






Calcul de paramètres de coupe
Page 1 sur 4 • 1, 2, 3, 4 

 Calcul de paramètres de coupe
Calcul de paramètres de coupe
![]() Zarkann Lun 17 Oct 2011 - 20:43
Zarkann Lun 17 Oct 2011 - 20:43
Je me suis fait une petite feuille de calcul concernant les calculs utiles pour la programmation
(je vous en fait donc également profiter
- Calcul de la vitesse de coupe : Vc (m/Min)
- Calcul de la vitesse de rotation : n (tour/Min)
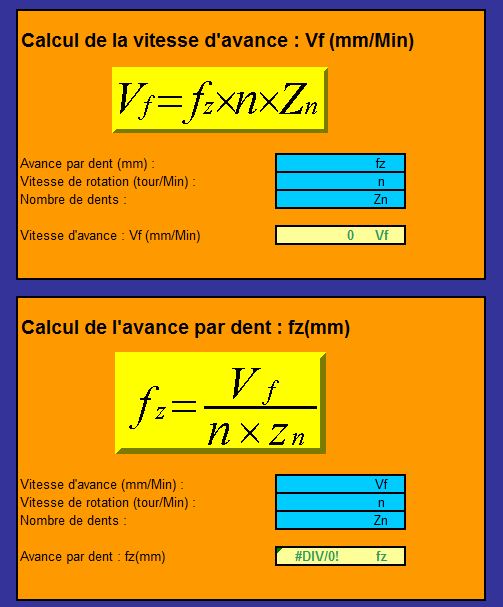
- Calcul de la vitesse d'avance : Vf (mm/Min)
- Calcul de l'avance par dent : fz(mm)
- Calcul du volume copeau : Q (cm3/Min)
- Calcul de la puissance absorbée : Pc (KW)
- Calcul du diamètre effectif de fraise boule (mm)
- Calcul de la vitesse de coupe effective VC (pour fraise boule)
PS ma version de Excel étant de 1997 il est possible qu'il y est des erreurs d'affichage
- Fichiers joints

- Coupe.xls Vous n'avez pas la permission de télécharger les fichiers joints.(152 Ko) Téléchargé 833 fois
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin

- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -


Re: Calcul de paramètres de coupe
![]() chado Mar 18 Oct 2011 - 13:49
chado Mar 18 Oct 2011 - 13:49
Merci à toi pour ce fichier.
Cdlt
chado

chado- complétement accro

- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140


freddo74- petit nouveau

- Messages : 7
Points : 23
Date d'inscription : 08/04/2012
Age : 46
Localisation : haute savoie "SALANCHES"
Re: Calcul de paramètres de coupe
![]() leluthier84 Lun 12 Aoû 2013 - 22:05
leluthier84 Lun 12 Aoû 2013 - 22:05
Merci de toutes ces formules de calculs.
Je debute dans la cnc.
Mais quelqu'un pourrait il me dire où ou bien comment trouver la vitesse d'avance par dent afin de calculer la vitesse d'avance d'usinage d'une cnc? Cette valeur est elle donnée par le fabriquant?
Merci
Renaud
leluthier84- petit nouveau
- Messages : 48
Points : 114
Date d'inscription : 25/06/2013
Age : 50
Localisation : entraigues sur la sorgue
Re: Calcul de paramètres de coupe
![]() dh42 Mar 13 Aoû 2013 - 1:09
dh42 Mar 13 Aoû 2013 - 1:09
Pour le bois, je prends en général 1/75 à 1/50ieme du Ø de la fraise pour l'avance par dent.
Les constructeurs fournissent ces valeurs .... mais jamais pour le bois, uniquement pour les métaux.
Vitesse de coupe comprise entre 100m/min (très dur et très sec) et 500m/min (maxi, pin, mdf ..)
(différentes des V utilisées pour les "vrais" outils à bois, les fraise de méca n'ayant pas le même angle d'affutage)
attention, dans le bois très sec, il ne faut pas tourner trop vite, sinon ça brule.
ex pour une fraise de 8, 2 dents dans du bois mi-dur
Vc = 300 m/min soit pour du Ø8 -> 12000 tr
avance = 8/75 = 0.1mm/dent (Fz)
pour une rotation à 12000 tr et 2 dents, ça donne 2385 mm/min.
Si cette vitesse est trop élevée pour ta machine, tu dois réduire l'avance ET la rotation dans les mêmes proportions.
ex 10000 tr / 2000 mm/min.
++
David
Dernière édition par dh42 le Ven 1 Nov 2013 - 15:59, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Calcul de paramètres de coupe
![]() diomedea Mar 13 Aoû 2013 - 7:41
diomedea Mar 13 Aoû 2013 - 7:41
Hier j'ai fraisé du sapin avec une fraise droite de Ø6 (voir ici) à la "main". Ce bois passe du très mous au très dur selon la zone ou tu te trouve... Il ne doit Pas être facile de trouver un compromis avec un matériau aussi hétérogène!dh42 a écrit:Vitesse de coupe comprise entre 100m/min (très dur et très sec) et 500m/min (maxi, pin, mdf ..)
JP

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Calcul de paramètres de coupe
![]() dh42 Mar 13 Aoû 2013 - 17:18
dh42 Mar 13 Aoû 2013 - 17:18
Oui, c'est un des gros problèmes que je constate en usinant du bois massif à la CNC, et encore que je n'ai que du premier choix et que les nœuds sont rares.Ce bois passe du très mous au très dur selon la zone ou tu te trouve... Il ne doit Pas être facile de trouver un compromis avec un matériau aussi hétérogène!
Comme disent les pilotes, "il y a des nuages truffés de rochers". Dans le noyer, je tombe parfois sur des zones "noires" très dures, ou au contraire, qui tombent en poudre, la sanction, en générale, c'est que la planche explose au niveau de la zone noire. (mes nouvelles fraises de 8 sont impossible à casser avec cette machine, et dans du bois)
Dans l'érable, j'ai très peu de nœuds, mais ça peut passer de mi-dur à très dur d'une planche à l'autre, le poids de la planche peut varier du simple au double sur du bois à 12% d'humidité (une planche d'érable formatée à 350x150x21 pèse de 600gr à 1250gr)
Il faut trouver un compromis vu que la CNC ne sais pas changer toute seule de vitesse d'avance et de rotation en fonction de la dureté et que les programmes d'usinage ne tiennent aucun compte du sens des fibres. Je n'ai qu'un seul programme pour faire un modèle de pièce, avec des paramètres basés sur une pièce "dure", donc en principe ça passe pour les plus tendres, mais parfois j'ai des surprises !! J'ai toutefois la possibilité de réduire les vitesses de déplacement de tout le programme par un "potar" à l'écran, ce que je fais si je vois que ça résiste vraiment trop.
Par contre il est vrai que c'est bien plus compliqué de faire un programme qui donne un bon résultat dans du bois massif que dans du métal, en particulier à cause des problèmes d'éclatement ; on ne peut pas mettre un martyre à la sortie de la fraise comme sur une toupie, il faut donc ruser.
La chaleur est aussi un problème, après 45 min d'ébauche la pièce chauffe pas mal si c'est dur .... et le bois se déforme pendant l'usinage ; il m'est arrivé de constater une rétraction de 1mm sur la largeur de 150 en moins de 30 min d'usinage, puis la pièce reprend 0.6 ou 0.8 mm après avoir refroidi ... pas simple quand la plupart de mes tolérances sont de l'ordre de 0.1mm ... et sur des pièces très fragiles.
C'est surtout gênant en ébauche, ou on doit débiter un max de copeaux à la minute ; en finition avec des petites fraises, je suis forcément bas en V de coupe, la Kress ne tournant qu'à 25000 tr maxi (les broches plus rapides sont très couteuses et inutilisables pour l'ébauche avec de "grosses" fraises)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Calcul de paramètres de coupe
![]() dh42 Ven 1 Nov 2013 - 16:06
dh42 Ven 1 Nov 2013 - 16:06
Voici un petit utilitaire sous Excel pour les calculs de Vitesses de rotation et d'avance en usinage.

Les zones vertes à fond noir sont éditables
Les 4 en dessous de "calculateur" permettent de rentrer le Ø de l'outil, la vitesse de coupe souhaitée (Vc), le nombre de dents (Z) et l'avance par dent (Fz) souhaitée.
On obtient le résultat en vitesse de rotation et avance dans les 2 cases du dessous.
A droite, les 2 zones éditables rotation et avance permettent d'entrer directement une V de rotation ou/et d'avance. Lorsque l'on change une des valeur, la nouvelle vitesse de coupe ou d'avance par dent est calculée (case en dessous), lorsque l'on clique sur SET en face de la valeur de rotation ou d'avance, la valeur est transférée à gauche et les paramètres sont recalculés en conséquence.
Je me sert souvent de la partie droite sur ma Z1, car le nb de vitesses d'avance et de rotation et limité, je m'en sert aussi dans le bois, car il est impossible d'atteindre les V de coupe conseillées ; je fixe donc la V de rot (à droite) l'avance par dent (à gauche) et je détermine la V d'avance en conséquence en vérifiant que la V de coupe ne descende pas trop bas sinon ça ne coupe plus rien et en tentant de conserver une avance par dent correcte ; trop tu casse la fraise, pas assez ça broute, ça chauffe et dans l'alu ça casse par bourrage des goujures.
Le reste, en dehors du tableau, c'est un aide mémoire pour les V de coupe dans divers matériaux, attention c'est indicatif, à adapter en fonction des conditions d'usinage (rigidité de la machine, longueur de la fraise, à sec ou avec lubrification ...)
Attention, rien que pour l'alu il peut y avoir d'énormes variations entre un alu "aviation" et du "99%" bien mou (de 150 à 700 m/min au carbure) et ce qui passe bien sur une machine peut poser problème sur une autre, généralement par manque de rigidité de la machine ou du montage de la pièce. Dans ce cas il est préférable de conserver les paramètres de coupe corrects et de jouer sur la profondeur de passe ou la manière de s'y prendre pour faire l'usinage. Si ça vibre, c'est pas bon ...
Ça peut bien sur servir aussi en tournage pour les V de rotation en remplaçant le Ø outil par le Ø de la pièce.
téléchargement de la V2 ici
++
David
Dernière édition par dh42 le Mar 21 Juil 2015 - 19:16, édité 3 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Calcul de paramètres de coupe
![]() chado Ven 1 Nov 2013 - 17:35
chado Ven 1 Nov 2013 - 17:35
Super ton petit calculateur de rotation et d'avance.
Merci !!!!!!!
Amicalement
chado
chado- complétement accro
- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140
Re: Calcul de paramètres de coupe
![]() Patrick le Belge Sam 5 Juil 2014 - 8:34
Patrick le Belge Sam 5 Juil 2014 - 8:34
Merci
Patrick.

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Calcul de paramètres de coupe
![]() juleo68 Sam 5 Juil 2014 - 9:06
juleo68 Sam 5 Juil 2014 - 9:06
Merci pour tout ces précisions et les fichiers en partage!
Encore un truc a étudier en profondeur...je crois qu'on en apprends chaque jour dans le monde de la CN.
@+

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Calcul de paramètres de coupe
![]() Patrick le Belge Sam 5 Juil 2014 - 20:14
Patrick le Belge Sam 5 Juil 2014 - 20:14
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Calcul de paramètres de coupe
![]() diomedea Dim 27 Juil 2014 - 11:33
diomedea Dim 27 Juil 2014 - 11:33
Je suis en plein dans ces calculs pour mes premiers essais dans l'alu avec ma nouvelle bécane..
Il y a quelques points que je trouve encore assez sombres, notamment la Fz...
Comme ici par exemple:
Pour avoir Fz, il faut connaitre Fc, mais pour ça il faut rentrer la valeur de Fz!
Bon j'ai bien trouvé quelques pistes, mais ça n'est pas très clair...
Autre chose, comment faite vous pour connaitre le profondeur de passe, est elle empirique et dépend elle uniquement des capacités de la machine?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Calcul de paramètres de coupe
![]() dh42 Dim 27 Juil 2014 - 17:59
dh42 Dim 27 Juil 2014 - 17:59
Tu ne calcul pas Fz (l'avance par dents), tu la définie en fonction des abaques constructeur (métal) ou de ton pifomètre (bois) ... de même que Vc (vitesse de coupe).
La première formule te permet de calculer la vitesse d'avance en fonction de la V de rotation, du nb de dents et de l'avance par dents.
la deuxième fait l'inverse ; elle te permet de connaitre quelle serait ton avance / dents pour une vitesse d'avance donnée, une V de rotation et un nombre de dents.
C'est la première formule qui est utile ; la 2ieme ne sert que pour connaitre ton avance / dents SI tu ne peux pas utiliser les paramètres calculés à cause d'une limitation de la machine. (ce n'est donc qu'un contrôle)
En général, pour le bois, avec une passe importante (= 0.5x à 1.5x le Ø de la fraise) je prends une avance / dents (Fz) de 1/100 à 1/50 du Ø de la fraise.
(si tu prends une grosse passe, tu réduit Fz et inversement)
Dans l'alu, ce serait plutot 1/100 du Ø de la fraise pour Fz, voir moins pour les petits Ø.
Pour Vc (vitesse de coupe), je prends entre 150 et 500 m/min maxi avec les fraises de méca (dans le bois) ; avec de vraies fraises à bois on peut monter à + de 1000 m/min.
Autre chose, comment faite vous pour connaitre le profondeur de passe, est elle empirique et dépend elle uniquement des capacités de la machine?
Oui, c'est souvent la machine qui va limiter la prof de passe (vibrations/puissance broche) ; dans le métal, en rainurage, on ne dépasse pas 0.5x le Ø de la fraise ... la aussi comme pour le reste, il faut adapter en fonction des réactions de la machine.
Un exemple, si tu prend mon calculateur et en supposant l'outil suivant: fraise Ø 5 carbure à 1 dent dans un alu genre 2017 (AU4G)
Les abaques donnent une Vc de 300 m/min (pour l'industrie, c.a.d rendement maxi et arrosage intensif). Pour un usage amateur tu peux réduire de 20%, et si tu ne lubrifie pas, tu peux encore réduire de 20%, soit 40% au total, ce qui nous donne une Vc de 180 m/min pour un usinage "cool" avec usure mini des outils.
Sur mon fichier Excel, tu rentre 5 dans la case Ø outil (colonne calculateur), 180 dans la case V(m/min), 1 dans la case Z (Nombre de dents) et pour une avance par dent de 1/100 du Ø de la fraise, tu rentre 0.05 dans la case Av/Dent.
Tu obtiendra les résultats suivants dans les cases rotation et avance: 12720 Tr/min et 636 mm/min.
Pour la vitesse d'avance en plongée (dans Cambam), pour l'alu, je prends dans les 50 mm/min ; si on plonge trop vite, ça vibre ou ça casse. Si la fraise est vraiment petite ( Ø2 et moins ou fraise à graver pointue) tu peux même encore diviser par 2 la V de plongée.
Dans le bois, je prends environ 600 mm/min en plongée
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Calcul de paramètres de coupe
![]() diomedea Dim 27 Juil 2014 - 21:35
diomedea Dim 27 Juil 2014 - 21:35
Comme je le disait, tout ça reste quand même un peu empirique!
J'ai donc fait mes premiers essais dans l'alu avec les paramètres suivants, et pour une fraise carbure deux dents revêtues :
Vitesse d'avance 400mm/min
Vitesse de plongée 60mm/min
incrément de passe 1mm.
D'après mes calculs et de ce que tu viens de dire, je vais essayer une Vitesse d'avance de 600mm/min, je garde 60mm/min en plongée, mais en spirale, et je vais essayer de doubler les profondeurs de passe.
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Calcul de paramètres de coupe
![]() dh42 Dim 27 Juil 2014 - 21:49
dh42 Dim 27 Juil 2014 - 21:49
Quels Ø et V de rotation ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Calcul de paramètres de coupe
![]() diomedea Dim 27 Juil 2014 - 21:57
diomedea Dim 27 Juil 2014 - 21:57
Ø6 pour 16000tr/min.
Voici le premier résultat:

On en reparle sur l'autre fil...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Calcul de paramètres de coupe
![]() dh42 Dim 27 Juil 2014 - 22:04
dh42 Dim 27 Juil 2014 - 22:04
Il m'a l'air très bien cet usinage
++
David
Dernière édition par dh42 le Lun 13 Oct 2014 - 18:29, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Calcul de paramètres de coupe
![]() michel.be Dim 27 Juil 2014 - 22:12
michel.be Dim 27 Juil 2014 - 22:12
le voici d'une autre manière ...
(message précédant édité - virus dans lien)
++
michel be
- Fichiers joints
- b7041.pdf Vous n'avez pas la permission de télécharger les fichiers joints.(562 Ko) Téléchargé 152 fois
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: Calcul de paramètres de coupe
![]() dh42 Dim 27 Juil 2014 - 22:36
dh42 Dim 27 Juil 2014 - 22:36
http://www.metiers-et-passions.com/waroot/METP/fr_FR/attachments/Ficheconseil/1926_Fraisescarbure01.pdf
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Calcul de paramètres de coupe
![]() diomedea Lun 28 Juil 2014 - 7:16
diomedea Lun 28 Juil 2014 - 7:16
Et merci pour les PDF!
J'avoue que quand je tombe sur une page avec des downloads qui clignotes de partout, je m'abstiens... de plus, j'ai bien eu un message d'alerte.
Bien, je vais imprimer tout ça pour les mettre dans le classeur de l'atelier!
@+
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Calcul de paramètres de coupe
![]() Patrick le Belge Lun 28 Juil 2014 - 7:36
Patrick le Belge Lun 28 Juil 2014 - 7:36
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Calcul de paramètres de coupe
![]() dh42 Mar 13 Jan 2015 - 20:15
dh42 Mar 13 Jan 2015 - 20:15
Voici une version modifiée qui permet en plus de déterminer la puissance et le couple nécessaire à un usinage.

Utilisez la partie du haut en premier afin de calculer la vitesse de rotation (N) et l'avance (F) en fonction de Vc (vitesse de coupe), Z (nb de dents), Fz (avance/dent) et diamètre de l'outil.
Les valeurs d'avance et de rotation sont alors copiées dans la partie calcul de puissance/couple.
Renseignez alors le 3 autres cases noires ; profondeur de passe (Ap), largeur de passe (Ae), et force de coupe spécifique pour le matériaux (Kc) en DaN/mm². (voir tableau en dessous)
Vous obtiendrez une indication de puissance à la broche et de puissance au moteur nécessaire pour l'usinage (rendement = 0.7 ici) , ainsi que la valeur du couple à la broche requis.
++
David
- Fichiers joints
- Calc_Vcoupe2.01.zip Vous n'avez pas la permission de télécharger les fichiers joints.(14 Ko) Téléchargé 1133 fois
Dernière édition par dh42 le Sam 16 Mai 2015 - 21:11, édité 4 fois (Raison : Mise à jour de la version, correction d'un bug, ajour d'une image de l'interface)
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Calcul de paramètres de coupe
![]() fragaria_vesca Lun 18 Mai 2015 - 0:29
fragaria_vesca Lun 18 Mai 2015 - 0:29
diomedea a écrit:Au temps pour moi!
Ø6 pour 16000tr/min.
Voici le premier résultat:
On en reparle sur l'autre fil...
c'est super beau !
C'est quoi ?
/ Fragaria

fragaria_vesca- très actif

- Messages : 211
Points : 339
Date d'inscription : 08/04/2015
Age : 60

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Page 1 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» Paramètres de coupe?
» Paramètres de coupe
» parametres de coupe coherents ?
» Recueil des paramètres de coupe des différentes CNC