






Paramètres de coupe?
Page 1 sur 3 • 1, 2, 3 

 Paramètres de coupe?
Paramètres de coupe?
![]() Hagar Jeu 24 Oct 2013 - 22:49
Hagar Jeu 24 Oct 2013 - 22:49
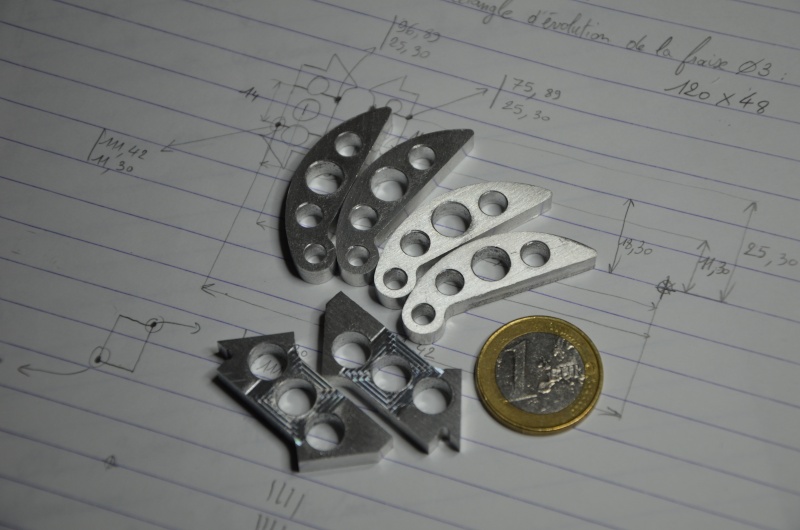
Mon portique tourne enfin sans problème et j'ai taillé des premières pièces du prototype radiocommandé (une auto) que j'ai conçu.
Enfin pas toutes : Les pièces en Epoxy ont été taillées comme dans du beurre, à une vitesse et avec une finition qui me laissent encore rêveur. Maintenant, ce sont des pièces en alu que je dois détourer à partir de tôles.
L'alu en question est du genre gras (mou). Un cauchemar d'usineur, quoi...
Le type d'usinage : Détourage. Je veux découper des formes dans de la tôle.
Certaines découpes se font sur de longues distances (pièce de 320mm de long).
La fraise : Ø2, cylindrique hélicoïdale, 3 dents, coupe au centre, HSS.
Arrosage : Euh, à sec!
Ma question est simple. Je voudrais une estimation de :
-La vitesse de coupe Vc.
J'ai trouvé 150 à 200 m/min sur une doc de chez Sunsteel, un fabricant d'outils.
-La vitesse de plongée.
Je pars sur 1/3 de Vc.
-La profondeur de passe.
Je pars sur 0.15 fois le Ø de fraise, soit 0.3mm.
-Le copeau par dent.
Sur la doc Sunsteel, pour l'alu mou, on préconise 0.022mm/dent pour une fraise HSS Ø4. Si j'extrapole, je prends 0.011mm/dent pour ma fraise HSS Ø2.
Je suis à peu près bon ou carrément dans les choux?
Hagar- complétement accro

- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen

Re: Paramètres de coupe?
![]() dh42 Jeu 24 Oct 2013 - 23:31
dh42 Jeu 24 Oct 2013 - 23:31
Çà me parait correct pour les paramètres de vitesse et avance par dent, par contre 2 choses risquent de poser problème:
Fraise 3 dents: reste pas beaucoup de place pour évacuer les copeaux, et dans l'alu, ça bourre les goujures et ça fini par casser, si tu a une 2 dents ce serait mieux.
Pas de lubrif: Mauvaise idée, déjà que ta fraise va avoir du mal à sortir les copeaux, il faut absolument lubrifier (pétrole) pour:
- chasser les copeaux qui risquent de coincer.
- refroidir les copeaux, car avec l'alu mou le pb c'est qu'il se ramollis à basse température ... et qu'il colle dans les goujures de la fraise ; quand elles sont pleines, ça casse. (c'est fragile une fraise de 2mm)
Pour la prof de passe, par contre, en détourage, je partirais sur 0.5x le Ø, soit 1mm.
V de plongée 30 à 40 mm/min.
Pour le détourage, tu peux aussi utiliser les "entrées dans la matière" de Cambam, avec les paramètres sur "Spirale" et "angle d'hélice" à 0, ce qui te donnera une plongée progressive en spirale tout le tour de la pièce, avec un pas de spirale équivalent à l'incrément de passe.
PS: Utilise de préférence des "attaches" de section triangulaires plutôt que carrées, ça laisse moins de traces sur le bord de la pièce au passage des attaches.
Avec les attaches carrées, la fraise s'arrête d'avancer pour monter/descendre de l'attache et ça fait une marque sur le champ de la pièce à l'endroit ou elle s'arrête, avec les triangulaires, elle continue d'avancer tout en montant/descendant, et en plus c'est moins brutal pour la fraise lors de la re-descente.
Efforce toi de monter ta fraise au plus court possible, moins elle sera longue, moins elle vibrera et moins elle risque de casser.
Pense quand même à:
- ne pas serrer sur les dents, mais uniquement sur la queue
- que la fraise puisse aller à la profondeur maxi sans que le nez de broche ne touche le dessus de la pièce, ou plus vicieux, que l'écrou de broche ne vienne pas taper dans une bride lorsqu'elle est au plus bas
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Paramètres de coupe?
![]() Hagar Jeu 24 Oct 2013 - 23:53
Hagar Jeu 24 Oct 2013 - 23:53
J'ai aussi une Ø2 en 2 dents, mais en carbure. Il y a un risque de casse plus important. De plus, on m'a dit que le HSS s'en sort mieux que le carbure dans l'alu.
Finalement, pas si facile de trouver une Ø2 en HSS. Ou alors j'ai pas trouvé le bon site.
Pour la lubrification, si je passe un pinceau mouillé de pétrole sur la fraise pendant l'usinage, ça suffit?
En plus, j'ai un Noga Mini-Cool mais je n'ai pas pris le temps d'installer tout le matériel qui doit aller autour, de me renseigner sur le schéma de principe, de repérer le produit à utiliser, bon sang que la vie est courte!
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Ven 25 Oct 2013 - 0:22
dh42 Ven 25 Oct 2013 - 0:22
Non, la fraise vas choper les poils et te jeter le pinceau par la têtePour la lubrification, si je passe un pinceau mouillé de pétrole sur la fraise pendant l'usinage, ça suffit?
Il vaudrait mieux un pulvérisateur pour les vitres, nettement moins risqué .. inutile de noyer, un pschit de temps en temps
C'est vrai que le carbure est censé casser plus facilement que le HSS, ce qu'il n'aime pas, c'est surtout les vibrations, mais que ce soit l'un ou l'autre, du 2mm ça reste fragile.
Il faut surtout que ta plaque d'alu ne vibre pas, c'est mortel pour les fraises ... et la découpe de plaques fines pose toujours ce problème ; les dents de la fraise font un effet "tire bouchon" et tirent la pièce vers le haut. J'ai de bons résultats avec des fraises brise copeaux, ça vibre moins sur les plaques fines.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Ven 25 Oct 2013 - 8:42
Hagar Ven 25 Oct 2013 - 8:42
Je vais récupérer un pulvérisateur.
J'ai aussi des fraises 3 dents en Ø3. Un peu plus de place pour l'évacuation du copeau, ça ne peux qu'être mieux. C'est peut-être un meilleur choix.
Merci pour tes conseils, David!
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() Totem Ven 25 Oct 2013 - 18:46
Totem Ven 25 Oct 2013 - 18:46
Idéalement, il faudrait prendre du 3 à deux dents, voire plus gros! 2 c'est très fin, et fragile.
Après il faut voir ce que c'est comme alu; comme dit David, c'est vrai que la plupart des profilés (6060), mais il y en a aussi qui vont plutôt bien (5083, 2024...), pour ça il n'y a pas de miracle, il faut faire des essais sur des chutes...
Si c'est de la tôle, on trouve de tout, on ne peut savoir à l'avance... De toute façon si c'est mou, il faut avancer vite et bien lubrifier, il n'y a pas de secret.
Par contre il y a un truc ou je trouve David optimiste, c'est la profondeur de passe! 1mm avec une fraise de 2 en détourage, qui plus est en carbure... Moi j'aurais pris 0,5, ou à peine plus.
1, ok pour une poche, mais là, en rainure, surtout si la pièce vibre... et en plus si c'est de l'alu merdique...
++
Lio

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Paramètres de coupe?
![]() Hagar Ven 25 Oct 2013 - 18:58
Hagar Ven 25 Oct 2013 - 18:58
Fraise cassée...
Oiiiinnnn!
Les paramètres de coupe que j'ai utilisés :
-Fraise (Rest In Peace) : Ø2 ; 3 dents ; HSS.
-Matériau à usiner : Tôle alu de 50/10.
-Régime de broche : 16000 trs/min (donc, Vc = 100m/min).
-Profondeur de passe : 0.65mm.
-Vitesse d'avance : 480mm/min (donc, fz = 0.01mm/dent).
-Vitesse de plongée : 160mm/min (trois fois moins).
Pulvérisation de pétrole toutes les 5 secondes.
La rupture a eu lieu dans la deuxième passe, sur une opération de détourage. Les perçages faits avant se sont bien passés.
Mon impression est que la fraise avançait bien vite, pour son diamètre. J'aurais tendance à diviser la vitesse d'avance par 2, peut-être même par 3.
Quelle est votre analyse?
Il me reste 2 autres fraises identiques neuves. Je crois que je peux passer commande dès maintenant...

Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() Zarkann Ven 25 Oct 2013 - 19:56
Zarkann Ven 25 Oct 2013 - 19:56
Moi je dé-conseil le HSS pour les métaux car les vitesses sont souvent trop basse ( dans de l'AU4G on peut monter jusqu'à 600m avec du carbure revêtue et une bonne lubrif (brumisateur)
Sinon question de tes paramètres, cela me parait convenable même si moi j'aurais pris moins en profondeur de passe car il faut bien voir une chose c'est qu'il y a les conditions optimales de coupe donné par le fabriquant et il y a ce que l'on appelle "les contraintes d'usinage".
Les contraintes d'usinage c'est l'ensemble des problèmes induit par un processus de fabrication.
Quelques exemples:
- Le manque de rigidité machine
- La tenue plus ou moins puissante de la pièce (bridage)
- La longueur sortie de l'outil
- Les défauts de la matière (dosage ou dureté des métaux)
- Lubrification (sans, brumisation, arrosage normal, arrosage au centre)
- Défaut de la broche
- Etc...................................................................................
Pour résumer, je dirais qu'il y a une raison pour allé vite c'est les conditions de coupe du fabriquant, mais il y a souvent pleins de raisons pour réduire ses "dites" conditions
perso dans le cas ou la pièce a une forte valeur, il est préférable de partir avec des conditions de coupes réduites, puis augmenter au fur et à mesure avec les potentiomètres
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Paramètres de coupe?
![]() Totem Ven 25 Oct 2013 - 20:07
Totem Ven 25 Oct 2013 - 20:07
Pas étonnant qu'elle ait pété sur une tôle aussi fine!
La 5/10 alu c'est de la vraie merde à découper, ça vibre énormément.
Sur ce genre d'épaisseur, les profondeurs de passes, c'est 0.2, 0.3... la vitesse d'avance n'est pas à réduire par contre (ou alors un petit peu), sinon l'alu collera encore plus à la fraise...
Le bridage est un gros problème, si l'on utilise uniquement des vis en périphérie, la tôle vire à mort et c'est impossible à usiner, dès lors que la pièce dépasse les trente ou quarante mm.
Avec le scotch, qui est efficace pour des gravures, un autre problème se pose: quand on usine le scotch avec la fraise, ça colle dans l'outil et il finit aussi par casse.
Même avec une table à dépression, ce n'est pas évident, c'est peu adapté au détourage...
Pour le moment, la seule solution que j'ai trouvé, c'est d'imprimer un plan de la pièce à l'échelle 1 et de découper la forme au cutter (un tout petit peu plus petite...) dans de l'adhésif double face, et de le positionner précisément sur la pièce pour que la fraise ne le rencontre pas...
Fastidieux, mais à ce jour, je n'ai rien trouvé de mieux pour les pièces de 0.8 et moins... (je suis allé jusqu’à 0.25 comme ça)
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Paramètres de coupe?
![]() Hagar Ven 25 Oct 2013 - 21:23
Hagar Ven 25 Oct 2013 - 21:23
Le double-face moussé maintien parfaitement et on a zéro vibration.
Pour ma tôle, c'est bien 50/10, pas 5/10.
5mm, si tu préfères.
Je ne crois pas qu'il y ait eu de résonance. La tôle étant suffisamment rigide en elle-même. Et le bridage me semble bon.
Vous êtes sûrs que la vitesse d'avance (480mm/min) n'est pas trop rapide?
C'est l'impression que j'ai eue pendant le fraisage. La vitesse réelle de mes axes a été mesurée : c'est OK. J'ai aussi vérifié les valeurs d'avance sur le code G. C'est vrai que je n'ai pas l'expérience, mais elle fonçait, la fraise...
Pour ce qui est de la nature HSS de la fraise, quelqu'un "du métier", sur un autre forum, m'a déconseillé le carbure pour l'alu. Il paraît que ça coupe mal.
Mettons que je divise Vf par 2 (240mm/min) et que la profondeur de passe soit ramenée à 0.3mm. Il y a risque de travail par abrasion?
Si oui, je peux en plus diviser mon régime de broche par 2 (8000trs/min) : je retrouve le même Fz et un travail en coupe de la fraise.
En gros, que feriez-vous avant de lancer le 2ème essai?
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() Totem Ven 25 Oct 2013 - 21:57
Totem Ven 25 Oct 2013 - 21:57
Ah ok, autant pour moi, j'ai l'habitude d'employer les dixième pour les tôles fines, mais pas pour celles qui sont au dessus de 1, et tout le monde fait pareil dans ma boîte, du coup j'avais même pas fait gaffe...
Bien sûr, sur de la 5, pas de souci de bridage! Quoique le fait d'utiliser de l'adhésif moussé ne me plaît pas... c'est pas rigide.
Dans de la 5, quatre vis dans les coins et c'est réglé...
Pour ce qui est de l'HSS, on t'a raconté des bêtises... Ce qui est vrai, c'est que le carbure support moins les vibrations et les chocs, mais à part cela, il n'a que des avantages, il dure plus longtemps et permet de travailler plus vite.
Oui, tu peux diminuer un peu la vitesse de rotation aussi, mais de toute façon, la première chose à faire, c'est de ne pas utiliser de fraise trois dents.
Dans de l'alu mou, sur un si petit diamètre, quelque soient les conditions de coupes, ça allait forcément casser!
Avec une bonne deux dents, pour ma part, c'est 0.5 de passe, 24000 de broche et 450 en avance.
Si tu restes à 18000 tours, tu peux tabler sur 320 d'avance à peu près avec une 2 dents... 250 si tu veux... mais surtout pas moins!
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Paramètres de coupe?
![]() kysersozet Ven 25 Oct 2013 - 22:45
kysersozet Ven 25 Oct 2013 - 22:45
Et coucou,Totem a écrit:Salut,
Ah ok, autant pour moi, j'ai l'habitude d'employer les dixième pour les tôles fines, mais pas pour celles qui sont au dessus de 1, et tout le monde fait pareil dans ma boîte, du coup j'avais même pas fait gaffe...
Bien sûr, sur de la 5, pas de souci de bridage! Quoique le fait d'utiliser de l'adhésif moussé ne me plaît pas... c'est pas rigide.
Dans de la 5, quatre vis dans les coins et c'est réglé...
Pour ce qui est de l'HSS, on t'a raconté des bêtises... Ce qui est vrai, c'est que le carbure support moins les vibrations et les chocs, mais à part cela, il n'a que des avantages, il dure plus longtemps et permet de travailler plus vite.
Oui, tu peux diminuer un peu la vitesse de rotation aussi, mais de toute façon, la première chose à faire, c'est de ne pas utiliser de fraise trois dents.
Dans de l'alu mou, sur un si petit diamètre, quelque soient les conditions de coupes, ça allait forcément casser!
Avec une bonne deux dents, pour ma part, c'est 0.5 de passe, 24000 de broche et 450 en avance.
Si tu restes à 18000 tours, tu peux tabler sur 320 d'avance à peu près avec une 2 dents... 250 si tu veux... mais surtout pas moins!
++
Lio
dis moi tu aurais une espèce d'abac ou une petite formule pour ces vitesses?
je en trouve rien de très clair, pour le bois et l'alu tendre, j'ai des fraises 2 dents, comment faire pour être dans le "bon" et moins risquer de casse, j'ai toujours peur d'aller vite dans le bois et dans l'alu, et quand je lis 450 en avance pour 24000 broche, ça me fait peur.............
kysersozet- posteur Régulier

- Messages : 162
Points : 478
Date d'inscription : 29/08/2013
Age : 31
Localisation : AVEYRON
Re: Paramètres de coupe?
![]() dh42 Sam 26 Oct 2013 - 0:19
dh42 Sam 26 Oct 2013 - 0:19
Pour l'alu, le problème c'est qu'il y a des tas d'alu différents et que les V de coupes sont donc différentes ; d'autre part la V de coupe n'est pas la même avec des fraises HSS, carbure monobloc, ou à pastilles rapportées !! en gros la V de coupe pour l'alu peut varier de 100 à 1000 m/min.je en trouve rien de très clair, pour le bois et l'alu tendre, j'ai des fraises 2 dents, comment faire pour être dans le "bon" et moins risquer de casse, j'ai toujours peur d'aller vite dans le bois et dans l'alu, et quand je lis 450 en avance pour 24000 broche, ça me fait peur.............
Pour l'utilisation "amateur", en choisissant une Vc de 150m/min pour l'alu, tu reste dans un domaine "sans risque", même si tu ne sais pas trop ce qu'est l'alu que tu usine.
Pour le bois, avec des fraises de mécanique, il faut éviter de dépasser les 500 m/min, sinon tu fusille les fraises rapidement (chauffe) ... et tu ne gagne rien en terme de qualité d'usinage.
Ensuite ... il faut adapter en fonction de la machine, et ça c'est l'expérience de l'utilisation de ta machine qui te l'apprendra ..
Pour ne pas user les fraise prématurément, il faut qu'elles coupe la matière, pas qu'elles frottent dessus, dans les matières tendre comme l'alu ou le bois, si on ne prends pas assez de matière, c'est la matière qui "recule" (qui se comprime) devant la fraise ... et ça ne coupe rien, ça chauffe et dans l'alu, ça fond et tu casse la fraise. Dans le bois, elle surchauffe (le bois n'évacue pas la chaleur, c'est tout la fraise qui prends, et le nez de broche) et tu la désafutte en un rien de temps.
Dans le bois dur, avec une fraise de 2mm qui sort de 8mm de la broche, je prends 2mm de passe à 1200 mm/min
Les fraises sont solides, mais elles ont horreur des vibrations, donc si ça vibre, on arrête et on revoie les paramètres, sinon ça fini mal.
Et c'est souvent pour ça que ça ne marche pasj'ai toujours peur d'aller vite dans le bois et dans l'alu, et quand je lis 450 en avance pour 24000 broche, ça me fait peur.
Regarde cette vidéo, la fraise est plus grosse (Ø8 ), mais j'avance à 3000 mm/min
http://www.metabricoleur.com/t5721-video-usinage-ebauche-bois#97455
++
David
Dernière édition par dh42 le Sam 26 Oct 2013 - 16:51, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() kysersozet Sam 26 Oct 2013 - 9:01
kysersozet Sam 26 Oct 2013 - 9:01
3000 mm/mn, ok, moi je n'y arrive pas ça décroche à 2500..........
bon je vais faire des essais donc, merci pour l'explication.
kysersozet- posteur Régulier
- Messages : 162
Points : 478
Date d'inscription : 29/08/2013
Age : 31
Localisation : AVEYRON
Re: Paramètres de coupe?
![]() Totem Sam 26 Oct 2013 - 10:28
Totem Sam 26 Oct 2013 - 10:28
David a à peu près tout dit... 150m/min c'est bien pour l'alu.
Quand à l'avance par dent, 0.005x le diamètre c'est une bonne base pour les fraises "courantes" (de 2 à 4), pour les fraises toutes petites (<2) on prend un peu moins, pour les grosses et très grosses, on peut parfois prendre plus encore... dans la limite des capacité de la machine, avec une fraise de 12 par exemple, si le constructeur donne 0.15mm par dent, je peux le faire à l'usine sur une machine de quatre tonnes, David peut le faire sur sa Z1... mais en aucun cas sur nos petites CN! Il vaut mieux se limiter, dans tous les cas, à 0.005x le diamètre pour les grosses fraises (dans l'alu, pas le bois).
Pour le bois, je laisse David t'expliquer, il sait beaucoup mieux que moi!
En revanche, 3000 mm.min est, me semble-t-il, plutôt une limite due à sa machine, parce que pour ma part, je n'hésite pas à aller à 5000 avec des fraises de cette taille (voire plus en ébauche, 7000).
On en avait déjà parlé, mais je ne sais plus où
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Paramètres de coupe?
![]() kysersozet Sam 26 Oct 2013 - 16:53
kysersozet Sam 26 Oct 2013 - 16:53
une petite question qu'est-ce qui fait qu'un moteur decroche?
y a t-il un rapport avec l'intensité que l'on règle sur la carte?
kysersozet- posteur Régulier
- Messages : 162
Points : 478
Date d'inscription : 29/08/2013
Age : 31
Localisation : AVEYRON
Re: Paramètres de coupe?
![]() dh42 Sam 26 Oct 2013 - 17:12
dh42 Sam 26 Oct 2013 - 17:12
Salut,Totem a écrit:
En revanche, 3000 mm.min est, me semble-t-il, plutôt une limite due à sa machine, parce que pour ma part, je n'hésite pas à aller à 5000 avec des fraises de cette taille (voire plus en ébauche, 7000).
Note aussi qu'il y a une différence entre usiner du pin et usiner de l'érable, ce truc c'est archi dur et ça éclate bien, si tu ne prends pas certaines précautions c'est la cata.
Je devrais avancer à 7200 mm/min (0.1mm/dent), et même le double, la fraise n'aurait aucun mal à prendre 0.2mm par dent dans du bois, même dur, mais la machine en est incapable à tous les niveaux.
- elle ne peux pas atteindre cette vitesse (moteur, guidage)
- elle n'est pas assez rigide pour supporter de plus gros efforts de coupe, ou il faudrait passer en conditions UGV (faibles passes grande avance), mais c'est beaucoup moins économique en fraises pour ce type de travail (on n'use que le bout de la fraise, alors que dans mon cas je prends les passes maxi pour utiliser la plus grande hauteur possible de dent)
- la broche n'est pas assez puissante
Et la machine n'est pas la seule limite, je tiens la pièce par "pas grand chose", si j'augmente trop les efforts de coupe, c'est la pièce qui vibre, ou même qui casse. Le bois massif à des réactions un peu imprévisibles parfois

je suis donc obligé d'utiliser des conditions de coupe qui puissent passer même quand je tombe sur une planche nettement plus raide que les autres (c'est de la série). J'en ai essayé des outils avant de trouver ce qui me donne le meilleur rapport entre la qte de copeaux enlevés, la durée de vie de l'outil, la qualité d'usinage, son tarif, la facilité d'approvisionnement.
En production je pousse jusqu'à 3400/3600 ; au delà elle décroche de temps à autre, donc pas cool
Depuis que j'ai réduit la Vmaxi à 4000, que je graisse les VAB plus souvent et surtout que je suis passé à 35khz au lieu de 45, elle ne me fait plus de blagues
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Hagar Sam 26 Oct 2013 - 22:32
Hagar Sam 26 Oct 2013 - 22:32
J’ai divisé par deux mes paramètres et la machine a enfin fait ses premiers copeaux d’alu.
-Fraise Ø2, HSS, 3 dents (la même).
-8000 trs/min.
-Avance Vf = 240mm/min.
-Profondeur de passe aP = 0.3mm.
Et là, plus de problème. Champagne !


Faire ça à la main, je n’avais aucune chance. Ce portique est magique !
Merci à vous !
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Paramètres de coupe?
![]() dh42 Sam 26 Oct 2013 - 22:40
dh42 Sam 26 Oct 2013 - 22:40
C'est la fête !!

En réduisant la V de rotation, tu réduit la montée en température et l'alu "fond" moins.
Logique, au début il était hantéCe portique est magique !

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Totem Sam 26 Oct 2013 - 23:03
Totem Sam 26 Oct 2013 - 23:03
Effectivement, à la main, il y en avait pour quelques heures de boulot
Tu aurais pu garder ta vitesse et ton avance, rien que le fait de réduire à 0.3 la profondeur aurait suffi.
David:
Je n'ai jamais usiné d'érable... Il y a peu j'ai fait une série de pièces en frêne (enfin série pour moi, mais pour toi c'est ridicule: 15 pièces soit 2h d'usinage finition comprise), je pense que ce sont deux bois à peu près équivalents ?Note aussi qu'il y a une différence entre usiner du pin et usiner de l'érable, ce truc c'est archi dur et ça éclate bien, si tu ne prends pas certaines précautions c'est la cata.
Par contre, tu parles de "7200 et même le double", pour ma part, je n'arrive pas à avoir une belle finition au dessus de 5000... Mais c'est peut être parce que j'ai des fraises pas top (enfin elles étaient top un jour, mais elles ne le sont plus: je garde mes fraises pour métaux usées pour le bois...)
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Paramètres de coupe?
![]() dh42 Sam 26 Oct 2013 - 23:16
dh42 Sam 26 Oct 2013 - 23:16
Je ne connais pas le frêne, mais je sais que les 2 sont utilisés pour faire des battes de baseball, donc ce n'est pas de la guimauve c'est sur !!Je n'ai jamais usiné d'érable... Il y a peu j'ai fait une série de pièces en frêne (enfin série pour moi, mais pour toi c'est ridicule: 15 pièces soit 2h d'usinage finition comprise), je pense que ce sont deux bois à peu près équivalents ?
Alors ne cherche pas, pour une belle finition dans le bois, il faut des rasoirs !! ... et ça ne dure pas de toute façon. C'est la qu'on voit bien la différence entre les fraises Chinoise à 5€ ou des fraises à 15€ ; c'est même flagrant. (en plus du calibrage des Ø)je garde mes fraises pour métaux usées pour le bois...)
Pour les V d'avance que je donne, c'est avec une fraise 4 dents
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() Totem Sam 26 Oct 2013 - 23:28
Totem Sam 26 Oct 2013 - 23:28
Ok... 3dts pour ma part à partir de 5mm, 2dts en dessous.Alors ne cherche pas, pour une belle finition dans le bois, il faut des rasoirs !! ... et ça ne dure pas de toute façon. C'est la qu'on voit bien la différence entre les fraises Chinoise à 5€ ou des fraises à 15€ ; c'est même flagrant. (en plus du calibrage des Ø)
Pour les V d'avance que je donne, c'est avec une fraise 4 dents
Je ne fais pas de très grande série, donc je n'ai pas besoin comme toi de fraises neuves, je peux me permettre de poncer (un peu) 15 pièces!
Et puis, ça m'ennuie de prendre une de mes fraises neuves pour le bois, j'usine deux pièces et elle est morte pour l'alu...
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
PB de vitesse broche et avance
![]() jacjam Mar 17 Déc 2013 - 13:28
jacjam Mar 17 Déc 2013 - 13:28
Je suis passé à la CNC il y à peu de temps,et après quelques essais sur une plaque d'alu épaisseur 1mm,je n'arrive pas à trouver la vitesse de broche et l'avance.
Lors de la première passe cela va à peu près, mais au moment ou la fraise traverse la feuille d'alu,des bavures fusent en dessous de la feuille et relève celle-ci.
Compte-tenu de ma novicité en la matière,si il y à des infos que je peux mettre en oeuvre je serais très content.
Dans le bois c'est bon au début mais après trois cercles cela fume et je pense que ma fraise a succombé aux agressions.
J'utilise une fraise 2 dents phi 3mm
Je vois que tu es féru donc je m'en remet à tes infos
Merci d'avance(c'est le cas)
Salut
A+

jacjam- petit nouveau

- Messages : 3
Points : 16
Date d'inscription : 15/11/2013
Age : 83
Re: Paramètres de coupe?
![]() dh42 Mar 17 Déc 2013 - 14:54
dh42 Mar 17 Déc 2013 - 14:54
Lors de la première passe cela va à peu près, mais au moment ou la fraise traverse la feuille d'alu,des bavures fusent en dessous de la feuille et relève celle-ci.
Dans ce cas si ça passe pour la première passe, ton problème n'est pas lié aux paramètres de coupe, mais plutôt au bridage de la pièce sur la table martyre de la machine ; il ne faut pas que ça bouge ... et ça n'a rien de simple avec des plaques fines. L'hélice de la fraise agit comme un tire bouchon et tire la plaque vers le haut, résultat, ça vibre, ça abîme la pièce, et avec les petites fraises c'est un coup à les casser, de plus quand ça vibre, tu désafute les fraises très vite ..
Pour de l'alu, vu que ça se nettoie facilement, je te conseille le scotch double face pour forcer la pièce à rester plaquée sur la table (en plus de ton bridage "normal")
Un peu de pétrole (de chauffage) de temps en temps avec un pulvérisateur, ça aide aussi beaucoup pour usiner l'alu (un coup de WD40 peut aussi faire l'affaire)
Certain alu sont ch** à usiner (trop tendre) ; avec une fraise de Ø3 2 dents, tu peux essayer 16000 tr - 600 mm/min, si l'alu à tendance à bourrer dans les goujures de la fraise, augmente l'avance, et lubrifie.
Dans le bois c'est bon au début mais après trois cercles cela fume et je pense que ma fraise a succombé aux agressions.
J'utilise une fraise 2 dents phi 3mm
Si ça fume, c'est que tu avance trop doucement par rapport à la vitesse de rotation de la fraise, ce qui fait qu'elle "frotte" contre la matière au lieu de couper franchement. Ça arrive aussi dans le bois dur archi-sec.
Pour une fraise 2 dents Ø3 dans du bois dur, en restant "économe": rotation: ~18000 tr - avance 1200 mm/min, passe 2 à 3 mm
Dans du pin, du mdf, du CP de GSB, tu peux avance plus vite ; dans les 2000 mm/min.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe?
![]() jacjam Mer 18 Déc 2013 - 4:07
jacjam Mer 18 Déc 2013 - 4:07
Merci de tes réponses,je vais m'employer à corriger ces problèmes.
surtout pour l'avance,j'avais une appréhension à monter en régime,mais effectivement ton explication met en évidence l'erreur.
Moi je suis surtout axé programmation et électronique alors c'est un monde TRÉS nouveau
Merci
Jacques
+
jacjam- petit nouveau
- Messages : 3
Points : 16
Date d'inscription : 15/11/2013
Age : 83
Page 1 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Paramètres de coupe
» Calcul de paramètres de coupe
» parametres de coupe coherents ?
» Cycle de perçage, paramètres de coupe.