






Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
Page 1 sur 2 • 1, 2 

 Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() vincent91 Lun 14 Oct 2013 - 17:32
vincent91 Lun 14 Oct 2013 - 17:32
probablement par gout et formation anglophone.
Dans ce domaine ce sont les artisans français qui sont des manches. Par tradition ils dénigrent ceux qui savent tourner le bois et ceux qui aiment les jolis outils. Une absence de goût qui remonte au corporations quand les métiers étaient segmentés et quand les seuls outils autorisés aux simples ouvriers étaient ceux du patron. Suivez plutôt la tradition anglaise . Eux ont la fierté de leurs outils.
Ça fait plusieurs mois que je voulais vous montrer ça, , puis j'y avais renoncé, car j'ai découvert sur un site anglophone les reportages d' un certain James Thomson qui traite de ce sujet et détaille précisément mes modeles de manches preferés.
Cela dit sans vouloir rivaliser avec ce pro , comme je suis en train de restaurer une série de gouges et de ciseaux très variés je vais en profiter pour vous dévoiler des variantes et trucs personnels. Comme souvent il n'y a pas UNE technique mais plusieurs, avec de multiples variantes selon les applications, outillages et habitudes de chacun. , Je vais donc présenter ma version de trois des manches que décrit James Thomson, qui sont en fait trois types de base de manches de ciseaux et gouges.
Ces trois types sont les suivants:
1- les manches à "soie" ( " tang" en anglais).
La soie est prolongement du ciseau qui entre dans le manche). c'est le système d'emmanchement le plus courant.
2-les manches à "douille" ("socket").
La douille est un cylindre creux, ou plutôt un tronc de cône qui prolonge l'outil et dans lequel le manche s'emboîte: ce système, utilisé pour les outils de jardin comme les bêches et les râteaux, est plus rarement rencontré sur les outils de coupe car il est est plus couteux à forger, mais il est solide et qualitatif. Il se trouve sur certains types de ciseaux anglais destinés à un usage lourd ( "slick"= grand ciseau de charpentier de marine, "firmer chisel", ciseau à frapper épais et sans chanfreins) et sur les séries anglaises haut de gamme (système repris sur certains outils US comme la serie Stanley Everlast d'avant guerre et les Lie-Nielsen actuels).
3-le manches modèle londonien (London Pattern handles) . C'est un cas particulier du manche à soie qui mérite un statut propre (un statut à soie, bien sûr!). Il est fait en buis avec une partie arrière octogonale, c'était le modèle de manche le plus cher des anciens catalogues, la Rolls des manches! On le trouve souvent sur le gouges des fabricants londoniens d'avant guerre, Addis and Sons et Herring Brothers, réputées les meilleures gouges du monde pour les meilleurs sculpteurs du monde, les émules du grand Grinling Gibbons. Enfin c'est les Anglais qui le disent, et on peut les croire, ils ne sont pas du tout chauvins

Je vais vous présenter d'abord la réalisation d'un manche de type 1 c'est à dire à soie de forme ronde muni d'une virole en cuivre.
Ce modèle est le plus courant. La forme est très variable , les dimensions aussi , adaptées à celles de l'outil. Mes préférés deux modèles préférés sont le modèle oblong (en forme d'olive allongée) et le modèle que j'appelle "tournevis" (cylindrique avec une gorge pour le pouce et l'index, qui diffère cependant du manche en bois de tournevis par l'absence de cannelures et par la présence d'un bouton de frappe à l'arrière.
Je vais en détailler la réalisation car on y trouve des trucs ( adaptation de la virole en cuivre, la façon de percer un trou bien axé, l'emmanchement de la soie) qui sont communs à divers types de manches.
Bon, maintenant il ne me reste plus qu'à aller faire ce manche et prendre des photos! !
A tout à l'heure!
Dernière édition par vincent91 le Mar 24 Nov 2015 - 11:48, édité 3 fois

vincent91- complétement accro

- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012

Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() bricoleux Lun 14 Oct 2013 - 17:41
bricoleux Lun 14 Oct 2013 - 17:41
on t'attend avec impatience.
attention, ce n'est pas le moment de te blesser...
++,

bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() FredM Lun 14 Oct 2013 - 17:46
FredM Lun 14 Oct 2013 - 17:46
tout comme Bernard !!!
cordialement
fredM

FredM- complétement accro
- Messages : 4122
Points : 7237
Date d'inscription : 30/07/2012
Age : 54
Localisation : Drôme
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() boiseux33 Lun 14 Oct 2013 - 22:38
boiseux33 Lun 14 Oct 2013 - 22:38
boiseux33- complétement accro
- Messages : 1244
Points : 2289
Date d'inscription : 03/02/2013
Age : 44
Localisation : Bassin d'Arcachon ou mer de la tranquilité selon les moments
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() bricoleux Lun 14 Oct 2013 - 23:20
bricoleux Lun 14 Oct 2013 - 23:20
ça va, Vincent ???A tout à l'heure!.
++
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() vincent91 Mar 15 Oct 2013 - 0:18
vincent91 Mar 15 Oct 2013 - 0:18
Bon je recommence...
J'ai fait un premier manche pour un ciseau un peu plus petit mais de même type: un manche à soie, type "tournevis" , en frêne avec une virole en cuivre. Pour ce deuxième ciseau qui est plus gros (30 mm de large) j'ai copié ce premier manche en augmentant ses dimensions soit environ 12 mm de plus en longueur, 4 mm de plus en diamètre max. Le manche fini fait 16 cm de long et 34 mm de diamètre, dimensions déterminées avec toute la rigueur de mon pifomètre; mais qui seront reproduites à l'identique si j'ai un autre ciseau de cette taille a emmancher.
Voici ce ciseau, de marque William Marples and sons , Sheffield England et le logo de la marque: un brin de "shamrock" (un synonyme irlandais de clover, le trèfle). Quelque chose me dit que la famille Marples était d'origine irlandaise...


je vais me servir de mon tour Woodfast M600 un excellent tour australien lourd et stable qui tourne sans une vibration. c'est un modèle d'exposition acheté il y a une dizaine d'années chez Bordet, pas donné malgré le discount, mais que je ne l'ai jamais regretté. Il est simplissime d'emploi mais dispose de deux perfectionnements bienvenus: un variateur électronique et un "tilt" qui arrête le tour en cas de vibrations anormales

Le bois est un carrelet de frêne à pousse rapide (cernes de 5 mm environ, ce qui est l’idéal. Il a séché deux ans à l'air ce qui devrait être suffisant.

Le carrelet est monté sur le mandrin et maintenu avec la contre pointe. La prise de mandrin porte sur le bois a peine dégrossi à la scie ruban,et elle n'est pas très bonne mais je vais tourner une meilleure prise , un tenon en queue d’aronde, qui sera nécessaire tout a l'heure pour maintenir correctement l'ébauche pour le perçage axial.
Je commence par dégrossir le bois pour le "mettre au rond" à la gouge à dégrossir

Puis je dresse l’extrémité avec un bédane "grain d'orge".

Je réalise immédiatement le tenon en queue d'aronde

Après quoi je retourne la pièce sur le tour pour monter le tenon dans le mandrin: j'ai maintenant une prise fiable et bien centrée.
je finis de mettre la pièce au rond .


Il faut maintenant fixer la virole . J’utiliserai une virole de même diamètre que pour le manche précédent ( 19 mm et quelques de diam. extérieur).

Il n'existe pas de tube de cuivre de 20 mm en GSB et la taille suivante 22 mm est un peu grosse je vais donc utiliser la même taille 19 mm.
(A noter que pour les viroles de 19 mm j'utilise des manchons de jonction pour tube de 18, faute de mieux: normalement je fais mes viroles en coupant des segments de tube de cuivre de plomberie de différents diamètres avec un coupe tube à roulette. Il existe des tubes de cuivre de diam. ext. 14, 16, 18, 22 et 24 mm etc, mais curieusement pas de 20 mm d'où mon recours pour ce diamètre fréquent de virole a des manchons de 19 , qui servent à réunir des tubes de 18.
Les viroles en cuivre ainsi faites sont assez jolies, bien que plus rouge que le laiton classique , elles sont en tout cas plus épaisses , plus solides, et délicieusement bon marché. Je les garde enfilées sur des anneaux de fil de fer pendus au plafond.)
Je vais maintenant calibrer au bédane le tenon où s’insérera la virole. Je mesure le diamètre intérieur de la virole au pied à coulisse et j'utilise le pied à coulisse comme jauge.

J'arrête à chaque fois le tour pour tester le diamètre afin que les vibrations ne dérèglent pas le pied à coulisse.


Quand le pied passe juste, je termine le tenon avec une très légère pente pour que la virole entre en force.

Je retire le manche du mandrin: la virole entre à moitié ce qui est parfait on f=va user d'un peu de persuasion pour l’enchâsser complétement.
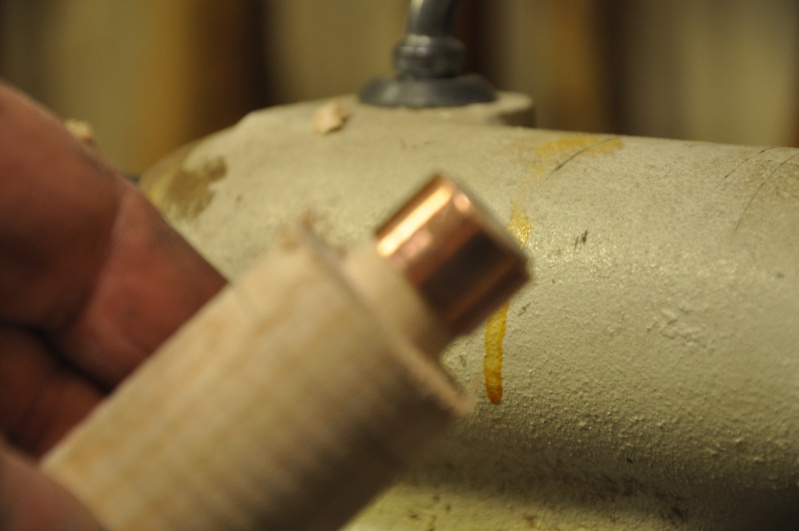
La persuasion consiste à chauffer la virole en l'exposant quelque secondes à un petit chalumeau au butane (désolé je n'ai pas de photo présentable, celle que j'ai faite est floue) , puis a frapper sur le manche posé sur un étau réglé au diamètre exact du tenon, ou par conséquent la virole ne peut passer.

La virole est ainsi bien sertie sur le manche.
(Naturellement il arrive qu'elle prenne du jeu par la suite, si le bois sèche et rétrécit: dans de cas je colle la virole avec de la colle fusible ou bien je la frappe avec un poinçon : celui-ci crée une empreinte sur la face intérieure de la virole, qui s'incruste dans le bois.)
Une fois la virole fixée, le manche est remonté sur le tour et le tenon est arasé au ras de la virole .

Bon là je fatigue une peu.
Alors maintenant le papy il va faire dodo, et la suite sera pour demain, si vous le voulez bien!!
Dernière édition par vincent91 le Mar 15 Oct 2013 - 2:16, édité 5 fois (Raison : mene le calibre)
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() sangten Mar 15 Oct 2013 - 8:42
sangten Mar 15 Oct 2013 - 8:42
Magnifique pas à pas. Tu es toujours aussi didactique.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.

sangten- Modérateur

- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() damien58 Mar 15 Oct 2013 - 8:56
damien58 Mar 15 Oct 2013 - 8:56
Merci Vincent pour ce très beau reportage qui donne envie de tourner !
Vivement la suite,
Amitiés, Damien.

damien58- complétement accro
- Messages : 5137
Points : 10675
Date d'inscription : 14/08/2011
Age : 45
Localisation : Nièvre (58) -

Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() Jivé Mar 15 Oct 2013 - 9:08
Jivé Mar 15 Oct 2013 - 9:08
Une démonstration qui en intéressera plus d'un.
Je m'abonne
Merci pour le partage
Cdlt

Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() sangten Mar 15 Oct 2013 - 9:21
sangten Mar 15 Oct 2013 - 9:21
pourquoi ne pas préparer ton texte, qui est toujours élaboré, avec un éditeur ou un traitement de texte. Ca te permet de le préparer, de revenir dessus, de le sauvegarder, y compris les sauvegardes périodiques automatiques, et une fois qu'il est prêt, tu peux faire un copier coller en une ou plusieurs parties, et enfin d'incorporer directement les photos sur le site.
comme ça, si tu perds,tout le travail de fond qui est le texte, seera récupérable. C'est aussi la fonction brouillon du site, mais je ne suis pas fan.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.
sangten- Modérateur
- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() JeanPierre Mar 15 Oct 2013 - 9:28
JeanPierre Mar 15 Oct 2013 - 9:28
Beau sujet,très instructif,qui me donne envie de remettre à mon tour.
Mais... était-ce bien utile de commencer par cette phrase?
Cordialementvincent91 a écrit:Dans ce domaine ce sont les artisans français qui sont des manches.
JeanPierre

JeanPierre- complétement accro
- Messages : 1631
Points : 2732
Date d'inscription : 19/11/2011
Age : 73
Localisation : 34560
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() vincent91 Mar 15 Oct 2013 - 9:50
vincent91 Mar 15 Oct 2013 - 9:50
Bon, je continue mon pas à pas.
(Ne vous étonnez pas si je poste mon texte par petits bouts, et si je l'édite plusieurs fois. Je sais, ça fait que fait que vous recevez des premiers jets incomplets et bourrés de fautes et que vous n'êtes pas informé quand ce torchon se corrige et se complète au fil des éditions successives... Alain tu me l'as déjà reproché maintes fois mais comme le plus long c'est de charger les photos, puis vérifier que ce sont les bonnes? j' écris le texte en fonction des photos, ce que je fais assez vite mais que je n'arrive à faire qu'en fonction des photos , alors sauvegarder ce texte seul a peu d’intérêt. Je préfère finalement faire comme ça poster par petits bouts corriger et compléter . Etant besogneux et pas doué c'est une bonne parade pour éviter de me faire avoir . A cause de quoi au fait? D'une fausse manœuvre de ma part (quand l'infirme fatigue) ou bien ( c'est le parano qui parle ) à cause du dispositif dont je soupçonne l'existence, inventé tout exprès pour me nuire, et appelé le "now- shut up-you-garroulous" ou en français le "ta-g... bavasseux!")
Je perce maintenant le trou où va se placer la soie. j'aurai pu le faire plus tôt mais je préfère que la virole soit en place. Il faut en tout cas le faire sur une ébauche encore massive, plus il y a de bois, moins il y a de risques de vibrations et de décentrage du trou.
Ce perçage se fait avec un mandrin monté sur un cône Morse (CM2 en l’occurrence) qui se pose sur la poupée mobile à la place de la contre pointe tournante. Voila ce mandrin (photo prise en fait un peu plus tard dans la réalisation):

L'idée est de faire un perçage étagé avec des mèches de diamètres différents pour que la soie entre dans le manche sans forcer sauf les deux derniers cm.
La difficulté est de faire ce trou bien centré . Avec l’expérience (en clair: après avoir fait une tétra-chiée de trous excentrés plus foireux les uns que les autres ) j'ai appris quelques trucs:
- bien araser la surface du bois à percer; tout moignon restant est une cause de décentrage.
-facultativement pointer le trou avec une pointe d' outil adapté (plane de tourneur ou grain d'orge )
-commencer le perçage avec une mèche de diamètre intermédiaire, pas trop fine pour qu'elle soit rigide, par trop grosse pour que l'effort à l'amorce du trou ne décentre pas la pièce
-J'ai appris sur ce forum (qu'il est instructif!) que les tourneurs sur métaux ont un accessoire appelé mèche à centrer qui permet d'amorcer des trous parfaitement centrés , accessoire peu connu des boiseux comme moi: à essayer dès que possible!
Je choisis mes mèches avec soin, en fonction des dimensions de la soie. La mèche intermédiaire, la première à intervenir, a en principe un diamètre à peu près égal au coté de la section carrée de la soie, sauf qu'ici cette section est ronde( exprès pour m'embêter bien sûr)
Le perçage commence :

Au total j'utilise ici trois ou quatre mèches en étageant les profondeurs avec soin pour que la soie entre dans le trou sauf 2 cm environ. Le test se fait sur le tour, ici c'est juste pour la photo que j'ai démonté le manche du tour:

Je le remonte immédiatement après avoir remis la contre-pointe tournante, positionnée dans le trou qui par l'effet de mon habileté et surtout de la chance est très bien centré. (si ce n'étais pas le cas j'utiliserais la contrepointe creuse, dont la zone de contact est annulaire , elle s’avère très utile non seulement pour les perçages long ( au fleuret de perçage, à travers la poupée mobile)mais aussi pour maintenir des bois mal foutus, fragiles, présentant des fentes , ou une empreinte ou un perçage non centré).
Je trace les points remarquables au pifomètre: ce manche est plus gros que le premier, ce ciseau-ci étant plus gros. Le premier manche ne sert que de modèle que pour les proportions approximatives, pas pour les dimensions.

Je commence le modelage par le coté droit ce qui est la règle. C'est un tournage élémentaire qui peut se faire avec deux outils: le bédane/grain-d'orge, l'outil a tout faire est utilisé ici pour arrondir sans risque le nez du manche jusqu'au ras de la virole. Noter que la virole peut- être un peu retouchée au passage avec le même outil, pour lui faire un chanfrein ou effacer des marques par exemple car le cuivre étant bien plus tendre que le HSS de l'outil: (
edit: Attention, vous me voyez là faire un geste dangereux et à eviter: c'est Jean-Paul (diomedea) qui me le signale:mon bras gauche frole la piece et le mandrin en rotation.
Le fait que le tour à bois soit moins dangereux que le tour a metal (le couple n'est pas le même) n'excuse rien. C'est effectiement une faute et un maucvais exemple. Toutes mes excuses. La bonne technique est ici de faire une marque au crayon avec le tour arrêté , puis de compléter le trait sur le tour en rotation . Merci Jean-Paul de m'avoir avoir signalé cette c...rie.

Pour faire la gorge intermédiaire, la gouge à dégrossir est parfaite (on prendrait une gouge plus étroite, une gouge à profiler pour une gorge plus étroite):

Je passe ensuite un coup de plane (bon d'accord c'est un troisième outil) . La plane est un outils très intéressant dont on se sert de plus en plus avec l’expérience et qui peut presque tout faire en laissant une excellente finition. Elle est idéale pour planer les parties cylindriques , mais aussi avec un peu de métier pour des tas d'autres gestes , dégrossissage, rainurage, tronçonnages, profilages. Prudence quand même, comme en rallye il y a risque de plantage dans les courbes!

Je m'arrête là pour répondre au aimables remarques et conseils reçus entre temps et je reprends tout de suite.
Dernière édition par vincent91 le Mar 30 Aoû 2016 - 17:38, édité 8 fois
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() bricoleux Mar 15 Oct 2013 - 10:17
bricoleux Mar 15 Oct 2013 - 10:17
très intéressant ce fil, qui en plus lie les techniques bois avec celle du fer, puisqu'en général si on parle de tournage, c'est de métal qu'il s'agit.
pour tes problèmes informatiques, je te jure, ce n'est pas moi qui via des chemins secrets connus des seuls modérateurs sabote ta conférence !
utilise donc la fonction brouillon, ça va très bien, je ne vois pas ce qu'on lui reproche !
brouillon toutes les 10 min, et tout ce que tu peux perdre, c'est ... 10 min de travail.
c'est le principe de tous les backups.
tu peux aussi, en plus, faire un copier /coller de tout ton texte dans un éditeru quelconque, word pad ou autre.
il y a une opération dangereuse, qui fait souvent perdre le post, c'est lorsqu'on fait "envoyer", que quelqu'un a posté avant toi, le système te demande si tu persévères ou si tu veux d'abord modifier ton texte.
là, si tu ne fais pas attention au message, tu as tout perdu.
++
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() sangten Mar 15 Oct 2013 - 10:36
sangten Mar 15 Oct 2013 - 10:36
Là, Vincent, c'est un coup en dessous de la ceinture...vincent91 a écrit:(Merci Alain, mais tu es trop gentil comme d'habitude ( ça te perdra! Pense à ton inspectrice des impôts avant de faire des compliments
Je l'avais complètement oubliée celle-là. Pourtant, malgré son air ingénu, elle m'a assassiné. Ce n'est pas un vain mot. On va à la contestation. Sinon je perds ma chemise et surtout, mon atelier.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.
sangten- Modérateur
- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() FredM Mar 15 Oct 2013 - 11:44
FredM Mar 15 Oct 2013 - 11:44
Vincent, ton fil est super bien !!
Fais vraiment attention quand tu postes tes messages.. Je te dis ça de manière très égoïste, parce que moi, quand je plante deux heures de boulot, autant te dire que quand je recommence, je ne fais pas aussi bien que la première fois, parce que j'ai les nerfs !!!
Une chose très simple qui peut te sauver la vie : avant de faire une manip "risquée" comme prévisualiser ou insérer une photo, tu appuies sur la touche CTRL (en bas a gauche de ton clavier) puis en maintenant cette touche appuyée, tu appuies sur la touche A. Cette manip sélectionne l'intégralité de ton texte (A comme All), qui du coup change de couleur à l'écran.
Puis , en maintenant la touche CTRL appuyée, tu appuies sur la touche C. cela a pour effet de "copier" (d'ou le C) le texte sélectionné dans un coin de mémoire de ton ordi qu'on appelle le "presse papier" : une mémoire tampon.
Si tu as un problème et que tu perds ton texte, il suffit de faire un CTRL maintenu puis d'appuyer sur la touche V et tu rappatries ce qui est dans ton presse papier (sur un nouveau message que tu crées ou dans un autre logiciel comme Word ou Open office par ex).
Attention : à chaque fois que tu refais un CTRL + C, tu reremplis ton presse papier avec un nouveau contenu sélectionné mais ça écrase le contenu précédent. De même si tu éteins ton ordi, le contenu du presse papier est perdu.
Bref "CTRL + A" puis "CTRL + C", ça prends 1/2 seconde et ca peut sauver.. euh pas la vie, mais du boulot .. surtout quand la taille des messages est consequente...
 et "CTRL+V" pour rapatrier....
et "CTRL+V" pour rapatrier....(je fais des posts longs, moi aussi, même si je pense que mes "contenus" ne sont pas aussi passionnants que les tiens !!)
Bien cordialement,
fredM
FredM- complétement accro
- Messages : 4122
Points : 7237
Date d'inscription : 30/07/2012
Age : 54
Localisation : Drôme
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() desmo 38 Mar 15 Oct 2013 - 11:47
desmo 38 Mar 15 Oct 2013 - 11:47
Je vais également suivre cette réalisation, j'aime bien le principe de faire les choses par soi-même.
D'ailleurs on trouve pas facilement a acheter de beaux manches sur le net.
Une chose est sur et je la retiens, faire tes viroles avec des tubes en cuivre, une excellente idée.
Amitiés, Cyril

desmo 38- complétement accro
- Messages : 1751
Points : 3655
Date d'inscription : 03/02/2012
Age : 53
Localisation : Isére
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() 6°sens Mar 15 Oct 2013 - 12:14
6°sens Mar 15 Oct 2013 - 12:14
En te lisant, je calculais où j'allais placer un bon gros tour à bois dans mon sous sol.
C'est pas bien de me faire ça. Le tour génère beaucoup de poussière et je me bats tous les jours contre elle.
L'idéal serait peut-être de cantonner le tour dans une pièce dédiée...
Mais, le plus simple serait de résister, résister, résister !
Amicalement,
Renaud
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges

6°sens- Modérateur
- Messages : 9442
Points : 16191
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() Ugo Mar 15 Oct 2013 - 13:02
Ugo Mar 15 Oct 2013 - 13:02
Même si je n'ai pas de tour, je suis cela avec intérêt, juste pour la beauté du travail.
Ugo- complétement accro
- Messages : 1658
Points : 2828
Date d'inscription : 22/12/2012
Localisation : Doubs
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() vincent91 Mar 15 Oct 2013 - 13:53
vincent91 Mar 15 Oct 2013 - 13:53
Bricoleux , FredM, Alain, merci de vos conseils, je vais en tous cas tâcher de me souvenir de copier ce que je tapes par Ctrl et C qui est une commande que j'utilise déjà pour manipuler les photos)
Il ne reste qu'a façonner l'extrémité de frappe: une petite marche et un bouton en relief . J' ébauche ça au grain-d'orge qui définit les dimensions avec précision, sans risque de " bouffer la cote". Le bédane grain d'orge est très sécurisant pour les débutants, si on n'est pas encore trop à l'aise en tournage , il permet d'obtenir des courbes sans risque de plantage, en utilisant des passes fines avec les coins de l'outil. Mais pour une bonne finition et ne pas avoir trop de ponçage derrière, c'est mieux de terminer avec un outil qui coupe bien ici une gouge à profiler (d'accord ça fait 4 outils, mais je vous jure on peut le faire avec 2... )



on passe ensuite à la finition.
Ponçage classique sur le tour : P80, P150, P320 et P400. Je me méfie de ce dernier , il est fait de carbure de silicium qui peut laisser des traces grisâtres d'aspect sale sur les bois clairs, mais là ça n'a pas été le cas. Le grain P400 fait bien reluire les viroles de cuivre ( il n'y a pas de contrepèterie)

Noter mon installation d'aspiration. J'y ai beaucoup cogité . La buse est faite maison: tuyau de PVC déformé à la main à chaud, après chauffage au decapeur thermique. Le tube qui la tient par le haut coulisse sur un autre tube horizontal fixé au dessus du tour. La buse se déplace et se règle avec deux doigts. Quant à la commande marhe arêt de l'aspirateur elle se commande aussi avec deux doigts . C'est une "télécommande du pauvre ", c'est à dire une affaire de tringle Comment? le café du pauvre était autrefois aussi une aff... Oh! Vous n'avez pas honte avec vos plaisanteries de garçon de bains?! En tout cas mon système marche au petit poil depuis des années, je n'en changerais pour rien au monde .
Le frêne est un bois d'une solidité parfaite pour les manches mais souvent sa couleur claire devient grisâtre et blafarde si on le laisse sans finition. Je le réchauffe donc légèrement en passant une teinte jaune en solution aqueuse . Dommage que la photo prise au déclencheur soit complétement floue, sinon vous pourriez lire sur la bouteille:" Concentré liquide de Chicorée Leroux" ( en vente dans toutes les bonnes épiceries).

Comme toutes les teintes à l'eau, il faut la passer diluée pour éviter traînées et taches. Je sèche et je lisse ensuite le bois avec le même chiffon, bien replié pour ne pas se brûler et pour éviter qu'il soit agrippé par la pièce en rotation. J'ai arrondi d' un coup de bédane tous les angles de bois qui débordent la longueur de la pièce pour la même raison.


Je finis par une couche de vernis cellulo que je polis avec le même chiffon ou même avec une poignée de copeaux. Je m'en tiens là: je n'aime pa trop les manches dont le vernis est épis et brillant, peu agreables en main, voire générateurs d'ampoules. Je veux juste une protection contre les salissures.

Je détache la pièce en finissant de tronçonner son attache au bédane.
edit: même remarque que plus haut: ne faites pas comme moi! pas de bras qui passe au dessus du tour en rotation surtout avec une manche qui traine: soit on coupe la pièce en rotation quitte à la ramasser par terre (dans les copeaux elle ne craint rien), soit on laisse un ou deux mm de bois , et on casse ou on coupe le bois restant sur le tour arrêté.
 .
.Le picot qui subsiste est arasé à la plane

puis poncé sur un abrasif posé sur un plan dur (c'est plus efficace que l'inverse , tenir l'abrasif à la main).

Il reste à emmancher le ciseau: on chauffe la soie avec un petit chalumeau butagaz :

La bonne température pour la soie , c'est just avant celle où le métal commence à rougeoyer. On sait rapidement si la température est bonne. Pas assez chaude , la soie ne s'enfonce pas ( il ne faut taper sur le manche, sauf dans les derniers millimètres, sinon il risque d'éclater ). Trop chaude, elle s'enfonce comme dans du beurre avec des flammes qui sortent du trou: il faut immédiatement la retirer et la laisser un peu refroidir sinon le trou devient trop grand, se met de travers en quelques secondes. L'idéal c'est que la soie s'enfonce une poussée continue et modérée jusqu'à ce que la garde soit à 5 ou 6 mm de la virole, l'enfoncement est alors terminé en frappant sur le manche, le tranchant étant appuyé sur une chute de bois.

Après quoi je refroidis la soie ou du moins la garde et la virole avec un peu d'eau en faisant attention que l'eau bouillante ne coule pas sur le bois verni , qui n'aime pas beaucoup ça . La photo n'est pas très claire: en fait j'utilise un pulvérisateur pour arroser la virole:

Ce type de fixation traditionnelle est solide tout en étant réversible. Je pense que la carbonisation du bois doit produire un peu de goudron qui contribue à l’adhérence.
Si le trou est par malheur, un peu trop grand et que le ciseau ne tient pas, la colle fusible est pour moi la meilleure solution, son emploi est plus fiable que de retrecir le trou avec des copeaux et plus failement reversible que l'mploi d'Araldite. Comme colle proprement dite, la colle fusible ne vaut rien mais elle est géniale pour des tas d'usages: comme colle provisoires , pour des cales par exemples, joint souple, produit de remplissage neutre et isolant . Elle est peu salissante et réversible ( ici il suffirait de chauffer la base du ciseau au décapeur thermique)
Je vais encore vous poster une vue des deux ciseaux côte à côte et de quelques autres que j'ai un peu rafraichis plus tous ceux ceux qui me restent à faire. Je mets ça dans un envoi séparé pour que vous soyez avertis que le reportage est fini (mes éditions successives doivent être difficiles a suivre...)
Dernière édition par vincent91 le Lun 15 Sep 2014 - 18:13, édité 7 fois (Raison : ture)
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() bricoleux Mar 15 Oct 2013 - 16:46
bricoleux Mar 15 Oct 2013 - 16:46
super reportage, sujet intéressant et tout neuf !
et puis, tu as remplacé le choc des mots par le pods des photos ..
à te lire, on a l'impression que faire des creux et des congés au tour est tout simple.
eh bien non, j'ai fait un stage de tournage, je peux témoigner que faire un cylindre, c'est facile et amusant.
mais dans les courbes, si l'outil n'a pas les bons angles (horizontal et vertical), il prend dans le bois avec le mauvais tranchant et, avec un bruit sinistre et caractéristique (généralement accompagné de jurons), met à mal le travail déjà accompli
++
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() vincent91 Ven 18 Oct 2013 - 1:09
vincent91 Ven 18 Oct 2013 - 1:09
Je vous envoie une photo de ces deux ciseaux dotés de manches neufs identiques aux dimensions près. Je suis content de l'aspect du bois de frêne. la teinture par la chicorée a fait ressortir un joli motif ondé qui s'est trouvé là par hasard.

Je vous envoie aussi quelques photos des autres outils déjà restaurés ou en cours vous y voyez les types de manches dont je vous ai parlé au début
Voici une petite partie des ciseaux en cours de restauration: ceux là sont de different fabricants de Sheffield comme William Marples , Ian ou Robert Sorby, qui faisaient et font toujours des ciseaux correcte qu'on trouve facilement d'occasion . J'en ai restauré une cinquantaine et il m'en reste autant à faire.
Voici les manches pour ciseaux à douille.

Ces manches sont très solides, ce qui est du à l'absence de perçage manche et au fait que l' encastrement dans la douille tend à se resserrer sous les chocs. On peut les démonter, sauf évidemment s'ils sont collés: on prend l'outil par la lame et on tape le manche à plat sur l'établi . Ce démontage facile permet d' avoir des manches interchangeables , court ou longs selon les usages , possibilité proposée par Lie-Nilsen à ses (riches) clients.

On trouve aussi ce montage à douille soit sur de très gros ciseaux ou gouges , soit sur des series haute-de-gamme d'avant guerre, comme ceux les Ward ou les Syanley- Everlast qu'on voit sur les photos ci dessous, ou comme les actuels Lie-Nielsen mentionnés plus haut. .

Je témoigne que ces ciseaux s'affutent bien et conserve leur fil longtemps: l'un de ces ciseaux est une fois tombé de mon établi et m'a effleuré le genou. J'aurais pu abîmer mon pantalon, mais j'ai eu du pot , c'était l'été, j'étais en short: 7 points de suture!
Les manches , quand il s'agit de ciseau à frapper sot toujours solides, parfois munis virole en acier en haut du manche, parfois de rondelles de cuir empilées en haut du manche .

Pour cela on tourne un petit tenon en haut du manche , d'environ 10 x 10 mm, on enfile dessus plusieurs morceaux de cuir percés au diamètre , passés au papier de verre et collés entre eux à la vinylique, on serre les rondelles avec un montage ad hoc pendant le séchage. Ensuite on coupe le tenon a 3 mm des rondelles de cuir et on le "champignonne" en le martelant avec un tout petit marteau comme on fait pour un rivet métallique. Après quoi on remonte le manche sur le tour en ajustant le centrage et on arase le cuir juste au diamètre du manche.
On note qu'il faut toujours laisser un intervalle de deux ou trois mm entre le tenon conique et le rebord de la douille: cette marge est nécessaire en cas de retentissement du bois, sinon sous les coups, le manche s'enfonce dans la douille et le bord de celle ci fait éclater le rebord du manche. c'est à cause de ce problème que je dois en général changer ce type de manche. Lie-Nielsen laisse facilement 3 a 4 mm de marge sur ses manches.
Je n'ai pas de ciseau lie-Nielsen, mais on voit bien ce "gap" sur certains manches (non fait par moi):

Je n'ai plus de ciseaux à douille a equiper de manche sinon je vous aurai montré le processus en image, car tous les details ne sont pas dans les reportages de ce James Thomson dont j'ai parlé. Enfin si vous insistez beaucoup, je changerai le plus moche des manches existants.
Et puis il y a les fameux manches en buis octogonaux, modèle londonien les "London pattern handles". On les ai surtout trouvées sur des gouges Addis ou Harring, qui étaient précisément des fabricants fort réputés d'avant guerre qui se trouvaient être londoniens : est-ce eux qui ont introduit ce modèle de manche pour se différencier je n'en sais rien . En tous cas il est associé au haut de gamme. J'en ai trouvé aussi sur des gouges Ward and Payne, assez réputées également après la guerre et aussi sur les ciseaux à bois, souvent de grands ciseaux à parer de diverses marques, mais jamais sur des outils ordinaires. Sur presque tous ces manches on trouve presque toujours l'estampille de leurs propriétaires, qui n'étaient à l’évidence ni des bricoleurs , ni des partageurs!
Depuis quelques années les gouges françaises Auriou se sont acquis en Angleterre la réputation d'être les plus proches des meilleures gouges anglaises d'avant guerre, tant en tenue d'affutage que pour les sensations tactiles . Il se trouve que les toutes premières gouges que j'ai achetées ( c'était il y a trente ans dans une boutique du "Faubourg"), étaient des gouges Auriou. J'aurais pu plus mal tomber! Après des années de loyaux services, elles avaient bien mérité que je leur offre de nouveaux manches pour remplacer les bouts de bois initiaux. Je leur ai fait des manches modèle londonien : il n'était pas de raisons qu'elles se payent la honte devant leurs nouvelles copines anglaises, que je venais de rapporter d' une vente aux enchères.
Cependant les manches en buis tout neufs d'un superbe d'un jaune citron faisaient un peu "nouveau riche", aussi je les ai patinés avec du thé (on ne peut pas faire plus anglais). Ça leur a donné ce teint de caramel mou qui fait toute la classe du buis patiné. Quelques années plus tard on les distingue difficilement de leurs petites copines !
Manque de chance, alors que j'ai pris plein de photos d' outils cet après midi, j'ai oublié les London Pattern!
Je vous les montrerai donc demain, et au passage je vous montrerai comment je les fais( mais seulement si ça vous intéresse)
J'ai encore du pain sur la planches pour quelques jours j'ai déjà bien avancé mes manches standard ( à soie) comme ceux de ces gouges de modeleur (gouges droites longues à biseau intérieur pour rectifier les perçages.

dont je vais revendre les deux tiers après avoir sélectionné et gardé une série cohérente.
J'ai encore du travail avec les gouges et les ciseaux: il me reste quelques gouges à restaurer et répertorier ( je ne vous montre pas tout, ça déborde de la table).

Après quoi on pourra parler des rabots ... Il y a du pain sur la planche: j'en ai une trentaine à restaurer, certains; dont un Norris A5 sont des ruines mais tous me semblent récupérables avec du travail.
Dernière édition par vincent91 le Ven 25 Aoû 2017 - 16:40, édité 2 fois
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() melor27 Ven 18 Oct 2013 - 3:31
melor27 Ven 18 Oct 2013 - 3:31
Très enrichissant ton pas à pas et surtout plein d'humour...
Oui, visiblement tu as encore du pain sur la planche!!!
melor27- je prends du galon

- Messages : 60
Points : 116
Date d'inscription : 15/06/2012
Age : 74
Localisation : EURE
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() 6°sens Ven 18 Oct 2013 - 7:18
6°sens Ven 18 Oct 2013 - 7:18
Merci pour cette tranche de culture,
Amicalement,
Renaud
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges
6°sens- Modérateur
- Messages : 9442
Points : 16191
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() sangten Ven 18 Oct 2013 - 8:56
sangten Ven 18 Oct 2013 - 8:56
quel beau reportage.
Mais je vois que tu as fait de nombreux manches, en livraison à soi-même. En termes de TVA, veux-tu que je t'explique ? parce que maintenant, je deviens expert.
Je pense que tu n'auras pas la TVA à autoliquider, mais que tu paieras juste les intérêts, puisque tu peux justifier ta bonne foi, et ainsi éviter les 40% de pénalité.
Pas compris ? tu veux que je recommence ?
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.
sangten- Modérateur
- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() meles Ven 18 Oct 2013 - 10:09
meles Ven 18 Oct 2013 - 10:09
Bonjour, moi je veux bien, j'ai rien pigésangten a écrit:Pas compris ? tu veux que je recommence ?

@+

meles- Admin

- Messages : 14934
Points : 21891
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Tournage d'un manche de ciseau à bois munie d'une soie ( turning a handle for a tang type chisel)
![]() Contenu sponsorisé
Contenu sponsorisé
Contenu sponsorisé
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Affûtage ciseau à bois
» [Tuto] Affûtage ciseau à bois
» Tournage du bois
» tournage sur bois