






Fabrication d'un raccord pour ma pompe à lubrifiant
5 participants
Page 1 sur 1

 Fabrication d'un raccord pour ma pompe à lubrifiant
Fabrication d'un raccord pour ma pompe à lubrifiant
![]() cantonnier Sam 9 Nov 2013 - 17:20
cantonnier Sam 9 Nov 2013 - 17:20
Bonjour à tous,
Je ne sais pas ce que vous en pensez, mais je trouve que les "métaleux" du forum sont quelque peu endormis ces temps ci, non ? Je ne vois plus (ou très peu) de reportage sur vos réalisations, sur vos projets en cours :'( C'est dommage !
Je vais essayer de faire revenir la motivation en vous proposant un petit reportage sur la fabrication d'un raccord pour ma pompe a lubrifiant.
En effet, le raccord d'origine est fabriqué dans une matière pastique un peu caoutchouteuse :

Dans un sens c'est bien parce que ça ne rouille pas, et le fait que ce soit un peu mou évite que ça casse, cependant, ce raccord se tord quand j'essaye de le desserrer, et surtout le pas de vis est foiré : dès que j'essaye de la revisser, il se place de travers et il m'est impossible de le redresser. Je n'ai pas trop insisté de peur de foirer toute la longueur du pas de vis.
J'avais essayé de recouper la partie où le pas de vis est foiré, mais dès que je veux revisser, le raccord se replace de travers ! Du coup, j'ai pris quelques mesures et j'en ai fabriqué un autre.
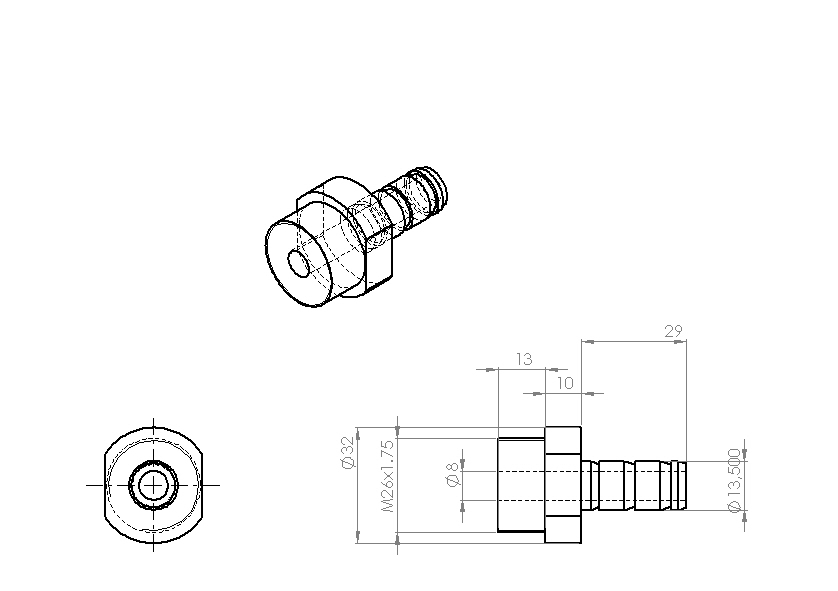
Ma première étape est naturellement de faire le plan de cette pièce :
Pour réaliser cette pièce j'utilise un vieux morceau d'axe de machine tracteur Ø32mm que j'ai récupéré je ne sais où.
Mon travail suivant se passe à l'étau pour découper à la meuleuse l'extrémité afin de me débarrasser du trou où passait la goupille :

Je monte ensuite ma "ferraille" dans le tour pour dresser la face que je viens de découper à la meuleuse:

Je peux ensuite y percer un centre :

Après quoi je peux mettre ma pointe tournante en place en commencer à charioter pour faire le petit diamètre (Ø13.5mm) :
Je prends des passes de 0.5mm au rayon (soit 1mm au diamètre), j'utilise un outil au carbure, avec une avance de 0.1mm/tour et je tourne à 600trs/min, résultats ça fait des belles perruques

Arrivé aux alentours du Ø16mm, la forme de mon outil au carbure fait qu'il risque de buter contre ma pointe tournante. Je dois donc changer d'outil : je passe à un outils HSS et je réduit ma vitesse de moitié.

Les petites fumerolles que vous voyez sur la photo sont dues à l'huile (huile moteur) que je mets régulièrement sur ma pièce afin de lubrifier mon outils en acier rapide
Une fois mon Ø13.5 atteins, je perce Ø8 sur une profondeur d'environ 56 - 57mm :


Ensuite, je démonte ma pièce du tour pour la replacer dans l'étau afin de la découper à la longueur 57mm environ.
Pourquoi je ne l'ai pas fait dès le départ ? je ne sais pas, j'avais envie de la couper en 2 fois !

Après quoi je le replace dans le tour pour dresser la face que je viens de tronçonner et atteindre ma longueur finale de 55m :

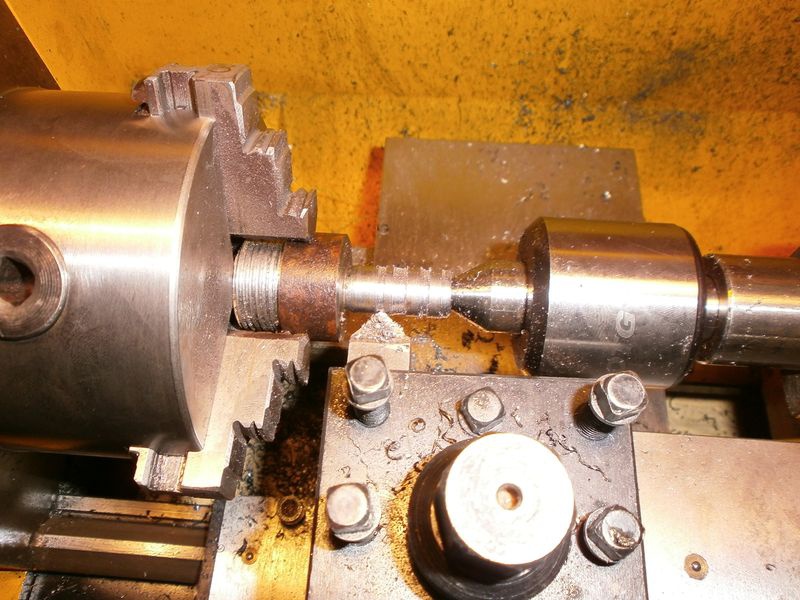
Je remets ma pointe tournante en place et je chariote pour passer de Ø32mm à 26mm :

Une fois ce diamètre atteins, je monte mon outil à fileter et je vérifie son bon alignement et son affutage à l'aide de ma "sardine" :

Avant de commencer à créer le filetage, il faut changer le réglage de l'avance : mon raccord est 26x1.75, je choisis donc un jeu de pignon me permettant de réaliser une avance de 1,75mm/trs
Et je commence à couper mon filet :
Après plusieurs passes de 0.2mm, puis environ 0.15 et enfin environ 0.075 mm au diamètre, mon filet est terminé :

Je retourne ma pièce et je réalise ensuite un bon chanfrein et quelques gorges (sans mesures, à l’œil) pour faciliter la mise en place et le blocage du tuyau :
Enfin, je démonte ma pièce, et un passage au touret à meuler pour réaliser 2 mets plats qui permettront serrer ce raccord avec la clé à molette :

Voici côte à côte ma nouvelle pièce en acier et la pièce d'origine en plastique caoutchouteux :

J'espère que vous aurez aimé ce petit reportage et qu'il vous redonnera envie de partager vos réalisations
PS : soyez indulgents avec mes méthodologies de tournage : je suis débutant en tournage, je n'ai mon tour que depuis 2 mois
Je ne sais pas ce que vous en pensez, mais je trouve que les "métaleux" du forum sont quelque peu endormis ces temps ci, non ? Je ne vois plus (ou très peu) de reportage sur vos réalisations, sur vos projets en cours :'( C'est dommage !
Je vais essayer de faire revenir la motivation en vous proposant un petit reportage sur la fabrication d'un raccord pour ma pompe a lubrifiant.
En effet, le raccord d'origine est fabriqué dans une matière pastique un peu caoutchouteuse :
Dans un sens c'est bien parce que ça ne rouille pas, et le fait que ce soit un peu mou évite que ça casse, cependant, ce raccord se tord quand j'essaye de le desserrer, et surtout le pas de vis est foiré : dès que j'essaye de la revisser, il se place de travers et il m'est impossible de le redresser. Je n'ai pas trop insisté de peur de foirer toute la longueur du pas de vis.
J'avais essayé de recouper la partie où le pas de vis est foiré, mais dès que je veux revisser, le raccord se replace de travers ! Du coup, j'ai pris quelques mesures et j'en ai fabriqué un autre.
Ma première étape est naturellement de faire le plan de cette pièce :
Pour réaliser cette pièce j'utilise un vieux morceau d'axe de machine tracteur Ø32mm que j'ai récupéré je ne sais où.
Mon travail suivant se passe à l'étau pour découper à la meuleuse l'extrémité afin de me débarrasser du trou où passait la goupille :
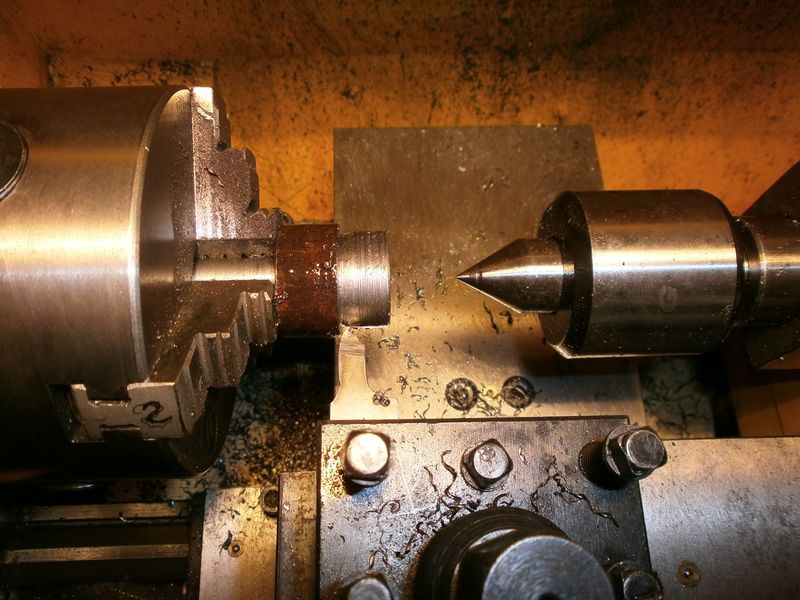
Je monte ensuite ma "ferraille" dans le tour pour dresser la face que je viens de découper à la meuleuse:
Je peux ensuite y percer un centre :
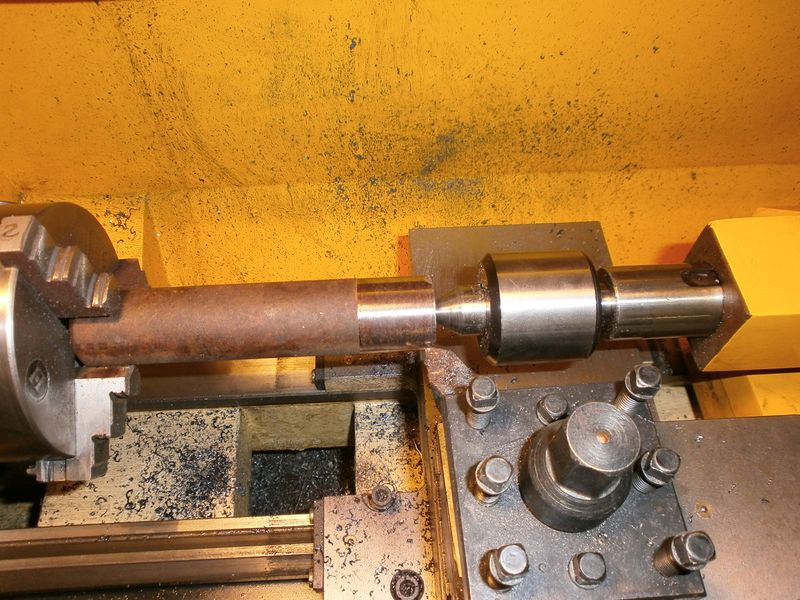
Après quoi je peux mettre ma pointe tournante en place en commencer à charioter pour faire le petit diamètre (Ø13.5mm) :
Je prends des passes de 0.5mm au rayon (soit 1mm au diamètre), j'utilise un outil au carbure, avec une avance de 0.1mm/tour et je tourne à 600trs/min, résultats ça fait des belles perruques
Arrivé aux alentours du Ø16mm, la forme de mon outil au carbure fait qu'il risque de buter contre ma pointe tournante. Je dois donc changer d'outil : je passe à un outils HSS et je réduit ma vitesse de moitié.
Les petites fumerolles que vous voyez sur la photo sont dues à l'huile (huile moteur) que je mets régulièrement sur ma pièce afin de lubrifier mon outils en acier rapide
Une fois mon Ø13.5 atteins, je perce Ø8 sur une profondeur d'environ 56 - 57mm :
Ensuite, je démonte ma pièce du tour pour la replacer dans l'étau afin de la découper à la longueur 57mm environ.
Pourquoi je ne l'ai pas fait dès le départ ? je ne sais pas, j'avais envie de la couper en 2 fois !
Après quoi je le replace dans le tour pour dresser la face que je viens de tronçonner et atteindre ma longueur finale de 55m :
Je remets ma pointe tournante en place et je chariote pour passer de Ø32mm à 26mm :
Une fois ce diamètre atteins, je monte mon outil à fileter et je vérifie son bon alignement et son affutage à l'aide de ma "sardine" :
Avant de commencer à créer le filetage, il faut changer le réglage de l'avance : mon raccord est 26x1.75, je choisis donc un jeu de pignon me permettant de réaliser une avance de 1,75mm/trs
Et je commence à couper mon filet :
Après plusieurs passes de 0.2mm, puis environ 0.15 et enfin environ 0.075 mm au diamètre, mon filet est terminé :
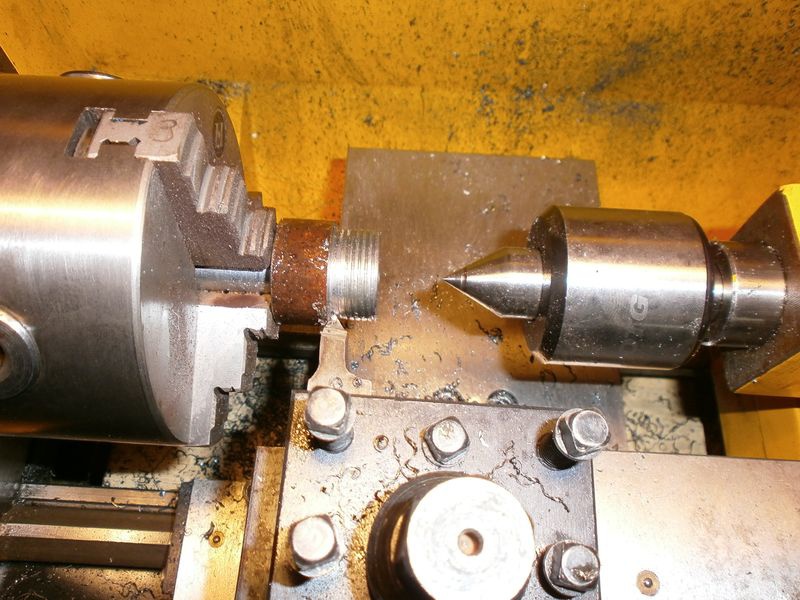
Je retourne ma pièce et je réalise ensuite un bon chanfrein et quelques gorges (sans mesures, à l’œil) pour faciliter la mise en place et le blocage du tuyau :
Enfin, je démonte ma pièce, et un passage au touret à meuler pour réaliser 2 mets plats qui permettront serrer ce raccord avec la clé à molette :
Voici côte à côte ma nouvelle pièce en acier et la pièce d'origine en plastique caoutchouteux :
J'espère que vous aurez aimé ce petit reportage et qu'il vous redonnera envie de partager vos réalisations
PS : soyez indulgents avec mes méthodologies de tournage : je suis débutant en tournage, je n'ai mon tour que depuis 2 mois
Yauque nem !

cantonnier- posteur Régulier

- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)

Re: Fabrication d'un raccord pour ma pompe à lubrifiant
![]() pompom37 Sam 9 Nov 2013 - 18:34
pompom37 Sam 9 Nov 2013 - 18:34
Bonjour cantonnier
belle réalisation pour un debutant
faire cette piece au bout de 2 mois de tour chapeau
j'aimerais bien m'acheter un tour metaux mais je suis comme toi debutant et ne connaissant rien en tournage metal
tournage bois oui car j'ai un tour et j'ai deja fait pas mal de choses avec
peut tu juste envoyer une photo de tour de debutant
merci
belle réalisation pour un debutant
faire cette piece au bout de 2 mois de tour chapeau
j'aimerais bien m'acheter un tour metaux mais je suis comme toi debutant et ne connaissant rien en tournage metal
tournage bois oui car j'ai un tour et j'ai deja fait pas mal de choses avec
peut tu juste envoyer une photo de tour de debutant
merci
_________________
Amicalement Christian
Quand tu te sens en situation d'échec, souviens toi que le grand chêne a lui aussi été un gland !
Un intellectuel assis va moins loin qu’un con qui marche

pompom37- Modérateur

- Messages : 5994
Points : 8396
Date d'inscription : 03/12/2009
Age : 68
Localisation : Tours
Re: Fabrication d'un raccord pour ma pompe à lubrifiant
![]() sangten Sam 9 Nov 2013 - 18:37
sangten Sam 9 Nov 2013 - 18:37
bonsoir
respect Cantonnier. Pour un débutant, tu te débrouilles drôlement bien.
Vous voir tous faire des petites merveilles me met de plus en plus l'eau à la bouche. Plus je passe du temps sur MB, plus j'ai envie de tâter du métal aux machines.
respect Cantonnier. Pour un débutant, tu te débrouilles drôlement bien.
Vous voir tous faire des petites merveilles me met de plus en plus l'eau à la bouche. Plus je passe du temps sur MB, plus j'ai envie de tâter du métal aux machines.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.

sangten- Modérateur
- Messages : 15087
Points : 20499
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Fabrication d'un raccord pour ma pompe à lubrifiant
![]() gaetan 16 Sam 9 Nov 2013 - 18:44
gaetan 16 Sam 9 Nov 2013 - 18:44
Pas mal du tout.
Par contre, pas peur de dresser le morceau comme ça. Normalement la longueur doit pas dépasser
3 fois le diametre. M'enfin bon, c'est en théorie. Mais il est pas obliger de dresser pour la contre pointe.
Par contre, pas peur de dresser le morceau comme ça. Normalement la longueur doit pas dépasser
3 fois le diametre. M'enfin bon, c'est en théorie. Mais il est pas obliger de dresser pour la contre pointe.

gaetan 16- très actif

- Messages : 368
Points : 725
Date d'inscription : 27/11/2012
Age : 41
Localisation : Charente
Re: Fabrication d'un raccord pour ma pompe à lubrifiant
![]() cantonnier Sam 9 Nov 2013 - 19:05
cantonnier Sam 9 Nov 2013 - 19:05
Merci à tous pour vos encouragements ! vous allez me faire rougir 
Je n'ai certes pas beaucoup d'expérience, mais mon père (maintenant retraité) était tourneur classique et numérique de profession. Il possède un petit combiné tour/fraiseuse. J'ai déjà bricolé avec lui sur sa machine 4 ou 5 heures (bien avant d'avoir ma propre machine). Je pense qu'une heure de travail avec lui en valent plusieurs en autodidacte
@ Gaetan => Effectivement, j'ai toujours entendu qu'il ne fallait pas tourner "en l'air" (sans contre pointe ou lunette) une pièce qui dépasse de plus de 2 fois du diamètre enserré dans le mandrin.
Cependant, n'ayant ni lunette fixe, ni lunette à suivre, je dresse les faces "en l'air", à basse vitesse et avec des passes de très faible épaisseur (0,1mm à 0,2 maxi).
En général je préfère dresser la face avant de faire mon centre pour être certain que mon foret à centre ne risque pas de casser en arrivant sur une surface complètement déformée
@ Sangten => Le tour à métaux est vraiment une machine merveilleuse à mes yeux !
Quand on regarde autour ce soi, et que l'on regarde toutes les pièces circulaires qui existent dans notre vie, on se rend compte que (quasiment) toutes les pièces rondes (et beaucoup d'autres) peuvent être réalisées sur un tour !
Je pense que celui qui maitrise le tour et la fraiseuse peut fabriquer absolument n'importe quel objet, n'importe quelle machine (dans les limites de capacités des machines bien entendu lol)
@ pompom37 => "peut tu juste envoyer une photo de tour de debutant"
Tu veux voir à quoi ressemble ma machine ?
J'avais fait un petit post à se sujet : arrivee du tour et premiers copeaux
Je n'ai certes pas beaucoup d'expérience, mais mon père (maintenant retraité) était tourneur classique et numérique de profession. Il possède un petit combiné tour/fraiseuse. J'ai déjà bricolé avec lui sur sa machine 4 ou 5 heures (bien avant d'avoir ma propre machine). Je pense qu'une heure de travail avec lui en valent plusieurs en autodidacte
@ Gaetan => Effectivement, j'ai toujours entendu qu'il ne fallait pas tourner "en l'air" (sans contre pointe ou lunette) une pièce qui dépasse de plus de 2 fois du diamètre enserré dans le mandrin.
Cependant, n'ayant ni lunette fixe, ni lunette à suivre, je dresse les faces "en l'air", à basse vitesse et avec des passes de très faible épaisseur (0,1mm à 0,2 maxi).
En général je préfère dresser la face avant de faire mon centre pour être certain que mon foret à centre ne risque pas de casser en arrivant sur une surface complètement déformée
@ Sangten => Le tour à métaux est vraiment une machine merveilleuse à mes yeux !
Quand on regarde autour ce soi, et que l'on regarde toutes les pièces circulaires qui existent dans notre vie, on se rend compte que (quasiment) toutes les pièces rondes (et beaucoup d'autres) peuvent être réalisées sur un tour !
Je pense que celui qui maitrise le tour et la fraiseuse peut fabriquer absolument n'importe quel objet, n'importe quelle machine (dans les limites de capacités des machines bien entendu lol)
@ pompom37 => "peut tu juste envoyer une photo de tour de debutant"
Tu veux voir à quoi ressemble ma machine ?
J'avais fait un petit post à se sujet : arrivee du tour et premiers copeaux
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Fabrication d'un raccord pour ma pompe à lubrifiant
![]() c.phili Sam 9 Nov 2013 - 20:39
c.phili Sam 9 Nov 2013 - 20:39
Bravo, c'est plus que pas mal au bout de 2 mois.
Mais pourquoi tu ne l'as pas faite à 90° comme l'originale?
Je rigole bien sur.
C'est vrai que ça manque un peu de métalo en ce moment mais bon, ça reviendra.
Pour ma part je termine quelque bricoles que j'ai promis et après je recommencerais a vous embêter tout les jours
Cantonier, continue comme ça, c'est une petite pièce qui peut paraitre sans importance mais rien que le fait de la faire soit même, elle devient géniales
Philippe
Mais pourquoi tu ne l'as pas faite à 90° comme l'originale?
Je rigole bien sur.C'est vrai que ça manque un peu de métalo en ce moment mais bon, ça reviendra.
Pour ma part je termine quelque bricoles que j'ai promis et après je recommencerais a vous embêter tout les jours
Cantonier, continue comme ça, c'est une petite pièce qui peut paraitre sans importance mais rien que le fait de la faire soit même, elle devient géniales
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -

Re: Fabrication d'un raccord pour ma pompe à lubrifiant
![]() cantonnier Dim 10 Nov 2013 - 16:45
cantonnier Dim 10 Nov 2013 - 16:45
Mercic.phili a écrit:Bravo, c'est plus que pas mal au bout de 2 mois.
Dans l'absolut je pense que ça aurait pu être possible, à condition d'avoir un mandrin 4 mors (que je n'ai pas encore) et un gros bout de ferraille. J'aurai tourné en 2 fois : le petit diamètre , démontage, rotation de la pièce à 90° puis tournage du gros diamètre.c.phili a écrit:
Mais pourquoi tu ne l'as pas faite à 90° comme l'originale?
Juste pour le fun, tu penses quoi de cette méthodologie ?
Exactement !c.phili a écrit: c'est une petite pièce qui peut paraitre sans importance mais rien que le fait de la faire soit même, elle devient géniales
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Fabrication d'un raccord pour ma pompe à lubrifiant
![]() c.phili Dim 10 Nov 2013 - 17:25
c.phili Dim 10 Nov 2013 - 17:25
Même pour le fun, ce n'est pas toujours évident de brider une pièce dans un 4 mors en toute sécurité.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -

 Sujets similaires
Sujets similaires» Branchement moteur pompe lubrifiant
» Fabrication d'une pompe à vide
» Lubrifiant pour le sciage de l'aluminium
» [Maintenance] Quel lubrifiant pour rails et roulements ?
» Un VFD pour la pompe piscine
» Fabrication d'une pompe à vide
» Lubrifiant pour le sciage de l'aluminium
» [Maintenance] Quel lubrifiant pour rails et roulements ?
» Un VFD pour la pompe piscine
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum