






Utilisation de G33 pour faire un filetage
3 participants
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 1

 Utilisation de G33 pour faire un filetage
Utilisation de G33 pour faire un filetage
![]() cantonnier Jeu 5 Sep 2013 - 15:12
cantonnier Jeu 5 Sep 2013 - 15:12
Bonjour à tous,
Comme j'aime beaucoup les machines-outils et l'usinage, je m’intéresse à la programmation de commande numérique, mais que je n'ai pas les moyens de m'acheter un tour à commandes numériques, je m'amuse donc à essayer d'apprendre à programmer ces machines grâce au logiciel CNCSimulator (en version gratuite).
J'arrive pour l'instant à changer d'outil, réaliser un perçage, un alésage, créer des épaulements et même des cônes.
Certes mes codes ne sont pas optimisés et je créé sans doutes 1 000 lignes alors qu'il ne serait peut être nécessaire de n'en faire que 10, mais j'arrive à ce que je veux ! lol!:
Par contre, je n'arrive pas à faire de filetage !
J'ai chargé le logiciel et "mit" dans le mandrin du tour un rond d'alu Ø25 longueur 60 (un peu plus de 45mm en dehors des mors). Mon objectif et de réaliser un filetage M20x1.5 sur 13mm de long.
Voici un bout de code que j'ai fait (une partie du code est générée automatiquement par le logiciel) :
Certes, je n'ai pas chargé d'outil de filetage (je n'en trouve pas dans le logiciel), mais je pense que même sans l'outil adéquate, la machine devrait faire au moins la coupe pour le filetage.
Quelqu'un pourrait m'expliquer ce qu'il manque ?
Autres questions :
Merci beaucoup d'avance pour vos explications
Comme j'aime beaucoup les machines-outils et l'usinage, je m’intéresse à la programmation de commande numérique, mais que je n'ai pas les moyens de m'acheter un tour à commandes numériques, je m'amuse donc à essayer d'apprendre à programmer ces machines grâce au logiciel CNCSimulator (en version gratuite).
J'arrive pour l'instant à changer d'outil, réaliser un perçage, un alésage, créer des épaulements et même des cônes.
Certes mes codes ne sont pas optimisés et je créé sans doutes 1 000 lignes alors qu'il ne serait peut être nécessaire de n'en faire que 10, mais j'arrive à ce que je veux ! lol!:
Par contre, je n'arrive pas à faire de filetage !
J'ai chargé le logiciel et "mit" dans le mandrin du tour un rond d'alu Ø25 longueur 60 (un peu plus de 45mm en dehors des mors). Mon objectif et de réaliser un filetage M20x1.5 sur 13mm de long.
Voici un bout de code que j'ai fait (une partie du code est générée automatiquement par le logiciel) :
- Code:
($Lathe)
($Millimeters)
($AddRegPart 2)
(essai)
%1
ET1 M6
M3 s2000
M8
G0 X26 Z45
G1 X0 Z45
G0 X0 Z46
G0 X22.5 Z46
G1 X22.5 Z30
G0 X23 Z30
G0 X23 Z46
G1 X20.5 Z45
G1 X20.5 Z30
G0 X21 Z30
G0 X21 Z46
G1 X20 Z45
G1 X20 Z30
G0 X21 Z30
G0 X21 Z46
M3 S500
G1 X20 Z45
G33 X19.873 Z32 K1.5 P0.92 S8 Q0 EB26 R1.5
M98 P1 L1 (Call sub program 1)
M30
(Sub program 1)
O1
(Enter your sub program CNC code here)
M17 (Return)
Certes, je n'ai pas chargé d'outil de filetage (je n'en trouve pas dans le logiciel), mais je pense que même sans l'outil adéquate, la machine devrait faire au moins la coupe pour le filetage.
Quelqu'un pourrait m'expliquer ce qu'il manque ?
Autres questions :
- Pour l'instant, je ne trouve la longueur dispo hors du mandrin que par tâtonnement, savez vous comment je peux faire pour la trouver de façon moins empirique ?
- Est-il possible de mettre en place la contrepointe ? si oui, comment ?
Merci beaucoup d'avance pour vos explications

cantonnier- posteur Régulier

- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)

Re: Utilisation de G33 pour faire un filetage
![]() dh42 Jeu 5 Sep 2013 - 22:00
dh42 Jeu 5 Sep 2013 - 22:00
salut,
Est tu sur qu'il connais le G33 ?
Sur Mach3 par exemple, c'est G76 ... et je ne suis pas parvenu à le faire fonctionner (le G33 est inconnu sur mach3, je crois que c'est sur EMC²)
(le G33 est inconnu sur mach3, je crois que c'est sur EMC²)
++
David
Est tu sur qu'il connais le G33 ?
Sur Mach3 par exemple, c'est G76 ... et je ne suis pas parvenu à le faire fonctionner
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Utilisation de G33 pour faire un filetage
![]() oudini Jeu 5 Sep 2013 - 22:30
oudini Jeu 5 Sep 2013 - 22:30
Bonsoir,
pour de sombres problèmes de marque EMC² n'existe plus, il s'appelle désormais LinuxCNC.
Sous LinuxCNC, tu peux trouver la doc des commandes de mouvements avec broche synchronisée G33 et G33.1 ici:
http://www.linuxcnc.org/docs/2.5/html/gcode/gcode_fr.html#sec:G33-Broche-synchronisee
Pour le filetage, il existe un cycle préprogrammé G76, la doc est ici:
http://www.linuxcnc.org/docs/2.5/html/gcode/gcode_fr.html#sec:G76-Filetage
Voici une vidéo d'un filetage interne fait sur mon petit tour converti en CNC (fait sous EMC2 avant qu'il ne change de nom):
et le pendant externe:
pour de sombres problèmes de marque EMC² n'existe plus, il s'appelle désormais LinuxCNC.
Sous LinuxCNC, tu peux trouver la doc des commandes de mouvements avec broche synchronisée G33 et G33.1 ici:
http://www.linuxcnc.org/docs/2.5/html/gcode/gcode_fr.html#sec:G33-Broche-synchronisee
Pour le filetage, il existe un cycle préprogrammé G76, la doc est ici:
http://www.linuxcnc.org/docs/2.5/html/gcode/gcode_fr.html#sec:G76-Filetage
Voici une vidéo d'un filetage interne fait sur mon petit tour converti en CNC (fait sous EMC2 avant qu'il ne change de nom):
et le pendant externe:

oudini- posteur Régulier
- Messages : 126
Points : 283
Date d'inscription : 06/07/2013
Age : 77
Localisation : Menetou Salon
Re: Utilisation de G33 pour faire un filetage
![]() cantonnier Ven 6 Sep 2013 - 16:17
cantonnier Ven 6 Sep 2013 - 16:17
Bonjour,
Merci de vous intéresser à ma question.
G76 semble fonctionner dans CNCSimulator
Cependant, je dois mal programmer mon bloc : le logiciel me sort une erreur (en rouge en plus ): Possible damage ! Fast traverse into workpiece
): Possible damage ! Fast traverse into workpiece
Voici mon bloc :
Heureusement que je ne m'amuse que sur simulateur ! j'aurais déjà un sacré tas de plaquette de cassées si se serait avec une vraie machine
Vous sauriez m'expliquer où est mon erreur ?
Merci de vous intéresser à ma question.
G76 semble fonctionner dans CNCSimulator
Cependant, je dois mal programmer mon bloc : le logiciel me sort une erreur (en rouge en plus
): Possible damage ! Fast traverse into workpieceVoici mon bloc :
- Code:
G76 P1.5 Z30 I20 J0.2 K0.1 R1.0 Q30 H0 E0.1
Heureusement que je ne m'amuse que sur simulateur ! j'aurais déjà un sacré tas de plaquette de cassées si se serait avec une vraie machine Vous sauriez m'expliquer où est mon erreur ?
Dernière édition par cantonnier le Ven 6 Sep 2013 - 16:18, édité 2 fois (Raison : erreur de frappe :))
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Utilisation de G33 pour faire un filetage
![]() oudini Ven 6 Sep 2013 - 21:25
oudini Ven 6 Sep 2013 - 21:25
Quelques points à vérifier bien qu'un bloc nu comme ça ne signifie pas grand chose, il faudrait connaitre le contexte.
Ton Z est positif, ne doit-il pas être négatif ?
Le mode diamètre (G7) ou rayon (G8) est-il cohérent ?
I positif correspond à un filetage interne, c'est ce que tu veux ?
Ton Z est positif, ne doit-il pas être négatif ?
Le mode diamètre (G7) ou rayon (G8) est-il cohérent ?
I positif correspond à un filetage interne, c'est ce que tu veux ?
oudini- posteur Régulier
- Messages : 126
Points : 283
Date d'inscription : 06/07/2013
Age : 77
Localisation : Menetou Salon
Re: Utilisation de G33 pour faire un filetage
![]() dh42 Ven 6 Sep 2013 - 22:09
dh42 Ven 6 Sep 2013 - 22:09
Salut,
Houla, je pense qu'il te faut bien vérifier la doc des commandes reconnus et leurs paramètres, car pour moi, sur Mach3 il semble que les significations soient différentes donc méfiance !!
Le paramètre "I" par exemple correspond à l'angle de pénétration de l'outil (0 pénétration à 90°, 29.5° pour un usinage sur un seul flanc à la fois pour filets à 60°)
Il va te falloir choisir entre apprendre le Gcode FANUC (Mach3) ou celui de LinuxCNC ...
Un document intéressant que je viens de trouver
http://www.micro-machine-shop.com/Mach3%20Threading.pdf
++
David
Houla, je pense qu'il te faut bien vérifier la doc des commandes reconnus et leurs paramètres, car pour moi, sur Mach3 il semble que les significations soient différentes donc méfiance !!
Le paramètre "I" par exemple correspond à l'angle de pénétration de l'outil (0 pénétration à 90°, 29.5° pour un usinage sur un seul flanc à la fois pour filets à 60°)
Il va te falloir choisir entre apprendre le Gcode FANUC (Mach3) ou celui de LinuxCNC ...
Un document intéressant que je viens de trouver
http://www.micro-machine-shop.com/Mach3%20Threading.pdf
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Utilisation de G33 pour faire un filetage
![]() dh42 Sam 7 Sep 2013 - 0:00
dh42 Sam 7 Sep 2013 - 0:00
Salut
Voici un dessin que je viens de faire pour le filetage sous Mach3 avec le G76

Exemple:
- filetage M20 (R, paramètre optionnel, il est calculé en fonction du pas et du Ø final)
- pas de 1.00 (P) sur 15 mm de long (Z) et démarrant à Z = +10 (K optionnel), pas de chanfrein (L)
1iere passe de 0.5mm (H), dernière de 0.02mm (B), passe mini 0.05mm (J)
dégagement de l'outil en X (au rayon) = +12 (C)
pas de conicité (T), pénétration à 29° (I)
Voici le Gcode qui correspond sur Mach3
G76 X18.38 Z15 Q2 P1 J0.05 L0 H0.5 I29 C12 B0.02 T0
Mach3 travaille avec les valeurs de X exprimées au rayon, sauf pour les valeurs des paramètres X et R du G76 (Ø à fond de filet et Ø à la crête des filets)
Voila, je n'ai jamais fait de filetage au tour numérique (je n'en ai pas), et la simu de Mach3 ne semble pas fonctionner en filetage, bien que les parcours d'outils soient visibles et semblent OK ... à voir si ça fonctionne sur ton simulateur ...
...
++
David
Voici un dessin que je viens de faire pour le filetage sous Mach3 avec le G76
Exemple:
- filetage M20 (R, paramètre optionnel, il est calculé en fonction du pas et du Ø final)
- pas de 1.00 (P) sur 15 mm de long (Z) et démarrant à Z = +10 (K optionnel), pas de chanfrein (L)
1iere passe de 0.5mm (H), dernière de 0.02mm (B), passe mini 0.05mm (J)
dégagement de l'outil en X (au rayon) = +12 (C)
pas de conicité (T), pénétration à 29° (I)
Voici le Gcode qui correspond sur Mach3
G76 X18.38 Z15 Q2 P1 J0.05 L0 H0.5 I29 C12 B0.02 T0
Mach3 travaille avec les valeurs de X exprimées au rayon, sauf pour les valeurs des paramètres X et R du G76 (Ø à fond de filet et Ø à la crête des filets)
Voila, je n'ai jamais fait de filetage au tour numérique (je n'en ai pas), et la simu de Mach3 ne semble pas fonctionner en filetage, bien que les parcours d'outils soient visibles et semblent OK ... à voir si ça fonctionne sur ton simulateur
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Utilisation de G33 pour faire un filetage
![]() dh42 Sam 7 Sep 2013 - 1:25
dh42 Sam 7 Sep 2013 - 1:25
c'est encore moi 
J'ai installé CNc Simulator V 1.106 ....
Bon, et bien ne cherche pas, il ne sait pas encore simuler un filetage.
Le G76 ne fonctionne que pour le perçage/alésage.
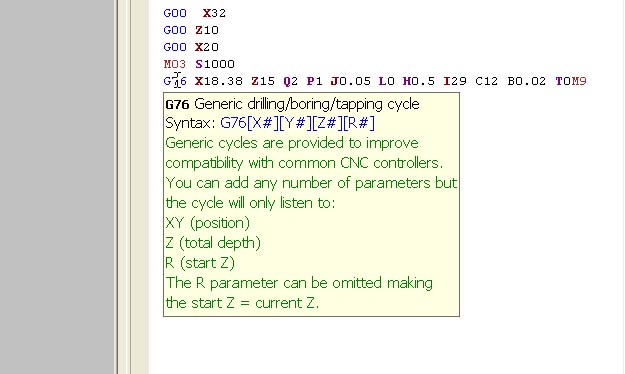
Tu peux voir la syntaxe d'une instruction G ou M en mettant le curseur de la souris sur le code G .
Comme tu peux le voir sur l'image, le G76 et ses dérivés (pour compatibilité avec d'autres post pro) ne gère pas les multiples paramètres du filetage.
Sinon, elle a l'air sympa cette nouvelle version ça fait un moment que je ne l'avais pas ré-essayé, à chaque fois je me prends la tête avec ce fichu Petrol Key
++
David
J'ai installé CNc Simulator V 1.106 ....
Bon, et bien ne cherche pas, il ne sait pas encore simuler un filetage.
Le G76 ne fonctionne que pour le perçage/alésage.
Tu peux voir la syntaxe d'une instruction G ou M en mettant le curseur de la souris sur le code G .
Comme tu peux le voir sur l'image, le G76 et ses dérivés (pour compatibilité avec d'autres post pro) ne gère pas les multiples paramètres du filetage.
Sinon, elle a l'air sympa cette nouvelle version
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Utilisation de G33 pour faire un filetage
![]() dh42 Sam 7 Sep 2013 - 3:26
dh42 Sam 7 Sep 2013 - 3:26
et re moi !!
Si la dernière version de Cnc simulator ne fait pas encore les filetages, par contre l'ancienne (V 4.53f) le fait via un G83


Sur mon essai, c'est du M20 au pas de 2.5
++
David
Si la dernière version de Cnc simulator ne fait pas encore les filetages, par contre l'ancienne (V 4.53f) le fait via un G83
Sur mon essai, c'est du M20 au pas de 2.5
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Utilisation de G33 pour faire un filetage
![]() cantonnier Sam 14 Sep 2013 - 20:35
cantonnier Sam 14 Sep 2013 - 20:35
Merci beaucoup pour ces infos !
J'ai eu beau cherche, je ne trouve pas CNCSimulator V4.53 :'(
J'ai eu beau cherche, je ne trouve pas CNCSimulator V4.53 :'(
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Utilisation de G33 pour faire un filetage
![]() dh42 Sam 14 Sep 2013 - 20:52
dh42 Sam 14 Sep 2013 - 20:52
Salut,cantonnier a écrit:Merci beaucoup pour ces infos !
J'ai eu beau cherche, je ne trouve pas CNCSimulator V4.53 :'(
effectivement il n'est plus sur leur site.
http://dl.free.fr/ntvg62u2s
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Utilisation de G33 pour faire un filetage
![]() cantonnier Sam 14 Sep 2013 - 22:11
cantonnier Sam 14 Sep 2013 - 22:11
Impec merci !
C'est un peu déroutant, j'étais habitué à l'autre version, j'ai du mal à me mettre dans celle-ci lol
C'est un peu déroutant, j'étais habitué à l'autre version, j'ai du mal à me mettre dans celle-ci lol
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Utilisation de G33 pour faire un filetage
![]() cantonnier Dim 15 Sep 2013 - 16:28
cantonnier Dim 15 Sep 2013 - 16:28
Ca y est, c'est cool, je suis enfin arrivé à faire mon filetage M20 !
Par contre, ça m'étonne, le logiciel ne fait qu'une passe ? je pensais qu'avec S8 il allait y avoir 8 passes, mais apparemment non.
@dh42=> Ca te fait pareil avec ce block ? G83 X19.873 Z32 K1.5 P0.92 S8 Q0 EB26 R1.5
Par contre, ça m'étonne, le logiciel ne fait qu'une passe ? je pensais qu'avec S8 il allait y avoir 8 passes, mais apparemment non.
@dh42=> Ca te fait pareil avec ce block ? G83 X19.873 Z32 K1.5 P0.92 S8 Q0 EB26 R1.5
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Utilisation de G33 pour faire un filetage
![]() dh42 Dim 15 Sep 2013 - 18:09
dh42 Dim 15 Sep 2013 - 18:09
Salut,
Regarde la doc ;)le G83 ne gère pas tout ces paramètres, tes paramètres K P S Q et EB sont inconnus ;)seuls X Z R L D et H sont acceptés, et c'est D pour définir la profondeur par passe (depth per cut) et non pas le nb de passes.
Il faut te fier à la liste des Gcode dispo pour ce soft (et à ses paramètres spécifiques), ce n'est pas interchangeable d'un simulateur (ou d'un contrôleur) à l'autre ; c'est pour ça qu'il y a un post processeur dans une FAO, pour "traduire" le Gcode en fonction du contrôleur qui sera utilisé.
Tu ne doit pas utiliser la syntaxe ISO, mais bel est bien celle reconnue par CNC simulator
++
David
Regarde la doc ;)le G83 ne gère pas tout ces paramètres, tes paramètres K P S Q et EB sont inconnus ;)seuls X Z R L D et H sont acceptés, et c'est D pour définir la profondeur par passe (depth per cut) et non pas le nb de passes.
Il faut te fier à la liste des Gcode dispo pour ce soft (et à ses paramètres spécifiques), ce n'est pas interchangeable d'un simulateur (ou d'un contrôleur) à l'autre ; c'est pour ça qu'il y a un post processeur dans une FAO, pour "traduire" le Gcode en fonction du contrôleur qui sera utilisé.
Tu ne doit pas utiliser la syntaxe ISO, mais bel est bien celle reconnue par CNC simulator
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Utilisation de G33 pour faire un filetage
![]() cantonnier Dim 15 Sep 2013 - 19:04
cantonnier Dim 15 Sep 2013 - 19:04
OK Merci
Comme dis, je suis autodidacte en commande numérique, et je galère un peu pour faire des trucs un peu plus évolués que du simple chariotage.
J'at tendance à prendre un peu des infos partout dans des docs sur le net. Si bien qu'a la fin ça fait une soupe terrible, et j'ai rien qui marche comme je veux !
Je vais donc m'attacher à essayer de suivre les instructions du logiciel. Bien qu'ayant des notions d'anglais, je crois que google traduction va pas mal m'aider !
En tout cas, encore merci de ton aide !
Comme dis, je suis autodidacte en commande numérique, et je galère un peu pour faire des trucs un peu plus évolués que du simple chariotage.
J'at tendance à prendre un peu des infos partout dans des docs sur le net. Si bien qu'a la fin ça fait une soupe terrible, et j'ai rien qui marche comme je veux !
Je vais donc m'attacher à essayer de suivre les instructions du logiciel. Bien qu'ayant des notions d'anglais, je crois que google traduction va pas mal m'aider !
En tout cas, encore merci de ton aide !
cantonnier- posteur Régulier
- Messages : 167
Points : 389
Date d'inscription : 25/08/2013
Age : 41
Localisation : Picardie - Aisne (02)
Re: Utilisation de G33 pour faire un filetage
![]() dh42 Dim 15 Sep 2013 - 19:48
dh42 Dim 15 Sep 2013 - 19:48
Salut,
Je découvre les instructions de tournage en même temps que toi, habituellement je ne fais pratiquement que du Gcode de fraisage, et très rarement "à la main".
Pour le tournage, je n'en fais que pour tester Cambam, et donc pas à la main non plus ..
On peux espérer qu'ils ajouterons rapidement les fonctions de filetage sur la dernière version de CNC sim, c'est quand même une opération incontournable en tournage.
++
David
De rienEn tout cas, encore merci de ton aide !
Je découvre les instructions de tournage en même temps que toi, habituellement je ne fais pratiquement que du Gcode de fraisage, et très rarement "à la main".
Pour le tournage, je n'en fais que pour tester Cambam, et donc pas à la main non plus ..
On peux espérer qu'ils ajouterons rapidement les fonctions de filetage sur la dernière version de CNC sim, c'est quand même une opération incontournable en tournage.
Oui, c'est pas simple de s'y retrouver, mais pour la syntaxe exacte, seule la doc du soft que tu utilise est fiable, même si le principe général de fonctionnement reste le même.J'at tendance à prendre un peu des infos partout dans des docs sur le net. Si bien qu'a la fin ça fait une soupe terrible
Si tu a besoin que je te traduise quelque chose, n'hésite pas ... enfin, pas si ça fait 100 pages hein !!Bien qu'ayant des notions d'anglais, je crois que google traduction va pas mal m'aider !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» pbm avec engrenages pour faire un filetage
» faire un filetage
» Faire un filetage 1/4 BSP au tour
» Utilisation de vis a penture pour des équerre murale pour étagère ?
» Des idées pour faire un guide parallèle pour ma scie sur table FOX
» faire un filetage
» Faire un filetage 1/4 BSP au tour
» Utilisation de vis a penture pour des équerre murale pour étagère ?
» Des idées pour faire un guide parallèle pour ma scie sur table FOX
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum