






dimension différente de fraisage avec MACH3
Page 2 sur 3 •  1, 2, 3
1, 2, 3 

 Re: dimension différente de fraisage avec MACH3
Re: dimension différente de fraisage avec MACH3
![]() dh42 Mer 11 Déc 2013 - 22:07
dh42 Mer 11 Déc 2013 - 22:07
en supposant un SP de 82 et un déplacement de 13 mm au lieu des 100 demandés on arrive à ça.
100/13 = 7.7.. fois trop petit. donc le SP devrait être de ... 82 x 7.7.. = ~ 630
Si je cherche les combinaisons avec un SP de cet ordre .. je tombe sur: vis au pas de 5 et 1/16 de pas (ou 10 et 1/32)
vérifie le pas de tes vis (coupe le jus, fais un tour moteur complet à la main et mesure le déplacement réel)
Pour les marquages sur le drivers, il y a peu être un bug ; c'est arrivé à c.phili, marquages erronés (mais sur le +- alim ; plus grave)
Si ça correspond à ce que j'ai trouvé sur le Web ils n'ont que 1 - 1/2 - 1/4 - 1/8 et 1/16 ... correct ?
La nuit porte conseille

PS: juste au cas ou, tu pense bien à cliquer sur "sauver les réglages des axes" à chaque changement de valeur ?
++
David
dh42- Admin

- Messages : 25654
Date d'inscription : 21/06/2009 -


Re: dimension différente de fraisage avec MACH3
![]() bidouille93 Jeu 12 Déc 2013 - 12:03
bidouille93 Jeu 12 Déc 2013 - 12:03
Les drivers sont bien ceux que tu as décrit : quand je fais le test machine coupée (secteur) une marque au stylo sur la visse , je lui fais faire un tour complet, je mesure et je trouve bien mes 4 mm d'avance, donc le pas est bien de 4, j'ai refait également le test avec le G-code manuel G0 X100 et après tâtonnement le Step est redescendu à 80 pour avoir sur le martyre , mes 100 mm.Donc j'ai mis partout ce réglage, je vais faire un test d'usinage avec ce soir , parce que hier pas possible trop de bruit dans l'appart...les joies des appartements...


bidouille93- petit nouveau

- Messages : 22
Points : 24
Date d'inscription : 24/06/2013
Age : 56
Localisation : DUGNY (93)
Re: dimension différente de fraisage avec MACH3
![]() bidouille93 Jeu 12 Déc 2013 - 12:19
bidouille93 Jeu 12 Déc 2013 - 12:19
Moteur pas à pas bipolaire 130N-cm
Type : Bipolaire 4 phases
Couple de maintien : 130N-cm
Angle de pas : 1,8°
Courant par phase : 3,0A
Tension : 3,0V
Inductance par phase : 2,1mH
Résistance par phase : 1,0 Ohms
Nombre de fils : 6
Précision angulaire : 5%
Classe d'isolation : B
Poids : 0,650kg
Peut être devrais je mettre la valeur des Drivers sur 1/2 et refaire les réglages..?
Oui j'enregistre bien à chaque fois...j'ai pris le coup cela fait presque deux ans que je suis sur ce projet...montage et modif de la méca et de l'électronique....
bidouille93- petit nouveau
- Messages : 22
Points : 24
Date d'inscription : 24/06/2013
Age : 56
Localisation : DUGNY (93)
Re: dimension différente de fraisage avec MACH3
![]() dh42 Jeu 12 Déc 2013 - 16:18
dh42 Jeu 12 Déc 2013 - 16:18
j'ai refait également le test avec le G-code manuel G0 X100 et après tâtonnement le Step est redescendu à 80 pour avoir sur le martyre , mes 100 mm.Donc j'ai mis partout ce réglage, je vais faire un test d'usinage avec ce soir , parce que hier pas possible trop de bruit dans l'appart...les joies des appartements..
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() bidouille93 Jeu 12 Déc 2013 - 18:11
bidouille93 Jeu 12 Déc 2013 - 18:11
J'ai fait mes tests en gravure fraise de 2 mm à 2 rayons : carré de 50x50 mm test OK Steper sur 80 je suis repassé dessus en fraisage à -3 en prof toujours OK
rond de 35 mm OK ensuite une poche sur ce même rond test en profondeur -3 mm : test ok.......
Voilà j'y comprends rien non plus....

bidouille93- petit nouveau
- Messages : 22
Points : 24
Date d'inscription : 24/06/2013
Age : 56
Localisation : DUGNY (93)
Re: dimension différente de fraisage avec MACH3
![]() dh42 Jeu 12 Déc 2013 - 18:27
dh42 Jeu 12 Déc 2013 - 18:27
Voilà j'y comprends rien non plus.
Oui, la il y a un mystère
Espérons que ça fonctionnera sans soucis. (y a pas de smiley qui croise les doigts
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() dh42 Jeu 12 Déc 2013 - 18:47
dh42 Jeu 12 Déc 2013 - 18:47
Je suis retourné voir tes drivers, mais j'ai trouvé plus d'infos sur Ebay, et il y a un truc qui me chagrine, mais il faudrait voir avec un spécialiste de la partie électronique (Totem pour ne citer que lui) si il n'y aurait pas un soucis à ce niveau.
Il est marqué: CNC Single Axis TB6600 5A 2 Phase Hybrid Stepper Motor Driver Board Controller.
http://www.ebay.com/itm/CNC-Single-Axis-TB6600-5A-2-Phase-Hybrid-Stepper-Motor-Driver-Board-Controller-/251224738311
Tes moteurs sont ils bien des moteurs hybrides ? tu n'en parle pas dans leur description
Par contre ce sont des HY-DIV268N-5A sur Ebay et non HY-DIV268-5A comme dans ta ref. (je n'ai pas trouvé ta ref exacte)
J'ignore si un drivers pour PAP hybride fonctionne aussi sur des PAP ordinaires
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
ce sont des HY-DIV268N-5A
![]() bidouille93 Jeu 12 Déc 2013 - 21:20
bidouille93 Jeu 12 Déc 2013 - 21:20
 ...en tout cas je vais corriger, mon prog sur Cambam ensuite refaire une découpe et je verrais bien si cela fonctionne..t'inquiete je te tiens au jus... encore merci et à très bientôt
...en tout cas je vais corriger, mon prog sur Cambam ensuite refaire une découpe et je verrais bien si cela fonctionne..t'inquiete je te tiens au jus... encore merci et à très bientôtJe vais en profiter maintenant pour naviguer dans le Forum, qui à mon avis regorge d'infos...

bidouille93- petit nouveau
- Messages : 22
Points : 24
Date d'inscription : 24/06/2013
Age : 56
Localisation : DUGNY (93)
Re: dimension différente de fraisage avec MACH3
![]() dh42 Jeu 12 Déc 2013 - 21:34
dh42 Jeu 12 Déc 2013 - 21:34
enfin, si ça marche c'est le principal
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() bidouille93 Jeu 12 Déc 2013 - 21:37
bidouille93 Jeu 12 Déc 2013 - 21:37

bidouille93- petit nouveau
- Messages : 22
Points : 24
Date d'inscription : 24/06/2013
Age : 56
Localisation : DUGNY (93)
Re: dimension différente de fraisage avec MACH3
![]() dh42 Jeu 12 Déc 2013 - 22:07
dh42 Jeu 12 Déc 2013 - 22:07
Quand tu écris un message avec images, tu peux voir si ça à marché en cliquant sur "Prévisualiser" au lieu de "Envoyer".
Je te conseille de mettre un "accordéon" pour protéger la vis à billes de la table
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() bidouille93 Ven 13 Déc 2013 - 14:49
bidouille93 Ven 13 Déc 2013 - 14:49
Merci
séb
bidouille93- petit nouveau
- Messages : 22
Points : 24
Date d'inscription : 24/06/2013
Age : 56
Localisation : DUGNY (93)
Re: dimension différente de fraisage avec MACH3
![]() dh42 Ven 13 Déc 2013 - 15:07
dh42 Ven 13 Déc 2013 - 15:07
Je sais que plusieurs personnes de ce forum en on fait eux mêmes ; Ellogo67 et Quentin91800 il me semble, à partir de papier plié et renforcé au scotch ; ils pourront peut être te donner plus d'infos (et un lien). Ça doit être quelque part dans le sujet de la CN d'Ellogo (sur Usinage.com)
Une idée au passage ; des "stores" à enrouleur ; j'en ai qui sont fait avec une sorte de toile noire assez résistante ... et qui doivent provenir de Casto
Pour les "vrais", non je n'ai pas d'adresse ; je n'en ai pas vu chez HPC, ... ou je n'ai pas cherché au bon endroit
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() ellogo67 Ven 13 Déc 2013 - 19:48
ellogo67 Ven 13 Déc 2013 - 19:48
effectivement, je me suis fait des soufflets à base de papier et de rubans adhésifs du style déménageur.
Et je peux vous dire que c'est du tonnerre.
Surtout avec la deuxième façon de pliage, c'est que du bonheur.
Voici le lien.
C'est long ... mais c'est bon.

ellogo67- acharné du forum

- Messages : 471
Points : 674
Date d'inscription : 14/04/2012
Age : 61
Localisation : Alsace
Re: dimension différente de fraisage avec MACH3
![]() Totem Ven 13 Déc 2013 - 20:36
Totem Ven 13 Déc 2013 - 20:36
David a écrit:
Ok, je dois confondre avec autre chose ; je croyais que les hybrides c'était des pap avec encodeur...
Salut,
Je viens de voir ce sujet, je suis assez absent en ce moment...
Il y a effectivement confusion; mais cette confusion est entretenue par les vendeurs pour faire passer leur matériel pour meilleur qu'il ne l'est...
En fait, un moteur hybride est un moteur avec encodeur, mais un driver hybride n'a rien de tel, comme l'a dit seb, c'est juste qu'il peut fonctionner avec un moteur unipolaire ou bipolaire (ce qui est le cas de tous les drivers 4 fils, dont les nôtres).
Et j'ai aussi vu de l'électronique appelée hybride sous prétexte qu'il y avait à la fois du numérique et de l'analogique. Ce n'était pas des drivers, mais comme ceux-ci contiennent également les deux, je ne serait pas étonné qu'un de nos amis Chinois nous vende du hybride sous ce prétexte là aussi
Bref, ici, ce sont des drivers tout ce qu'il y a de plus banal.
Il y a une chose qui me turlupine, c'est ton pas de 4. Les vis à billes standard, c'est au pas de 5, et si tu trouves un step per de 80, pour moi cela confirme que c'est aussi le cas des tiennes!
Pour les "accordéons" (soufflets
++
Lio
EDIT: Salut Jean-Pierre
Grillé pour le lien

Totem- complétement accro

- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: dimension différente de fraisage avec MACH3
![]() dh42 Ven 13 Déc 2013 - 20:53
dh42 Ven 13 Déc 2013 - 20:53
Il y a effectivement confusion; mais cette confusion est entretenue par les vendeurs pour faire passer leur matériel pour meilleur qu'il ne l'est...
Ok, il y a de quoi s'y perdre dans ces désignations
Oui, vis de 5 et micro pas sur 1/2 = Step per de 80 .... strange !
Je n'ai pas non plus vu de VAB en 16 x 4, mais seulement des trapézoïdales avec un pas de 4 ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() bidouille93 Dim 15 Déc 2013 - 22:09
bidouille93 Dim 15 Déc 2013 - 22:09
il existe aussi en éléctronique pour protéger des cables j'en utilise pour mes modèles réduits,; c'est une sorte de chaussette en nylon. je testerai si j'en trouve une plus grosse en diamètre..
Merci encore.
@++
séb
bidouille93- petit nouveau
- Messages : 22
Points : 24
Date d'inscription : 24/06/2013
Age : 56
Localisation : DUGNY (93)
Re: dimension différente de fraisage avec MACH3
![]() kirikou90000 Ven 27 Jan 2017 - 22:02
kirikou90000 Ven 27 Jan 2017 - 22:02
Je m'explique, j'ai acheté en Chine une Fraiseuse CNC mais je galère à la paramétrer.....
Elle est sous Mach3 (Win XP) en USB et Cam Bam0,9,8+ sous Win 10
J'avais tenté de relier la CNC sous Win 10 mais je rencontrais dejà ce problème de taille (que je vais vous expliquer).
Le charmant vendeur m'a expliqué qu'il fallait passer sous XP ou 7 et ne pas lui en demander plus !!! (sic)
Donc voiçi mes deux soucis principaux (qui selont moi semblent liés)
Problème 1 :
Lorsque j'éloigne la fraise de son origine, et demande un retour au Point 0 , elle ne revient pas précisément ... il faut cliquer plusieurs fois sur 0 pour revenir à une cote précise de l'ordre de 0,03 ou 0

Problème 2 :
Problème de dimensionnement.
Mes découpes sont toutes plus grandes (et bien plus grandes) que le dessin initial.
J'en perd mon latin....
Lorsque manuellement (Via les fleches) je déplace ma fraise de 100mm en X ou Y , le déplacement est effectivement de 100mm
Lorsque j'envoie un fichier Gcode généré avec CamBam les dimensions sont globalement plus grandes et le déplacement de la fraise sur le moniteur de suivi est flagrant.
Je pensais mes fichiers initiaux importés de illustrator trop complexes et me suis abstenu à dessiner un rectangle dans CamBAm.... Même punition


Je pense le problème similaire à celui évoqué ici.
Help me please.....
Je ne pensaias aps être une bille, mais là je sèche....
kirikou90000- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 27/01/2017
Age : 50
Localisation : BELFORT
Re: dimension différente de fraisage avec MACH3
![]() dh42 Dim 29 Jan 2017 - 3:12
dh42 Dim 29 Jan 2017 - 3:12
C'est curieux ton affaire
Pour bien faire il faudrait ton fichier .xml de profil machine. (compresse le et met le en PJ)
Normalement, si la machine est pilotée en USB, il n'y a pas de raisons qu'elle ne tourne pas sous Win10 avec Mach3 (3.043.062 de préférence)
la seule restriction est avec un port // et SI ton Windows est en 64bits, mais en USB, ça devrait le faire sur n'importe quel Windows de XP à W10, en 32 ou 64 bits.
Attention toutefois, le Mach3 et la licence pirate fournis par les Chinois sur le DVD est très vieux (ça doit être la V1.9 il me semble) il peut donc y avoir quelques différences de fonctionnement ... voir même peut être une incompatibilité avec les Windows récents.
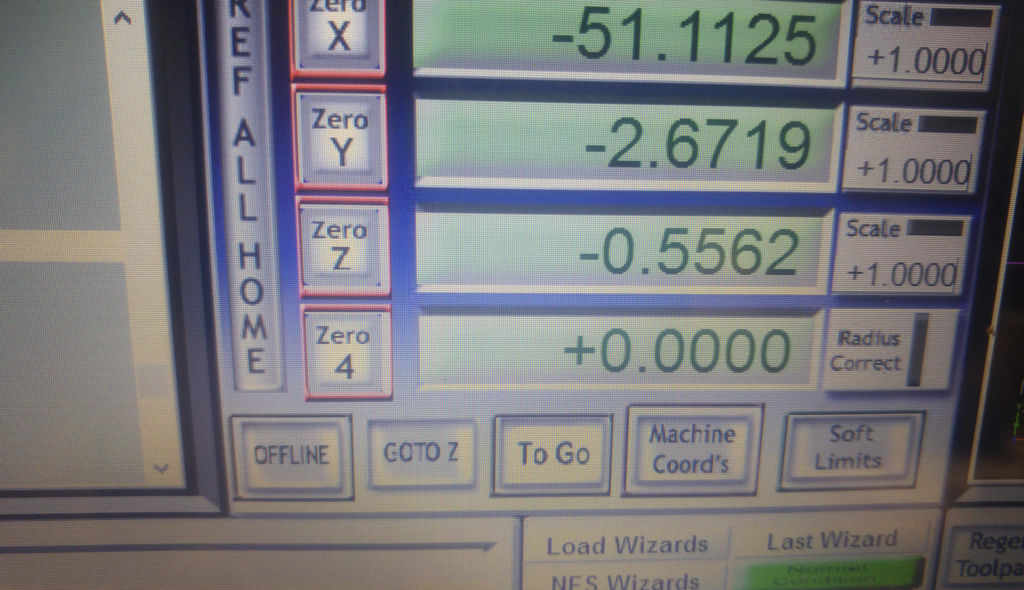
Pour ton pb n°1, j'ai mis l'UI anglaise comme la tienne et fait le test, ça reviens tj bien à 0, par contre je viens juste d'avoir ce pb avec une autre config (mais pas avec le bouton goto 0, mais en envoyant directement du Gcode à la volé), la valeur atteinte ne correspondait pas ... ça venais du fait que j'avais une équation d'axe qui était resté en place d'un test précédant -> Menu: Function cfg's/Formulas ; assure toi que la case formulas enabled soit bien décochée.
vérifie également que tes limites logicielles soient désactivées (soft limits, sur ta 1iere image, ne dois pas être encadré en vert)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() kirikou90000 Dim 29 Jan 2017 - 19:34
kirikou90000 Dim 29 Jan 2017 - 19:34
J'ai compressé ici le fichier de paramétrages que j'avais sous Win 10.
Effectivement, les soucis étant les mêmes en XP et w10, je vais revenir sur ma machine moderne.
Pour ce qui est de la licence 'pirate', merci de l'info ainsi dès que j'aurai la certitude que la fraiseuse fonctionne j'investirai dans une vrai licence. Car c'est pas normal qu'un vendeur vende une machine avec une licence crackée. (A voir sije prend la Vf ou la version us).
j'ai déjàaacheté camp 0.9.8+
Pour la petite info, je pensais à un soucis de paramètrage des pas d'axe ,après vérif, il y a des corrections à apporter mais mineures.
Lorsque je demande un déplacement gu genre
G00 f300 x150 . La machine se déplace à la bonne position et reviens exactement à la même.
- Fichiers joints

- Mach3Mill.xml.zip Vous n'avez pas la permission de télécharger les fichiers joints.(21 Ko) Téléchargé 2 fois
kirikou90000- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 27/01/2017
Age : 50
Localisation : BELFORT
Re: dimension différente de fraisage avec MACH3
![]() dh42 Dim 29 Jan 2017 - 22:50
dh42 Dim 29 Jan 2017 - 22:50
c'est pas normal qu'un vendeur vende une machine avec une licence crackée.
En Chine ça semble acceptable
A voir sije prend la Vf ou la version us
C'est la même licence pour les 2, donc tu choisis comme ça t'arrange par la suite. Pour ma part, je n'utilise pas la VF car elle n'existe qu'en version .066 et il y a des bugs, par contre si tu installe la .062 EN par dessus la .066 FR, ensuite tu peux remettre les écrans FR (sur Mach3, tu peux choisir, voir même fabriquer ton interface)
G00 f300 x150 . La machine se déplace à la bonne position et reviens exactement à la même.
le F300 ne sert à rien avec un G0, c'est la V maxi qui sera utilisée (rapide), si tu veux que ça se déplace à 300, c'est un G1 qu'il faut.
Ok, si ça revient à la même position, c'est que tu n'a pas de perte de pas en cours de route, après il faut mesurer si l'axe s'est réellement déplacé de 150mm (le fait que ça affiche 150 dans la visu ne signifie pas que la cote réelle soit bonne)
Je regarde ton fichier ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() kirikou90000 Dim 29 Jan 2017 - 23:06
kirikou90000 Dim 29 Jan 2017 - 23:06
Em rectifiant le calibrage des axes. Les dro par contre n affichaient plus les memes mesures. J ai décidé de laisser ce probleme de côté pour l instant. Tant que je ne parviens pas a fabriquer quelque chose de coherent
kirikou90000- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 27/01/2017
Age : 50
Localisation : BELFORT
Re: dimension différente de fraisage avec MACH3
![]() dh42 Dim 29 Jan 2017 - 23:10
dh42 Dim 29 Jan 2017 - 23:10
Bon, goto zero testé avec ta config, et pas de soucis, ça revient exactement à 0.0000 sur les visus
Bon, je ne vois rien de particulier dans ta config qui puisse expliquer tes pb ; il y a par contre 2 choses qu'il faudra régler:
- Config/general config ; en haut à gauche de la fenêtre dans Tool change, coche 'Stop spindle. Wait for cycle start', sinon les changement d'outils seront ignoré et Mach ne s'arrêtera pas entre 2 outils
Les limites logiciel ne sont pas du tout réglées, et il semble qu'il n'y ai pas de micro contacts pour le référencement de réglés non plus (en tout cas il ne sont pas définis dans les réglages, je ne sais pas si il existent sur la machine), ce qui veux dire qu'en l'état, tu ne dois pas activer les limites logiciel sinon ça fera n'importe quoi ; assure toi donc qu'elles soit désactivée sur l'écran principal.
Maintenant il faudrait faire des tests avec un stylo monté dans la broche pour voir ce qui se passe ; dessine un rectangle de 100mm de coté sur Cambam, assigne lui une opération de gravure afin de ne pas avoir de décalage outil et trace le avec la CN et le stylo à la place de la broche.
il y a un sujet ici sur le calibrage d'une machine sans instruments trop spécifiques
http://forum.id-conception.fr/viewtopic.php?f=22&t=18&hilit=calibrage
un bon moyen de savoir si un problème de cote est lié au calibrage, c'est de voir si l'erreur est proportionnelle:
ex: tu fais un carré de 50mm, tu mesure et tu à 51mm, dans ce cas si tu fais le même test sur un carré de 100mm l'erreur sera doublé et tu aura 102mm
(quand je parle de mesure, je parle de mesurer la pièce réelle, bien sur, l'afficheur lui, donnera tj la bonne valeur)
si l'erreur n'est pas proportionnelle à la taille de la pièce, alors c'est que le problème est ailleurs (ou qu'il y en a plusieurs !)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: dimension différente de fraisage avec MACH3
![]() kirikou90000 Dim 29 Jan 2017 - 23:15
kirikou90000 Dim 29 Jan 2017 - 23:15
J ai des contacteurs de fin de course mais le chinois n a pas ete fichu de me dire sur quel port les parametrer.....
Merci de ton suivi. A bientot
kirikou90000- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 27/01/2017
Age : 50
Localisation : BELFORT
Re: dimension différente de fraisage avec MACH3
![]() kirikou90000 Lun 30 Jan 2017 - 16:23
kirikou90000 Lun 30 Jan 2017 - 16:23
Je lance Mach 3 depuis mon portable sous W10 avec la config que j'ai envoyé ici hier.
Je grave un rectange de 100x50mm => il ressort nickel.
Les visu affiche les cotes comme il faut lors de la découpe à savoir , +50 -50 et +25 -25 la profiondeure est pile poile à 0,4c comme demandé.
Je me dit bon je comprend pas avant cette config ne fonctionnait pas.
Désactiver les limites logicielles semble intéressant.
Je charge un ficheir .cb plus complexe avec poches et détourage intr et exter.
CA se passe sans soucis.
Non content du résultat , je retouche le fichier via CamBam en ajoutant une passe débauche , en trichant sur le diamètre théorique de la friase (en la déclarant un poil plus grosse) afinque la passe de finition enlève les qqqs dicième d différence.
Patatra , la machine recommence comme avant et reprend un fonctionnement anarchique (en un peu plus grand) à savoir que la fraise se déplace hors du dessin, les poches sont de plus en plus profondes entre la première et la seconde, .....
J'arrête tout , étenit tout et relance ..... meme résultat.
Je regrave mon crré de tout à l'heure qui ressort à 106x53mm avec des affichage sur la visu lors de la découpe non plus à 50 et 25 mais plutôt plus grandes et plus profondes...z à -0,55 au lieu de -0,4...

Je ne sais plus quoi penser.
Lorsue j'envoie ma fraise manuellement en -135 en Y et je demande un goto Z , elle ne revien t pas a sa place précie mais à 2mm..... (il faut cliquer plusieurs fois sur Goto Z pour revenir) alors qu'a 14H elle revenait pil poil (à 0.03 comme la précision de la machine)
j'ai deux ypothèses .
peut etre ais je embrouillé mach3 avec mes pseudos diametres d'outils (tjrs nommés 0) ou lors d'un deplacement manule de la broche, je suis arrivé en butée et ca a brouté.
kirikou90000- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 27/01/2017
Age : 50
Localisation : BELFORT
Re: dimension différente de fraisage avec MACH3
![]() kirikou90000 Lun 30 Jan 2017 - 20:42
kirikou90000 Lun 30 Jan 2017 - 20:42
Je pense avoir trouvé la solution à mon problème.
Un peu tracassé par tout çà , j'ai tout démonté et remis les fils un à un derrière le boitier de commande...
Oh bonheur , les cotes sont rentrées dans l'ordre...
Reste plus qu' à trouver les bons paramètres pour les switchs de fin de course présents sur ma machine.
et paramétrer l'Arrêt d'Urgence du boîtier de commande qui n'arrête rien.
Merci à ceux qui se sont penchés sur mon problème et désolé d'avoir mal connecté ma bêbête
kirikou90000- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 27/01/2017
Age : 50
Localisation : BELFORT
Page 2 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Bizzareries mach3 avec G92
» Problème MPG avec Mach3
» Débuter avec le 4 ème axe ! avec Mach3
» soucis avec mach3 ou mon PC ?