![]() dh42 Ven 2 Mar 2012 - 15:24
dh42 Ven 2 Mar 2012 - 15:24
Plus qu'à la mettre en service
N'hésite pas à ouvrir un nouveau sujet ; il serait intéressant de comparer les 2 machines ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC BZT PF 750P
![]() dh42 Mar 6 Mar 2012 - 20:49
dh42 Mar 6 Mar 2012 - 20:49
Petits travaux d'entretien sur mon axe Z ; suite à une perte de pas et une pièce tuée (paix à son âme
Une image prise lorsque la machine était neuve, pour s'y retrouver dans la suite des photos.

Donc démontage et nettoyage.
Dépose de la partie supérieure avec le moteur, la vis à bille et son écrou.


La partie mobile avec les douilles laitons de guidage.

la partie basse avec le roulement de la vis à bille.

L'écrou

Après nettoyage, le glissement est redevenu correct, mais un huilage à l'huile moteur le rend dur ... re- nettoyage et huilage à la vaseline ... c'est nettement mieux.
J'ai aussi décidé de virer le grand carter qui m’empêche de nettoyer quoi que ce soit sur le Z sans tout démonter
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() Totem Mar 6 Mar 2012 - 20:57
Totem Mar 6 Mar 2012 - 20:57
J'ai aussi décidé de virer le grand carter qui m’empêche de nettoyer quoi que ce soit sur le Z sans tout démonter
Ah tout de même, c'est le 1er truc auquel j'avais pensé quand j'ai vu ta machine neuve

Je vois que tu as des vis à billes ISEL, c'est du très bon matos
décidément, ces BZT ont une finition et un équipement impressionnant... dommage qu'elles ne soient pas construites avec des rails prismatiques, ça en ferait des machines parfaites
++ Lionel

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC BZT PF 750P
![]() dh42 Mar 6 Mar 2012 - 21:33
dh42 Mar 6 Mar 2012 - 21:33
Totem a écrit:
... dommage qu'elles ne soient pas construites avec des rails prismatiques, ça en ferait des machines parfaites
++ Lionel
Oh il y en a, mais ce n'est pas le même tarif
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() Totem Mar 6 Mar 2012 - 22:00
Totem Mar 6 Mar 2012 - 22:00
Oh il y en a, mais ce n'est pas le même tarif
Je sais bien, mais seulement dans les gammes acier hors de prix comme celle d’Éric, moi je trouve que pour usiner des matériaux tendres, une machine construite comme la tienne avec des rails prismatiques ce serait bien sympa
ceci dit ça doit pouvoir se rajouter par la suite
ça va pas être évident, à mon avis faire une autre machine serait plus simple encore
je préférerais une machine beaucoup plus lourde.
Faut numériser la Z1

a part ça, si tu part comme moi sur de l'étiré et de l'UPN pour la "charpente" ça te reviendra pas si cher que ça, d'autant plus que tu as pas besoin de "bidouiller" pour l'équerrage et surtout pour les plans de portées de rails, tu passes un coup de fraiseuse dessus et c'est réglé au 1/100
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC BZT PF 750P
![]() dh42 Mar 6 Mar 2012 - 22:09
dh42 Mar 6 Mar 2012 - 22:09
La solution pour avoir une machine rigide serait que je la taille dans la masse dans mes rochers
il y en a bien qui font des bâtis granit-époxy, moi ce serait pur granit .. !++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() Totem Mar 6 Mar 2012 - 22:18
Totem Mar 6 Mar 2012 - 22:18
mais moyens ou pas il faudrait quand même que je pousse un mur, éternel problème.
Ah oui pareil chez moi, quand je pense que cet été je vais rentrer un tour de 660 d'EP! je ne sais pas ou je vais mettre le reste
Ah ! si j'avais les moyens,
facile à dire ça, si j'avais les moyens moi non plus je l'aurait pas fait comme ça ma CN
Cela dit je trouve que pour ce qu'elle m'a couté, je n'ai pas trop à me plaindre
mais j'ai quand même conçu le châssis de manière à pouvoir y caser des rails prismatiques, sait-on jamais... :siffle2:
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC BZT PF 750P
![]() Le Canayien Mer 7 Mar 2012 - 3:17
Le Canayien Mer 7 Mar 2012 - 3:17
dh42 a écrit:Ah ! si j'avais les moyens, l'idée serait de faire un bébé Z1 CNc ...
++
David
Bonjour David !
Que veut tu dire par Z1 CNc ?

Le Canayien- acharné du forum

- Messages : 570
Points : 824
Date d'inscription : 08/08/2011
Age : 72
Localisation : Boucherville, Province de Québec, Canada


Antoine- complétement accro
- Messages : 2191
Points : 5302
Date d'inscription : 28/06/2011
Age : 29
Localisation : Ille et Vilaine
Le Canayien- acharné du forum
- Messages : 570
Points : 824
Date d'inscription : 08/08/2011
Age : 72
Localisation : Boucherville, Province de Québec, Canada
Re: CNC BZT PF 750P
![]() dh42 Jeu 19 Avr 2012 - 18:48
dh42 Jeu 19 Avr 2012 - 18:48
Un petit lien vers un accessoire d'aspiration pour cette machine.
http://www.metabricoleur.com/t2192-systeme-d-aspiration-pour-cn
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Mar 21 Aoû 2012 - 13:37
dh42 Mar 21 Aoû 2012 - 13:37
Un petit up de ce post afin de demander quelques avis
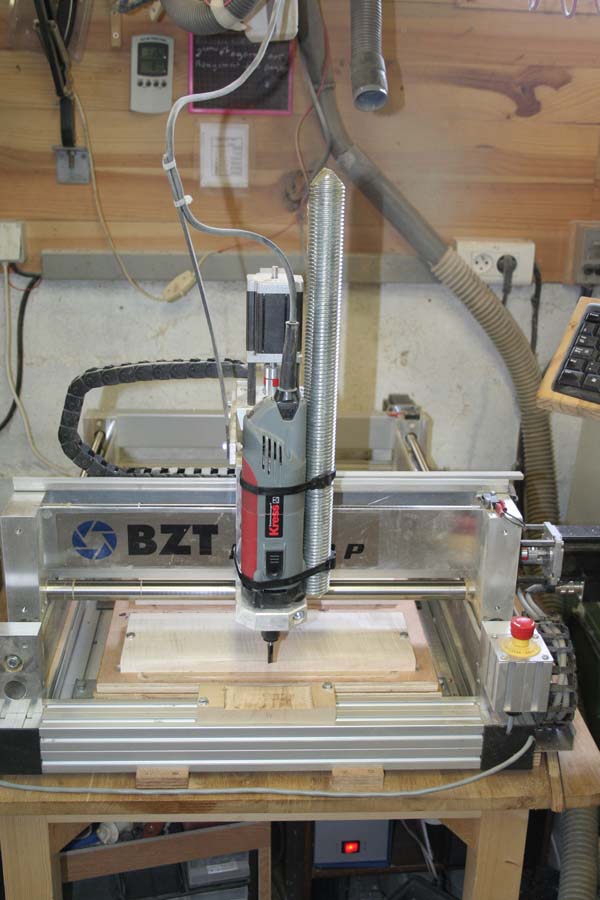
Des contraintes de production me font envisager le remplacement de la Kress par une broche sans charbons de ce modèle.
Broche HF ER20
Le soucis étant que la Kress est utilisée à fond de train 8h /j avec des passes allant jusqu'à 11mm à 3000 mm/min avec une fraise de 8 dans du bois dur (25000 tr) ; en 15j elle m'a bouffé un jeu de charbons, et je crains pour sa durée de vie car c'est loin d'être fini, il y a encore des mois d'usinage ... (ça dépote environ 100L de copeaux/j)
La bête pèse dans les 4.5Kg au lieu des 1.7 Kg de la Kress, et IronWood déconseille le montage d'une broche si lourde sur cette petite machine. Mais je ne sais pas trop comment résoudre le problème posé. (sans changer de machine, je précise
J'ai fait quelques essais avec un poids de 4Kg pour voir un peu ce qui se passait.
Premier test: Flexion
Flexion de l'ensemble dans les plus mauvaises conditions, c.a.d au milieu de la course des barres guide et en bout de porte outil.

En charge avec la Kress.

En charge avec une "broche" de 4Kg ; c'est un peu moins que le poids de la broche, mais par contre la fraise qui me sert de poids et nettement en porte à faux vers l'avant.

et cette fois ci, toujours en bout de porte outil, mais en condition de flexion minimum des barres (en position "home", en fait)

Un test de la flexion du porte outil lui même (qui sera différent avec la broche 1500W)
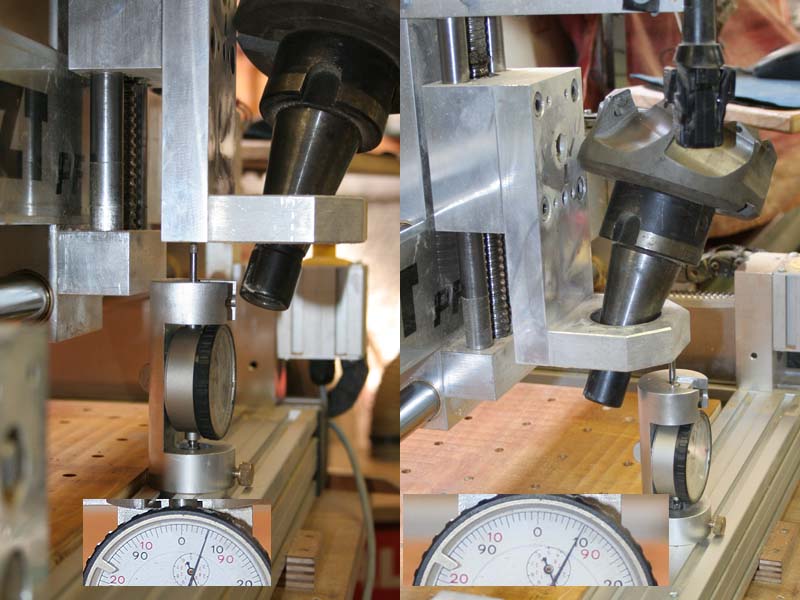
Et une image à comparer à la 2ieme de ce post, la flexion avec la Kress, mais pas en bout de porte outil comme sur la 2ieme image.

Et pour finir, j'ai simplement posé cette fraise de 6Kg sur la table à coté du comparateur, 15mm de table alu, soutenue par dessous + 45mm de martyre ... et pourtant ça bouge ... la table "s'enfonce" de 2/100 ieme.

Deuxième test: perte de pas, échauffement moteur.
Ici pas de photos, j'ai lancé plusieurs Gcode existants avec opérations de perçage avec débourrage, gravure etc , histoire de titiller le Z.
Je n'ai pas utilisé le système de mesure de perte de pas de Mach, étant donné qu'il est dépendant de la précision des contacts "home", qui reste incertaine. J'ai fait ça au comparateur, en venant repositionner mon Z sur le comparateur une fois les programme terminés ... résultat, pas la moindre perte de pas après une bonne trentaine de minutes de test, comparateur à 0 pile
Le moteur du Z chauffe un peu plus que d'habitude, mais toujours nettement moins que les 2 autres ; d'ailleurs à ce sujet il semble que l'échauffement soit directement lié à la vitesse de déplacement, donc à la V de rotation du moteur.
Étant donné que les séries PFE en acier, qui ont un Z bien plus lourd utilisent le même moteur et le même pas de vis sur le Z (5), ça ne devrait donc pas poser de problème à ce niveau, mais il est plus difficile de trancher en ce qui concerne la flexion.
Si je dois changer de Kress tous les mois, c'est pas cool ... et si la machine s'effondre sous le poids de la broche c'est pas cool non plus
Je suis preneur de tout avis éclairé sur la question, sachant que je travaille uniquement le bois et que la précision utile tourne plus autour du 1/10 que du 1/100 ....
Voila, toutes ces mesures ont pour but de savoir exactement de quoi on parle, car j'ai eu pas mal d'avis différents sur le sujet et il est difficile de trancher
C'est Ordinerf qui vas être content, je vais pouvoir prendre ses hamsters en pension
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() J-Max.fr Mar 21 Aoû 2012 - 14:58
J-Max.fr Mar 21 Aoû 2012 - 14:58
Chaque machine à ses limites, la machine ultime est une utopie.
Effectivement la Kress bouffe des charbons en utilisation intensive,
la 2e étape, ce sont les roulements, puis le régulateur.
Il y a des pages sur les forums là dessus.
La bonne nouvelle est que tout est disponible et pour pas trop cher.
A la limite tu change les roulements et les charbons et tu la revends, il y aura toujours des amateurs.
Niveau moteurs, c'est là que l'on voit les limites des Nema 23.
Mais une fois encore, il n'est pas question de remettre en question la machine,
même si elle n'a rien d'une machine de production.
Comme la Kress elle aura ses pièces d'usure (douilles, moteurs...).
Plusieurs pistes pour toi :
La première, d'abord penser à monter un deuxième collet pour maintenir la broche, cela limitera un peu la flexion.
Deuxièmenent la suhner de 1500w pèse beaucoup moins (2.9kg) et est moins chère.
Par ailleurs, elle prend 5.000 tours de plus.
Ensuite, je sais que tu avais abandonné le système de broche chinoise à refroidissement liquide,
mais peut-être faudrait-il reconsidérer en matière de machine de production.
Une 1500w pèse dans les 3kg une fois remplie. Elle est aussi plus silencieuse et plus durable.
Enfin, des outils de coupe de haute qualité peuvent réduire les contraintes en coupe,
et aussi permettre de descendre en diamètre, de monter en vitesse.
Au moins c'est une machine (sur)exploitée ! Bonne chance pour la suite
++JM

J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC BZT PF 750P
![]() dh42 Mar 21 Aoû 2012 - 16:21
dh42 Mar 21 Aoû 2012 - 16:21
Pour la Sunher, le pb est le même, c'est une machine à charbon (et je veux une électrique
 )
)Pour la broche Chinoise 1500W liquide, elle fait 3.8Kg (la version en Ø 80) et c'est du ER11, donc pince de 8 maxi, pas glop, je veux que ça monte à 10 et je n'ai pas le temps de bidouiller tout le bazars du refroidissement liquide.
Pour celle de chez IW, la galère ça va être de la fixer sur le Z ; elle se fixe par l'arrière ... il va falloir que je la modélise pour voir si j'arriverais à la monter. (par contre c'est certainement plus rigide que le système à collet)
Pour les fraises, j'utilise des Fish ou CMT ; les Fish on l'air vraiment très bien, sauf que j'ai une fraise de 8 qui a cassé au bout de 5min sans raison apparente, alors que l'autre m'a fait des dizaines de pièces sans histoire.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() Totem Mar 21 Aoû 2012 - 17:44
Totem Mar 21 Aoû 2012 - 17:44
A ta place, je prendrais une 1500w air chinoise, elles sont en ER16 et me semble t-il, tu as déjà toutes les pinces er16!
Par contre elle est nettement plus bruyante que la version à eau, mais en comparaison avec la Kress, il n'y a pas photo...
Pour la Suhner, c'est bien parce que c'est la broche la moins chère capable d'usiner de l'acier en amateur, mais pour faire de la production dans du bois, elle n'est pas du tout à sa place!
Pour les fraises, regardes Onsrud ou Festool... ça coupe autrement, mais il faut y mettre le prix!
Pour le poids, ce n'est pas pour le moteur du Z qu'il faut s'inquiéter, lui arrivera à suivre quoi qu'il arrive... D'ailleurs je crois avoir vu sur un forum quelqu'un avec une 2.2kw à eau sur cette machine, comme quoi!
En revanche, il faudra penser à réduire l'accélération sur les deux autres axes :/
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC BZT PF 750P
![]() bob47 Mar 21 Aoû 2012 - 18:38
bob47 Mar 21 Aoû 2012 - 18:38
Je vient de recevoir la mienne elle est en ER16
donc pinces de 1 a 10 mm
14 jours de délais douane 30 roros
livrée avec une pince de 6
ne pas faire comme moi
http://www.ebay.com/itm/220V-1-5KW-WATER-COOLED-SPINDLE-MOTOR-ER16-VFD-DRIVE-INVERTER-/180905444532?_trksid=p5197.m1992&_trkparms=aid%3D111000%26algo%3DREC.CURRENT%26ao%3D1%26asc%3D14%26meid%3D719875587988362423%26pid%3D100015%26prg%3D1006%26rk%3D3%26
bob 47

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: CNC BZT PF 750P
![]() dh42 Mar 21 Aoû 2012 - 19:42
dh42 Mar 21 Aoû 2012 - 19:42
Je viens de faire 4 pièces, dont une chiadée avec pas mal d'allez/retour en Z (40 min d'usinage pour cette pièce) avec un bout de tige fileté pour lester l'ensemble ( +3070gr), donc 4.7 kg avec la Kress, et pas de problème particulier.
Ça vibre même un peu moins ....
Ce que je ne pige pas, c'est que le moteur du X chauffe nettement plus que les 2 autres ; je tourne à 45° pour le Z et le Y, et 60° pour le X, en très peu de temps (il fait 33° dans l'atelier) ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() J-Max.fr Mar 21 Aoû 2012 - 21:54
J-Max.fr Mar 21 Aoû 2012 - 21:54
Si la machine vibre moins avec plus de poids, c'est symptomatique d'un manque de rigidité.
Regarde s'il n'est pas temps de resserrer un peu tout ça
Dis David, je ne peux pas croire qu'un gars comme toi recule devant deux tuyaux et une pompe d'aquarium...
N'est-ce pas plutôt le brochage de l'inverter qui te rebute ?
Sinon, je confirme que l'on trouve bien des broches en ER16 et même ER20,
et que le poids d'une 1500w n'excède pas 3kg, et une 2200w 3.2kg.
Mais si ton choix est fait, cela importe peu.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC BZT PF 750P
![]() dh42 Mar 21 Aoû 2012 - 23:24
dh42 Mar 21 Aoû 2012 - 23:24
J-Max.fr a écrit:Bonsoir,
Si la machine vibre moins avec plus de poids, c'est symptomatique d'un manque de rigidité.
Regarde s'il n'est pas temps de resserrer un peu tout ça
c'est le porte outil lui même qui vibre (moins que l'original quand même), il n'y a rien de desserré, c'est dût à sa conception.
Dis David, je ne peux pas croire qu'un gars comme toi recule devant deux tuyaux et une pompe d'aquarium...
N'est-ce pas plutôt le brochage de l'inverter qui te rebute ?
Non,non, pas du tout, c'est juste que je ne veux pas m'emm** avec un tas de tuyaux en plus, car il est fréquent que je démonte la broche pour mettre un autre outil .... et puis, il y a un inverter aussi sur celle de mon lien
Sinon, je confirme que l'on trouve bien des broches en ER16 et même ER20,
et que le poids d'une 1500w n'excède pas 3kg, et une 2200w 3.2kg.
Mais si ton choix est fait, cela importe peu.
Non justement le choix n'est pas fait et c'est le but de ce post, trouver plus approprié.
Un lien serait bien
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() J-Max.fr Mer 22 Aoû 2012 - 10:44
J-Max.fr Mer 22 Aoû 2012 - 10:44
Voici pour la 1,5Kw ER16 : 2.5kg
En revanche, certains modèles tout inox peuvent peser plus lourd en effet.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC BZT PF 750P
![]() dh42 Mer 22 Aoû 2012 - 11:23
dh42 Mer 22 Aoû 2012 - 11:23
Merci pour le lien ... par contre j'ai un gros doute, car si tu regarde les descriptions techniques, que ce soit une broche seule 1500w ou avec inverter, une 800w , une 3Kw ou un simple porte outil Ø 80 .... tout est à 2.5 Kg !! je ne me fierais donc pas trop aux valeurs données.
En tout cas, l'autre problème c'est la fixation sur la machine ; le bloc du Z ne fait que 80 de large par 70 de haut, et pour y mettre CA, c'est pas simple
Un "détail" difficile à régler ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() J-Max.fr Mer 22 Aoû 2012 - 12:08
J-Max.fr Mer 22 Aoû 2012 - 12:08
C'est vrai que tant qu'on a pas la machine dans les mains, on est sûr de rien avec les chinois.
J'en avais trouvé une autre sur Ebay hier à 2.9kg, mais je ne la retrouve plus.
Mais bon, ça ne prouve rien.
Au niveau du support, je ne suis pas inquiet.
Bien entendu, il faut le faire soi même, pour la meilleure fixation adaptée et çà la broche, et au support.
c'est un jeu d'entant pour tout talentueux possesseur de CNC tel que toi
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC BZT PF 750P
![]() dh42 Mer 22 Aoû 2012 - 13:28
dh42 Mer 22 Aoû 2012 - 13:28
Le pb n'est pas de "faire" le support, il y a déjà longtemps qu'il est dessiné ... le problème est de savoir à l'avance comment ça se comportera.
Comme tu peux voir sur le dessin, les possibilités de fixation sont limitées, et le "collier" n'aura que 40 mm de hauteur de serrage ... je ne vois pas comment faire autrement
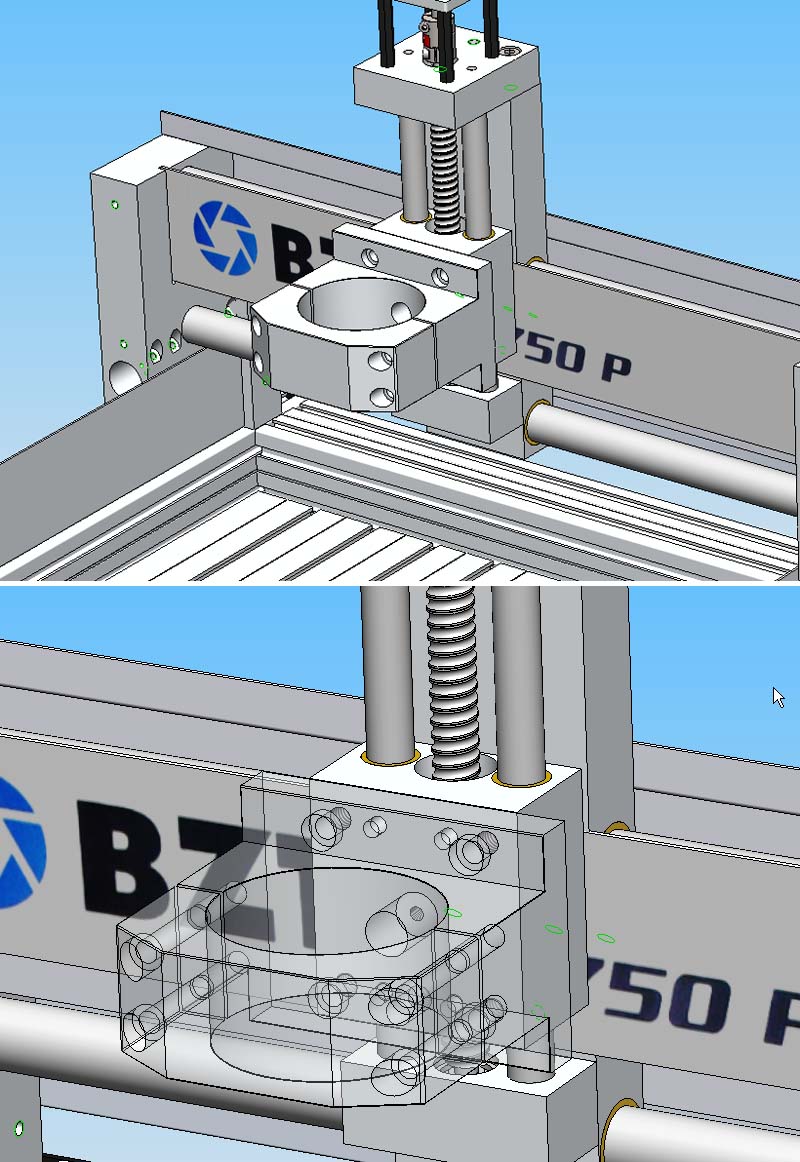
Je vais attendre que Bob47 pèse la sienne, ça sera plus sur (et si Lio (Totem) connais le poids exact de sa 1500W, je suis preneur
Au fait, rien que le PO du dessin pèse dans les 1Kg
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() bob47 Mer 22 Aoû 2012 - 13:59
bob47 Mer 22 Aoû 2012 - 13:59
tu peut aussi faire une plaque au format de la bride fixée sur sur ton chariot sur laquelle tu boulonne la bride support moteur
mais voila perte en course des y et plus de poids
pas facile notre vie de bricoleur
regarde le lien sur ma réponse précédente
bob47
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: CNC BZT PF 750P
![]() dh42 Mer 22 Aoû 2012 - 14:33
dh42 Mer 22 Aoû 2012 - 14:33
Oui, j'ai vu, merci
.... bon je vais continuer à cogiter, et surtout à voir comment je pourrais fixer la broche carrée sans trop ajouter de porte à faux .... SW va encore servir
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 4 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» aide à Préparation et conseils
» Configurer une BZT PF-750P (avec Mach3)
» Configuration Mach 3 pour BZT PFM 750P via port ethernet