






Chariot/servante pour pompe à dépression
Page 1 sur 3 • 1, 2, 3 

 Chariot/servante pour pompe à dépression
Chariot/servante pour pompe à dépression
![]() dh42 Jeu 3 Avr 2014 - 18:54
dh42 Jeu 3 Avr 2014 - 18:54
Ces derniers jours, j'ai fait l’acquisition d'une pompe à dépression ; vu le poids de la bête et la petite taille de mon atelier, qui nécessite de pouvoir bouger un maximum de choses, je vais la mettre sur un petit chariot. Toujours pour des questions de place, je compte aussi faire en sorte que ce chariot puisse avoir d'autres utilités ... les détails de ces autres utilités ne sont pas encore totalement définis, mais je pense déjà à pouvoir y loger le Systainer de la scie et en plus faire un système de servante à rouleaux pour le combi.
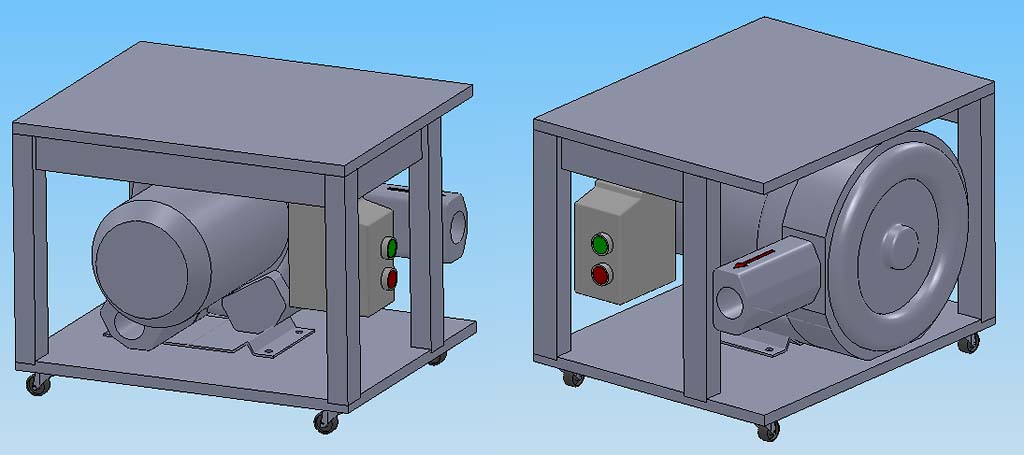
Une vue sous SW du chariot.
La matière ; une plaque de CP de 800 x 600 et une barre de pin de 31 x 46.

Découpe à la longueur + 10 mm, puis rabotage sur la Lurem

Le mortaisage se fait sur la CN.
Pour ceux qui pense que ça prend du temps, j'ai chronométré ; temps total pour faire le "dessin/programme" .. 4 min.
Voila de quoi il s'agit.
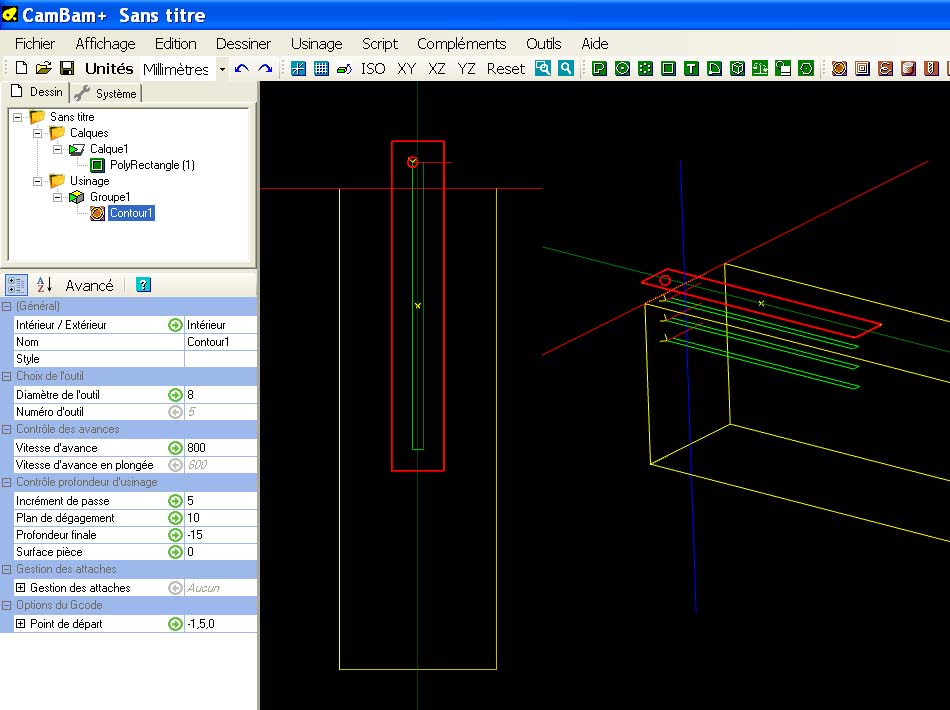
à gauche se trouve les paramètres d'usinage associés à une opération d'usinage ; ici il s'agit de l'opération 'Contour1' qui comme on s'en doute à pour but de faire ... un contour
Il s'agit ici d'un contour 'intérieur', je vais donc évider le rectangle (la fraise fait 8 de Ø pour une mortaise de 10).
Si j'avais eu une fraise de 10, mon rectangle aurait été remplacé par un simple trait.
La mortaise est matérialisée par le rectangle rouge ; le travail de dessin est donc rapide !!
Ce rectangle est "associé" à l'opération 'Contour1' ; il sert donc de "gabarit" pour exécuter le dit contour intérieur en utilisant les paramètres réglés dans la partie gauche pour cette opération.
le rectangle jaune représente le bloc de matière, je l'ai ajouté pour la compréhension, mais il n'est pas indispensable.
On peut voir également que mes 2 axes X (rouge) et Y (vert) sont positionnés de telle façon à ce que : Le 0 de l'axe Y soit aligné avec le bord du bois, et le 0 de l'axe X soit centré sur la mortaise.
Ces positions devront correspondre sur la machine. On voit également dans les paramètres que la "surface pièce" est à 0, autrement dit le 0 en Z est à la surface de la pièce (et je creuse jusqu'à -15 avec un 'incrément de passe' de 5 mm)
Si le rectangle représentant la mortaise dépasse du bois (de 9mm), c'est tout simplement pour que la fraise ne descende pas en pleine matière, mais à l'extérieur de la pièce. Le rond rouge représente le point de départ de la trajectoire d'usinage pour cette opération.
Une fois les paramètres d'usinage définis et appliqués à mon rectangle, c'est le soft qui calcule les parcours d'outil, autrement dit la trajectoire que suivra le centre de la fraise et que l'on voit en vert sur le dessin ; à droite sur la vue perspective on voit également les 3 niveaux d'usinage. Les petites flèches jaunes indiquent le sens de déplacement de la fraise.
Il ne reste plus qu'à cliquer un menu pour générer le programme en Gcode correspondant aux parcours d'outils qui viennent d'être calculés.
Puis on peut passer à l'usinage.
Après avoir fixé la pièce bien alignée avec l'axe Y, il faut donc prendre le 0,0,0 sur la pièce afin qu'il coïncide avec le 0,0,0 du dessin.
Ici, j'utilise une simple fraise à graver qui me sert de pointe de "visée", je l'amène à la position qui correspond au 0,0 du dessin en XY, et je met ensuite les coordonnées X et Y à 0 sur le soft de pilotage machine (Mach3).
La fraise en position à l'endroit que je souhaite définir comme point 0 en X et Y

mise à zéro de X et Y

Contrairement à ce que laisse penser les images, je ne me suis pas aligné sur le trait de crayon, qui n'est la que pour savoir quelle face usiner ; je me suis aligné sur le bord gauche, puis je me suis déplacé de 15mm en X+ (vers la droite)
Après montage de la fraise de 8, même chose pour le 0 en Z, la fraise est amenée à toucher le dessus de la pièce, puis mise à 0 du Z sur Mach3 (ici je ne peux pas utiliser le palpeur d'outil, pas assez de dégagement en Z pour le faire passer)

Il ne reste plus qu'à cliquer sur le bouton 'Départ' et l'usinage commence.
et le résultat obtenu.

La suite plus tard
++
David
Dernière édition par dh42 le Dim 17 Aoû 2014 - 22:02, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Chariot/servante pour pompe à dépression
![]() quentin91800 Jeu 3 Avr 2014 - 18:59
quentin91800 Jeu 3 Avr 2014 - 18:59
C'est pas mal du tout tes mortaises !
Tu va voir les ventouses pour tenir les pièces sur la CN c'est super pratique !

quentin91800- complétement accro

- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Chariot/servante pour pompe à dépression
![]() dh42 Jeu 3 Avr 2014 - 19:04
dh42 Jeu 3 Avr 2014 - 19:04
Tu a une pompe ou tu fais avec l'aspi ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() quentin91800 Jeu 3 Avr 2014 - 19:12
quentin91800 Jeu 3 Avr 2014 - 19:12
une vrai pompe à vide avec une grosse CN


On a des poutrelles avec des ventouses un coup sur la pédale et hop ça tiens !

quentin91800- complétement accro
- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Chariot/servante pour pompe à dépression
![]() dh42 Jeu 3 Avr 2014 - 20:07
dh42 Jeu 3 Avr 2014 - 20:07
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() quentin91800 Jeu 3 Avr 2014 - 23:26
quentin91800 Jeu 3 Avr 2014 - 23:26
dh42 a écrit:Ah oui ! y a du lourd là !!
++
David
Au final c'est pas si compliqué que ça la CN !
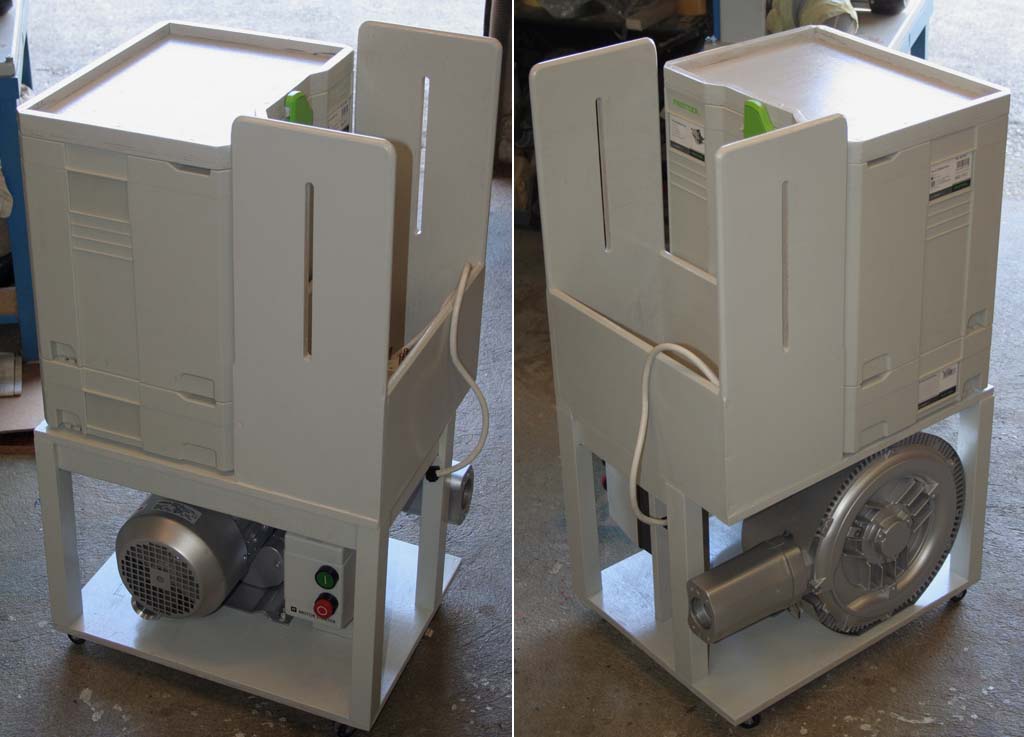
D'ailleurs on peux apercevoir il me semble la pompe à vide en bas à droite.
quentin91800- complétement accro
- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Chariot/servante pour pompe à dépression
![]() dh42 Ven 4 Avr 2014 - 14:35
dh42 Ven 4 Avr 2014 - 14:35
D'ailleurs on peux apercevoir il me semble la pompe à vide en bas à droite.
Oui, c'est ce qu'il me semblait.
Le truc bien sur cette machine, c'est que ce n'est pas la place qui manque pour loger un bon système d'aspiration ... sur la PF c'est plus galère pour trouver de la place pour un truc efficace !
Tu fabrique quoi comme pièces avec cette machine ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() quentin91800 Ven 4 Avr 2014 - 20:56
quentin91800 Ven 4 Avr 2014 - 20:56
dh42 a écrit:Salut,D'ailleurs on peux apercevoir il me semble la pompe à vide en bas à droite.
Oui, c'est ce qu'il me semblait.
Le truc bien sur cette machine, c'est que ce n'est pas la place qui manque pour loger un bon système d'aspiration ... sur la PF c'est plus galère pour trouver de la place pour un truc efficace !
Tu fabrique quoi comme pièces avec cette machine ?
++
David
On peux quasiment tout faire mêmes du 5 axes si c'est qu'une 3 axes
En ce moment on fait une porte, avec des gravure et des impact.

Puis après on est sur un guéridon bien tortueux.
Ou ce genre de table à effet marqueterie.

quentin91800- complétement accro
- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Chariot/servante pour pompe à dépression
![]() dh42 Ven 4 Avr 2014 - 21:37
dh42 Ven 4 Avr 2014 - 21:37
... suite
Découpe des plaques de CP de 15 avec la petite Festool ; un vrai plaisir à utiliser cet engin
Même avec une lame qui s'est mangé quelques plaques de corian il y a peu, la coupe est nickel ... et précise.
Sur la Lurem, j'arrive à une précision acceptable sur une taille de plaque comme celle ci, mais le réglage est laborieux, et une fois réglé, il ne faut pas la brutaliser .. (du genre mettre un coup dans le guide en passant
Impossible par contre d'avoir une telle qualité de coupe sur la Lurem, même avec une lame bien affutée

Les ... je ne sais pas le nom boiseux (bandeaux ?) on été coupés au guide // sur la Lurem, notez le pousseur que j'utilise dès que mes doigts me semble un peu trop prêt de la lame

Présentation en place.

Les "pieds" sont collés/vissés avec des vis de 3.5 x 50. Pour que ce ne bouge pas lors du serrage et que les bois affleurent bien le bord de la plaque, j'utilise 2 "butées", ici 2 équerres tenues par des serre-joints.

La pompe présentée en place, et le projet de m'en servir pour "caser" les Systainers qui bien sur prennent pas mal de place (vivement les outils gonflables

Sur le bout qui reste, je vais essayer de mettre un système de rouleau réglable en hauteur qui servira de servante, et un plateaux à rebord amovible sur le tout pour bien faire
Ajout de roulettes (les anciennes du chariot de l'aspi)

C'est pas que je les aimes bien, plus c'est petit en Ø et plus ça roule mal, mais je ne peux pas faire plus haut si je veux pouvoir l'utiliser comme servante pour la Lurem sans devoir enlever les Sytainers ... et puis pour une servant, il vaut mieux qu'elle n'avance pas en même temps que les planches ; si ça se produit, il faudra que j'en trouve de la même taille avec frein ... ou que j'en fasse un.
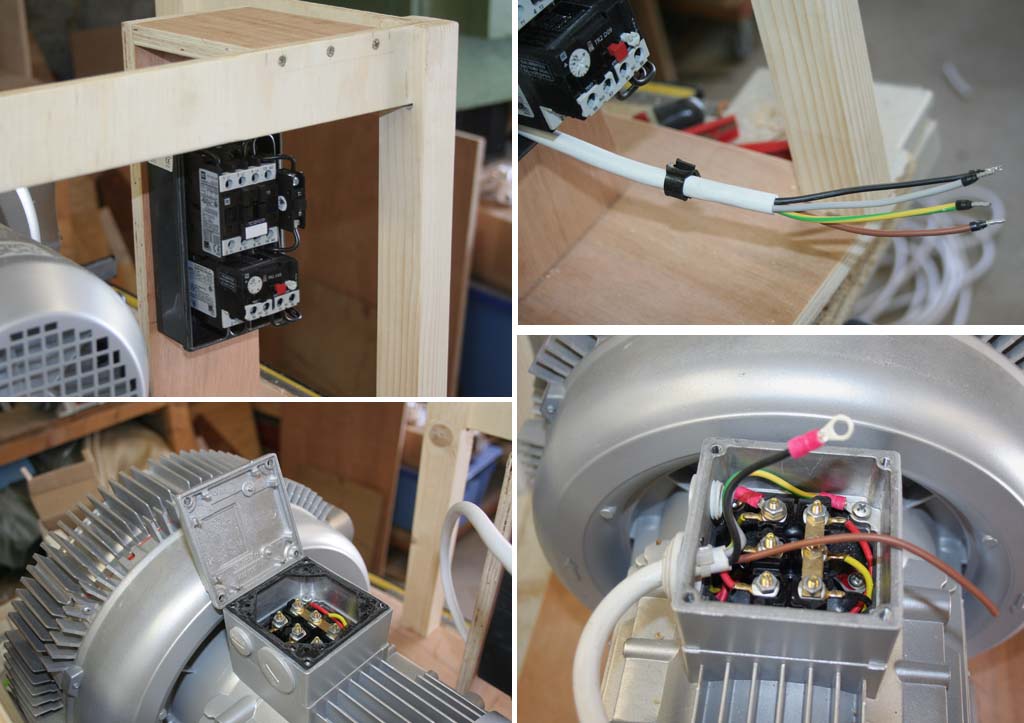
La pompe est livrée toutes nue, pas le moindre bouton, câble électrique, raccord pour l'aspiration ... ni info, si ce n'est que c'est du made in R.P.C
Visuellement et au 'toucher', elle donne par contre une impression de qualité ... et elle plombe ses 30Kg ..
Donc ajout d'un "démarreur moteur", et d'un câble de raccordement secteur.
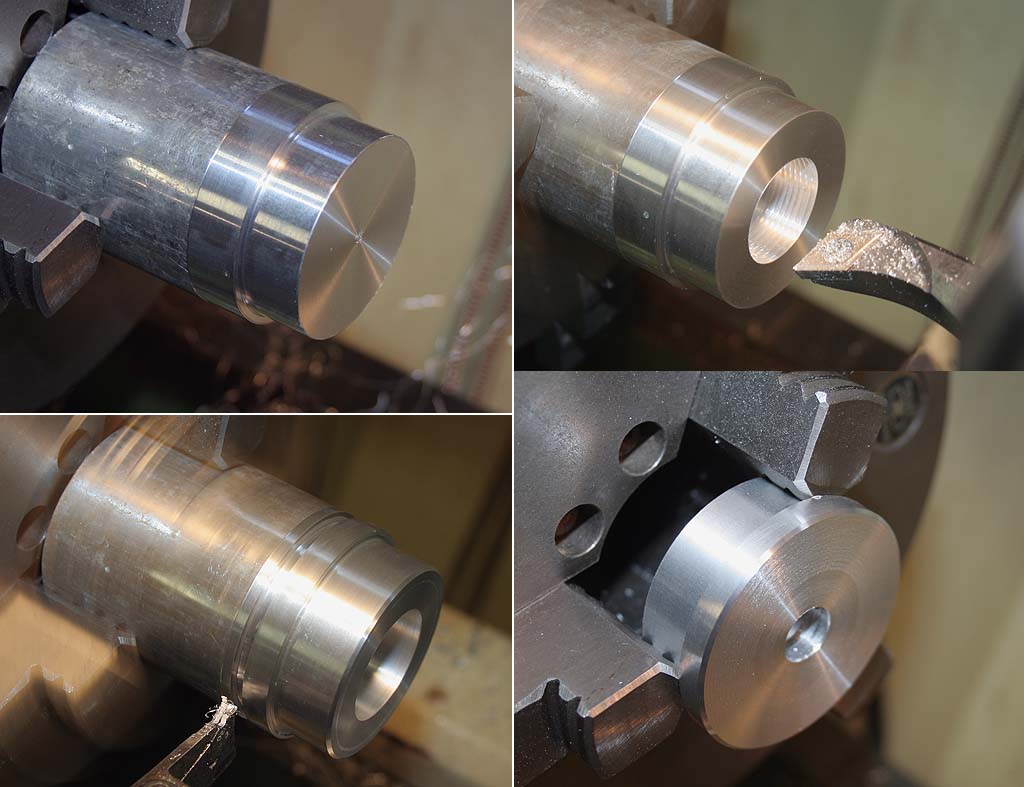
Ensuite, tournage d'un raccord pour brancher un tuyau d'aspiration ... impossible d'en trouver un, Ø 38 pas de 11 TPI.
Pour le perçage, pré-perçage à 13, puis perçage à 32 ; j'ai bien un forêt de 40, mais en CM4, il ne rentre pas dans la poupée mobile

... mais rassurez vous, j'ai raté la pièce ; j'ai fait un pas de 10 TPI au lieu de 11 ...
La pièce ratée finie.


à plus pour la suite ..
++
david
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() dh42 Dim 13 Avr 2014 - 21:16
dh42 Dim 13 Avr 2014 - 21:16
Une petite suite ..
Découpe des montants qui tiendront le rouleau de la servante.
à la scie sur rail pour la découpe extérieure, et à la CNc pour la lumière, les perçages et les arrondis dans les angles supérieurs.

Les angles sont chanfreinés à la def sous table.

L'ensemble monté, mastiqué.

Il me restait une chute de CP de 15 faisant quelques mm de plus que la surface d'un Systainer ; j'ai donc décidé de faire un petit plateau qui se fixera sur le dessus du Systainer.
Découpe à la scie sur rail + scie à ruban et essais de verrouillage .... ça marche

Puis ajout de baguettes "anti-chute" tout le tour, clouées/collées, tirées d'une ... chute
La baguette est coupée à la scie sur rail, en mode plongée.
Après collage, arrasage de la baguette que j'ai laissé légèrement dépassante à la def sous table.

Pendant ce temps, la CN usinait les "taquets" pour la fixation sur le Systainer (les mêmes pièces qu'ici)
Le plateau mastiqué, en attente de ponçage/peinture, avec les taquets terminés.

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() 6°sens Dim 13 Avr 2014 - 21:25
6°sens Dim 13 Avr 2014 - 21:25
et
Belle maitrise !!!
Je guette la suite avec beaucoup d'intérêt.
Amicalement,
Renaud
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges

6°sens- Modérateur

- Messages : 9441
Points : 16190
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Chariot/servante pour pompe à dépression
![]() dh42 Dim 13 Avr 2014 - 21:56
dh42 Dim 13 Avr 2014 - 21:56
Je m'amuse bien, c'est vraiment pratique cette scie sur rail, surtout dans un atelier de petite taille
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() dh42 Jeu 17 Avr 2014 - 19:41
dh42 Jeu 17 Avr 2014 - 19:41
Un petit up ;
Mise en place des taquets sous la tablette.

Test de positionnement ; pas de jeu, tout vas bien

Puis peinture et remontage ..
Un petit coup de vert sur le pourtour de la tablette, histoire de mettre un peu de couleur.

Voila, pour l'instant j'attends les roulements que j'ai commandés pour faire le rouleau ... pas trouvé de roulements de moins de 50mm de Ø dans mon stock
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() dh42 Lun 28 Avr 2014 - 23:17
dh42 Lun 28 Avr 2014 - 23:17
Une petite suite, fabrication du rouleau.
Un bout d'alu en Ø50 qui trainait dans un coin, notez que j'ai déjà adopté la partie servante

Tournages des embouts et montage d'un roulement (6000Z) avec serrage (0.02mm).

Puis montage en force aux deux bouts d'un tube PVC de 50.

Quelques essais rapides ; il me restera encore à faire les boutons de serrage en alu ou en laiton, suivant ce qui me tombera sous la main.
En position pour la scie/dégau.

Tablette enlevée (ça passe avec la tablette ... si elle est vide)

et en position la plus basse de la Lurem en rabotage.

++
David
Dernière édition par dh42 le Lun 3 Nov 2014 - 22:28, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() diomedea Mar 29 Avr 2014 - 8:29
diomedea Mar 29 Avr 2014 - 8:29
Quand on a pas de place, on a des idées!
Bravo, bien vu!
Amicalement
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Chariot/servante pour pompe à dépression
![]() dh42 Mar 29 Avr 2014 - 15:28
dh42 Mar 29 Avr 2014 - 15:28
Ah oui ! , je dois économiser le moindre cm² ... et veiller à mon régime si je veux passer entre les machines
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() dh42 Ven 9 Mai 2014 - 2:21
dh42 Ven 9 Mai 2014 - 2:21
Cet aprèm, usinage des boutons de serrage du rouleau.
Il sont fait en Corian, dans une chute que j'ai du gratter pour y décoller un bout de MDF .. (et oui, je ne jette pas grand chose ... vous devez connaitre
La partie centrale avec le filetage est en acier, faite au tour bien sur.
Seule innovation, comme je n'avais pas envie de sortir la Z1 et le diviseur pour faire 6 trous ... je les ai fait à la CN, avec un foret carbure de 1.9 mm (c'est tout ce que j'ai en foret carbure ... et les HSS sont inutilisables sur la Kress .. trop rapide)
Ce sera la première fois que j'usine de l'acier sur cette machine .... pas de problème particulier, mais on sent quand même bien la différence de dureté.
( Foret Ø 1.9 HM, 8000 tr/min , avance 15 mm/min, à sec)
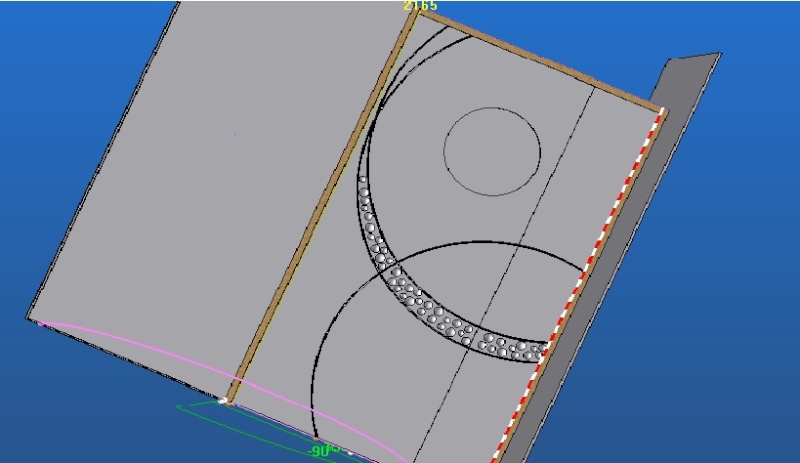
Le dessin sous SW
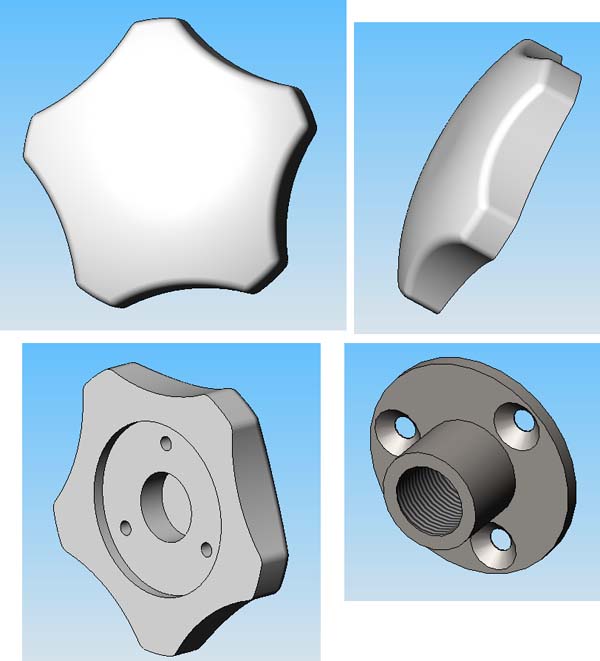
La pièce en Corian est faite en usinage double face, avec la méthode que j'utilise habituellement, c.a.d. 2 piges de positionnement sur l'axe X.
La face inférieure ne comporte que les 2 centreurs, percés à la fraise en mode de perçage par cycle (descente verticale + débourrage), ainsi que 2 poches circulaire, une pour loger l'embase de "l'insert" en acier, l'autre pour laisser de la marge supplémentaire pour la tige filetée. Les 3 trous sont également percés en mode cycle de perçage, avec le foret carbure de 1.9 ; il seront à agrandir à 2.5 pour taraudage à M3. (pas retrouvé ma fraise de 2 assez longue pour les faire direct à 2.5)
La face de dessus quand à elle est presque entièrement faite en usinage 3D ; seule la découpe finale est faite avec une opération de contour.
2 Usinages 3D en mode lignes de niveau ; une ébauche et une finition.

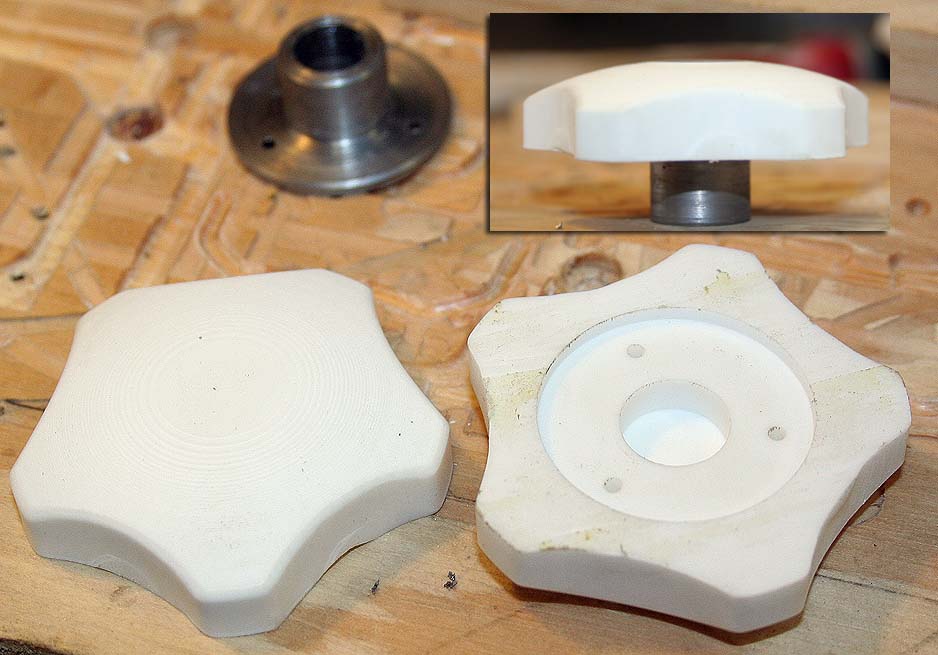
et les pièces Corian finies

Après tournage des pièces acier, je dois pouvoir trouver leur centre sur la CN pour le perçage des 3 trous à 120°.
Pour cela, le plus simple est de faire un usinage de poche du Ø extérieur de la pièce, en mettant bien sur le 0 au centre sur la FAO et de s'en servir de centreur pour la pièce en métal.
Je fixe une chute de CP de 10mm sur mon martyre. (histoire de ne pas faire un gros trou dans le martyre)

Sous Cambam, j'ai simplement dessiné un cercle de 14.2 mm de Ø et j'y ai appliqué un contour intérieur à la fraise de 8 sur une profondeur de 10mm.
Bien sur le centre du cercle est à XY = 0,0 sur Cambam.
Il me suffit alors d'amener ma fraise à l’endroit souhaité, de mettre X et Y à zéro sur Mach3 et de lancer le programme. J'ai un trou avec le centre à 0,0.

A partir de la, la position du centre étant "réglée" sur Mach3, et il me suffit de faire un programme de perçage avec 3 trous à 120° sur Cambam, centrés eux aussi sur le 0,0 en XY.
Et c'est parti pour le perçage des pièces acier.

Il me restera à tester si le Corian peut se peindre, et avec quoi. Si la peinture verte que j'ai utilisé pour le reste veux bien tenir dessus, je les ferais en vert ...
Et voila, ce sera tout pour aujourd'hui
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() diomedea Ven 9 Mai 2014 - 7:23
diomedea Ven 9 Mai 2014 - 7:23
Sitôt dit, sitôt fait!
Bravo!
Le Corian
 est un PMMA, et comme le Plexiglas il doit pouvoir se peindre.
est un PMMA, et comme le Plexiglas il doit pouvoir se peindre.Amicalement,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Chariot/servante pour pompe à dépression
![]() michel.be Ven 9 Mai 2014 - 7:56
michel.be Ven 9 Mai 2014 - 7:56
A vérifier ! ... mais de mémoire tu dois pouvoir le peindre à chaud avec une peinture de type radiateur
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: Chariot/servante pour pompe à dépression
![]() diomedea Ven 9 Mai 2014 - 8:31
diomedea Ven 9 Mai 2014 - 8:31
Qu'appelle tu "une peinture de type radiateur"?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Chariot/servante pour pompe à dépression
![]() noebus86 Ven 9 Mai 2014 - 9:24
noebus86 Ven 9 Mai 2014 - 9:24
je pense que Michel fait allusion à la peinture que l'on utilise pour les Radiateurs de refroidissement des voitures que l'on appelle communément "peinture à chaud", tu en trouve en bombe en GSB ; en générale elle tiens bien sur les supports "PVC et ces dériver " et si je ne m'abuse elle existe en Matte et en Brillant . voilou
@+ cdlt

noebus86- complétement accro
- Messages : 2281
Points : 3922
Date d'inscription : 04/08/2013
Age : 65
Localisation : France / Vienne 86000
Re: Chariot/servante pour pompe à dépression
![]() michel.be Ven 9 Mai 2014 - 9:40
michel.be Ven 9 Mai 2014 - 9:40
Radiateur voiture ou même domestique
Autrement, tu peux également utiliser une peinture carrosserie/pare-choc ... tu mets ta pièce au four (c'est madame qui va pas être heureuse ...) et tu appliques ... tu as toutes la gamme de peinture imaginable ou presque ...
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: Chariot/servante pour pompe à dépression
![]() dh42 Sam 10 Mai 2014 - 21:58
dh42 Sam 10 Mai 2014 - 21:58
Et voila, fin de cette réalisation (en principe).
Les boutons finis ; finalement je ne vais pas les peindre ..

Et l'ensemble terminé.

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Chariot/servante pour pompe à dépression
![]() michel.be Sam 10 Mai 2014 - 22:03
michel.be Sam 10 Mai 2014 - 22:03
j'ai vu un jour une vidéo sur le Net d'un gars qui faisait lisser/briller ses pièces "plastique" ... il mettait un peu d'acétone dans un bocal, suspendait la pièce dans ce bocal et le mettait sur la taque électrique ... les vapeur d'acétone avaient pour effet de lisser et de faire briller la pièce.
si je la retrouve je te la passe ...
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: Chariot/servante pour pompe à dépression
![]() jb53 Dim 17 Aoû 2014 - 7:24
jb53 Dim 17 Aoû 2014 - 7:24
Chouette servante et bon reportage (comme d'habitude).
C'est vrai qu'on cherche toujours un endroit où poser ses affaires quand on travaille.
Alors, cette pompe, çà fonctionne?
A bientôt
joël

jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Page 1 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» une servante pour ma scie à onglet
» Pompe pour huile de coupe
» Pompe péristaltique pour jus de pommes
» Fabrication d'un raccord pour ma pompe à lubrifiant