






CNC BZT PF 750P
Page 1 sur 6 • 1, 2, 3, 4, 5, 6 

 Re: CNC BZT PF 750P
Re: CNC BZT PF 750P
![]() Zarkann Sam 2 Avr 2011 - 1:49
Zarkann Sam 2 Avr 2011 - 1:49
Bonsoir à tous
Bon c'est pas aussi rapide que mon Heller
plus sérieusement ,
Si mes souvenir sont bon sur ton ancienne machine tu travaillais en opposition, alors que là tu travail en avalent, ce qui rend l'usinage plus confortable pour l'outil et de meilleur qualité pour la pièce
Un détail quand même, je trouve que les vis a billes ne sont pas protégé, on voit que la Vis de l'axe Y est pleine de poussière , une petite réflexion sur un soufflet serrais peut être utile.
Tu sait surement çà aussi bien que moi, il existe deux protections possible soit des soufflets en caoutchouc soit des protection en tôle télescopiques le gros inconvénient étant que cela réduit les couses de déplacements des axes ,mais bon le prix d'une vis a billes est aussi a prendre en compte
Cela dit c'est vraiment une superbe machine et ce que tu nous présente conforte d'autant plus mon projet CN
Une nouvelle air s'ouvre ces jours ci dans Métabricoleur et ce n'est qu'un début
Amitié a tous .::Zarkann::.
Zarkann- Admin

- Messages : 2041
Date d'inscription : 06/12/2008 -


Re: CNC BZT PF 750P
![]() dh42 Mer 13 Avr 2011 - 0:28
dh42 Mer 13 Avr 2011 - 0:28
une récap. des travaux effectués sur et autour de la machine ces derniers jours.
Calage de la machine sur la table.



Le support pour l'ensemble Ecran/clavier/souris
La matière première

bouchage du gros trou de la barre avec une petite rondelle d'acier faite au tour.

Tournage et fraisage des pièces qui serviront d'axe de rotation.
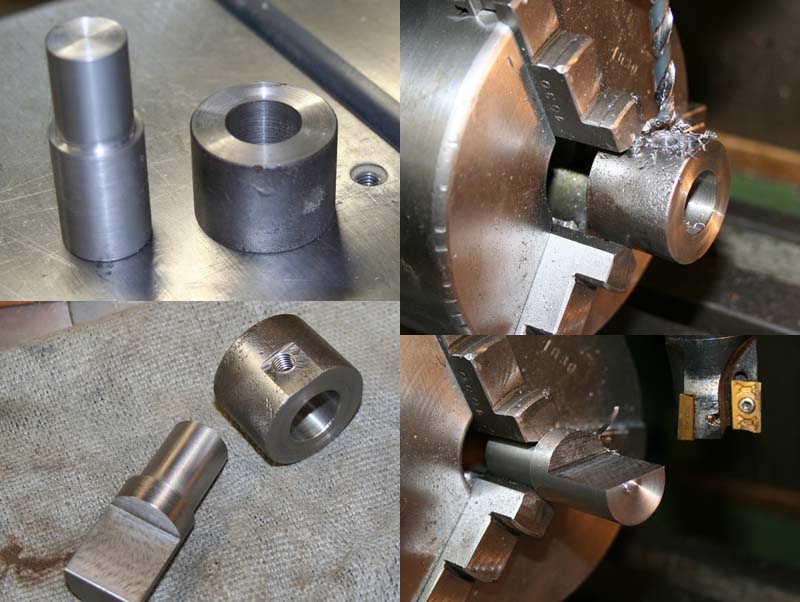
et soudure au bout de la barre

fabrication du reste du support


et le support fini, avec les pièces en bois faites à la CN (voir vidéo post précédant)

Installation de la micro-lub et de l'aspiration



J'ai reconvertis un bidon de 1L de nettoyant en guise de réservoir pour le liquide de coupe.

Mise en place de l'ensemble PC / controleur
Quelques plaques d'agglo de récup ...

Une servante
La aussi, agglo de récup (meuble de chaine stéréo) et bout de plancher flottant pour la finition, 2 casier Brico intégrés à l'intérieur pour ranger fraises, forets et la multitudes de petits accessoires ...




Quelques martyrs
Un martyr en chêne, avec des rainures de positionnement et des lumières permettant "d'attraper" les rainure de la table au travers.

Et un marty agglo truffé d'écrous M8, les trois plaques sont vissées ensemble dans le but de "boucher" le trou que fait la table en renfoncement afin de passer des pièces qui sortent de la machine (accessoirement ça m'augmente la course Y maxi utilisable)

en place après surfaçage

voila, plus pas mal de bidouille en Visual Basic pour ajouter des fonctions sur Mach3...
En prévision, un boitier d'aspiration autour de la fraise, la finition des fixations des divers tuyaux, des brides et des T .... et bientôt l'installation d'une autre broche .....
++
David
Dernière édition par dh42 le Sam 19 Mai 2012 - 17:37, édité 2 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Ven 22 Avr 2011 - 22:20
dh42 Ven 22 Avr 2011 - 22:20
cet aprèm. j'ai fait 2 pièces destinées à au bloc d'aspiration pour la CN dont je parlais dans le post précédant, utilisable pour les pièces "plates".
Le bloc est en MDF, et le restera, en cas de rencontre brutale avec une bride ou autre chose, je préfère que ce soit le bloc qui dérouille ...
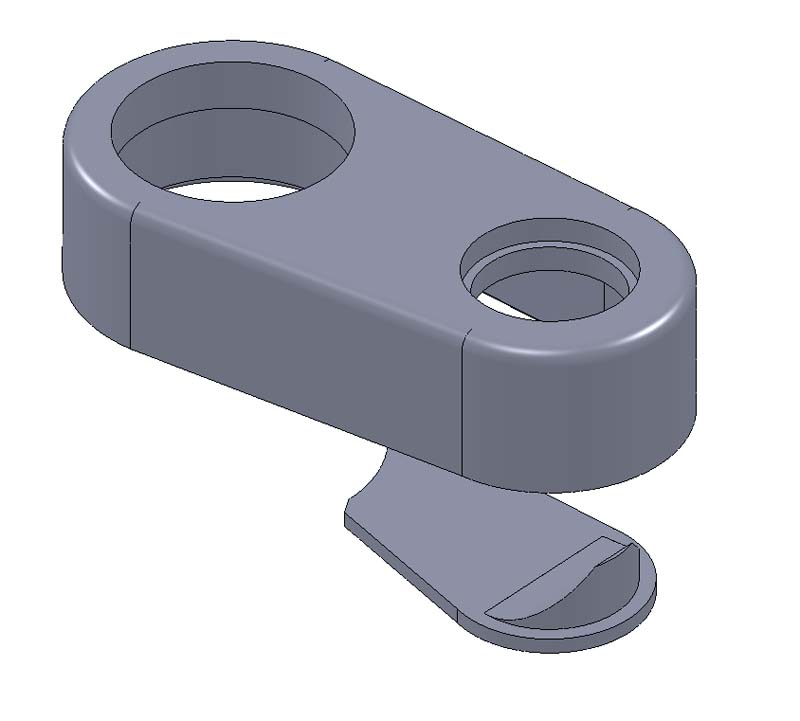
Au départ, le dessin à été fait sous SolidWorks, puis j'ai fait une mise en plan qui a été sauvée en DXF pour exploitation dans Cambam.
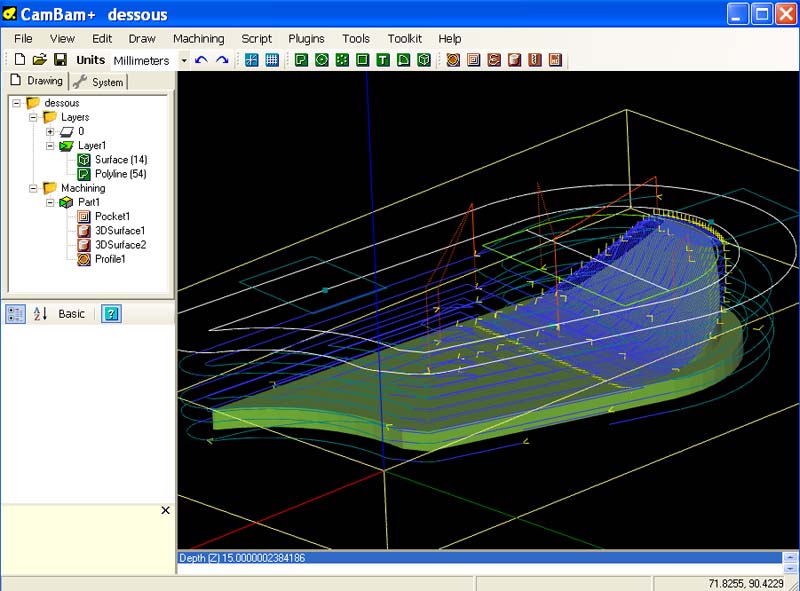
Dans la cas de la 2ieme pièce ( le dessous ), j'ai importé le DXF et le fichier 3D en STL dans le même dessin Cambam. La partie 2D en DXF est utilisée pour définir les usinages "standards" (poches, contour) et la piece 3D en STL me permet de définir un usinage 3D (3D Profile) limité à la seule zone ou il est utile.
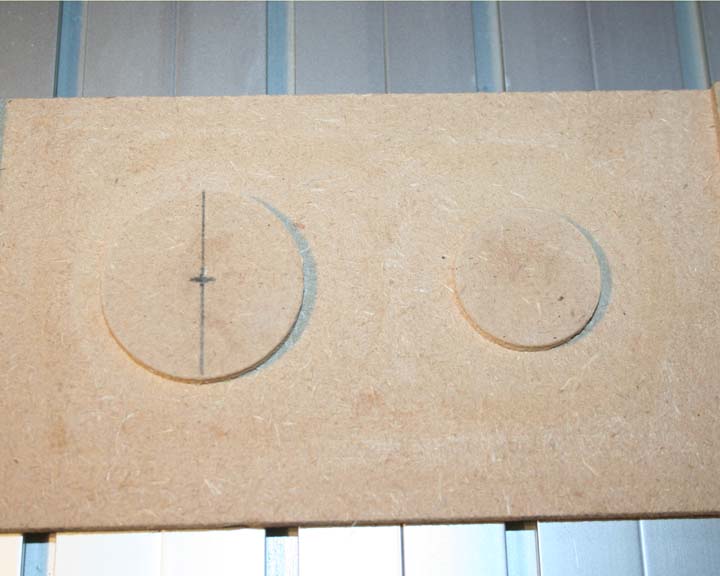
J'ai également fait un centreur/martyr pour permettre le positionnement de la pièce n°1 après retournement.
Les 2 pièces vues sous SolidWorks

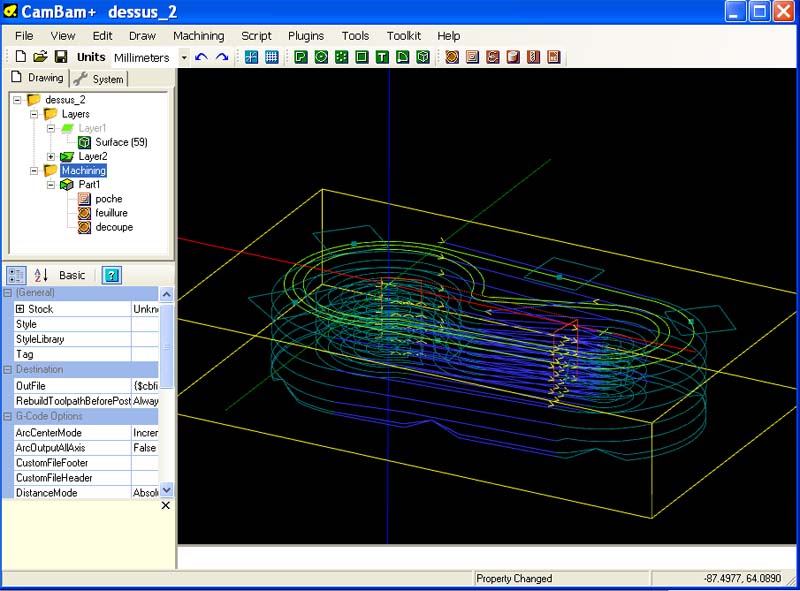
Les parcours d'outils pour la partie supérieure de la pièce 1
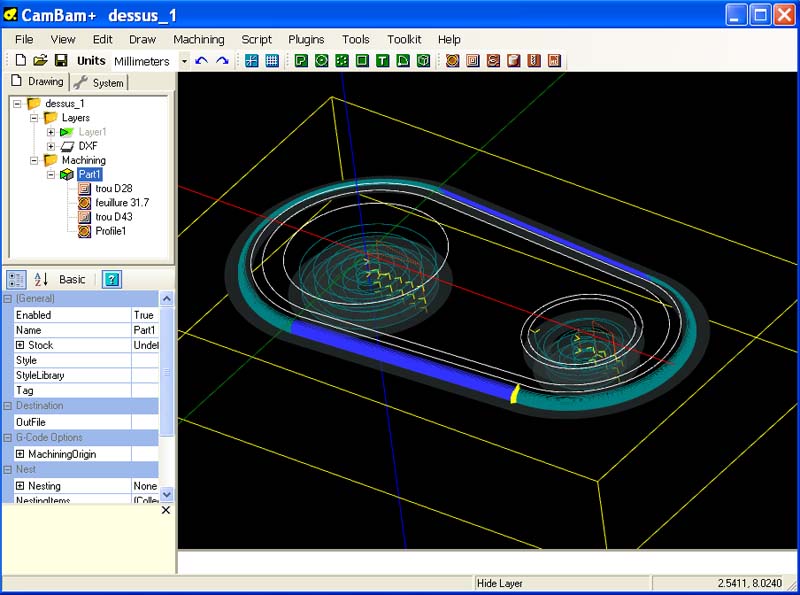
2 usinages de poche pour les trous sur 11mm de profondeur, un contour pour la feuillure du petit trou et un contour sur 3 mm de profondeur avec un "Side Profile" convexe pour créer l'arrondi sur le bord de la pièce.

Après usinage d'un centreur (voir la vidéo), j'emboite ma pièce dessus après l'avoir retournée, et j'usine l'autre face.
Les parcours d'outils pour la partie inférieure de la pièce 1
et la pièce finie, notez les "tabs" de section triangulaire qui évite une remontée brutale de la fraise comme avec les "tabs" carrés.




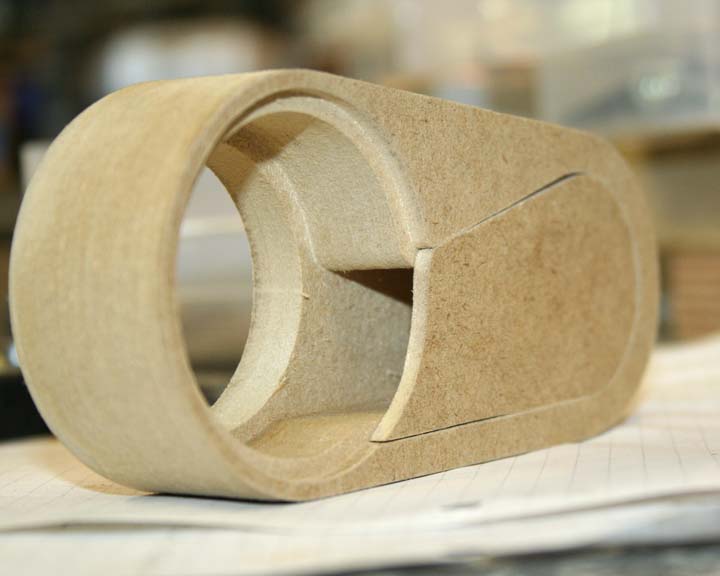
et enfin la 2ieme pièce, avec un mix d'usinages 2D et 3D

L'ensemble fini. Le défaut d'emboitement est du à une gaffe avec le tank en enlevant les restes des attaches (tabs), ça descend vite le MDF

Et la vidéo de l'usinage, sans coupures et en temps réel ... prenez vous un café (ou autre chose
Si vous êtes attentifs, vous verrez que lors de l'usinage de la dernière pièce, la fraise touche une bride en bas à droite, .. et en coupe un petit bout au passage
Restera plus qu'à l'essayer ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() diomedea Sam 23 Avr 2011 - 7:15
diomedea Sam 23 Avr 2011 - 7:15
Passionnant!
Il y a quand même un truc... Je me demande si ta fraise est bien adaptée au travail du médium, ou alors peut être manque t-elle d'affutage?
Quand j'usine du médium à la défonceuse, mes coupes sont nettes et (presque) sans bavures.
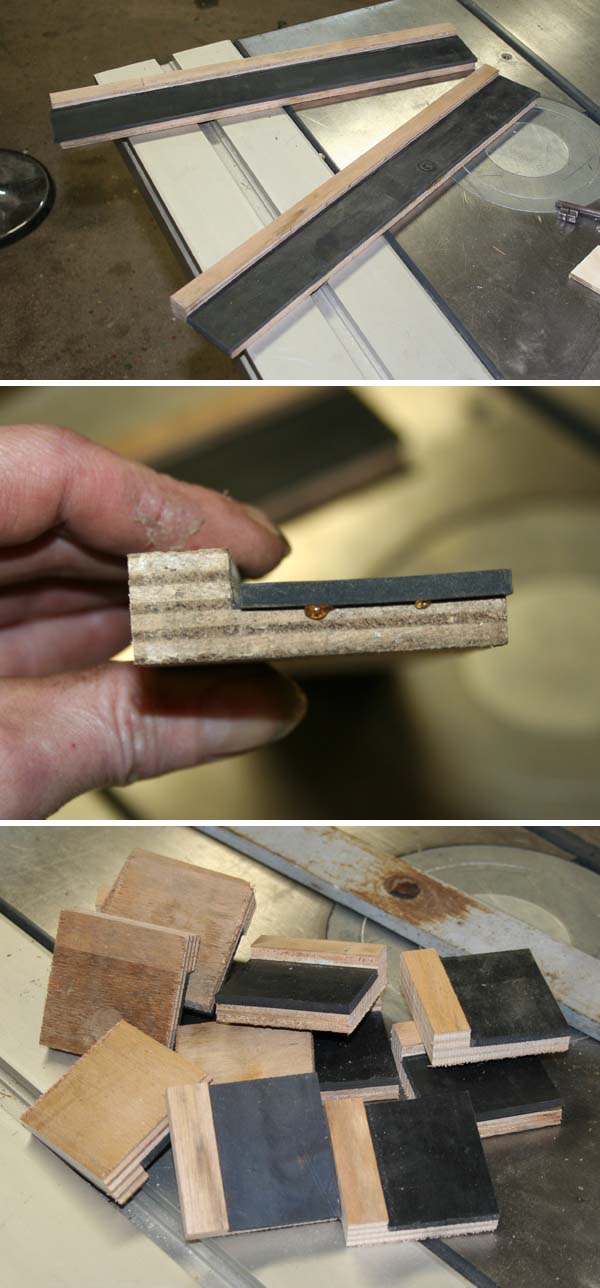
Sur cet exemple, le fraisage a pourtant été fait avec une fraise premier prix dont l'affutage n'était pas au top:

Cdlt
JPaul

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC BZT PF 750P
![]() Zarkann Sam 23 Avr 2011 - 11:43
Zarkann Sam 23 Avr 2011 - 11:43
Bonjour David
Superbe Travail de la modélisation à l'usinage
Comme Dit Jean Paul la fraise est surement pas la plus adapter mais je suppose que tu a fait avec les moyens du bord
Pour la formes 3D, comment la machine gère le profil en sachant que ce n'est pas une fraise à bout rond
J'ai vu la bride "usiné"
 Das ist gut , tu va pouvoir te faire une mini CN en acier
Das ist gut , tu va pouvoir te faire une mini CN en acier Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CNC BZT PF 750P
![]() dh42 Sam 23 Avr 2011 - 14:56
dh42 Sam 23 Avr 2011 - 14:56
JP et Eric: Oui la fraise n'est pas du tout adaptée au médium, c'est une fraise pour l'acier, à 4 dents ... et qui traine dans une boite depuis des années
Eric: pour le profil de la fraise, certaines des fonctions 3D de Cambam tiennent compte du fait que ce soit une fraise "plate" en bout, mais pas toutes il me semble ... dans ce cas c'est un balayage horizontal. Il existe l'équivalent en balayage vertical ainsi qu'un mode "Waterline" (ligne de niveau) qui permet un dégrossissage des formes 3D basé sur une sorte d'usinage de poche.
Sur la première pièce, le rayon du contour utilise encore une autre fonction de pseudo 3D appelée "Side Profile" (profilage des bords), et elle je la soupçonne de ne pas gérer les fraises "plates" car je n'ai pas le bon rayon. Il va encore falloir que je casse ma tirelire pour acheter des fraises
Au fait, mon 4ieme axe est arrivé, mais j'ai un pb sur la carte électronique, du à une erreur de câblage d'origine dans le contrôleur et qui a probablement tué la sortie du 4ieme axe, il marche bien dans un sens mais perd des pas et ratatouille dans l'autre sens.
IronWood doit m'envoyer une carte de rechange. Très bon contact avec cette société, ils répondent très rapidement aux mails et font le lien avec BZT de manière efficace, ça mérite d'être signalé
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Sam 23 Avr 2011 - 16:55
dh42 Sam 23 Avr 2011 - 16:55

++
David
Dernière édition par dh42 le Mar 28 Aoû 2012 - 22:48, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Jeu 28 Avr 2011 - 0:09
dh42 Jeu 28 Avr 2011 - 0:09
encore une vidéo, mais dans l'alu cette fois
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Bravo!
![]() pili Jeu 28 Avr 2011 - 11:44
pili Jeu 28 Avr 2011 - 11:44
Ancien mécano manivelle, ça m'en bouche un coin. Ta vidéo est super et le travail encore plus!
Pili

pili- Modérateur

- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: CNC BZT PF 750P
![]() dh42 Jeu 28 Avr 2011 - 16:23
dh42 Jeu 28 Avr 2011 - 16:23
pili a écrit:
Ancien mécano manivelle, ça m'en bouche un coin. Ta vidéo est super et le travail encore plus!
Pili
Bonjour,
C'est hypnotisant de la regarder travailler
Par contre il y a un certains nombres d'erreurs de "stratégie" dans l'usinage, j'aurais du prendre une fraise plus grosse pour les lumières/feuillures et ne faire que le contour avec la fraise de 3.2 ça aurais été plus rapide !
au début, V d'avance trop faible, bourrage de la fraise et casse .. (pas de chance je ne filmais pas à ce moment) ensuite j'ai augmenté l'avance, mais réduit la prof de passe à 0.25 au lieu de 0.5, ce qui n'était peut être pas nécessaire.
pour info, j'ai cassé 2 fraises, la première n'a même pas fait un tour de la première lumière, 1 mm de passe, elle n'a pas aimé, je pense surtout à cause de ma broche qui a 5/100 de faux rond, les petites fraises n'aiment pas du tout. La deuxième par bourrage de copeau.
J'ai également oublié un petit paramètre, ce qui fait perdre beaucoup de temps, la fraise descend très doucement à chaque niveau d'usinage, ça peut se modifier, mais j'ai oublié
... et j'ai aussi oublié de tenir compte du faux rond de la broche dans le Ø de l'outil, donc toutes mes côtes font 0.05 mm de moins que prévu
problème aussi avec le liquide de coupe (huile+pétrole), il y a trop d'huile, ça colle les copeaux.
Une chose est sure, c'est un jouet très amusant, et pour ceux qui s'y connaissent déjà un minimum en usinage traditionnel c'est assez vite pris en main (à condition de ne pas être fâché avec les ordinateurs)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() ghg02 Jeu 28 Avr 2011 - 17:48
ghg02 Jeu 28 Avr 2011 - 17:48
Ta petite machine est impressionnante de technologie et de précision, j'en ss bluffé, dis moi la microlub qui est dessus est fourni avec ou pas, je ss epaté de son efficacité.
Guillaume

ghg02- très actif

- Messages : 250
Points : 585
Date d'inscription : 06/03/2011
Age : 41
Localisation : 60 Ribecourt Dreslincourt
Re: CNC BZT PF 750P
![]() dh42 Jeu 28 Avr 2011 - 18:04
dh42 Jeu 28 Avr 2011 - 18:04
ghg02 a écrit:Salut David
Ta petite machine est impressionnante de technologie et de précision, j'en ss bluffé, dis moi la microlub qui est dessus est fourni avec ou pas, je ss epaté de son efficacité.
Guillaume
Bonjour Guillaume,
La microlub est une option, en fait je n'ai pris que l'embout, elle est simplement alimentée par mon compresseur et un bidon accroché en haut.
http://www.ironwood-distribution.com/tout_pour_la_cnc/accessoires_cnc/brumisateur-p-2517.html
elle existe aussi en version comprenant une électrovanne et un régulateur de pression, mais le tarif n'est plus le même
http://www.ironwood-distribution.com/tout_pour_la_cnc/accessoires_cnc/equipement-complet-de-brumisation-p-2518.html
Elle peut être utilisée juste avec de l'air, ou avec liquide de coupe en plus. le réglage de l'intensité de pulvérisation se fait en tournant l'embout laiton.
Complètement visé, il ne sort que de l'air.
En 3h d'usinage je n'ai consommé que 0.25L, et je pense que c'était encore un peu trop (par contre ça fait un brouillard d'huile en suspension dans l'atelier
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Mer 18 Mai 2011 - 23:32
dh42 Mer 18 Mai 2011 - 23:32
Maintenant que j'ai trouvé le problème sur mon 4ieme axe, j'ai tenté une opération d'usinage 3D par retournement de la pièce (qui est donc dans le 4ieme axe - diviseur)
La matière première ... un pieds de lit en hêtre
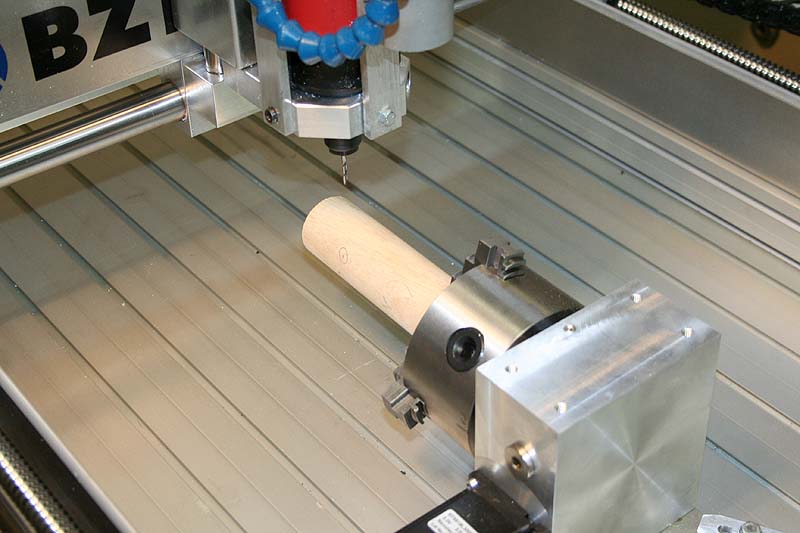
Comme on peu le voir, ce n'est pas une réussite, je pense que mon mandrin n'était pas correctement aligné avec l'axe Y de la machine, et que mon 0 en X n'était pas parfaitement centré sur l'axe de rotation du mandrin, d'où un décalage lors du retournement de la pièce.
Les 2 première faces (0 et 180°) ne seraient pas trop mal, par contre lorsque j'ai voulu le faire en 4 faces, il y a une bizarrerie, c'est un peu comme si la pièce était plus petite car ça coupe en trop de chaque coté de la pièce ...

Les faces 0 et 180°


Les faces 90 et 270

A refaire.

j'ai fait une petite vidéo, je vous la mettrais quand elle sera montée
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() diomedea Jeu 19 Mai 2011 - 7:07
diomedea Jeu 19 Mai 2011 - 7:07
joli sujet!
 J'ai hâte de voir la vidéo! Effectivement, il y a un problème, mais je te fais confiance pour le résoudre!
J'ai hâte de voir la vidéo! Effectivement, il y a un problème, mais je te fais confiance pour le résoudre!L'effet sur cette image est surprenant...

Encore une fois j’attends la suite avec impatience!!
Cdlt
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC BZT PF 750P
![]() dh42 Jeu 19 Mai 2011 - 15:03
dh42 Jeu 19 Mai 2011 - 15:03
Je ne comprends pas
Les images ne sont pas retouchées, juste un réglage contraste/luminosité.
... je pense avoir compris le "mystère" avec l'usinage des 2 faces finales ... il faudra que je vérifie ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Ven 20 Mai 2011 - 0:36
dh42 Ven 20 Mai 2011 - 0:36
et voila la chtite vidéo
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() diomedea Ven 20 Mai 2011 - 6:05
diomedea Ven 20 Mai 2011 - 6:05
C'est un petit peu long, mais on ne s’en lasse pas!
J'ai bien regardé la photo qui me paraissait étrange, l'effet n'est du qu'aux jeux d'ombres!
Ce bois t'as été vendu pour du hêtre? Pour moi il s'agirait plutôt d'un exotique genre Koto. Je dois en posséder quelques chutes, je ferais quelques photos.
Encore bravo!
Bonne continuation
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC BZT PF 750P
![]() dh42 Ven 20 Mai 2011 - 13:58
dh42 Ven 20 Mai 2011 - 13:58
La matière première c'est des pieds de lits, réduit à 40mm de Ø car je n'avais pas de fraise assez longue pour le faire dans du 50 ... (les fraises longues sont horriblement chères).
Au total l'usinage a pris 1h30, il y avais 48 min de vidéo, réduite à environ 15 min.
Bon, l'orage arrive je coupe tout
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() Impulson Ven 20 Mai 2011 - 14:49
Impulson Ven 20 Mai 2011 - 14:49
C'est pour tes loisirs ou pour ta profession ?
Sans indiscrétion cela va chercher dans les combien un outil pareil ?
Impulson- posteur Régulier

- Messages : 172
Points : 451
Date d'inscription : 06/01/2011
Age : 50
Localisation : Sprimont (Belgique)
Re: CNC BZT PF 750P
![]() dh42 Ven 20 Mai 2011 - 16:14
dh42 Ven 20 Mai 2011 - 16:14
Impulson a écrit:Joli jouet :-)
C'est pour tes loisirs ou pour ta profession ?
Sans indiscrétion cela va chercher dans les combien un outil pareil ?
Salut,
C'est pour mon boulot ... enfin en théorie
environ 4500€ TTC la machine + l'électronique de commande et la table alu (une option) et quelques accessoires.
une broche ~ 200€
le 4ieme axe (le diviseur) coute 1500€ à lui seul.
rajoute un PC et quelques soft ~ 700 à 800€ de plus encore.
Sans le 4ieme axe, tu trouve ce genre de machine complète vers 3500€ en matos Chinois. (avec la broche)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Sam 28 Mai 2011 - 15:42
dh42 Sam 28 Mai 2011 - 15:42
Une petite vidéo de pièces en alu usinées hier soir avec la CN.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Beau travail
![]() pili Sam 28 Mai 2011 - 20:14
pili Sam 28 Mai 2011 - 20:14
Bonsoir David
Si je pourrais finir mon bateau a cette vitesse la, je serais très heureux!!!!!!!
Beau travail et très motivant pour l'ancien mécano que je suis !
Cordialement Pierre
pili- Modérateur
- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: CNC BZT PF 750P
![]() diomedea Sam 28 Mai 2011 - 20:51
diomedea Sam 28 Mai 2011 - 20:51
C'est géant!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CNC BZT PF 750P
![]() Zarkann Sam 28 Mai 2011 - 21:02
Zarkann Sam 28 Mai 2011 - 21:02
magnifique, superbe, géniale, sehr gut

On pourrait mettre ta chaine you-tube sur le portail de MB qu'en pense tu ?
ce serrait mieux que mes trois vidéo qui se battent en duel

J'ai demander à mon collègue de la maintenance ce que c'était que des vis à billes précontraintes
Il faudrait que tu fasse des photos des bouts de vis, comme ça il pourra les voir
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CNC BZT PF 750P
![]() dh42 Sam 28 Mai 2011 - 21:50
dh42 Sam 28 Mai 2011 - 21:50
On pourrait mettre ta chaine you-tube sur le portail de MB qu'en pense tu ?
Oui, si tu veux ...
J'ai demander à mon collègue de la maintenance ce que c'était que des vis à billes précontraintes
Il faudrait que tu fasse des photos des bouts de vis, comme ça il pourra les voir
On ne vois rien sans tout démonter et je ne tient pas trop à les dérégler
Si je pourrais finir mon bateau a cette vitesse la, je serais très heureux!!!!!!!
Beau travail et très motivant pour l'ancien mécano que je suis !
Je ferais un post sur l'ensemble de la fabrication du support de torche, je viens de le finir et de l'essayer. La majorité du travail est fait en traditionnel sur la Z1
C'est géant! cheers un jour je m'y mettrais!...
Garde lui une petite place dans ton atelier .... qui vas finir par être plein à ras bord si tu achète d'autres monstres comme la scie à format

Ce genre de jouet (la CN) doit faire le bonheur des modélistes je pense
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC BZT PF 750P
![]() dh42 Mer 1 Juin 2011 - 22:22
dh42 Mer 1 Juin 2011 - 22:22
J'avais des colonnettes à faire, mais je ne sais pas faire ça au tour, j'ai donc mis le 4ieme axe à contribution.
La vidéo suivante montre l'opération.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 1 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» aide à Préparation et conseils
» Configurer une BZT PF-750P (avec Mach3)
» Configuration Mach 3 pour BZT PFM 750P via port ethernet