






CNC BZT PF 750P
Page 3 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6 

 consommation
consommation
![]() haast Mer 13 Juil 2011 - 8:24
haast Mer 13 Juil 2011 - 8:24
En ce qui concerne l alimentation je ne pourrais pas l augmenter
Mais brancher au moins la broche sur une autre phase serait faisable , sur vos conseils
++Haast .
haast- je prends du galon

- Messages : 62
Date d'inscription : 12/07/2011

consomations
![]() haast Mer 13 Juil 2011 - 14:01
haast Mer 13 Juil 2011 - 14:01
Vous avez donc raison David
"Les moteurs pas à pas tournent avec du 40V et sont reliés à leurs propre alimentation (dans l'armoire électrique) . Cela est donc indépendant de l’ampérage que vous avec chez vous puisque l'alimentation en moteurs passe par l'armoire électrique ."
Ils ont répondu rapidement
En tout cas je vous remercie grandement et espère qu'à l'avenir je pourrais , aussi , venir en aide à quelqu'un .
++ Haast.

haast- je prends du galon
- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
Re: CNC BZT PF 750P
![]() dh42 Mer 13 Juil 2011 - 15:08
dh42 Mer 13 Juil 2011 - 15:08
Oui pour les moteurs tout passe par le contrôleur, et même en vitesse rapide avec les 3 moteurs à la fois le contrôleur ET les moteurs ne pompent pas plus d'une centaine de watts.
Concernant le calcul du puissance en triphasée, la formule c'est P=U x I x √3 x cos(Φ) Le cos(Φ) est indiqué sur la plaque signalétique des moteurs tri.
Si ce n'est pas un moteur, tu utilise simplement P=U x I x √3 (la formule que tu donne c'est pour le monophasé)
Pour la taille des fraises maxi, c'est difficile à dire, car l'effort de coupe en fraisage dépend de plusieurs facteurs:
- dureté du matériaux à usiner
- avance par dent de la fraise
- profondeur de passe
- type d'usinage (rainurage, surfaçage, contournage)
- état d'affutage de l'outil
- ....
Même avec une fraise de Ø 20 avec 5mm de prof de passe dans du bois je suis loin de pomper toute la puissance de la Kress.
Sur les SUHNER les pinces montent jusqu'à 12mm. A mon avis tu atteindra les limites de rigidité de la CN avant d'avoir des problèmes de puissance même avec des fraises de 12mm dans l'alu.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

consommations
![]() haast Mer 13 Juil 2011 - 16:07
haast Mer 13 Juil 2011 - 16:07
Merci David
Me voila soulagé , car je pensais ne pas pouvoir installer une telle machine dans mon garage ... L achat est prévu pour dans quelques mois , et si j ai autant de patiente que vous , je prendrai peut être quelques instants pour des photos et partager ceci .
En ce qui concerne les vidéos de telles machine dans l aluminium , à par les votre , je n en ai pas trouvé légion . Mais elles sont rassurantes quant aux capacités de la machine
++Haast.
haast- je prends du galon
- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
Re: CNC BZT PF 750P
![]() dh42 Mer 13 Juil 2011 - 16:41
dh42 Mer 13 Juil 2011 - 16:41
Il y a un tas de vidéo BZT ICI
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
haast- je prends du galon
- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
Re: CNC BZT PF 750P
![]() dh42 Dim 14 Aoû 2011 - 3:36
dh42 Dim 14 Aoû 2011 - 3:36
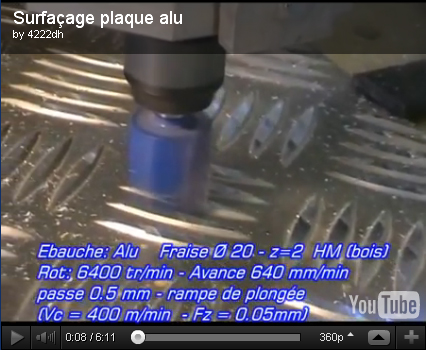
Une petite vidéo de surfaçage d'une plaque d'alu avec une fraise de défonceuse Ø 20 2 dents.
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() diomedea Dim 14 Aoû 2011 - 7:35
diomedea Dim 14 Aoû 2011 - 7:35
Tu vois, ça marche bien!dh42 a écrit:Rhaaa !! ça me fait toujours peur de te voir usiner de l'alu avec des machines à bois
Il y a cependant une grosse différence entre être utilisé à la volée, et sur une fraiseuse. Néanmoins, je suis étonné par les vitesses de rotations que tu utilise:

Quand je fraise l'alu avec ce type d'outillage, c'est full speed, 25000 tr/min! Ta fraise a t-elle une coupe au centre?
Est ce l'automate qui gère la vitesse du moteur?
Cdlt
JP

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC BZT PF 750P
![]() Zarkann Dim 14 Aoû 2011 - 15:18
Zarkann Dim 14 Aoû 2011 - 15:18
Sympa la vidéo;)
Pour la vitesse de rotation de la broche c'est tout a fait normal, comme tu le sais ce type de fraise est équipé de "plaquettes" carbure brasées.
et La vitesse de coupe théorique dans l'aluminium (2017A ou AU4G) est de 700 m/mn
Cependant certain aluminium type 60** sont alliés avec d"autre matériaux (aluminium + magnésium + silicium).
Dans ce cas les vitesses de coupe sont très nettement revue à la baisse ( Environ 200m/mn)
Il faut savoir également que les conditions de coupe préconisé sur les boite de plaquette sont des conditions optimales réaliser en laboratoire
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CNC BZT PF 750P
![]() dh42 Dim 14 Aoû 2011 - 17:18
dh42 Dim 14 Aoû 2011 - 17:18
Bonjour JP et Eric
Eric à répondu en partie à la question concernant la vitesse de coupe dans l'alu. Le problème est aussi que j'ignore la nuance d'alu de la plaque
en général je prends 100m/min avec de l'HSS, 200 à 300 m/min avec du carbure monobloc (fraises affûtées) 400 à 600 avec des pastilles, le double pour la finition AVEC lubrification.
Ma fraise n'a pas de coupe au centre, d'où la méthode utilisée pour l'ébauche, la fraise descend en une rampe passant de 0 à -0.5 sur toute la longueur de la plaque, puis repart dans l'autre sens sans variation de la profondeur pour finir d'enlever ce qui n'a pas été coupé.
Pour la finition , je ne prends que 0.05 mm donc la plongée direct fait l'affaire même si ce n'est pas l'idéal.
Pour la vitesse de rotation, non, c'est une molette de vitesse sur la Kress, comme sur une défonceuse, mais le soft et la carte de la CN pourraient le gérer, à condition d'avoir une broche avec une VF (je l'ai dans un carton, en attente de montage ... et des pièces à faire pour l'adapter.)
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Mer 5 Oct 2011 - 21:18
dh42 Mer 5 Oct 2011 - 21:18
Aujourd'hui je me suis amusé avec ma CN, envie d'essayer un truc bizarre
CamBam ne gérant pas le 4ieme axe, j'utilise une ruse, je crée une pièce "à plat", je génère le Gcode, puis je le convertis avec CNCWrapper, un soft qui permet "d'enrouler" du Gcode autour d'un cylindre. Un des axes, X ou Y est remplacé par l'axe rotatif lors de la conversion. Dans mon cas, c'est l'axe X qui est enroulé autour du cylindre.
La vidéo montre la pièce en 3D dans CamBam. J'y ai appliqué 2 opérations d'usinage 3D. Ensuite conversion du GCode par CNCWrapper et visualisation dans Mach3.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() Antoine Mer 5 Oct 2011 - 22:16
Antoine Mer 5 Oct 2011 - 22:16
Mais, comme quand tu avait fait tes petites colonnes, tu ne peut pas faire tourner tes deux axes en même temps ? ( le mors et la broche)
Surtout pour une spirale , ce serait plus rapide

Antoine- complétement accro
- Messages : 2191
Points : 5302
Date d'inscription : 28/06/2011
Age : 29
Localisation : Ille et Vilaine
Re: CNC BZT PF 750P
![]() dh42 Mer 5 Oct 2011 - 22:39
dh42 Mer 5 Oct 2011 - 22:39
Antoine a écrit:Rapide la BZT !
Mais, comme quand tu avait fait tes petites colonnes, tu ne peut pas faire tourner tes deux axes en même temps ? ( le mors et la broche)
Surtout pour une spirale , ce serait plus rapide. La modélisation a plat comme tu dit à du être prise de tête niveau diamètre de la pièce etc ...
Bonsoir Antoine.
Quand j'ai fais les colonnettes, le mandrin ne tournais pas non plus pendant l'usinage. Mon soft ne le gère pas, c'est bien pour ça que je dois utiliser cette méthode (je voulais aussi vérifier que je pouvais utiliser un usinage 3D avec "Wrapper"). Mais c'est vrai que normalement ça devrait se faire par rotation du mandrin et avance simultanée de l'axe Y ... pour être pour une prochaine version de CamBam
Restait aussi possible de faire le GCode à la main ; pas de problème si les barres torsadées n'avaient pas été de section ronde, là c'est plus chiadé (et très long et ennuyeux)
La modélisation à plat ne pose pas vraiment de problème pour un objet simple et répétitif comme celui la, la longueur du rectangle doit être égale à PI*D de la pièce, et bien sur le coté droit doit se raccorder pile poil au coté gauche. (comme une texture utilisée en répétition en 3D)
Pour ce qui est de la vitesse, sur cette pièce j'avance à 2500 mm/min en usinage (6500 en rapide)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Antoine- complétement accro
- Messages : 2191
Points : 5302
Date d'inscription : 28/06/2011
Age : 29
Localisation : Ille et Vilaine
Re: CNC BZT PF 750P
![]() Zarkann Ven 7 Oct 2011 - 0:42
Zarkann Ven 7 Oct 2011 - 0:42
Bonjour David
Vraiment sympa ce soft il faut que je l'ajoute a mes dépenses
C'est fabuleux tout ce qu'ont peut faire avec ces machines, j'ai hâte de contribuer à ce forum plus sérieusement
Merci pour le reportage
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CNC BZT PF 750P
![]() dh42 Ven 7 Oct 2011 - 0:57
dh42 Ven 7 Oct 2011 - 0:57
Oui, à rajouter à l'addition
Ça ne devrait pas te mettre sur la paille ... 20$ (15€)
http://www.cncwrapper.com/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Sam 8 Oct 2011 - 0:30
dh42 Sam 8 Oct 2011 - 0:30
le lien pour les fraises: http://stores.ebay.fr/smpart/Router-bits-/_i.html?_fsub=1825113017&_sid=919232147&_trksid=p4634.c0.m322
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Sam 8 Oct 2011 - 22:57
dh42 Sam 8 Oct 2011 - 22:57
Et voila la pièce poncée et cirée.
Ce n'était qu'un test d'usinage, mais je ne vais pas la mettre au feu, je finirais bien par lui trouver une utilisation


++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Invité- Invité
Re: CNC BZT PF 750P
![]() dh42 Sam 8 Oct 2011 - 23:38
dh42 Sam 8 Oct 2011 - 23:38
Oui c'est la première idée qui m'est venu, je vais essayer d'y passer un tube laiton ou cuivre au centre pour le fil, reste à imaginer un socle est un abat jour aussi tortueux que le pied
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Conseils
![]() haast Ven 23 Déc 2011 - 9:19
haast Ven 23 Déc 2011 - 9:19
Me voici de retour . Je n ai pas acheté la machine mais ça ne saurai tarder ! Je me suis aperçu qu en achetant directement chez bzt on faisai une économie substantiel ! Les deux seuls problèmes sont la langue et les conseils . Je me tourne donc vers vous
1ère question :
La pulse box sert à quoi ?
J aurais aimé savoir si avec :
- la machine pfe 1510 px nue
- un contrôleur
- la table rainuré
- et le logiciel galaad (sur mon Pc )
Je peux travailler ?
La broche sera une suhner de chez Ironwood .
Merci d avance .
haast- je prends du galon
- Messages : 62
Points : 148
Date d'inscription : 12/07/2011
Age : 42
Localisation : VAR
Re: CNC BZT PF 750P
![]() Zarkann Ven 23 Déc 2011 - 14:21
Zarkann Ven 23 Déc 2011 - 14:21
Bonne config en perspective
Par contre as tu penser au socle de la machine ?
il te faudra un palpeur également
Question logiciel tout dépend de si tu prend la version complète de Galaad ou bien seulement la partie pilotage
Si tu ne prend que la partie pilotage il te faudra un logiciel de FAO
Après pour ce qui est de la Commande direct chez BZT, je suis pas sur que ce soit possible, Vu que Ironwood est le distributeur officiel
@++ Eric
PS: il serait mieux de créer un nouveau sujet pour ton projet de façon a ce que chaque projet reste lisible
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CNC BZT PF 750P
![]() Totem Ven 23 Déc 2011 - 15:12
Totem Ven 23 Déc 2011 - 15:12
Malheureusement BZT refuse les commandes à l'étranger, en revanche, tu peux commander chez sorotec qui pratique (presque)les mêmes prix. Par contre pas de trace de PFE 1510
++ Lionel

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC BZT PF 750P
![]() dh42 Ven 23 Déc 2011 - 16:59
dh42 Ven 23 Déc 2011 - 16:59
La pulse box sert à quoi ?
Elle permet de générer les signaux qui font tourner les moteurs PAP, cela permet d'utiliser un PC portable avec sortie USB.
Sur un soft comme Mach3, c'est le PC qui génère les impulsions moteur (step et dir) via le port //. Le logiciel KAY (~170€ HT) de Galaad fait la même chose que Mach3, mais nécessite cette pulse box par contre.
Comme dis Eric, si tu n'a pas la version complète de Galaad (1250€ HT), il te faudra un soft de dessin 2D (voir même 3D, suivant le type de travail que tu compte faire), ainsi qu'un soft de FAO.
Pour résumer, si tu veux la faire tourner avec Galaad la Pulse Box est nécessaire. Si tu la pilote par Mach3, tu n'en a pas besoin, mais par contre ton PC doit avoir un port //, et ça ne dois pas être un portable.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() jeremie Ven 2 Mar 2012 - 11:29
jeremie Ven 2 Mar 2012 - 11:29
http://www.cnc-step.co.za/products.html#High%20Z%20S%20400
J'essayerais de vous tenir au courant de l'avancée de l'installation et d'utilisation.
Jérémie

jeremie- petit nouveau

- Messages : 34
Points : 92
Date d'inscription : 16/02/2011
Age : 42
Localisation : 42 -
Re: CNC BZT PF 750P
![]() Totem Ven 2 Mar 2012 - 11:34
Totem Ven 2 Mar 2012 - 11:34
Par contre, dommage que tu n'ais pas pris la version avec les vis à billes, c'est plus rapide et plus fluide!
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Page 3 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» aide à Préparation et conseils
» Configurer une BZT PF-750P (avec Mach3)
» Configuration Mach 3 pour BZT PFM 750P via port ethernet