






Arrivée du tour et premiers copeaux
Page 1 sur 2 • 1, 2 

 Arrivée du tour et premiers copeaux
Arrivée du tour et premiers copeaux
![]() cantonnier Jeu 19 Sep 2013 - 15:40
cantonnier Jeu 19 Sep 2013 - 15:40
Ca y est, mon tour est arrivé, déchargé et mit en place temporairement sur tréteaux en attendant que je lui fasse son établi.
Comme je l'ai indiqué dans un autre post, il s'agait d'un tour à métaux FarTools ML400 qui aurait une bonne dizaine d'année que j'ai acheté à un métabricoleur (un membre du forum).

N'ayant pas encore de néon pour installer au dessus de la machine, je viens d'acheter une petite lampe articulée de bureau qui me servira aussi pour des travaux minutieux à l'établi.

Une petite question : où puis-je trouver un raccord pour mettre de l'huile dans les huileurs de la machine ?
Voici une photo des huileurs sur le chariot
Ainsi qu'une photo du huileur près de "l'embrayage" du trainard sur la vis mère.

Je suis bien arrivé mettre un peu d'huile avec la buirette mais je n'ai pas l'impression que ça rentre bien.

cantonnier- posteur Régulier

- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)

Re: Arrivée du tour et premiers copeaux
![]() Invité Jeu 19 Sep 2013 - 16:21
Invité Jeu 19 Sep 2013 - 16:21

Invité- Invité
Premiers copeaux
![]() cantonnier Jeu 19 Sep 2013 - 16:22
cantonnier Jeu 19 Sep 2013 - 16:22
Voici le plan :
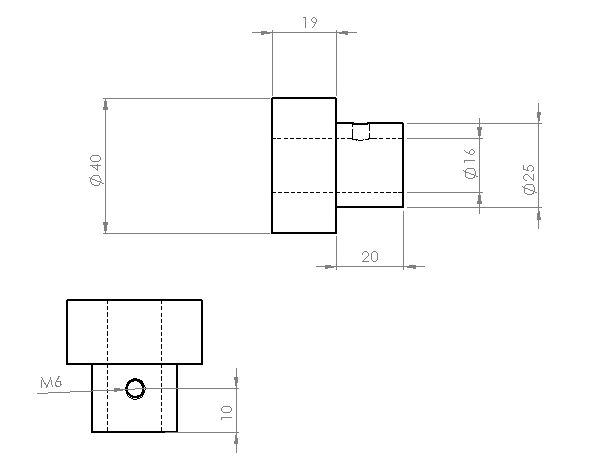
Ne me jettez pas trop de pierres, je ne suis pas dessinateur industriel, juste un petit ameteur qui se débatouille sous solidworks
Pour réaliser cette pièce, j'ai trouvé un vieil axe de tracteur je crois.

Je l'ai découpé à la meuleuse pour avoir environ 3-4 milimètres plus long que la cote finie :

Voici donc les dimensions de la pièce brute :
6 pans de 46mm
Ø du "lisse" 30mm
Longueur 43mm
Afin de dresser la face que je viens de couper, je dois serrer la partie 6 pans dans le mandrin. Pour se faire j'ai du mettre les mors extérieurs.

Mon père m'a bien appris, je les ai bien montées dès le premier coup !
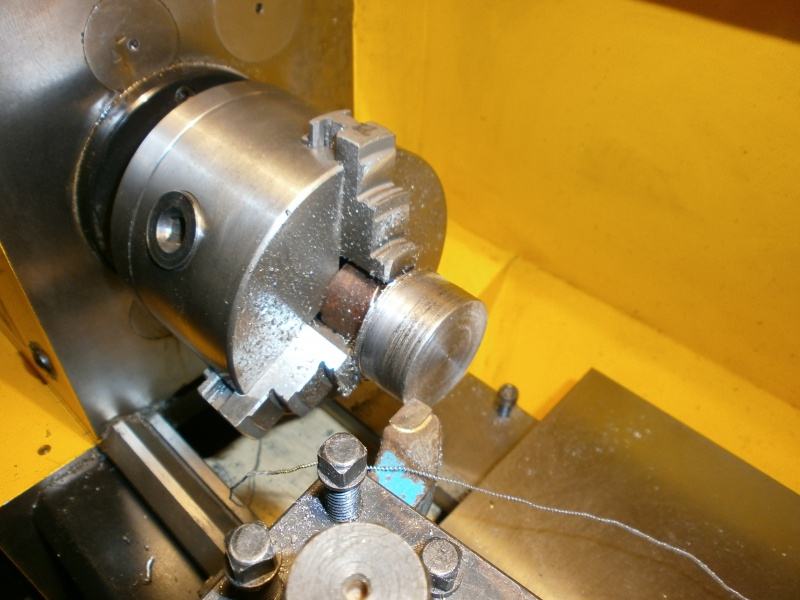
Voici donc la pièce brute dans le mandrin :

Sur la photo ci-dessous la face est dressée et j'ai commancé à chariotter.

Je dois préciser que l'outil à charioter (pastille au carbure) est un peu émoussé. Comme je n'ai pas encore de meule verte pour l'affuter, j'ai essayé quand même de travailler un peu comme ça : j'avais trop hâte de faire des copeaux

Mais il est certain que le travail sera plus soigneux une fois que l'outil sera bien affuté
L'heure d'aller préparer le repas puis d'aller bosser est arrivée, j'ai dû interrompre mon petit travail pour l'instant, mais je reprendrai demain
Dernière édition par cantonnier le Jeu 19 Sep 2013 - 16:26, édité 1 fois
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() cantonnier Jeu 19 Sep 2013 - 16:23
cantonnier Jeu 19 Sep 2013 - 16:23
J'en sais rien.Chris42380 a écrit:Tu est sur que ce n'est pas plutôt des graisseurs plats? Ça y ressemble, en tous cas.
Je compte sur les experts pour m'éclairer ...
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() Invité Jeu 19 Sep 2013 - 20:20
Invité Jeu 19 Sep 2013 - 20:20
en compromis ça sera des graisseurs huileurs

sur les glissiéres de machines outil (tour, fraiseuse) il faut mettre de l'huile fine
perso j'utilise de l'huile de vaseline, certain de l'huile de chaine pour tronçonneuse, chaccun fait un peu comme il veut
pour ce genre d'huileur graisseur (merdique d'ailleurs) il est conseillé d'utiliser une pompe à pousser avec un embout fin qui appui sur la bille
afin de laisser passer l'huile et pas sur la partie en laiton , le retour en position de la bille étant assuré par un petit ressort
avec David (alias DH 42) on en a discuté sur le fofo, mais je ne sais plus ou (peut etre dans tour ou maintenance machine)
aussi bien lui que moi on était du méme avis : systéme peut pratique voire merdique mais il faut faire avec
à + Lulu
Invité- Invité
Re: Arrivée du tour et premiers copeaux
![]() cantonnier Ven 20 Sep 2013 - 11:11
cantonnier Ven 20 Sep 2013 - 11:11
Perso l'huile de chaine, je ne suis pas trop pour ! C'est quand même vachement collant, fillant et visqueux (c'est d'ailleurs pour ça que c'est bien adapté aux chaines de tronço !)Lulu 21 a écrit:
sur les glissiéres de machines outil (tour, fraiseuse) il faut mettre de l'huile fine
perso j'utilise de l'huile de vaseline, certain de l'huile de chaine pour tronçonneuse, chaccun fait un peu comme il veut
Pour l'instant j'utilise de l'huile moteur (essence) : il me reste des bidons de l'ancienne voiture de ma femme, j'en profite pour les utiliser ainsi
Tu saurais où je peux trouver ça ? tu aurais un lien ou au moins une image pour que je vois à quoi ça ressemble stp.Lulu 21 a écrit:
pour ce genre d'huileur graisseur (merdique d'ailleurs) il est conseillé d'utiliser une pompe à pousser avec un embout fin qui appui sur la bille afin de laisser passer l'huile et pas sur la partie en laiton , le retour en position de la bille étant assuré par un petit ressort
A l'occasion, ça peut peut être se bricoller
C'est clair! je partage cet avis également !Lulu 21 a écrit:
aussi bien lui que moi on était du méme avis : systéme peut pratique voire merdique mais il faut faire avec
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Suite des copeaux !
![]() cantonnier Ven 20 Sep 2013 - 11:24
cantonnier Ven 20 Sep 2013 - 11:24
J'ai trouvé que ma pièce n'avait pas trop de stabilité avec les mors extérieurs (d'autant plus que je n'ai pas encore de contre-pointe tournante), j'ai donc choisi de remonter les "traditionnels" mors intérieurs pour usiner le gros diamètre de ma pièce.
Comme celle-ci est constituée à l'origine d'un 6 pans, j'ai arrondi les angles au touret à meuler pour que ça tape moins dans l'outil surtout que mon outil ne coupe pas trop bien ( je n'ai pas encore de meule verte pour le raffuter).
Vous voyez sur la photo ci-dessous la face dressée et le chariotage pour mise au diamètre terminé.
J'ai ensuite retourné ma pièce pour finir d'usiner le petit diamètre
Sur la photo suivante je n'ai pas encore fini le chariotage.

Je n'ai pas encore de foret à centrer, ni de foret assez gros pour faire l'alésage au diamètre voulu, et encore moins d'outil à aléser. J'ai cependant voulu essayer de percer ma pièce de part en part au Ø5 afin d'avoir plus facile pour faire mon taraudage pour la vis pointeau.
Naturellement ça n'a pas bien prit, j'ai du abandonné aussitôt : le foret se dandinait dans tous les sens !
Mon usinage est donc terminé pour aujourd'hui.
Voici deux photos de la pièce à ce stade :


cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() mimine59 Ven 20 Sep 2013 - 11:53
mimine59 Ven 20 Sep 2013 - 11:53
Ça va se sont des bons débuts, il va falloir acheter du matos je pense.
Il y a une chose que je n ai pas compris tu parles que le forêt dendine c bien ça?
Comment as tu fait pour le perçage? Car il y a rien de mieux que la poupée mobile monté avec un forêt....
Cordialement

mimine59- très actif

- Messages : 215
Points : 442
Date d'inscription : 10/10/2012
Age : 43
Localisation : Nord
Re: Arrivée du tour et premiers copeaux
![]() cantonnier Ven 20 Sep 2013 - 12:18
cantonnier Ven 20 Sep 2013 - 12:18
C'est trop tendant ! avoir une telle machine dans l'atelier et ne pas la faire tourner c'est inhumain !mimine59 a écrit:Tu ne perds pas de temps a ce que je vois lol.
Ça va se sont des bons débuts
Oui, je vais voir à ça avec mon pèremimine59 a écrit:il va falloir acheter du matos je pense.
C'est bien ce que j'ai fait : j'ai démonté le cone de ma perceuse pour le mettre dans le poupée mobile. Le truc ce que comme mes forets sont relativements longs, ils n'ont pas trop de rigidité. Je ne veux pas non plus trop insister et risquer de casser un foret.mimine59 a écrit:
Il y a une chose que je n ai pas compris tu parles que le forêt dendine c bien ça?
Comment as tu fait pour le perçage? Car il y a rien de mieux que la poupée mobile monté avec un forêt....
Je ne suis pas pressé, je peux attendre d'avoir un foret à centrer pour faire ça plus tranquilement
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() den's Ven 20 Sep 2013 - 13:43
den's Ven 20 Sep 2013 - 13:43
content pour toi de ta nouvelle acquisition, je suis sûr qu'elle te donnera beaucoup de plaisir..!!
j'ai un cousin à toi, équipé lui aussi de ces "graisseurs-huileurs", finalement, aprés avoir cherché, le plus simple et le plus commode reste pour moi la burette à huile, bien plaquée sur l'orifice, çà rentre..
je précise que j'ai une burette en métal, plutôt de qualité..
pour les outils à prévoir en plus, effectivement, ils sont vite incontournables, et çà chiffre vite..!!
pour ma part, j'y vais à petits pas, en commandant chez RCmachines, il y a des prix abordables..
bon courage!
den's

den's- complétement accro

- Messages : 792
Points : 1297
Date d'inscription : 01/05/2011
Age : 60
Localisation : béarn
Re: Arrivée du tour et premiers copeaux
![]() Invité Ven 20 Sep 2013 - 21:00
Invité Ven 20 Sep 2013 - 21:00
venant de lire les réponses sur le forum d'en face, je suis un peu à la bourre
une pompe à pousser est ceci :

ça convient bien plus mieux pour de la graisse que de l'huile
avec de l'huile, ça coule de partout
le moins mal que j'ai trouvé (donc l'utilise) est ceci :

je la trouve plus pratique qu'une burettte standard pour atteindre les graisseurs huileurs qui ne sont pas forcément
accessible avec la burettte en position verticale
à + Lulu
Invité- Invité
Re: Arrivée du tour et premiers copeaux
![]() dh42 Ven 20 Sep 2013 - 22:26
dh42 Ven 20 Sep 2013 - 22:26
Et hop, un nouveau tourneur
Pour la pompe à pousser, je confirme, avec de l'huile c'est une catastrophe, sur que le tour (et le tourneur) est bien gras après, mais pas sur que l'huile rentre dans le graisseur.
Comme Lulu, j'utilise une burette, mais j'y met un petit bout de tube caoutchouc au bout qui fait "joint" sur le graisseur, mais il faut se mettre bien droit ; pas super pratique non plus ; maintenant j'huile les glissières directement, je ne m’embête plus avec ces m**, sauf pour ceux qui donnent sur les roulements, écrou etc, auxquels on ne peux pas accéder autrement.
Pour ta pièce, le fait de l'avoir démontée du tour fait qu'au remontage, pour le perçage du centre, tu ne sera plus concentrique ; il faudra donc aussi que tu reprenne l'usinage de la portée de poulie pour que ça tourne rond. (donc te serrer sur le petit Ø de la pièce, percer, aléser, puis mettre un petit coup de chariotage sur le grand Ø extérieur)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Le nettoyage / huilage
![]() cantonnier Sam 21 Sep 2013 - 21:00
cantonnier Sam 21 Sep 2013 - 21:00
Cette après-midi j'ai commencé le nettoyage de la machine.
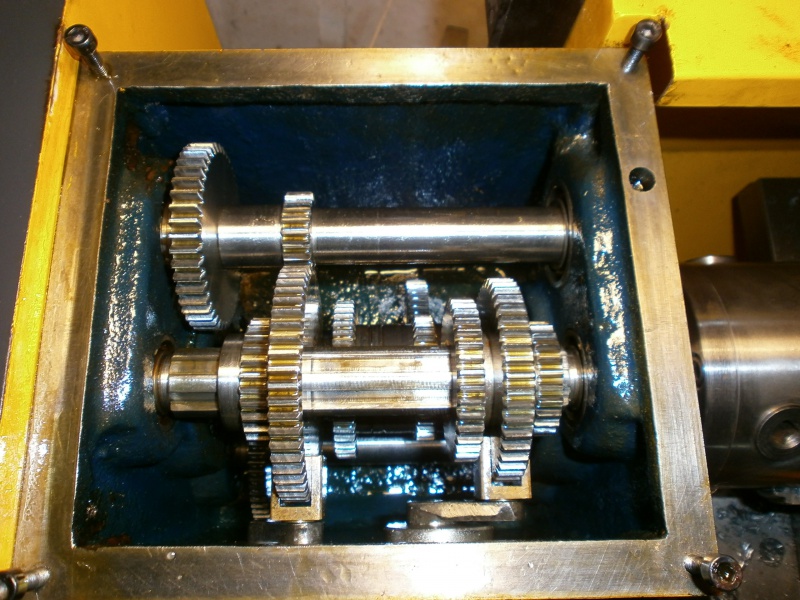
J'ai débuté par déballer les pignons, enlever la graisser d'origine et mettre de l'huile neuve.
Je les ai ranger dans un tupperware abimé que nous n'utilisons plus (j'ai du demander d'accord de Madame, sinon ...)

J'ai également fait subir le même traitement aux pignons qui étaient montées sur la machine.
Jeremy me corrigera si je me trompe, mais je crois bien qu'il avait laissé la graisse d'origine dessus.
J'ai ensuite voulu vidanger le boite.
Je n'ai pas trouvé de bouchon de vidange.
J'ai cherché un moyen de vider avec une bouteille, un tuyau (en faisant un siphon), mais l'huile é"tait trop visqueuse pour être vidée de cette façon.
Comme je n'ai pas de seringue de vidange, j'ai découpé plusieurs morceaux de chiffons et j'ai vider comme ça ...
Un peu la galère comme vous vous ne doutez !
Et une fois toute l'huile vidée, j'ai trouvé ... le bouchon de vidange !
Du coup, j'ai nettoyé les engrenages au pinceau nylon avec de l'essence mélangée avec un peu d'huile. et j'ai mit une cale pour laisser le tour incliné toute la nuit afin qu'il s'égoute.


Pour terminer, une petite question :
Je pense démonter le trainard pour nettoyage et huilage également, mais je ne sais pas comment m'y prendre, quelqu'un pourrait m'expliquer svp ?
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Le nettoyage / huilage
![]() Invité Sam 21 Sep 2013 - 21:40
Invité Sam 21 Sep 2013 - 21:40
Quand j'ai réceptionné mon tour, j'avais fait à l'époque un reportage sur le démontage (avant mise en service) de certain éléments
méme si ce n'est pas les mémes machines, certains éléments sont semblables
ça doit etre ici
tu pourras peut etre trouver inspiration et réponses aux questions que tu te pose
ça ne coute rien de regarder, c'est gratos et a été fait pour !
à + Lulu
Invité- Invité
Re: Arrivée du tour et premiers copeaux
![]() cantonnier Lun 23 Sep 2013 - 8:23
cantonnier Lun 23 Sep 2013 - 8:23
dh42 a écrit:Pour ta pièce, le fait de l'avoir démontée du tour fait qu'au remontage, pour le perçage du centre, tu ne sera plus concentrique ; il faudra donc aussi que tu reprenne l'usinage de la portée de poulie pour que ça tourne rond. (donc te serrer sur le petit Ø de la pièce, percer, aléser, puis mettre un petit coup de chariotage sur le grand Ø extérieur)
Oui, je sais, merci
Ma couroie est une couroie "à gorges" (des raignues dans le sens de la longueur). Il faudra donc faire ces rainures sur la poulie. Cependand, je n'ai ni l'outil ni les compétances pour faire de genre de travail. De plus, l'espacement de ces rainures est en pouce et pas en métrique ! C'est donc mon père qui va s'en charger. En devant réaliser ces rainures, il coupera quelques dizièmes sur le grand diamètre pour assurer la concentricité de celui-ci avec l'alésage pour l'arbre du moteur (qu'il réalisera en même temps)
C'est que je ne suis pas si mauvais que ça, si je suis déjà sur la même longueur d'onde que toi !
(je plaisante bien sur, je ne suis qu'un petit nouveau tout débutant)
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() cantonnier Lun 23 Sep 2013 - 10:41
cantonnier Lun 23 Sep 2013 - 10:41
Hier (dimanche) j'ai passé mon après-midi à nettoyer, huiler et remonter le trainard.
Je me suis inspiré les explications de Lulu.
Voici quelques photos et explications
J'ai commancé par démonter le chariot porte outil :


Puis le support orientable du chariot porte outil.

Ensuite j'ai démonté le chariot transversal

Afin d'accèder à l'arrière du trainard j'ai du déposer la tole arrière de la machine :

Pour sortir le trainard, j'ai du démonter le "palier" de la vis mère côté poupée mobile :

Voici le trainard sorti du banc :

Naturellement il y avait pas mal de "vieille" graisse et de "vieille" huile sur les coulisseaux, engrenages et autres :

Le démontage est maintenant terminé. Le nettoyage va maintenant commancer.
Pour nettoyer, même traitement que pour la boite de vitesse : de l'essence mélée à un peu d'huile (pour ne pas que ce soit trop sec) et un piceau en nylon pour barbouiller. J'ai également emprunté le compresseur du voisin afin de metter un petit coup de soufflette dans les racoins où je ne pouvais pas accèder.
J'ai commancé par nettoyer / dégraisser le banc (il n'était pas trop sale, parce que bien entretenu

Le tour fait "nu" sans le trainard ni la poupée mobile !
Voici une photo des pièces avant leur nettoyage :

Puis une fois le nettoyage terminé :

Il n'y a plus qu'a huiller et remonter
Vient ensuite le remontage : c'est bêtement l'inverse du démontage :
Remise en place du trainard :

Puis du "palier" de la vis mère côté poupée mobile et montage du chariot transversal :

Cependant, mauvaise surprise lorsque j'ai voulu remonter le support orientable du chariot porte outil : les vis M6 de bloquage sont fouarées !

Je me disais justement que du M6 ça me parraissait un peu faible, en voici la preuve.
Il m'a donc fallu passer en M8. J'ai de le chance, j'ai de la boulonnerie M8 Hexagonal Inox quasiment à volonté.
Mais il m'a fallu quand même adapter ces vis : aminsir la vis près de la tête et donner à la tête une forme lui permettant de rentrer dans le gorge circulaire dans laquelle elles doivent coulisser :
Il m'a donc fallu jouer de la lime et un peu du touret à meuler :

Puis percer le support orientable Ø8 :

Et j'ai enfin pu remonter le support orientable. J'en ai profité pour mettre une rondelle en inox et un écrou inos également (tant qu'a faire
 )
)

Enfin, la mise en place le chariot porte outil termine le remontage du trainard :

Il ne me reste plus qu'a revisser la tole arrière et mettre la poupée mobile pour que le montage suit terminé !
J'ai passé 1h15 pour le démontage, en prenant le temps de bien regarder qu'est ce qu'il fallait dévisser.
30 à 40 minutes pour refaire les vis
Et 1h pour l'huilage+remontage.
Ce qui fait que ça ne m'a prit que 3h !
Je pensais en avoir pour plus de temps que ça !
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() Strib Lun 23 Sep 2013 - 19:05
Strib Lun 23 Sep 2013 - 19:05
Pour les vis du chariot orientable, cela vient du fait que les copeaux s'accumulent entre la vis et l'écrou, et que si tu fais pas gaffe, à chaque réglage tu foire un tout petit peu plus le filetage car des copeaux s'incrustent entre les deux.
Ma solution : remplacer les écrous M6 d'origine par des écrous borgnes et mettre les vis à la bonne longueur.
J'ai peur qu'avec des vis M8 tu aies du mal à accéder à tes écrous avec la clé (ils sont proches du bâti)
Sinon, c'est bien un bon nettoyage de temps en temps
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Arrivée du tour et premiers copeaux
![]() felixxr Mar 24 Sep 2013 - 10:11
felixxr Mar 24 Sep 2013 - 10:11

felixxr- je prends du galon

- Messages : 87
Points : 222
Date d'inscription : 05/07/2012
Age : 49
Localisation : Lille
Re: Arrivée du tour et premiers copeaux
![]() cantonnier Mar 24 Sep 2013 - 13:52
cantonnier Mar 24 Sep 2013 - 13:52
Nan, ça va, c'est assez accessible. Bon naturellement une clé à oeil ne passe pas, mais pas de soucis avec une clé plateStrib a écrit:
J'ai peur qu'avec des vis M8 tu aies du mal à accéder à tes écrous avec la clé (ils sont proches du bâti)
Il semble bien que ces 2 machines soient très similaires. D'ailleurs sur le forum voisin, le fartools est regroupé dans le post unique des BV20/BV25.Strib a écrit:Ce fartools est la copie du BV20 ou BV25.
Tu as sans doutes raison, mais j'ai l'impression que le boulonnerie inox est plus résistante qu'en acier zingé.felixxr a écrit:Pas d'inox malheureux sur des vis qui sont amenées à être vissées et dévissées régulièrement. L'inox à la fâcheuse propriété d'être autogrippant. Donc si tu serres fort, tu n'est pas sur de pouvoir desserrer. Mieux vaux resté sur un écrou zingué, c'est moins beau mais c'est plus pérenne....
Au boulot, on utilise cette boulonnerie et on n'a jamais eu de problème de deserrage.
euhh ... en fait si : mais c'est quand on utilise ces boulons dans de l'alu : en s'oxydant l'alu grippe la vis inox
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() dh42 Mar 24 Sep 2013 - 15:24
dh42 Mar 24 Sep 2013 - 15:24
Sur les machines made in RPC, il faut changer toute la visserie (et tout resserer ; ils ne serrent pas fort), le pb ce n'est pas que les vis de 6 sont trop petites, c'est que c'est de l'acier de m**.
Remplace tout par du 8.8 pour ce qui ne se démonte pas souvent, et par de la 12.9 pour les vis comme celle de la base tournante.
Attention, si tu achète des vis à tête hexagonale en GSB, c'est du
Les hexagonales ne sont pas courantes en 12.9, tu trouvera surtout de la Chc
http://www.metiers-et-passions.com/is-bin/INTERSHOP.enfinity/WFS/MetP-France-Site/fr_FR/-/EUR/Navigation-Dispatch?Ns=p_Rang_SkuGroup|0||p_Rang|0&N=16038+25459+4292875975+4292827319&Nu=p_SkuGroup_ID
++
David
Dernière édition par dh42 le Mar 24 Sep 2013 - 15:37, édité 2 fois (Raison : correction qualité acier après vérif)
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Arrivée du tour et premiers copeaux
![]() cantonnier Mar 24 Sep 2013 - 16:01
cantonnier Mar 24 Sep 2013 - 16:01
Pour ma part, sur ma machine, à côté du moteur (bien caché derrière) il est marqué "made in CE" Mais ça n'empèche que mes vis M6 ont fouaréesSur les machines made in RPC, il faut changer toute la visserie
Sur les têtes de vis inox que j'ai utilisé, il est indiqué :A2 80 A U
D'après ce que j'ai pu lire sur ce site, ca semble correspondre à peu près à du 8.8.
Il est clair que des vis 12.9 sont très solides. J'ai la chance de pouvoir en avoir à prix abordables dans une bonne quincaillerie assez proche (ils vendent à l'unité !)
Si mes vis inox cassent ou si j'ai le moindre soucis avec, j'en changerai pour du 12.9 comme tu le recommande ;)j'en ai pris bonne note
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() ghg02 Mar 24 Sep 2013 - 17:00
ghg02 Mar 24 Sep 2013 - 17:00
ou se trouve et comment s'appelle ta quincaillerie stp, je suis Picard de l'oise et je bouge souvent dans l'Aisne
Merci
Guillaume

ghg02- très actif
- Messages : 250
Points : 585
Date d'inscription : 06/03/2011
Age : 41
Localisation : 60 Ribecourt Dreslincourt
Re: Arrivée du tour et premiers copeaux
![]() den's Mar 24 Sep 2013 - 21:04
den's Mar 24 Sep 2013 - 21:04
j'ai eu le même problème sur ces vis de 6mm de réglage de base, pour ma part, j'ai coupé la poire en deux, j'ai mis du 7mm..!!
çà permet de rester assez accessible...
bons copeaux!
den's
den's- complétement accro
- Messages : 792
Points : 1297
Date d'inscription : 01/05/2011
Age : 60
Localisation : béarn
Re: Arrivée du tour et premiers copeaux
![]() cantonnier Mer 25 Sep 2013 - 7:52
cantonnier Mer 25 Sep 2013 - 7:52
@ Ghg02 => C'est une quincaillerie sur Soissons. Je te donne leurs coordonnées par MP pour ne pas faire de pub sur le forum
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Arrivée du tour et premiers copeaux
![]() niaproun Mer 25 Sep 2013 - 8:41
niaproun Mer 25 Sep 2013 - 8:41
Avecantonnier a écrit:@ Den's => Ca peut être un compromis effectivement
@ Ghg02 => C'est une quincaillerie sur Soissons. Je te donne leurs coordonnées par MP pour ne pas faire de pub sur le forum
Je ne suis pas concerné, mais je trouve que lorsqu'on est satisfait il est souhaitable de le dire.
Il y a bien une rubrique les bons plans du net, alors pourquoi pas les bons plans physiques ?
Le forum n'est pas qu'une rubrique de pleureuses on l'on se plaindrait uniquement des mauvais coups (trop fréquents hélas).
Mécontent je le dis Satisfait je le dis aussi.
Le seul critère est de savoir si cela apporte réellement un plus aux autres. Si oui alors OK

niaproun- complétement accro
- Messages : 4694
Points : 8596
Date d'inscription : 15/01/2012
Age : 74
Localisation : région Lyon
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» choix du bon outil (tour à métaux) - premiers copeaux - plastique
» Conseil pour tour de débutant (un de plus...)
» Mon tour d'occasion
» Premiers copeaux