






CNC BZT PF 750P
Page 2 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6 

 Re: CNC BZT PF 750P
Re: CNC BZT PF 750P
![]() ghg02 Jeu 28 Avr 2011 - 17:48
ghg02 Jeu 28 Avr 2011 - 17:48
Ta petite machine est impressionnante de technologie et de précision, j'en ss bluffé, dis moi la microlub qui est dessus est fourni avec ou pas, je ss epaté de son efficacité.
Guillaume
ghg02- très actif

- Messages : 250
Date d'inscription : 06/03/2011

Re: CNC BZT PF 750P
![]() dh42 Jeu 28 Avr 2011 - 18:04
dh42 Jeu 28 Avr 2011 - 18:04
ghg02 a écrit:Salut David
Ta petite machine est impressionnante de technologie et de précision, j'en ss bluffé, dis moi la microlub qui est dessus est fourni avec ou pas, je ss epaté de son efficacité.
Guillaume
Bonjour Guillaume,
La microlub est une option, en fait je n'ai pris que l'embout, elle est simplement alimentée par mon compresseur et un bidon accroché en haut.
http://www.ironwood-distribution.com/tout_pour_la_cnc/accessoires_cnc/brumisateur-p-2517.html
elle existe aussi en version comprenant une électrovanne et un régulateur de pression, mais le tarif n'est plus le même
http://www.ironwood-distribution.com/tout_pour_la_cnc/accessoires_cnc/equipement-complet-de-brumisation-p-2518.html
Elle peut être utilisée juste avec de l'air, ou avec liquide de coupe en plus. le réglage de l'intensité de pulvérisation se fait en tournant l'embout laiton.
Complètement visé, il ne sort que de l'air.
En 3h d'usinage je n'ai consommé que 0.25L, et je pense que c'était encore un peu trop (par contre ça fait un brouillard d'huile en suspension dans l'atelier
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC BZT PF 750P
![]() dh42 Mer 18 Mai 2011 - 23:32
dh42 Mer 18 Mai 2011 - 23:32
Maintenant que j'ai trouvé le problème sur mon 4ieme axe, j'ai tenté une opération d'usinage 3D par retournement de la pièce (qui est donc dans le 4ieme axe - diviseur)
La matière première ... un pieds de lit en hêtre
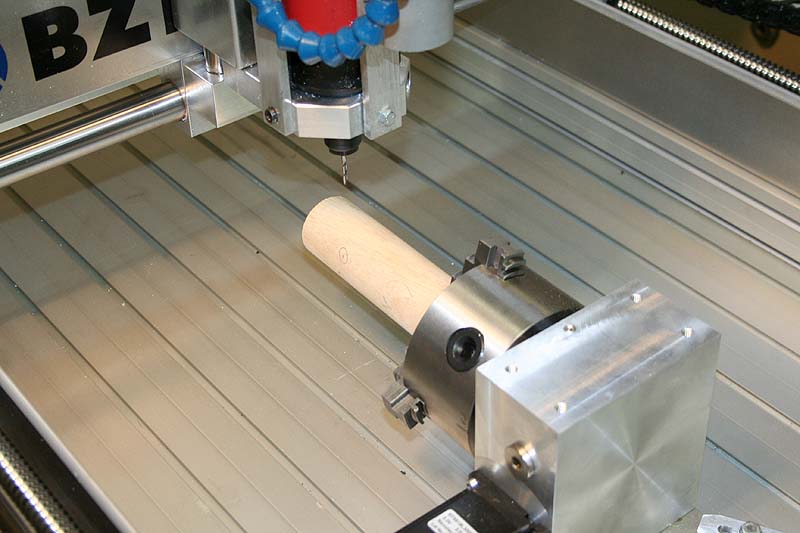
Comme on peu le voir, ce n'est pas une réussite, je pense que mon mandrin n'était pas correctement aligné avec l'axe Y de la machine, et que mon 0 en X n'était pas parfaitement centré sur l'axe de rotation du mandrin, d'où un décalage lors du retournement de la pièce.
Les 2 première faces (0 et 180°) ne seraient pas trop mal, par contre lorsque j'ai voulu le faire en 4 faces, il y a une bizarrerie, c'est un peu comme si la pièce était plus petite car ça coupe en trop de chaque coté de la pièce ...

Les faces 0 et 180°


Les faces 90 et 270

A refaire.

j'ai fait une petite vidéo, je vous la mettrais quand elle sera montée
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() diomedea Jeu 19 Mai 2011 - 7:07
diomedea Jeu 19 Mai 2011 - 7:07
joli sujet!
 J'ai hâte de voir la vidéo! Effectivement, il y a un problème, mais je te fais confiance pour le résoudre!
J'ai hâte de voir la vidéo! Effectivement, il y a un problème, mais je te fais confiance pour le résoudre!L'effet sur cette image est surprenant...

Encore une fois j’attends la suite avec impatience!!
Cdlt
JP

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC BZT PF 750P
![]() dh42 Jeu 19 Mai 2011 - 15:03
dh42 Jeu 19 Mai 2011 - 15:03
Je ne comprends pas
Les images ne sont pas retouchées, juste un réglage contraste/luminosité.
... je pense avoir compris le "mystère" avec l'usinage des 2 faces finales ... il faudra que je vérifie ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Ven 20 Mai 2011 - 0:36
dh42 Ven 20 Mai 2011 - 0:36
et voila la chtite vidéo
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() diomedea Ven 20 Mai 2011 - 6:05
diomedea Ven 20 Mai 2011 - 6:05
C'est un petit peu long, mais on ne s’en lasse pas!
J'ai bien regardé la photo qui me paraissait étrange, l'effet n'est du qu'aux jeux d'ombres!
Ce bois t'as été vendu pour du hêtre? Pour moi il s'agirait plutôt d'un exotique genre Koto. Je dois en posséder quelques chutes, je ferais quelques photos.
Encore bravo!
Bonne continuation
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC BZT PF 750P
![]() dh42 Ven 20 Mai 2011 - 13:58
dh42 Ven 20 Mai 2011 - 13:58
La matière première c'est des pieds de lits, réduit à 40mm de Ø car je n'avais pas de fraise assez longue pour le faire dans du 50 ... (les fraises longues sont horriblement chères).
Au total l'usinage a pris 1h30, il y avais 48 min de vidéo, réduite à environ 15 min.
Bon, l'orage arrive je coupe tout
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() Impulson Ven 20 Mai 2011 - 14:49
Impulson Ven 20 Mai 2011 - 14:49
C'est pour tes loisirs ou pour ta profession ?
Sans indiscrétion cela va chercher dans les combien un outil pareil ?

Impulson- posteur Régulier

- Messages : 172
Points : 451
Date d'inscription : 06/01/2011
Age : 50
Localisation : Sprimont (Belgique)
Re: CNC BZT PF 750P
![]() dh42 Ven 20 Mai 2011 - 16:14
dh42 Ven 20 Mai 2011 - 16:14
Impulson a écrit:Joli jouet :-)
C'est pour tes loisirs ou pour ta profession ?
Sans indiscrétion cela va chercher dans les combien un outil pareil ?
Salut,
C'est pour mon boulot ... enfin en théorie
environ 4500€ TTC la machine + l'électronique de commande et la table alu (une option) et quelques accessoires.
une broche ~ 200€
le 4ieme axe (le diviseur) coute 1500€ à lui seul.
rajoute un PC et quelques soft ~ 700 à 800€ de plus encore.
Sans le 4ieme axe, tu trouve ce genre de machine complète vers 3500€ en matos Chinois. (avec la broche)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Sam 28 Mai 2011 - 15:42
dh42 Sam 28 Mai 2011 - 15:42
Une petite vidéo de pièces en alu usinées hier soir avec la CN.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Beau travail
![]() pili Sam 28 Mai 2011 - 20:14
pili Sam 28 Mai 2011 - 20:14
Bonsoir David
Si je pourrais finir mon bateau a cette vitesse la, je serais très heureux!!!!!!!
Beau travail et très motivant pour l'ancien mécano que je suis !
Cordialement Pierre

pili- Modérateur

- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: CNC BZT PF 750P
![]() diomedea Sam 28 Mai 2011 - 20:51
diomedea Sam 28 Mai 2011 - 20:51
C'est géant!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC BZT PF 750P
![]() Zarkann Sam 28 Mai 2011 - 21:02
Zarkann Sam 28 Mai 2011 - 21:02
magnifique, superbe, géniale, sehr gut

On pourrait mettre ta chaine you-tube sur le portail de MB qu'en pense tu ?
ce serrait mieux que mes trois vidéo qui se battent en duel

J'ai demander à mon collègue de la maintenance ce que c'était que des vis à billes précontraintes
Il faudrait que tu fasse des photos des bouts de vis, comme ça il pourra les voir
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CNC BZT PF 750P
![]() dh42 Sam 28 Mai 2011 - 21:50
dh42 Sam 28 Mai 2011 - 21:50
On pourrait mettre ta chaine you-tube sur le portail de MB qu'en pense tu ?
Oui, si tu veux ...
J'ai demander à mon collègue de la maintenance ce que c'était que des vis à billes précontraintes
Il faudrait que tu fasse des photos des bouts de vis, comme ça il pourra les voir
On ne vois rien sans tout démonter et je ne tient pas trop à les dérégler
Si je pourrais finir mon bateau a cette vitesse la, je serais très heureux!!!!!!!
Beau travail et très motivant pour l'ancien mécano que je suis !
Je ferais un post sur l'ensemble de la fabrication du support de torche, je viens de le finir et de l'essayer. La majorité du travail est fait en traditionnel sur la Z1
C'est géant! cheers un jour je m'y mettrais!...
Garde lui une petite place dans ton atelier .... qui vas finir par être plein à ras bord si tu achète d'autres monstres comme la scie à format

Ce genre de jouet (la CN) doit faire le bonheur des modélistes je pense
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Mer 1 Juin 2011 - 22:22
dh42 Mer 1 Juin 2011 - 22:22
J'avais des colonnettes à faire, mais je ne sais pas faire ça au tour, j'ai donc mis le 4ieme axe à contribution.
La vidéo suivante montre l'opération.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() ghg02 Jeu 2 Juin 2011 - 10:32
ghg02 Jeu 2 Juin 2011 - 10:32
tout simplement superbe, on a mm pas l'impression que ca a ete realisé sur un diviseur.
Guillaume
ghg02- très actif
- Messages : 250
Points : 585
Date d'inscription : 06/03/2011
Age : 41
Localisation : 60 Ribecourt Dreslincourt
Re: CNC BZT PF 750P
![]() dh42 Jeu 2 Juin 2011 - 18:05
dh42 Jeu 2 Juin 2011 - 18:05
Oui je suis également surpris du résultat.
Il y a 60 passes pour la finition, je devrais donc avoir une pièce à 60 facettes. Vu qu'elle fait 26mm de Ø, ça me fait du 81.7 mm de circonférence au niveau le plus gros, soit 81.7/60 ~= 1.36..mm de large pour chaque plat ... et pourtant ça parait parfaitement cylindrique et on ne voit pas les plats
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Question a DH42
![]() haast Mar 12 Juil 2011 - 15:29
haast Mar 12 Juil 2011 - 15:29
Depuis peu je suis intéressé par une cnc bzt
Ensuite , je suis tourneur de métier ( sur métaux ) l utilisation de cette cnc bzt m est impensable sans la possibilité d'usiner l aluminium , la broche que vous utilisez est une shenner de 1800w ? Et est ce que vos moteur d axes X et Y sont en 6 ampères?
Je vous remercie d'avance.
PS: excusez moi pour les fautes .

haast- je prends du galon

- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
Re: CNC BZT PF 750P
![]() dh42 Mar 12 Juil 2011 - 18:51
dh42 Mar 12 Juil 2011 - 18:51
Ne t'inquiète pas pour ton compteur ça passe largement ... je suis moi aussi en tri 380 15A / phase.
La broche est une Kress 1050 W. (600W en puissance restituée)
J'ai un Wattmètre en entrée qui me donne la conso de l'ensemble PC / contrôleur / broche ... ça dépasse très rarement les 400 W de conso. en fonctionnement soit environ 2A sur une phase.
70 W pour le PC et son écran, 70 W pour le contrôleur (et donc les 3 moteurs pas a pas), le reste c'est la broche, mais dans du bois ou de l'alu avec des fraises de 3 à 5 mm elle ne consomme pas grand chose.
Mes moteurs sont en 4.2 A sur X Y et Z, 3 ampères sur A. (il s'agit bien sur de basse tension ~ 24V continu soit maxi 100W / moteur dans les pires conditions)
Tu peux rajouter a tout ça que j'ai l'aspi et le compresseur qui tournent aussi (le compresseur est sur une autre phase, mais pas l'aspi vu qu'il est lui aussi commandé par le contrôleur, comme la broche) jamais eu de problème de jus.
Je ne comprends pas ce que tu veux dire par brancher chaque moteur sur une phase ?? si c'est des "pas à pas" dont tu parle, ce n'est pas possible il sont alimentés directement par le contrôleur via l'alim basse tension.

En bas l'alim , à droite la carte de commande, à gauche les "drivers" de puissance sur lesquels sont branchés les moteurs PaP
La doc que j'ai concerne uniquement la config de la carte électronique de commande et l'utilisation de toutes ses entrée/sortie (gestion V de broche, chien de garde, prise // etc...) elle est en Allemand.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
consomation bzt
![]() haast Mar 12 Juil 2011 - 21:28
haast Mar 12 Juil 2011 - 21:28
Déjà , merci de votre réponse David. Si je peux me permettre de vous appeler ainsi.
Je suis euphorique...
Je ne pensai absolument pas que cela consommerai si peut et j en suis plus que ravis
Encore merci.
haast- je prends du galon
- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
Re: CNC BZT PF 750P
![]() Zarkann Mar 12 Juil 2011 - 21:36
Zarkann Mar 12 Juil 2011 - 21:36
si tu veut usiner principalement des métaux non ferreux je te conseil de prendre un bâti en acier si tu es tourneur tu as déjà du y penser mais bon juste au cas ou
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
metaux
![]() haast Mar 12 Juil 2011 - 22:11
haast Mar 12 Juil 2011 - 22:11
En effet j y ai pensé , c est pour cela que je pense prendre la CNC acier - PFE 1500 PX ...
Je ne pensai pas que la broche kress de 1050 W permettais de faire ce que David fait sur l aluminium . J ai juste un gros point d interrogation au niveau consommation de puissance . Mais David viens de me rassurer . Mais 400 W me paraissent un peu faible ^^ . je pense que le watt mètre doit avoir une marge d erreur , mais même avec cela la consommation reste raisonnable .
Je n ai pas le droit a l erreur , si la consommation dépasse les 3KW je ne pourrais pas utiliser cette machine .
++ Haast .
haast- je prends du galon
- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
Re: CNC BZT PF 750P
![]() dh42 Mar 12 Juil 2011 - 23:03
dh42 Mar 12 Juil 2011 - 23:03
Je viens de voir que je t'ai dis une bêtise, mon compteur est en 15 Kw (et non 15A) tri, soit 25A/phases... mais ça ne change rien ça passe largement.
La puissance maxi de la broche et ce qu'elle consomme effectivement sont deux choses différentes .. c'est sur que si tu y met des grosses fraises ça pompe plus mais c'est la machine qui ne voudra pas, ce n'est pas une fraiseuse de 2 tonnes !
D'autres personnes sur un autres forum on les mêmes conso que moi, approximativement. Je ne pense pas que tu aura de soucis.
Dans le pire des cas, tu peux brancher la broche sur une autre phase, même si elle est piloté par le contrôleur, rien ne t'empêche de ne contrôler qu'un relais au lieu de la broche elle même, donc tu peux l'alimenter par une autre phase via le circuit de puissance du relais.
Evidemment, tu peux aussi augmenter la puissance du compteur !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
consommations
![]() haast Mer 13 Juil 2011 - 8:20
haast Mer 13 Juil 2011 - 8:20
OK , en effet c est ce que je devrai faire
Pour l alimentation des moteurs pas a pas je comptai tout simplement brancher la partie puissance avec les autres phases , et la partie commande resterai celle déjà en place . C est à cela que le schéma de câblage m aurais servi . Mais peut être que cela n est pas possible
Donc les moteurs seraient alimenté en 24V ?
Et pour éviter de consommer trop de puissance il suffirait de ne jamais dépasser un diamètre de fraise de 5 ou 6 mm ?
Encore merci .
++Haast .
haast- je prends du galon
- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
consommation
![]() haast Mer 13 Juil 2011 - 8:24
haast Mer 13 Juil 2011 - 8:24
En ce qui concerne l alimentation je ne pourrais pas l augmenter
Mais brancher au moins la broche sur une autre phase serait faisable , sur vos conseils
++Haast .
haast- je prends du galon
- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
Page 2 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» aide à Préparation et conseils
» Configurer une BZT PF-750P (avec Mach3)
» Configuration Mach 3 pour BZT PFM 750P via port ethernet