






Paramètres de coupe
Page 1 sur 2 • 1, 2 

 Paramètres de coupe
Paramètres de coupe
![]() Cyrille6901 Mer 13 Jan 2016 - 19:51
Cyrille6901 Mer 13 Jan 2016 - 19:51
A part quelques petites pièces usinées doucement avec l'ID CNC, je n'ai pas grande expérience d'usinage d'aluminium. Donc, avant de faire des bêtises et de casser mes fraises, je voudrai m'assurer que mes paramètres sont à peu près cohérents.
Je souhaiterai faire ceci:
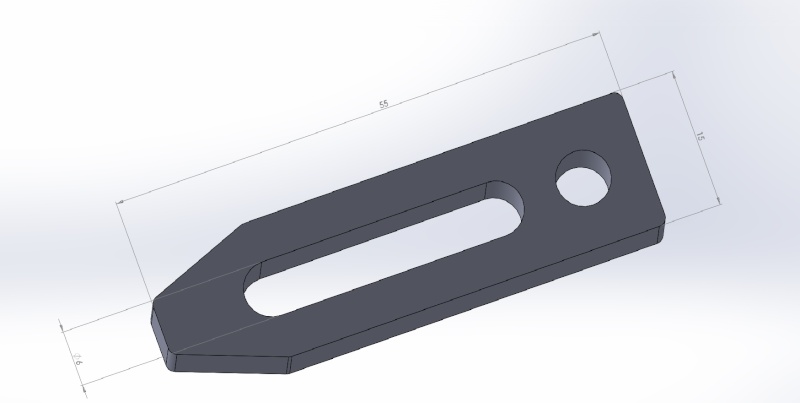
Pour la matière il s'agit d'une plaque d'alu 2017 de 6mm. Broche Kress 1050FME et fraise 2 dents 3.17mm neuve. En principe ça sera avec lubrification, si j'arrive à me servir correctement du NOGA..
Si je tourne à 15000 tr/min avec une vitesse d'avance de 400mm/min et une profondeur de passe de 0.5mm est-ce que ça peut aller ou y'a t'il moyen d'optimiser mieux que ça ?
Merci d'avance.
Cordialement. Cyrille
ps: David, tu préconises 10% d'huile avec du pétrole de chauffage; à quoi sert l'huile ? est-ce que de l'huile pour tondeuse à gazon peut convenir ?

Cyrille6901- acharné du forum

- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46

Re: Paramètres de coupe
![]() Hervé-34 Mer 13 Jan 2016 - 20:06
Hervé-34 Mer 13 Jan 2016 - 20:06
Moi aussi ça m’intéresse !! car le " calcul de coupe " de David, je n'arrive jamais
à m'en servir !!
Ou j'ai un bug, ou vraiment je suis nul !!
J'ai fait dernièrement un petit travail en alu avec mon ID " modifiée " !! eh oui,
j'ai osé !!
http://www.metabricoleur.com/t10820-chose-etrange-avec-mon-z
Alu 2017 de 10 mm j'ai augmenté tout doucement ma vitesse d'avance jusqu'à
150 mm/mn je n'ai pas voulu aller plus vite !! mais ça aurai put !! je n'ai pas eu
peur durant le travail !!
Sauf mon problème de Z que je n'ai encore pas compris !! j'ai re-regardé, ma fraise
est serrée à bloc !! même je trouve que je l'ai un peu trop serrée !!
Enfin, je vais refaire un truc en alu, et je vérifierai bien à fond !!
Hervé
Hervé-34- complétement accro

- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Paramètres de coupe
![]() SD 31 Mer 13 Jan 2016 - 20:17
SD 31 Mer 13 Jan 2016 - 20:17
Hervé-34 a écrit:Bonsoir à tous,
Moi aussi ça m’intéresse !! car le " calcul de coupe " de David, je n'arrive jamais
à m'en servir !!
Ou j'ai un bug, ou vraiment je suis nul !!
J'ai fait dernièrement un petit travail en alu avec mon ID " modifiée " !! eh oui,
j'ai osé !!
http://www.metabricoleur.com/t10820-chose-etrange-avec-mon-z
Alu 2017 de 10 mm j'ai augmenté tout doucement ma vitesse d'avance jusqu'à
150 mm/mn je n'ai pas voulu aller plus vite !! mais ça aurai put !! je n'ai pas eu
peur durant le travail !!
Sauf mon problème de Z que je n'ai encore pas compris !! j'ai re-regardé, ma fraise
est serrée à bloc !! même je trouve que je l'ai un peu trop serrée !!
Enfin, je vais refaire un truc en alu, et je vérifierai bien à fond !!
Hervé
Bonsoir
dans cambam y'a pas un ptit calculateur de vitesse de coupe ?
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Paramètres de coupe
![]() Cyrille6901 Mer 13 Jan 2016 - 21:09
Cyrille6901 Mer 13 Jan 2016 - 21:09
Hervé-34 a écrit:
Moi aussi ça m’intéresse !! car le " calcul de coupe " de David, je n'arrive jamais
à m'en servir !!
Bonsoir,
J'avoue que j'ai un peu de mal également; je pense que je ne rentre pas les valeurs dans le bon ordre... je n'ai pas non plus bien compris ce que l'on doit entrer, et ce qui doit se calculer automatiquement...
Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Paramètres de coupe
![]() Hervé-34 Jeu 14 Jan 2016 - 0:53
Hervé-34 Jeu 14 Jan 2016 - 0:53
SD 31 a écrit:
Bonsoir
dans cambam y'a pas un ptit calculateur de vitesse de coupe ?
Oui, tu as raison, je crois l'avoir trouvé une fois mais je sais plus ou !!!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Paramètres de coupe
![]() dh42 Jeu 14 Jan 2016 - 1:26
dh42 Jeu 14 Jan 2016 - 1:26
Si je tourne à 15000 tr/min avec une vitesse d'avance de 400mm/min et une profondeur de passe de 0.5mm est-ce que ça peut aller ou y'a t'il moyen d'optimiser mieux que ça ?
Oui, c'est correct, mais tu pourrais tourner plus vite tout en restant à 400 m/min (18 à 20000)
dans cambam y'a pas un ptit calculateur de vitesse de coupe ?
Oui, mais si le mien ne vous plait pas, vous risquez d'être encore plus déçu avec celui de CB
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/SpeedsFeeds.htm
Pour avoir un bon calcul il faut tenir compte d'une foultitude de paramètres, à commencer par les données constructeur de la fraise ; sur les 4 paramètres à rentrer dans mon calculateur, il n'y en a que 2 qui ne sont pas trop compliqué à trouver
http://www.metiers-et-passions.com/waroot/METP/fr_FR/attachments/Ficheconseil/1976_Fraisescarbure01.pdf
logiquement je ne vais pas prendre la plus grosse avance que je réserverais à une fraise de 6, mais pour du 3 je vais prendre 0.02 mm/dent.
pour la Vc, en général, les valeurs faibles sont pour l'ébauche et les haute pour la finition, mais sur nos petites CN, on est tj en finition
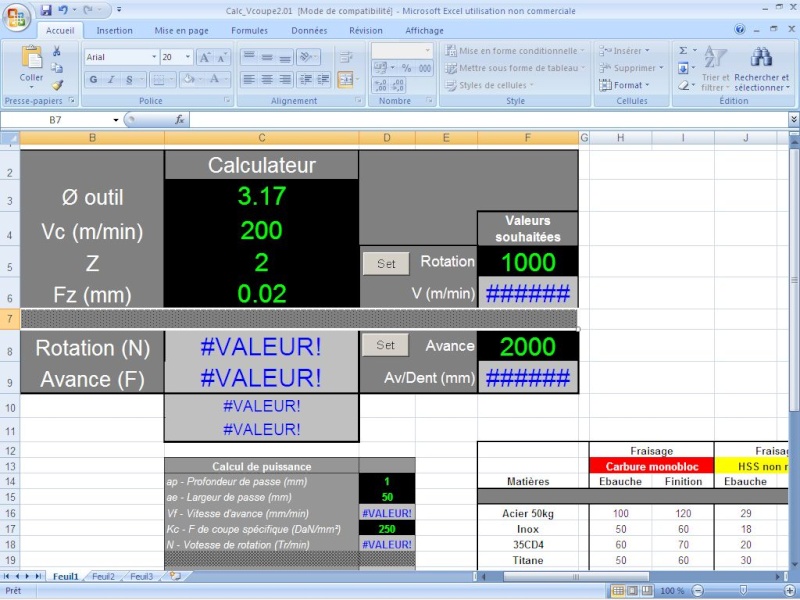
donc si je prend mon calculateur: tout se passe dans la colonne calculateur dans les cases noires pour l'entrée des données, et dans les 2 cases en bleu sur fond blanc en dessous pour l'affichage des résultats.
1 case Ø outil, je rentre 3.17 le diamètre de ma fraise
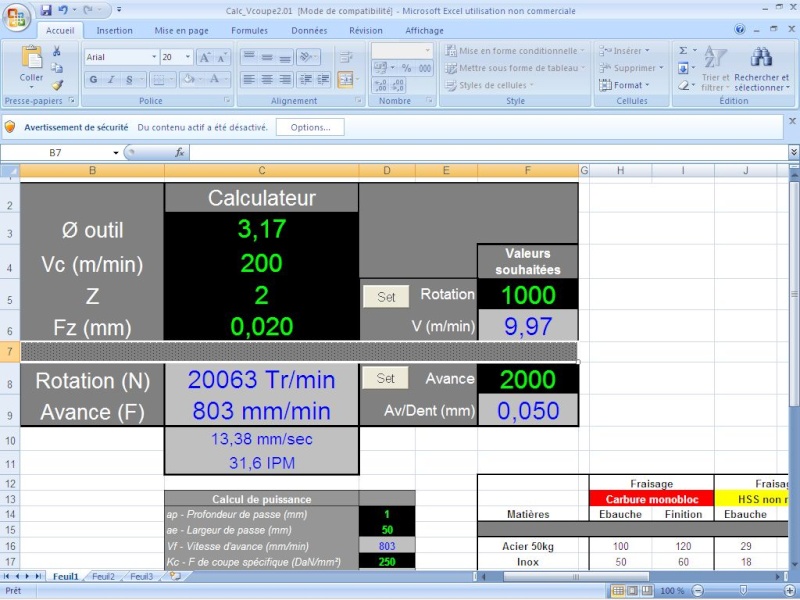
2 case V, je rentre par exemple une V comprise entre les 150 et 250 m/min correspondant à ce que j'ai lu sur l'abaque pour ma fraise pour voir ce que ça donne ; par exemple 200. Lorsque je valide, automatiquement en face de rotation je vois la vitesse de rotation qu'il me faudra ; ici 20063 tr/min
3 je rentre maintenant le nb de dent (2) puis l'avance par dent que l'on a choisi à 0.02 .. et j'obtiens une V d'avance de 803mm/min.
Je dois avouer que je ne comprend pas ce qui vous pose problème avec ce calculateur
Ou j'ai un bug, ou vraiment je suis nul !!
Tu le lance sous excel ou sur un "clone" .. c'est peut être ça le pb, sur d'autres softs qu'excel les boutons SET risquent de ne pas marcher, mais ils n'ont rien d'indispensables)
Sinon il y a ça, bien plus performant car il tient compte des types de fraise, de la nuance exacte de la matière, de la longueur de la fraise, du type d'usinage etc ...
http://zero-divide.net/index.php?page=fswizard&shell_id=199
++
David
Dernière édition par dh42 le Jeu 14 Jan 2016 - 1:57, édité 2 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Paramètres de coupe
![]() dh42 Jeu 14 Jan 2016 - 1:54
dh42 Jeu 14 Jan 2016 - 1:54
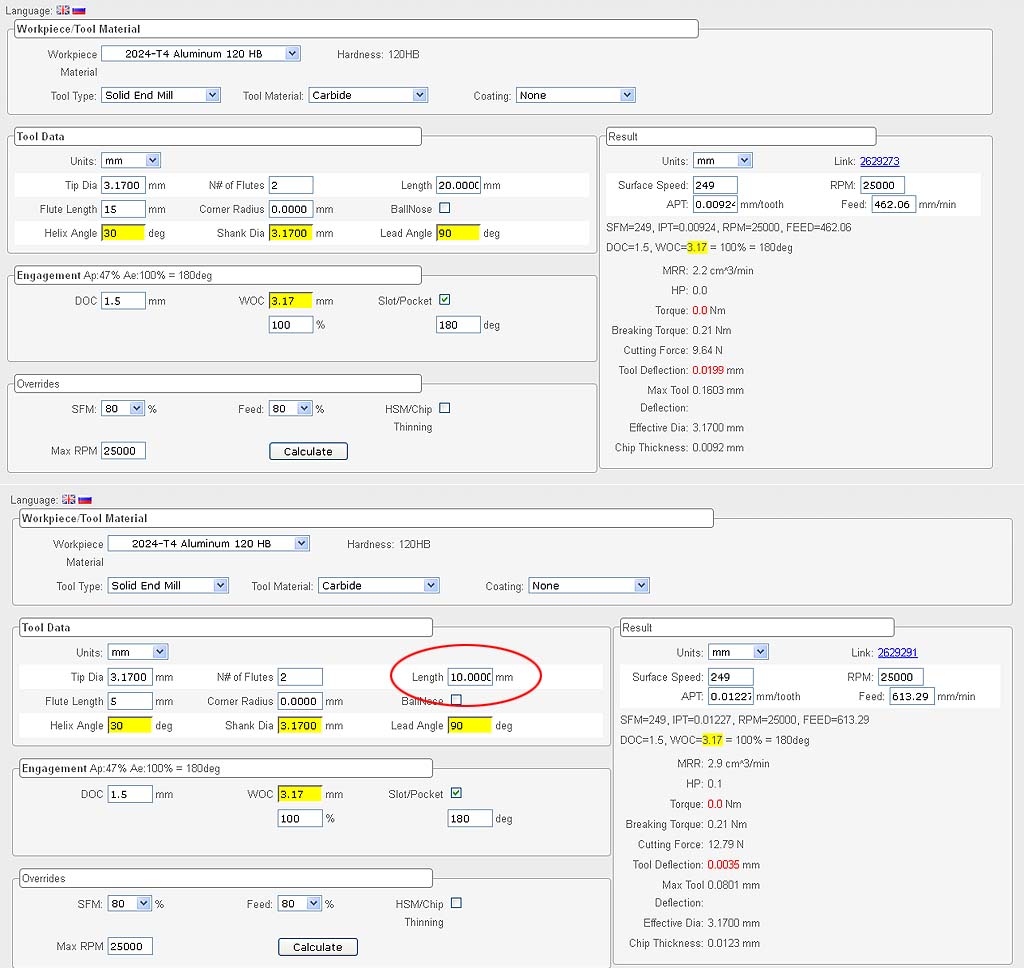
Entre le réglage du haut et celui du bas, tout ce qui change, c'est longueur de la fraise ; 20mm en haut, 10mm en bas .. regarde l'influence sur la V d'avance. 462mm/min avec une fraise de 3.17 qui sort de 20mm et 613 pour une sortie de 10mm.
Workpiece: la matière à usiner (ici j'ai choisi du 2024-T4)
Solid end mill: fraise monobloc
Tool material: matière de l'outil
coating: fraise revétue (Tin, Tian etc ...)
N# of flutes: Nb de dents
DOC (Depht Of Cut) profondeur de passe
WOC (Width Of Cut) largeur de passe ; si on coche slot/pocket (rainurage/poche) WOC passe automatiquement à 100%
SFM: % de la V de coupe recommandée Feed % de la V d'avance recommandée Max RPM: la rotation maxi utilisable sur la broche.
Ne pas oublier de mettre les 2 champs unit sur mm (dans result aussi)
à droite les résultats.
RPM: la V de rotation conseillée
Feed: la vitesse d'avance conseillée
MRR: volume de copeau en cm3/min
HP: puissance consommée en KW (trop peu pour lui Lol il affiche 0 le mien donne 35W et 0.01Nm à 462mm/min)
Breaking torque: couple de rupture de la fraise
Tool deflection: flexion de l'outil pour cet effort de coupe (ici ~ 0.02mm pour une fraise qui sort de 20mm et 0.003 pour 10mm)
Max tool deflection: flexion maxi avant casse.
chip tickness: épaisseur du copeau
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() Hervé-34 Jeu 14 Jan 2016 - 13:25
Hervé-34 Jeu 14 Jan 2016 - 13:25
dh42 a écrit:Salut,
donc si je prend mon calculateur: tout se passe dans la colonne calculateur dans les cases noires pour l'entrée des données, et dans les 2 cases en bleu sur fond blanc en dessous pour l'affichage des résultats.
1 case Ø outil, je rentre 3.17 le diamètre de ma fraise
2 case V, je rentre par exemple une V comprise entre les 150 et 250 m/min C'EST CA qui coince dans ma tête !! où trouves-tu des Mètres/minutes ?? je ne me souvient pas avoir vu les M/MN sur une abaque !! mais j'ai déjà dit je suis nul !! correspondant à ce que j'ai lu sur l'abaque pour ma fraise pour voir ce que ça donne ; par exemple 200. Lorsque je valide, automatiquement en face de rotation je vois la vitesse de rotation qu'il me faudra ; ici 20063 tr/min
3 je rentre maintenant le nb de dent (2) puis l'avance par dent que l'on a choisi à 0.02 .. et j'obtiens une V d'avance de 803mm/min.
Je dois avouer que je ne comprend pas ce qui vous pose problème avec ce calculateur Ou j'ai un bug, ou vraiment je suis nul !!
Ou j'ai un bug, ou vraiment je suis nul !!
Tu le lance sous excel ou sur un "clone" .. c'est peut être ça le pb, sur d'autres softs qu'excel les boutons SET risquent de ne pas marcher, mais ils n'ont rien d'indispensables)
Oui, c'est le bouton set qui ne fonctionne pas !!
++
David
Merci David !!
PS. je bug grave avec excell !!
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Paramètres de coupe
![]() chrisv Jeu 14 Jan 2016 - 16:03
chrisv Jeu 14 Jan 2016 - 16:03
Hervé-34 a écrit:
PS. je bug grave avec excell !!
Ca ressemble à un soucis de virgule.
Tu es sur qu'il ne faudrait pas que tu écrive 3,17 au lieu de 3.17 (et pareil pour le 0.02)
Sinon David, on peut le trouver où ton super fichier excel ?
chrisv- petit nouveau

- Messages : 27
Points : 31
Date d'inscription : 09/12/2015
Age : 54
Localisation : Grenoble
Re: Paramètres de coupe
![]() Cyrille6901 Jeu 14 Jan 2016 - 19:26
Cyrille6901 Jeu 14 Jan 2016 - 19:26
David, merci pour tes explications; cette fois je crois que j'ai bien compris le fonctionnement
Sinon, j'ai fait mes expérimentations:


Dans l'ensemble c'est pas trop mal mais j'aimerais tout de même éclaircir quelques points.
Pour la première pièce-> 18000tr/min 450mm/min prof de passe 0.5mm. Deux attaches en triangle de 0.5mm, et tout ça en opposition. Résultat-> pas mal, on voit un peu les stries de passes. en plongée ça vibre un peu on dirait (60mm/min).
Pour la deuxième pièce ->18000tr/min 500mm/min et prof de passe 0.7mm. Quatre attaches en triangle de 0.5mm, le tout en avalant. Cette fois ci je fais une entrée en spirale de 20° à 60mm/min. Résultat-> surface plus homogène mais par contre la fraise a laissé des marques aux niveaux des attaches et de l'entrée dans la matière
Comment peut-on remédier, ou tout au moins limiter ces traces verticales laissées par la fraise ?
Dans l'absolu, est-ce qu'il vaut mieux aller plus vite et prendre une profondeur de passe moindre, ou bien l'inverse ? (800mm/min ça me fait un peu peur... à tort ?)
Bonne soirée à tous.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Paramètres de coupe
![]() Hervé-34 Jeu 14 Jan 2016 - 20:28
Hervé-34 Jeu 14 Jan 2016 - 20:28
chrisv a écrit:
Sinon David, on peut le trouver où ton super fichier excel ?
Tu vas le trouver là !!
http://www.metabricoleur.com/t1259-calcul-de-parametres-de-coupe
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Paramètres de coupe
![]() Hervé-34 Jeu 14 Jan 2016 - 20:35
Hervé-34 Jeu 14 Jan 2016 - 20:35
Tu sais que t'es pas c.n !!!!!!
Je n'aurai jamais imaginé que mes bugs ( depuis deux ans
 ) venaient
) venaientde mon point au lieu d'une virgule !!!!
En tout cas merci !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Paramètres de coupe
![]() ramses Jeu 14 Jan 2016 - 21:30
ramses Jeu 14 Jan 2016 - 21:30
Herve, si la virgule t'enm...de et que tu preferes garder ton point, ben y'a qu'a aller changer dans "options avancees" ds options d'Exell ou tu peux choisir le separateur de decimales et le separateur de milliers.

!Cyrille a écrit:Comment peut-on remédier, ou tout au moins limiter ces traces verticales laissées par la fraise
Tu peux tres bien realiser ta decoupe comme celle que tu as realisee mais en "ebauche" avec 0,1 mm de recul et reprendre en "finition" une passe de 0,1mm sur toute la hauteur. Et tu peux meme appliquer la recette sur la poche int egalement !
Bien a vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Paramètres de coupe
![]() dh42 Jeu 14 Jan 2016 - 22:17
dh42 Jeu 14 Jan 2016 - 22:17
Ah oui, la virgule !!! .. je n'y ai pas pensé , tous mes Windows sont réglés en notation US avec le point à la place de la virgule !!
je fais une entrée en spirale de 20° à 60mm/min. Résultat-> surface plus homogène mais par contre la fraise a laissé des marques aux niveaux des attaches et de l'entrée dans la matière scratch
Comment peut-on remédier, ou tout au moins limiter ces traces verticales laissées par la fraise ?
Ce qui marche le mieux (dans le bois tout au moins), c'est de faire le contour en une spirale continue ; pour ça utilise l'entrée en spirale comme tu a fait, mais avec l'angle d'hélice réglé à 0 ; CB calculera automatiquement une descente en spirale avec un pas de spirale = incrément de passe.
Si tu a des traces au niveau des attaches triangulaire, c'est peut être que les flancs du triangle sont trop verticaux, donc pour avoir une pente plus "cool", il faut augmenter la largeur des attaches tout en gardant la même hauteur pour "aplatir" le triangle.
En rainurage les copeaux aussi peuvent laisser des traces si ils se font broyer par la fraise.
Dans l'absolu, est-ce qu'il vaut mieux aller plus vite et prendre une profondeur de passe moindre, ou bien l'inverse ?
Il est plus économique (en terme de durée de vie des outils) de prendre des passes aussi importantes que possible pour faire travailler toute la hauteur des dents (enfin, autant que possible) ; si tu a une fraise avec une longueur taillée de 5mm et que tu n'usine qu'avec le 1ier mm, tu à 4mm de dents qui ne servent à rien et le 1ier mm surexploité ..
En théorie tj, dans le métal en rainurage/poche on prend maxi 0.5 x le Ø de la fraise.
Attention aux longueurs de fraise !! sur ta photo elle me semble bien longue par rapport à la hauteur maxi à couper.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() Hervé-34 Ven 15 Jan 2016 - 0:50
Hervé-34 Ven 15 Jan 2016 - 0:50
dh42 a écrit:Salut,
Ah oui, la virgule !!! .. je n'y ai pas pensé , tous mes Windows sont réglés en notation US avec le point à la place de la virgule !!
Eh oui, je n'y avait pas pensé non plus pfff ça fait longtemps que
je ramais avec ça !! surtout qu'avec mon portable, quand je me met en MAJ
pour avoir les chiffres, j'ai plus facilement accès au point ( direct ) qu'à la
virgule ( faut décocher les chiffres ) !!.
En théorie tj, dans le métal en rainurage/poche on prend maxi 0.5 x le Ø de la fraise.
Alors pour une fraise de 3 mm on peut prendre es passes de
1,5 mm ?????? c'est pas trop ? ça me ferait peur !!
++
David
Merci à tous,
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Paramètres de coupe
![]() dh42 Ven 15 Jan 2016 - 1:19
dh42 Ven 15 Jan 2016 - 1:19
Alors pour une fraise de 3 mm on peut prendre es passes de 1,5 mm ?????? c'est pas trop ? ça me ferait peur !!
En théorie oui**, mais il faut une machine rigide .... et surtout ne pas faire ce que je vois très souvent, c.a.d. avoir une fraise qui sort de 20mm alors que l'on coupe maxi sur 5mm par exemple ... si tu prends 1.5mm de passe avec une fraise qui sort de 20mm tu a toutes les chances de la casser ... ou il faudra avancer comme un escargot et la fraise ne travaillera pas dans de bonnes conditions.
Un exemple très concret avec les dernières pièces que j'ai faites ; fraise de 3 usinage sur 12mm de prof (poche/rainurage), sortie de fraise 15mm avance 2200 mm/min, pas de soucis avec des passes de 6mm (MDF) la fraise fait ses 25 pc sans casse.
conditions strictement identiques mais fraise sortie de 18mm au lieu de 15 ... casse au bout de 2 ou 3min (1pc = 10min d'usinage), ... et 2 fois de suite ... avant que je ne m’aperçoive que je n'avais pas pris le bon "calibre" pour régler la longueur de fraise ... à 2mm près ça change tout entre une casse presque immédiate ou une fraise que je mène jusqu'à usure complète.
Pour pouvoir usiner avec une sortie de 18, il aurais certainement fallu réduire la V d'avance d'une valeur conséquente. (donc augmenter le temps d'usinage et donc le prix de la pièce pour le client)
**
Et dans l'acier en plus, dans l'alu tu dois pouvoir prendre 1x le Ø ...SI ta machine est rigide et SI tu n'utilise pas des fraises Chinoises qui coupent à peine un bout de beurre
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() Hervé-34 Ven 15 Jan 2016 - 13:04
Hervé-34 Ven 15 Jan 2016 - 13:04
Ok, je comprend,
Donc essayer 1mm avec une 3mm c'est pas kamikaze ??
Mon problème, comme surement certains d'entre nous, c'est que mes fraises,
surement pas chinoises, ont étés achetées sur un forum, et je ne sais pas
réellement ce quelles sont !!
Sur, que ce sont des fraises pro, mais comment estimer ma vitesse de coupe ?
sur le tableau Otelo ? quand même ? ou rester dans les 200 m/mn ??
Merci à toi,
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Paramètres de coupe
![]() dh42 Ven 15 Jan 2016 - 17:16
dh42 Ven 15 Jan 2016 - 17:16
Sur, que ce sont des fraises pro, mais comment estimer ma vitesse de coupe ?
sur le tableau Otelo ? quand même ? ou rester dans les 200 m/mn ??
Si c'est du carbure, oui essai à 200 m/min, 100 si c'est du HSS
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() Hervé-34 Ven 15 Jan 2016 - 17:52
Hervé-34 Ven 15 Jan 2016 - 17:52
RE, oui, carbure et certaine recouvertes ( jaune )
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Paramètres de coupe
![]() Cyrille6901 Ven 15 Jan 2016 - 19:25
Cyrille6901 Ven 15 Jan 2016 - 19:25
Ces fraises revêtues, c'est mieux ou moins bien que le carbure monobloc ?
J'ai poursuivi mes expériences; et j'ai cumulé vos conseils.
Donc, même pièce, 18000Tr/min avance 700mm/min (!) prof de passe 0.5mm. Détourage en spirale (angle d'hélice sur 0) et passe de finition toujours en spirale sur 0.1mm; fraise serrée mandrin au ras des dents.
Résultat -> c'est nettement mieux, MAIS encore une petite marque verticale.... et si ça ne vient pas de l'entrée dans la matière, forcément ça ne peut venir que de la sortie...
Je garde les mêmes paramètres, mais je programme les sorties des deux contours à 10° vitesse 1000. ça marche ! c'est presque parfait
Par contre un chose m'intrigue: J'ai fait une pièce avec une fraise un peu usée (pas mal de coupes dans le MDF, CTP...), et une autre avec une fraise neuve. Ce sont les mêmes fraises 2 dents de chez Sorotec (enfin 3mm et 3.175).
Avec l'une (celle usée) l'état de surface est brillant, presque poli; avec l'autre l'état de surface est plutôt mat, légèrement hachuré. C'est normal ?
D'ailleurs, comment déterminer si une fraise est encore bonne ou non ? Que se passe t'-il à la fin ? elle casse/ne coupe plus/fond/brûle ?
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Paramètres de coupe
![]() dh42 Ven 15 Jan 2016 - 21:05
dh42 Ven 15 Jan 2016 - 21:05
Tu lubrifie ? ... ça change tout avec l'alu pour l'état de surface.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() Cyrille6901 Ven 15 Jan 2016 - 21:27
Cyrille6901 Ven 15 Jan 2016 - 21:27
Oui je lubrifie, l'état de surface est bon dans les deux cas; mais je me demandais pourquoi la fraise usée me donnait un état de surface brillant et la fraise neuve un aspect mat... j'aurais pensé l'inverse. Après je n'ai pas une grande expérience mais je suppose qu'on ne peut pas non plus s'attendre à un résultat parfait et lisse comme le dessus de la tôle alu.
Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Paramètres de coupe
![]() dh42 Ven 15 Jan 2016 - 21:41
dh42 Ven 15 Jan 2016 - 21:41
Pour un super état de surface, il faut une avance faible, une passe latérale faible et une V de rotation élevée ... et un parfait dégagement des copeaux (pas facile en rainurage)
A mon avis, si c'est brillant avec une fraise usée c'est justement que ça ne coupe pas bien et que la fraise "polie" la matière au lieu de la couper.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() Cyrille6901 Jeu 4 Fév 2016 - 19:56
Cyrille6901 Jeu 4 Fév 2016 - 19:56
J'ai visionné cette vidéo au sujet des fraises "à avoir" -> https://www.youtube.com/watch?v=T1NThfKjGrc
L'auteur semble faire grand cas des fraises du type "tapered nose ball"... autrement dit: fraises coniques à bout sphérique. Pour la gravure 3D, c'est selon lui, l'idéal. Hélas, on ne trouve ce genre de chose ni chez Sorotec, ni chez CNC fraises, ni chez les Chinois de Ebay.... Les sites qu'il indique sont aux USA et les frais de ports assez dissuasifs...
Si quelqu'un sait où en trouver à prix "démocratique", je suis preneur
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Paramètres de coupe
![]() Cyrille6901 Lun 15 Fév 2016 - 21:19
Cyrille6901 Lun 15 Fév 2016 - 21:19
Je me demandais: est-ce qu'il est possible de détourer une pièce plus épaisse que la longueur taillée de la fraise ? (par ex fraise de 6mm queue de 6mm, longueur taillé de 19mm dans une planche en bois de 25mm)
Si je dégage un coté en faisant un contour non débouchant, est ce suffisant ? la queue risque de frotter, mais que d'un seul coté...
Merci d'avance.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Paramètres de coupe
» Calcul de paramètres de coupe
» parametres de coupe coherents ?
» Recueil des paramètres de coupe des différentes CNC