






Paramètres de coupe?
+3
Totem
dh42
Hagar
7 participants
Page 2 sur 3
Page 2 sur 3 •  1, 2, 3
1, 2, 3 

 Re: Paramètres de coupe?
Re: Paramètres de coupe?
![]() jacjam Mer 18 Déc - 3:07
jacjam Mer 18 Déc - 3:07
Bonjour David,
Merci de tes réponses,je vais m'employer à corriger ces problèmes.
surtout pour l'avance,j'avais une appréhension à monter en régime,mais effectivement ton explication met en évidence l'erreur.
Moi je suis surtout axé programmation et électronique alors c'est un monde TRÉS nouveau
Merci
Jacques
+
Merci de tes réponses,je vais m'employer à corriger ces problèmes.
surtout pour l'avance,j'avais une appréhension à monter en régime,mais effectivement ton explication met en évidence l'erreur.
Moi je suis surtout axé programmation et électronique alors c'est un monde TRÉS nouveau
Merci
Jacques
+
jacjam- petit nouveau

- Messages : 3
Date d'inscription : 15/11/2013

Re: Paramètres de coupe?
![]() N°6 Mer 18 Déc - 7:49
N°6 Mer 18 Déc - 7:49
Bonjour,
Pour répondre à Totem qui n'a pas trouvé d'autre moyen que de détourer du scotch pour de l'alu de moins de 1mm, je vais te donner mon astuce.
Perso je découpe très peu d'alu avec ma machine car je n' arrive pas à obtenir les résultats que je souhaiterai. En revanche une fois par an on me demande de découper du 0.5 (des lettrage et des p'tits bonshommes) la meilleur solution que nous ayons actuellement c'est la colle en bombe! sur un panneau de médium de 6. Je coupe l'alu en une passe avec une fraise de diam 3 une dent carbure en attaquant également le médium sur 0.3 afin qu'il n'y ai quasiment pas de reprise. Voila.
Pour répondre à Totem qui n'a pas trouvé d'autre moyen que de détourer du scotch pour de l'alu de moins de 1mm, je vais te donner mon astuce.
Perso je découpe très peu d'alu avec ma machine car je n' arrive pas à obtenir les résultats que je souhaiterai. En revanche une fois par an on me demande de découper du 0.5 (des lettrage et des p'tits bonshommes) la meilleur solution que nous ayons actuellement c'est la colle en bombe! sur un panneau de médium de 6. Je coupe l'alu en une passe avec une fraise de diam 3 une dent carbure en attaquant également le médium sur 0.3 afin qu'il n'y ai quasiment pas de reprise. Voila.

N°6- petit nouveau
- Messages : 6
Points : 18
Date d'inscription : 05/10/2012
Re: Paramètres de coupe?
![]() Hagar Mar 22 Avr - 12:57
Hagar Mar 22 Avr - 12:57
Bonjour.
Je remonte le sujet.
Donc, pour usiner des petites pièces en alu, c'est réglé (j'ai les paramètres pour une fraise Ø2).
Maintenant, je dois usiner des pièces en alu, toujours, mais beaucoup plus grandes (140x135) et assez épaisses (5mm). Évidemment, la petite fraise Ø2 va en avoir pour une semaine à temps plein, pour détourer ça. Il faut une fraise plus grosse. J'en ai qui attendent leur heure. C'est le moment d'en (casser ?) une.
Je reviens avec la même question : Quels paramètres ?
La tôle de départ est de l'AU4G (ou 2017A, pour ceux qui causent la bonne norme). Epaisseur 5mm.
La fraise à passer est en HSS, Ø6mm, 3 dents.
ESSAI 1
-Régime broche : pour le 2017A, la bonne Vc semble être de 100m/min (info recoupée plusieurs fois sur le net). Donc, n=5300 trs/min.
-Pour l'avance Vf, pas moyen de trouver des infos cohérentes. Alors j'ai extrapolé à partir des paramètres de ma fraise Ø2, qui se contente d'une avance par dent fz=0.01mm, soit 0.5% du Ø de la fraise. Pour la grosse fraise Ø6, ça donne fz=0.03, donc Vf=495mm/min.
-Pour la profondeur de passe, la doc SUNSTEEL préconise la moitié du Øfraise. Ça me parait énorme. J'ai pris le quart du Øfraise, soit aP=1.5mm.
Essai : ça rentre à force en grognant comme un porcelet qu'on saigne. Arrêt d'urgence !
ESSAI 2
-Avance Vf réduite à 250mm/min (au lieu de 495).
-Profondeur de passe réduite à 0.75mm (1/8 du Øfraise).
Essai : ça rentre mieux, mais ça grogne encore un peu, et ça vibre par endroits. A noter : ça fume aussi un peu. C'est vrai que j'arrose au WD40. c'est peut-être ça. Ou alors la Vc est trop grande.
ESSAI 3
-Régime de broche abaissé à 4000trs/min (au lieu de 6000).
-Profondeur de passe à 0.5mm au lieu de 0.75.
Essai : ça grogne toujours et ça fume encore un peu. Ça grogne surtout quand la fraise se déplace dans un sens. Celui qui tend à ce que la broche remonte avec le sens d'avance. Mon portique en acier manquerait-il de rigidité ?
En tous cas, j'ai à nouveau stoppé le programme avant la fin.
Je me demande si je ne devrais pas aussi augmenter l'avance plutôt que la diminuer...

Je remonte le sujet.
Donc, pour usiner des petites pièces en alu, c'est réglé (j'ai les paramètres pour une fraise Ø2).
Maintenant, je dois usiner des pièces en alu, toujours, mais beaucoup plus grandes (140x135) et assez épaisses (5mm). Évidemment, la petite fraise Ø2 va en avoir pour une semaine à temps plein, pour détourer ça. Il faut une fraise plus grosse. J'en ai qui attendent leur heure. C'est le moment d'en (casser ?) une.
Je reviens avec la même question : Quels paramètres ?
La tôle de départ est de l'AU4G (ou 2017A, pour ceux qui causent la bonne norme). Epaisseur 5mm.
La fraise à passer est en HSS, Ø6mm, 3 dents.
ESSAI 1
-Régime broche : pour le 2017A, la bonne Vc semble être de 100m/min (info recoupée plusieurs fois sur le net). Donc, n=5300 trs/min.
-Pour l'avance Vf, pas moyen de trouver des infos cohérentes. Alors j'ai extrapolé à partir des paramètres de ma fraise Ø2, qui se contente d'une avance par dent fz=0.01mm, soit 0.5% du Ø de la fraise. Pour la grosse fraise Ø6, ça donne fz=0.03, donc Vf=495mm/min.
-Pour la profondeur de passe, la doc SUNSTEEL préconise la moitié du Øfraise. Ça me parait énorme. J'ai pris le quart du Øfraise, soit aP=1.5mm.
Essai : ça rentre à force en grognant comme un porcelet qu'on saigne. Arrêt d'urgence !
ESSAI 2
-Avance Vf réduite à 250mm/min (au lieu de 495).
-Profondeur de passe réduite à 0.75mm (1/8 du Øfraise).
Essai : ça rentre mieux, mais ça grogne encore un peu, et ça vibre par endroits. A noter : ça fume aussi un peu. C'est vrai que j'arrose au WD40. c'est peut-être ça. Ou alors la Vc est trop grande.
ESSAI 3
-Régime de broche abaissé à 4000trs/min (au lieu de 6000).
-Profondeur de passe à 0.5mm au lieu de 0.75.
Essai : ça grogne toujours et ça fume encore un peu. Ça grogne surtout quand la fraise se déplace dans un sens. Celui qui tend à ce que la broche remonte avec le sens d'avance. Mon portique en acier manquerait-il de rigidité ?
En tous cas, j'ai à nouveau stoppé le programme avant la fin.
Je me demande si je ne devrais pas aussi augmenter l'avance plutôt que la diminuer...
Hagar- complétement accro

- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Mar 22 Avr - 14:07
dh42 Mar 22 Avr - 14:07
Salut,
Tes paramètres en 1 me semblent corrects, mais si il y a des vibrations, alors c'est pas bon.
L'usinage de tôles est toujours délicat, justement à cause des vibrations de la tôle en question.
Il te faut une vitesse de plongée dans la matière faible, de l'ordre de 50 à 100 mm/min pour la descente, ensuite pour l'avance "normale", tu peux tenter des conditions UGV, c.a.d., vitesse d'avance élevée, mais passes très fines.
ex: 6000 tr / 600 mm/min ; mais passes de 0.25mm par exemple.
Dès que ça vibre, ça tue les fraises (casse si petit Ø, désaffutage si plus grosses)
Assure toi de toujours monter ta fraise au plus court possible.
Si tu veux aller plus vite, il te faut des fraises carbures, la Vc passe de 100 à 300 m/min.
Evite les fraises avec trop de dents, les copeaux d'alu on tendance à bourrer entre les dents.
Si tu réduit trop la V d'avance, ça coupe mal, la fraise à tendance à frotter plus qu'à couper.
++
David
Tes paramètres en 1 me semblent corrects, mais si il y a des vibrations, alors c'est pas bon.
L'usinage de tôles est toujours délicat, justement à cause des vibrations de la tôle en question.
Il te faut une vitesse de plongée dans la matière faible, de l'ordre de 50 à 100 mm/min pour la descente, ensuite pour l'avance "normale", tu peux tenter des conditions UGV, c.a.d., vitesse d'avance élevée, mais passes très fines.
ex: 6000 tr / 600 mm/min ; mais passes de 0.25mm par exemple.
Dès que ça vibre, ça tue les fraises (casse si petit Ø, désaffutage si plus grosses)
Assure toi de toujours monter ta fraise au plus court possible.
Si tu veux aller plus vite, il te faut des fraises carbures, la Vc passe de 100 à 300 m/min.
Evite les fraises avec trop de dents, les copeaux d'alu on tendance à bourrer entre les dents.
Si tu réduit trop la V d'avance, ça coupe mal, la fraise à tendance à frotter plus qu'à couper.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Paramètres de coupe?
![]() Hagar Mar 22 Avr - 14:19
Hagar Mar 22 Avr - 14:19
La fraise est montée, je dirais "normalement".
Je m'en vais la remonter dans son mandrin jusqu'à ce que l'écrou affleure la naissance de la zone de coupe, mais ça ne fait que 5 ou 6mm de gagnés. C'est toujours ça.
L'UGV, après tout, on peut essayer.
Crois-tu qu'il est judicieux, avant de tenter ça, de faire un essai avec une avance réduite de 250 à 200mm/min ?
Peut-être, tout simplement, que mon BZT n'est pas capable d'attaquer l'alu avec une fraise de 6mm...
Je vais sans doute passer une commande pour des fraises 2 dents Ø4 et m'en tenir à ça pour maxi.
Je m'en vais la remonter dans son mandrin jusqu'à ce que l'écrou affleure la naissance de la zone de coupe, mais ça ne fait que 5 ou 6mm de gagnés. C'est toujours ça.
L'UGV, après tout, on peut essayer.
Crois-tu qu'il est judicieux, avant de tenter ça, de faire un essai avec une avance réduite de 250 à 200mm/min ?
Peut-être, tout simplement, que mon BZT n'est pas capable d'attaquer l'alu avec une fraise de 6mm...
Je vais sans doute passer une commande pour des fraises 2 dents Ø4 et m'en tenir à ça pour maxi.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Mar 22 Avr - 14:43
dh42 Mar 22 Avr - 14:43
Re
Non, je ne pense pas, sur la mienne j'ai utilisé du Ø5 sans problème ... mais sur une pièce "massive", fixée en étau.
(par contre, je ne sais pas ce que c'était comme alu)
https://www.youtube.com/watch?v=J2OLatvxAaI
et même du Ø20 ici.
https://www.youtube.com/watch?v=verVKbnZlr4
Çà peut faire une énorme différence !! même dans du bois.
Tu peux tenter, mais lubrifie et assure toi que les copeaux ne bourrent pas, sinon tu va casser la fraise (ou bloquer la broche)
++
David
Peut-être, tout simplement, que mon BZT n'est pas capable d'attaquer l'alu avec une fraise de 6mm...
Non, je ne pense pas, sur la mienne j'ai utilisé du Ø5 sans problème ... mais sur une pièce "massive", fixée en étau.
(par contre, je ne sais pas ce que c'était comme alu)
https://www.youtube.com/watch?v=J2OLatvxAaI
et même du Ø20 ici.
https://www.youtube.com/watch?v=verVKbnZlr4
Je m'en vais la remonter dans son mandrin jusqu'à ce que l'écrou affleure la naissance de la zone de coupe, mais ça ne fait que 5 ou 6mm de gagnés. C'est toujours ça.
Çà peut faire une énorme différence !! même dans du bois.
Crois-tu qu'il est judicieux, avant de tenter ça, de faire un essai avec une avance réduite de 250 à 200mm/min ?
Tu peux tenter, mais lubrifie et assure toi que les copeaux ne bourrent pas, sinon tu va casser la fraise (ou bloquer la broche)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Mar 22 Avr - 17:40
Hagar Mar 22 Avr - 17:40
Bon, c'est fait.
Finalement, avec la fraise Ø6, je prends la même profondeur de passe et la même avance qu'avec celle Ø2. Aucun intérêt à utiliser la grosse, dans ces conditions. Je ne comprends pas ce qui se passe. Il y a forcément un truc qui m'a échappé.
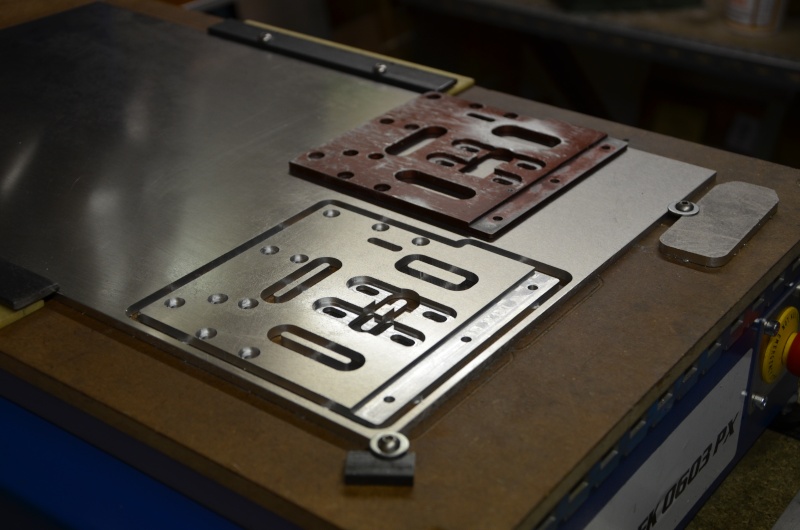
Il s'agit d'une copie d'un élément de châssis d'une auto radio-commandée de compétition des années 70-80, pour un collectionneur. Voici après le nettoyage des copeaux, près de la pièce originale :
Finalement, avec la fraise Ø6, je prends la même profondeur de passe et la même avance qu'avec celle Ø2. Aucun intérêt à utiliser la grosse, dans ces conditions. Je ne comprends pas ce qui se passe. Il y a forcément un truc qui m'a échappé.
Il s'agit d'une copie d'un élément de châssis d'une auto radio-commandée de compétition des années 70-80, pour un collectionneur. Voici après le nettoyage des copeaux, près de la pièce originale :
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() Hagar Mer 23 Avr - 10:59
Hagar Mer 23 Avr - 10:59
Personne n'a les paramètres de coupe d'un alu 2017A (= Dural, ou AU4G) alors ?
Pour la pièce ci-dessus montrée, j'ai utilisé :
-Fraise Ø 6mm ; 3 dents ; HSS
-Régime broche : 4000 trs/min
-Avance Vf : 200 mm/min
-Profondeur de passe aP : 0.3 mm
Avec ça, l'usinage de cette pièce carrée de 140mm de côté sur 5mm d'épaisseur aura duré 2 heures.
Le pire, c'est qu'avec ma fraise Ø2, j'avance plus vite (240 mm/min). Les autres paramètres sont exactement les mêmes.
Des pièces comme celle-là, je suis susceptible d'en faire d'autres. Les bons paramètres m'intéressent d'autant plus...
A vot'bon coeur.
Pour la pièce ci-dessus montrée, j'ai utilisé :
-Fraise Ø 6mm ; 3 dents ; HSS
-Régime broche : 4000 trs/min
-Avance Vf : 200 mm/min
-Profondeur de passe aP : 0.3 mm
Avec ça, l'usinage de cette pièce carrée de 140mm de côté sur 5mm d'épaisseur aura duré 2 heures.
Le pire, c'est qu'avec ma fraise Ø2, j'avance plus vite (240 mm/min). Les autres paramètres sont exactement les mêmes.
Des pièces comme celle-là, je suis susceptible d'en faire d'autres. Les bons paramètres m'intéressent d'autant plus...
A vot'bon coeur.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Mer 23 Avr - 17:34
dh42 Mer 23 Avr - 17:34
Salut,
Pour du 2017A, j'ai Vc = 100 m/min, Fz de 0.01 à 0.04 mm/dent.
++
David
Pour du 2017A, j'ai Vc = 100 m/min, Fz de 0.01 à 0.04 mm/dent.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Mer 23 Avr - 19:25
Hagar Mer 23 Avr - 19:25
Merci David.
Je vais faire d'autres essais. On va bien finir par terrasser le dragon.
Je vais faire d'autres essais. On va bien finir par terrasser le dragon.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Mer 23 Avr - 20:14
dh42 Mer 23 Avr - 20:14
Juste une question, ta fraise de 6, elle est neuve ? .. et de bonne qualité ?
... et tu ne t'en est jamais servi dans du bois avant ça ?
++
David
... et tu ne t'en est jamais servi dans du bois avant ça ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Jeu 24 Avr - 9:06
Hagar Jeu 24 Avr - 9:06
Oui, elle est neuve, en HSS et elle vient de chez IronWood. Je pense que c'est de la bonne fraise.

J'y ai pensé cette nuit : L'usinage se fait en opposition. C'est peut-être tout simplement à cause de ça que ça broute. Sur ma petite fraise Ø2, le portique est assez rigide pour gommer les vibrations, mais sur du Ø6, ça ne passe plus.
Sais-tu s'il y a un paramètre à toucher dans CamBam pour passer au fraisage en avalant ?
J'y ai pensé cette nuit : L'usinage se fait en opposition. C'est peut-être tout simplement à cause de ça que ça broute. Sur ma petite fraise Ø2, le portique est assez rigide pour gommer les vibrations, mais sur du Ø6, ça ne passe plus.
Sais-tu s'il y a un paramètre à toucher dans CamBam pour passer au fraisage en avalant ?
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Jeu 24 Avr - 13:27
dh42 Jeu 24 Avr - 13:27
Salut,
Oui, c'est dans les paramètres de chaque opération d'usinage (sauf pour la gravure) ; section: Option, sens d'usinage. (en opposition, en avalant ou mixte)
++
David
Sais-tu s'il y a un paramètre à toucher dans CamBam pour passer au fraisage en avalant ?
Oui, c'est dans les paramètres de chaque opération d'usinage (sauf pour la gravure) ; section: Option, sens d'usinage. (en opposition, en avalant ou mixte)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Jeu 22 Mai - 17:42
Hagar Jeu 22 Mai - 17:42
Je déterre le sujet pour le même genre de question, mais pour le perçage.
J'ai des touts petits trous à faire dans de l'alu 2017A. J'ai acheté des forets à queue 1/8" : Ø1 à Ø2. Le revendeur n'avait que des carbure...
Pour ne pas que le foret Ø1 casse comme une mine de critérium, j'ai intérêt à mettre les bons paramètres.
Pas moyen de les trouver sur le net.
J'ai quelquefois l'impression que les paramètres de coupe utilisables sur nos CNC sont classés secret défense.
Ce que je veux faire :
-Débuter un trou Ø1 sur 1mm de profondeur dans une tôle d'alu 2017A (Dural) de 5mm. Je le finirai à la perceuse. Je compte sur le portique CNC pour le "pointer" au bon endroit.
-Percer totalement, au portique, des trous Ø1.5 et Ø2 dans la même tôle 2017A de 5mm.
Mes questions :
-Existe-t-il une formule pour déterminer le régime broche et la vitesse de descente du foret ?
-Sinon, alors quels régime broche et vitesse de descente utilisez-vous pour de si petits forets ?
Merci.
J'ai des touts petits trous à faire dans de l'alu 2017A. J'ai acheté des forets à queue 1/8" : Ø1 à Ø2. Le revendeur n'avait que des carbure...
Pour ne pas que le foret Ø1 casse comme une mine de critérium, j'ai intérêt à mettre les bons paramètres.
Pas moyen de les trouver sur le net.
J'ai quelquefois l'impression que les paramètres de coupe utilisables sur nos CNC sont classés secret défense.
Ce que je veux faire :
-Débuter un trou Ø1 sur 1mm de profondeur dans une tôle d'alu 2017A (Dural) de 5mm. Je le finirai à la perceuse. Je compte sur le portique CNC pour le "pointer" au bon endroit.
-Percer totalement, au portique, des trous Ø1.5 et Ø2 dans la même tôle 2017A de 5mm.
Mes questions :
-Existe-t-il une formule pour déterminer le régime broche et la vitesse de descente du foret ?
-Sinon, alors quels régime broche et vitesse de descente utilisez-vous pour de si petits forets ?
Merci.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() Zarkann Jeu 22 Mai - 19:09
Zarkann Jeu 22 Mai - 19:09
Bonsoir,
Pour le perçage tu peux tourner à 20000 t/mn pour un diam de 1.5mm
avec 100m de vitesse de coupe tu obtiens 31400t/mn
Pour les vitesses de coupe Voir ici
la formule d'atelier est 314*VC/D
(314 x la vitesse de coupe / par le diamètre de ton outil)
Pour les avances c'est très variable selon la qualité de ton forêt ça peut aller d'un rapport de 1 à 10 entre un forêt en HSS et un forêt carbure haute performances.
Le mieux c'est de programmer une avance de 150mm par mn puis de jouer sur les avances pendant l'usinage, si c'est trop lent le forêt va siffler si c'est trop rapide il va vibrer puis cassé
Dans tout les cas il faut lubrifier
Ensuite tu peux utiliser l'option "débourrage" dans Cambam car même avec la lubrif tu risque de vite gripper le forêt
Si tu as besoin de précision dans les positionnements il faut passer par un forêt a centrer
et ensuite tu peux percer les 5mm
@++ Eric
Pour le perçage tu peux tourner à 20000 t/mn pour un diam de 1.5mm
avec 100m de vitesse de coupe tu obtiens 31400t/mn
Pour les vitesses de coupe Voir ici
la formule d'atelier est 314*VC/D
(314 x la vitesse de coupe / par le diamètre de ton outil)
Pour les avances c'est très variable selon la qualité de ton forêt ça peut aller d'un rapport de 1 à 10 entre un forêt en HSS et un forêt carbure haute performances.
Le mieux c'est de programmer une avance de 150mm par mn puis de jouer sur les avances pendant l'usinage, si c'est trop lent le forêt va siffler si c'est trop rapide il va vibrer puis cassé
Dans tout les cas il faut lubrifier
Ensuite tu peux utiliser l'option "débourrage" dans Cambam car même avec la lubrif tu risque de vite gripper le forêt
Si tu as besoin de précision dans les positionnements il faut passer par un forêt a centrer
et ensuite tu peux percer les 5mm
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Paramètres de coupe?
![]() dh42 Jeu 22 Mai - 19:47
dh42 Jeu 22 Mai - 19:47
Salut,
Ici j'ai percé de l'acier avec un foret carbure de 1.9.
Rotation: 8000 tr
avance: 15 mm/min
débourrage tous les mm
Dans l'alu, ça devrait aller tout seul ; tu peux prendre le double sans problème, soit 16000 tr et 30 à 40 mm/min. (toujours avec débourrage)
++
David
Ici j'ai percé de l'acier avec un foret carbure de 1.9.
Rotation: 8000 tr
avance: 15 mm/min
débourrage tous les mm
Dans l'alu, ça devrait aller tout seul ; tu peux prendre le double sans problème, soit 16000 tr et 30 à 40 mm/min. (toujours avec débourrage)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Jeu 22 Mai - 20:06
Hagar Jeu 22 Mai - 20:06
Merci.
Zarkann : Ma broche culmine à 24000trs/min, si j'en crois les spécifications. Je suppose que ce n'est pas trop grave si le taquet est 7000 trs/min plus bas que la valeur de calcul.
Pour la lub, je suis toujours à côté de la machine quand elle mange de l'alu, avec mon WD40 dans ma ceinture de cow-boy. J'ai un budget pour ça et des actions chez WD40 company.
Sans rire, il faudrait vraiment que je me penche sur l'installation du Noga tout neuf qui traîne au fond du tiroir.
Débourrage tous les mm ?
David : Même pour mon foret Ø1 ?
Je psychote un peu pour lui .
Zarkann : Ma broche culmine à 24000trs/min, si j'en crois les spécifications. Je suppose que ce n'est pas trop grave si le taquet est 7000 trs/min plus bas que la valeur de calcul.
Pour la lub, je suis toujours à côté de la machine quand elle mange de l'alu, avec mon WD40 dans ma ceinture de cow-boy. J'ai un budget pour ça et des actions chez WD40 company.
Sans rire, il faudrait vraiment que je me penche sur l'installation du Noga tout neuf qui traîne au fond du tiroir.
Débourrage tous les mm ?
David : Même pour mon foret Ø1 ?
Je psychote un peu pour lui .
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Jeu 22 Mai - 20:19
dh42 Jeu 22 Mai - 20:19
pour le foret de 1 dans l'alu
24000 tr, avance 30 mm/min débourrage tous les 0.5 mm
++
David
24000 tr, avance 30 mm/min débourrage tous les 0.5 mm
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() Hagar Ven 23 Mai - 21:01
Hagar Ven 23 Mai - 21:01
C'est fait !
Nickel !
Le copeau est sympathique, pas de sifflement, ni de vibrations.
Le débourrage CamBam fonctionne bien et après avoir lancé le programme sur 1.5mm, puis 3mm de profondeur, j'ai finalement finalisé le perçage de la tôle de 5mm avec le petit foret carbure Ø1.
J'ai clairement entendu que ma broche était au taquet avec 24000 trs/min. Elle émettait un bruit plus strident (grinçant ?) que d'habitude. Ce haut régime, il vaut mieux ne pas y rester trop longtemps.
Il faudrait une rubrique pour les retours d'expérience : On y mettrait les paramètres utilisés avec succès pour tel et tel couple matériau usiné/outil, les régimes broches, avances, etc...
Ce serait utile pour s'assurer qu'on est dans les clous avant de lancer le départ cycle.
En tous cas, merci à tous les deux pour votre aide et les valeurs que vous m'avez données.
Nickel !
Le copeau est sympathique, pas de sifflement, ni de vibrations.
Le débourrage CamBam fonctionne bien et après avoir lancé le programme sur 1.5mm, puis 3mm de profondeur, j'ai finalement finalisé le perçage de la tôle de 5mm avec le petit foret carbure Ø1.
J'ai clairement entendu que ma broche était au taquet avec 24000 trs/min. Elle émettait un bruit plus strident (grinçant ?) que d'habitude. Ce haut régime, il vaut mieux ne pas y rester trop longtemps.
Il faudrait une rubrique pour les retours d'expérience : On y mettrait les paramètres utilisés avec succès pour tel et tel couple matériau usiné/outil, les régimes broches, avances, etc...
Ce serait utile pour s'assurer qu'on est dans les clous avant de lancer le départ cycle.
En tous cas, merci à tous les deux pour votre aide et les valeurs que vous m'avez données.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Ven 23 Mai - 21:43
dh42 Ven 23 Mai - 21:43
Salut,
Oui, il vaut mieux éviter de pousser les broches à fond, en particulier pour ceux qui ont des moteurs universels comme les Kress ou les défonceuses ; les charbons descendent très vite à 25000 tr !! et ça fait un boucan d'enfer en prime .
.
Il y a bien trop de paramètres qui entrent en ligne de compte pour que ce genre de retour soit vraiment utile ; ce qu'il faut c'est bien comprendre les contraintes de l'usinage et se servir des paramètres de coupe donnés sur les abaque des fraises. (et se rappeler qu'ils sont donnés pour des machines industrielles ET avec lubrif intensive ; ne pas hésiter à réduire Vc de 20 à 30% pour les calculs)
Par exemple, les valeurs que tu calculera avec les formules "standard" devront toujours être ajustées en fonction des particularités de ton usinage ; en pleine matière (rainure), en surfaçage, etc ... la longueur de la fraise peut aussi tout changer et il vas de soit que la rigidité de la machine est un facteur crucial ; une fraiseuse, de par son principe de fonctionnement génères des efforts de coupe qui ne cessent de changer à la fois d'intensité et de direction au fur et à mesure que les dents font leur chemin dans la matière ... c'est bien ce qui rend ce type de machine difficile à construire pour avoir quelque chose de rigide !
Pour te donner un exemple concret et testé:
usinage avec une fraise de Ø 2mm 2 dents tournant à 20000 tr/min et une passe de 2 mm dans du bois dur.
avec une fraise de 17 mm de long (ce qui sort de la broche) je suis obligé de descendre à 500 mm/min en vitesse d'avance pour ne pas la casser, alors qu'avec une de 10 mm de long j'avance à 1200 mm/min dans le même bois, avec la même prof de passe .. soit plus de 2x plus vite, juste pour 7 mm de fraise qui sort en moins.
Je t'avais surement déjà aiguillé sur ce petit calculateur maison.
http://www.metabricoleur.com/t1259-calcul-de-parametres-de-coupe#102612
Attention, les vitesses en plongée verticale, que se soit à la fraise ou au foret doivent être nettement plus faibles que la vitesse d'avance normale.
En général, je prends environ 1/5ieme de la V d'avance normale de surfaçage.
++
David
Oui, il vaut mieux éviter de pousser les broches à fond, en particulier pour ceux qui ont des moteurs universels comme les Kress ou les défonceuses ; les charbons descendent très vite à 25000 tr !! et ça fait un boucan d'enfer en prime
.Il faudrait une rubrique pour les retours d'expérience : On y mettrait les paramètres utilisés avec succès pour tel et tel couple matériau usiné/outil, les régimes broches, avances, etc...
Il y a bien trop de paramètres qui entrent en ligne de compte pour que ce genre de retour soit vraiment utile ; ce qu'il faut c'est bien comprendre les contraintes de l'usinage et se servir des paramètres de coupe donnés sur les abaque des fraises. (et se rappeler qu'ils sont donnés pour des machines industrielles ET avec lubrif intensive ; ne pas hésiter à réduire Vc de 20 à 30% pour les calculs)
Par exemple, les valeurs que tu calculera avec les formules "standard" devront toujours être ajustées en fonction des particularités de ton usinage ; en pleine matière (rainure), en surfaçage, etc ... la longueur de la fraise peut aussi tout changer et il vas de soit que la rigidité de la machine est un facteur crucial ; une fraiseuse, de par son principe de fonctionnement génères des efforts de coupe qui ne cessent de changer à la fois d'intensité et de direction au fur et à mesure que les dents font leur chemin dans la matière ... c'est bien ce qui rend ce type de machine difficile à construire pour avoir quelque chose de rigide !
Pour te donner un exemple concret et testé:
usinage avec une fraise de Ø 2mm 2 dents tournant à 20000 tr/min et une passe de 2 mm dans du bois dur.
avec une fraise de 17 mm de long (ce qui sort de la broche) je suis obligé de descendre à 500 mm/min en vitesse d'avance pour ne pas la casser, alors qu'avec une de 10 mm de long j'avance à 1200 mm/min dans le même bois, avec la même prof de passe .. soit plus de 2x plus vite, juste pour 7 mm de fraise qui sort en moins.
Je t'avais surement déjà aiguillé sur ce petit calculateur maison.
http://www.metabricoleur.com/t1259-calcul-de-parametres-de-coupe#102612
Attention, les vitesses en plongée verticale, que se soit à la fraise ou au foret doivent être nettement plus faibles que la vitesse d'avance normale.
En général, je prends environ 1/5ieme de la V d'avance normale de surfaçage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Lun 19 Jan - 21:59
Hagar Lun 19 Jan - 21:59
Bonjour.
Je remonte ce sujet consacré aux paramètres de coupe.
J'aurai bientôt des méplats à tailler sur un arbre en laiton. Je n'ai pas la nuance de ce laiton (récup), mais il est très probablement chargé en plomb car il me fait (au tour) des copeaux en aiguilles et il glisse très bien sous les dents de la scie.
Je pars sur une fraise HSS et une VC de 50m/min. Je ne sais pas trop quoi prendre comme fz.
Ce sera une fraise Ø2. Pour un petit méplat sur un arbre Ø6.
Autre question : je voudrais assurer un insert taraudé en laiton au bout de cet arbre (en fait, un tube).
Est-il possible de le souder à l'étain + lampe à souder ?
Peu de contraintes à cet endroit. La vis vient juste maintenir un pignon en bout d'arbre.
Je remonte ce sujet consacré aux paramètres de coupe.
J'aurai bientôt des méplats à tailler sur un arbre en laiton. Je n'ai pas la nuance de ce laiton (récup), mais il est très probablement chargé en plomb car il me fait (au tour) des copeaux en aiguilles et il glisse très bien sous les dents de la scie.
Je pars sur une fraise HSS et une VC de 50m/min. Je ne sais pas trop quoi prendre comme fz.
Ce sera une fraise Ø2. Pour un petit méplat sur un arbre Ø6.
Autre question : je voudrais assurer un insert taraudé en laiton au bout de cet arbre (en fait, un tube).
Est-il possible de le souder à l'étain + lampe à souder ?
Peu de contraintes à cet endroit. La vis vient juste maintenir un pignon en bout d'arbre.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Mar 20 Jan - 13:50
dh42 Mar 20 Jan - 13:50
Salut,
Pour le laiton (je ne sais pas lequel) mes abaques donnent 42 m/min en HSS. Pour Fz: 0.005 mm/dent pour fraise < 6
Le laiton peut effectivement se souder à l'étain.
++
David
Pour le laiton (je ne sais pas lequel) mes abaques donnent 42 m/min en HSS. Pour Fz: 0.005 mm/dent pour fraise < 6
Le laiton peut effectivement se souder à l'étain.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Mar 20 Jan - 16:06
Hagar Mar 20 Jan - 16:06
Salut David.
D'accord. Je vais réduire un peu le régime broche, alors.
J'ai trouvé un fz = Øfraise/200 à 250, sur le site id-conception. Pour ma fraise de 2, ça donne 0.008mm/dent. Pas très loin de ta valeur.
j'ai une fraise pas en forme, que je n'ai pas jetée. On tester avec elle.
Merci.
D'accord. Je vais réduire un peu le régime broche, alors.
J'ai trouvé un fz = Øfraise/200 à 250, sur le site id-conception. Pour ma fraise de 2, ça donne 0.008mm/dent. Pas très loin de ta valeur.
j'ai une fraise pas en forme, que je n'ai pas jetée. On tester avec elle.
Merci.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Mar 20 Jan - 16:14
dh42 Mar 20 Jan - 16:14
les conditions de coupe pour une fraise HSS Co8 Ø2 (et bien sur, le laiton n'y est pas  )
)
http://www.metiers-et-passions.com/fr/catalogue/fraises-2-dents-serie-courte-queue-cylindrique-coupe-au-centre-helice-30-hssco8/vadium-04L10349/-ref-10276.html#conditionsdecoupe
++
David
http://www.metiers-et-passions.com/fr/catalogue/fraises-2-dents-serie-courte-queue-cylindrique-coupe-au-centre-helice-30-hssco8/vadium-04L10349/-ref-10276.html#conditionsdecoupe
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Mar 20 Jan - 18:50
Hagar Mar 20 Jan - 18:50
J'ai fait mes méplats tout à l'heure avec tes paramètres.
Finalement, aucun problème au fraisage. C'est assez mou, du vrai beurre.
Le brasage de l'insert s'est très bien passé aussi. Un petit dressage au tour pour supprimer la soudure en trop et seule la couleur du métal permet de se rendre compte qu'il s'est passé quelque chose.
Un peu hors sujet mais tant que j'y suis : ce tube va tourner dans une pièce en Dural. Il faut prévoir un vrai alésage Ø6 et pas un simple trou au foret. Je n'ai encore jamais fait. Il existe des alésoirs à main "façon Paris" et "américains".
Ou peut-être un alésoir machine que je mettrai dans la poupée mobile, juste après le foret.
Quel diamètre, le foret, pour passer un alésoir de 6 derrière ? Au pif, je dirais 5,8...
Finalement, aucun problème au fraisage. C'est assez mou, du vrai beurre.
Le brasage de l'insert s'est très bien passé aussi. Un petit dressage au tour pour supprimer la soudure en trop et seule la couleur du métal permet de se rendre compte qu'il s'est passé quelque chose.
Un peu hors sujet mais tant que j'y suis : ce tube va tourner dans une pièce en Dural. Il faut prévoir un vrai alésage Ø6 et pas un simple trou au foret. Je n'ai encore jamais fait. Il existe des alésoirs à main "façon Paris" et "américains".
Ou peut-être un alésoir machine que je mettrai dans la poupée mobile, juste après le foret.
Quel diamètre, le foret, pour passer un alésoir de 6 derrière ? Au pif, je dirais 5,8...
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Page 2 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Paramètres de coupe
» Paramètres de coupe
» Calcul de paramètres de coupe
» parametres de coupe coherents ?
» Cycle de perçage, paramètres de coupe.
» Paramètres de coupe
» Calcul de paramètres de coupe
» parametres de coupe coherents ?
» Cycle de perçage, paramètres de coupe.
Page 2 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum