






CNC V.2 Chassis bêton de F6FCO - 1
Page 1 sur 40 • 1, 2, 3 ... 20 ... 40 

 Re: CNC V.2 Chassis bêton de F6FCO - 1
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Totem Sam 24 Aoû 2013 - 13:13
Totem Sam 24 Aoû 2013 - 13:13
En effet, on n'a pas la même définition de X et Y
D'ailleurs c'est logique, en fraisage on est toujours face au Y...
Bref, autant pour moi.
Donc revenons-en à notre machine, c'est à ça que je pensais:
Un petit dessin vaut mieux qu'un long discours, dit-on! Bon, tu m'excuseras si ce n'est pas fait sous sketchup

++
Lio
Dernière édition par Totem le Sam 24 Aoû 2013 - 15:55, édité 1 fois
Totem- complétement accro

- Messages : 4033
Date d'inscription : 23/12/2011

Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Invité Sam 24 Aoû 2013 - 13:26
Invité Sam 24 Aoû 2013 - 13:26
La technique de la perceuse à percussion fonctionne, mais à tendance à provoquer une séparation des granulats. Les gravillons tombent au fond, le sable reste au milieu et tu n'as pratiquement plus que de la laitance sur le dessus. C'est dû au sens des vibrations.
Sur une perceuse, elles sont dans l'axe de l'outil, alors que sur une aiguille vibrante, elles sont perpendiculaires (et en plus, rotatives).
Quant au tracteur, ça ne vibre pas, ça se contente de secouer.

Invité- Invité
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Sam 24 Aoû 2013 - 13:39
F6FCO Sam 24 Aoû 2013 - 13:39
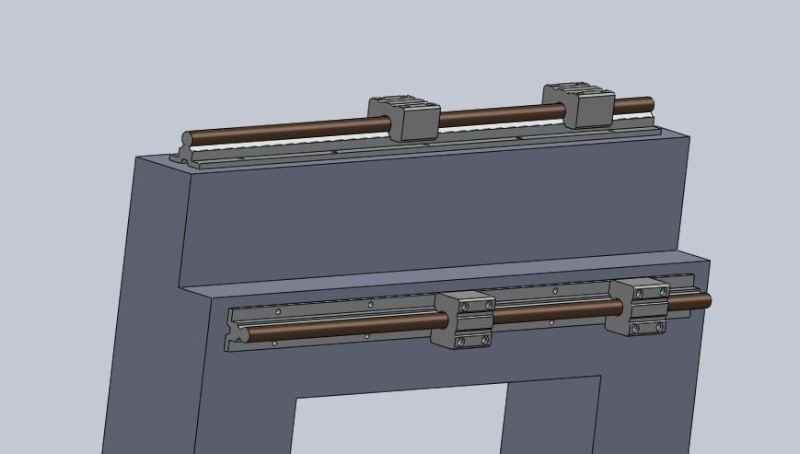
Je n'arrive pas à voir ton dessin mais j'ai compris l'idée. Au départ le rail du bas était tourné à 90° (çà me plaisait mieux aussi et çà me simplifiait bien le coffrage) mais j'ai du le mettre horizontal pour pouvoir couler la résine, sinon comment faire ? A part démonter le portique et le coucher lors de la coulée... mais çà devient lourd comme manutention.
Bon, alors ce sera donc location d'aiguille vibrante. vu l'ampleur du projet autant faire les choses correctement.
L'ironie c'est qu'au départ je comptais faire une fraiseuse low-cost avec de la récup. Et puis on se laisse prendre au jeu

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Totem Sam 24 Aoû 2013 - 15:58
Totem Sam 24 Aoû 2013 - 15:58
Parce que sans vouloir jouer l'oiseau de malheur, c'est quand même dommage de les mettre comme ça sur une si grosse machine, ces rails ne sont vraiment pas rigides... Sur la mienne je le sens bien!
++
Lio
P.S: normalement maintenant tu arrives à voir l'image...

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Sam 24 Aoû 2013 - 19:20
F6FCO Sam 24 Aoû 2013 - 19:20
Merci pour l'idée géniale Totem, je vais faire la modif. Le rail supérieur horizontal et celui de dessous vertical qui servira de reférence. Ca fait pas mal de boulot pour remanier tout çà mais çà me plait bien, je commencais à m'ennuyer sur mon étude.
C'est sur que çà ne peut qu'améliorer la rigidité par rapport aux poussées du Y.
Et de mon coté je me félicite de n'avoir pas encore attaqué le coffrage, j'aurai l'air fin maintenant...
De plus je suis persuadé qu'il y a encore plein d'améliorations à apporter.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Totem Sam 24 Aoû 2013 - 22:25
Totem Sam 24 Aoû 2013 - 22:25
Oui, il y en a toujours, des choses à mieux faire... Sur la mienne, aussi... Mais attention! Quand on essaie de trop perfectionner, au final, on ne fait rien du tout... en tout cas c'est valable pour moi, vous je ne sais pas!
Dernier exemple en date, il y a deux ans j'avais commencé à concevoir une scie à format pour le bois, très simpliste... Eh bien à force de me creuser la tête, j'ai imaginé des petites améliorations, l'une après l'autre, et au final je me retrouve avec un projet tellement gros que je n'ai même pas le temps de le faire... Maintenant, si je veux une scie à format sans attendre encore deux ans de plus, je n'ai plus qu'a recommencer de zéro
Bref, fin du hors-sujet... Pour en revenir à ta machine, dans l'ensemble ça ne me paraît pas si mal... Il y a encore un autre truc qui ne me plaît pas trop, c'est la table ISEL en profilé alu: ça te reviendrais moins cher de prendre un bon vieux morceau de ferraille, d'usiner toi-même à la CN des rainures dedans, ce sera tellement plus rigide (le profilé alu sur une machine aussi lourde, dommage!) et tellement plus simple (pas besoin d'aligner les rainures de ta table aux rails, si tu les usines directement sur la machine elles seront d'office alignées parfaitement...)
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Sam 24 Aoû 2013 - 23:12
F6FCO Sam 24 Aoû 2013 - 23:12
Mais est-ce que cette CNC sera au final capable d'usiner une plaque de ferraille ? c'est l'inconnu. Surtout quand on sait comment faire des rainures en T, d'abord une rainure droite et ensuite on taille l'intérieur avec une fraise en T. Et là, la fraise en T çà lui tire sur la bouche !!!
En plus ce genre d'outil si on veut de la qualité capable d'usiner l'acier ça coute un oeil ! J'en possède une que j'ai achetée chez Otelo à un prix normal mais elle n'est capable d'usiner que les plastiques et métaux légers.
Ou alors utiliser une plaque l'alu et l'usiner avec ma fraise, mais encore là est-ce qu'une plaque de 500x375 serait moins chère que la table ISEL de mêmes dimensions ? Ceci dit elle sera certainement plus rigide que la table qui a des rainures recto/verso.
EDIT: L'idée est séduisante alors je viens d'aller faire un tour chez Blockenstock. Pour de l'alu de 20 (même épaisseur que la table) ça reviendrait moins cher mais il n'ont pas la bonne largeur, soit 300x500, soit 500x500 et là ça fait mal.
La CNC est optimisée pour une course de 375x500. Ce serait du gaspillage de réduire vu que je possède déjà la VAB et les rails de la bonne longueur.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Dim 25 Aoû 2013 - 0:33
dh42 Dim 25 Aoû 2013 - 0:33
Un beau projet que je vais suivre avec plaisir
Un truc auquel tu a déjà surement pensé ; un jour tu aura probablement envie d'exploiter toute les possibilités d'un tel châssis et de passer aux guidages INA ; pense à prévoir des fixations compatibles avec ce type de guidage en plus de celles des guides ronds.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25657
Points : 38366
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Totem Dim 25 Aoû 2013 - 9:39
Totem Dim 25 Aoû 2013 - 9:39
Pas bête ce que dit David, je n'y avais pas pensé non plus... Mais ça complique pas mal les choses!
Pour la table, vu la structure que tu prévois, tu peux largement rainurer une table en acier/fonte, il faudra juste... ne pas être pressé!
Bien entendu l'alu peut aussi faire l'affaire, mais... c'est plus cher! et moins rigide///
En acier standard, bon, bien sûr, tu en trouves sur le net, mais... 4.00€/kg
Par contre, si tu vas chez n'importe quel métallier (enfin un qui fait déjà du lourd, pour qu'il ait du 20 couramment) il pourra te couper un bout de tôle pour la moitié du prix sans problème... Voire moins!
Autrement, les ferrailleurs, mais faut de la patience pour trouver le bon bout...
Pour la fonte par contre, je ne sais pas où l'on peut trouver un si gros morceau.
Autre solution, faire une table à rainures reconstituée (une plaque sur laquelle tu visse des étirés, et par dessus des plats plus larges que les étirés) puis la rectifier à la fraise, c'est moins cher... il te suffit dans ce cas de prendre de la tôle de 10... l'étiré c'est facile d'en avoir, tu vas dans n'importe quelle métallerie, si le gars est sympa il t'en coupe un bout!
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Dim 25 Aoû 2013 - 11:47
F6FCO Dim 25 Aoû 2013 - 11:47
Quelle bonne idée d'être venu sur ce forum, moi qui croyais mon étude terminée je suis en train de tout révolutionner et ce n'est pas pour me déplaire, grand fou que je suis
J'habite en pleine campagne Aveyronnaise pas mal loin de toutes les grandes villes (Montpelliers 150km, Toulouse 200km, Clermont Ferrand 200km) et dans le coin on a plus de brebis que de métalliers. Faudrait que j'aille faire un tour à Toulouse, il parait qu'il y en a un de bien. Je vais voir çà demain si je peux le joindre par tel, histoire de prendre la température et de savoir ce qu'il a en stock. Tant que çà revient moins cher que la table ISEL je marche.
Une autre piste peut-être: une plaque d'alu plus mince, disons 20mm montée solidement sur un socle en béton armé. Le béton c'est pas cher et on fait ce qu'on veux (veux, veut ??
 ) avec. Comme je n'ai encore jamais vu çà ailleurs je ne sais pas si c'est une bonne idée.
) avec. Comme je n'ai encore jamais vu çà ailleurs je ne sais pas si c'est une bonne idée.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Dim 25 Aoû 2013 - 19:13
dh42 Dim 25 Aoû 2013 - 19:13
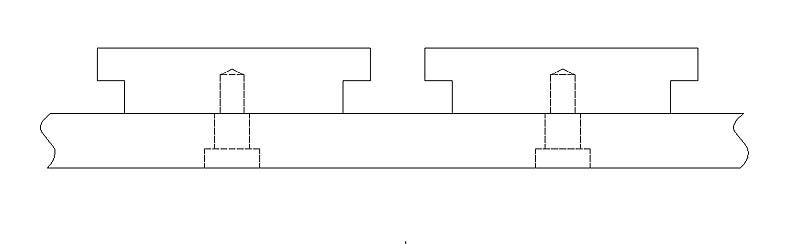
Un petit dessin pour la table.
Etiré de 50 x 12 / 50 x 10 pour les pièces du dessus, ce qui permet de faire de simples "feuillures" au lieu de rainures en T, plus facile ..
De plus en cas de dégâts, tu peux remplacer la partie endommagée.
Une fois monté il ne reste plus qu'a faire une finition de la partie verticale supérieure des rainures pour rattraper les erreurs de montage, faire un petit chanfrein et bien sur, surfacer la table.
Après, effectivement, il faut le trouver, et sur le net, chez les vendeurs de chutes, il n'y a jamais la taille dont tu a besoin au moment ou tu en a besoin
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25657
Points : 38366
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Dim 25 Aoû 2013 - 20:47
F6FCO Dim 25 Aoû 2013 - 20:47
J'ai un peu regardé sur les pages jaunes et il y a une foultitude de récupérateurs/revendeurs de métaux sur Toulouse. Je vais prospecter, ça vaut certainement le coup de faire le voyage.
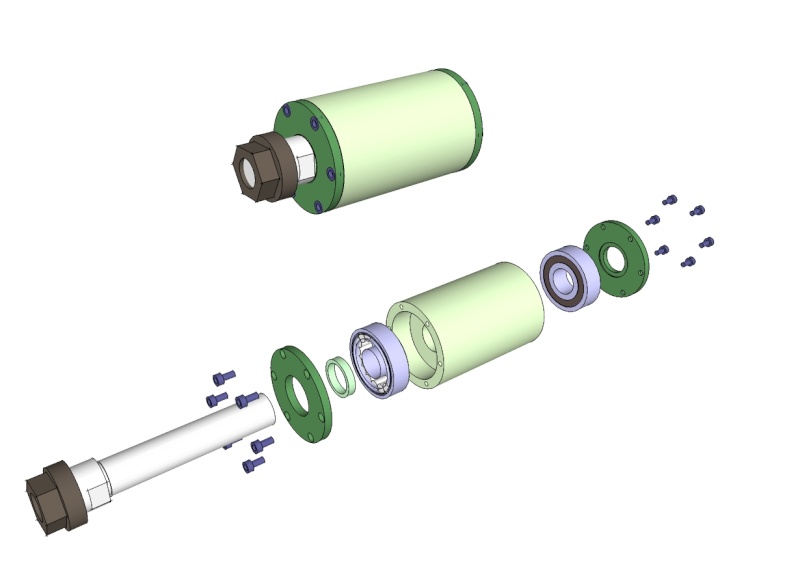
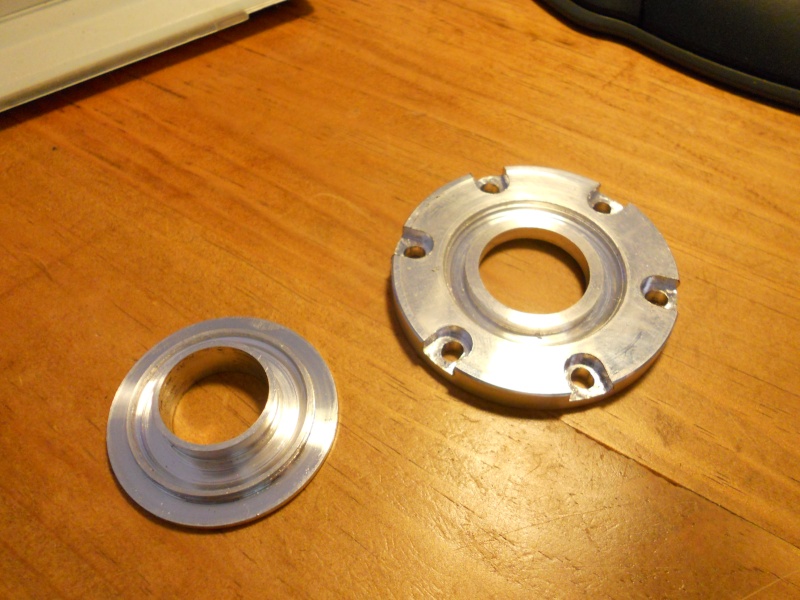
Je travaille dur en ce moment sur la refonte de l'axe X et en attendant je vous livre quelques photos de la construction de ma tête de broche. J'en ai expliqué la fabrication en détail sur le forum Usinage.com.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -




F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -


F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Dim 25 Aoû 2013 - 20:55
F6FCO Dim 25 Aoû 2013 - 20:55

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Totem Dim 25 Aoû 2013 - 21:06
Totem Dim 25 Aoû 2013 - 21:06
Si toute la machine est dans cet esprit, ça promet...
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Dim 25 Aoû 2013 - 21:23
dh42 Dim 25 Aoû 2013 - 21:23
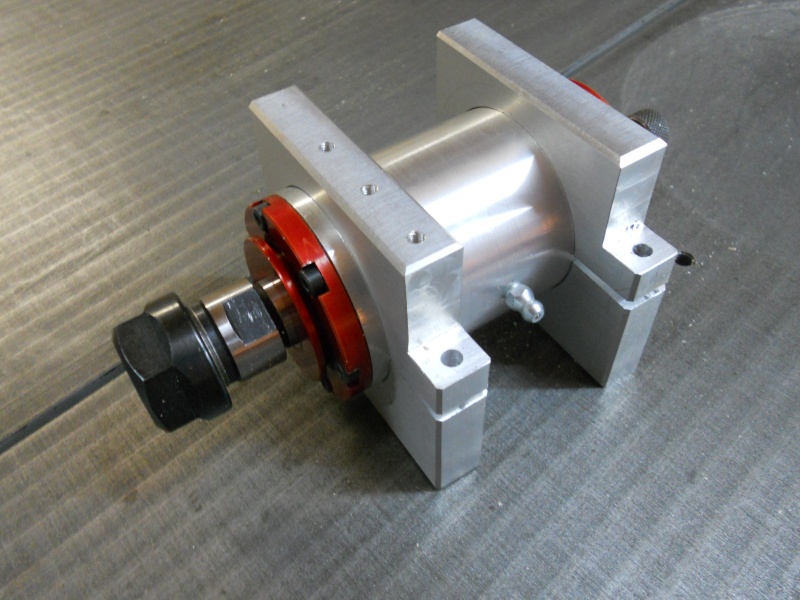
Cool la broche
Même si tu lubrifie les roulements à la graisse, elle risque de couler en chauffant.
L'arbre de broche est fait maison aussi ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25657
Points : 38366
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Lun 26 Aoû 2013 - 0:32
F6FCO Lun 26 Aoû 2013 - 0:32
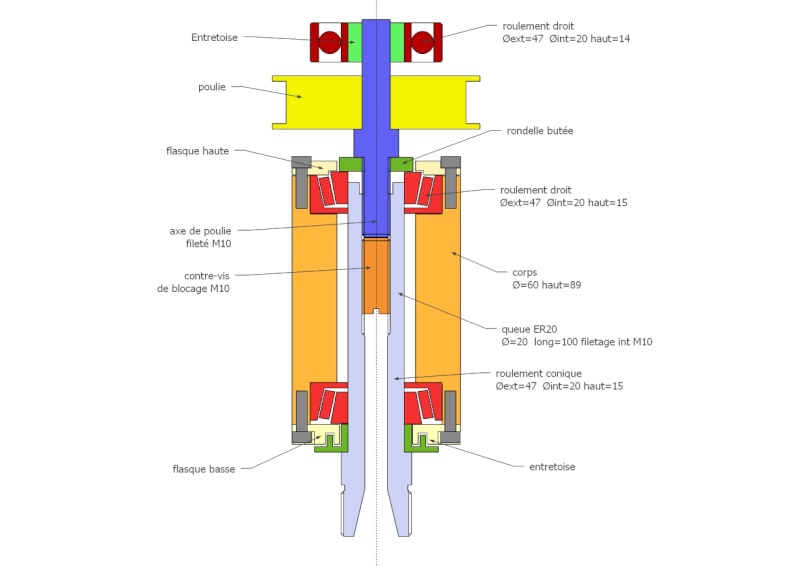
La pince ER20 est chinoise. Sa queue fait 20mm de diamètre et est cylindrique.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
bien tes infos sur ta futur machine.
![]() jeramenemafraise Lun 26 Aoû 2013 - 12:27
jeramenemafraise Lun 26 Aoû 2013 - 12:27
bonne journée.
Yves.

jeramenemafraise- petit nouveau

- Messages : 6
Points : 10
Date d'inscription : 09/01/2013
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Lun 26 Aoû 2013 - 14:45
F6FCO Lun 26 Aoû 2013 - 14:45
J'ai trouvé des pistes sur Toulouse pour le brut de ma table, mais avant de faire l'aller/retour j'attends d'avoir terminé la refonte de mon X, comme çà je chercherai également les plaques.
Après réflexion je trouve que c'est une bonne chose de remplacer la table ISEL par une plaque, çà aurait été le maillon faible du montage.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Lun 26 Aoû 2013 - 15:31
dh42 Lun 26 Aoû 2013 - 15:31
Sur ton dessin de la broche (coupe), à quoi sert le 3ieme roulement en haut ? (roulement à billes)
Avec un bâti de ce calibre, tu devrais pouvoir faire plus que de l'alu ; la limite va être donnée par les guidages à mon avis mais pour de l'alu ça devrait le faire sans problème.Solide je l'espère, si au final elle est capable d'usiner de l'alu je serai content
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25657
Points : 38366
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Lun 26 Aoû 2013 - 20:01
F6FCO Lun 26 Aoû 2013 - 20:01
Petite erreur dans le dessin, le roulement haut de la broche est bien un conique tel que dessiné alors que je l'ai marqué droit. A force de faire des modifs...
Pour la capacité de la machine, j'espère bien qu'elle fera l'alu mais je suis superstitieux et je n'ose pas chanter victoire trop tôt, c'est ma première grosse.
Pour la différence de prix je regrette un peu de ne pas avoir pris des SBR30. Les IGUS et autres marques pro étaient trop onéreux pour ma bourse.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 27 Aoû 2013 - 23:18
F6FCO Mar 27 Aoû 2013 - 23:18

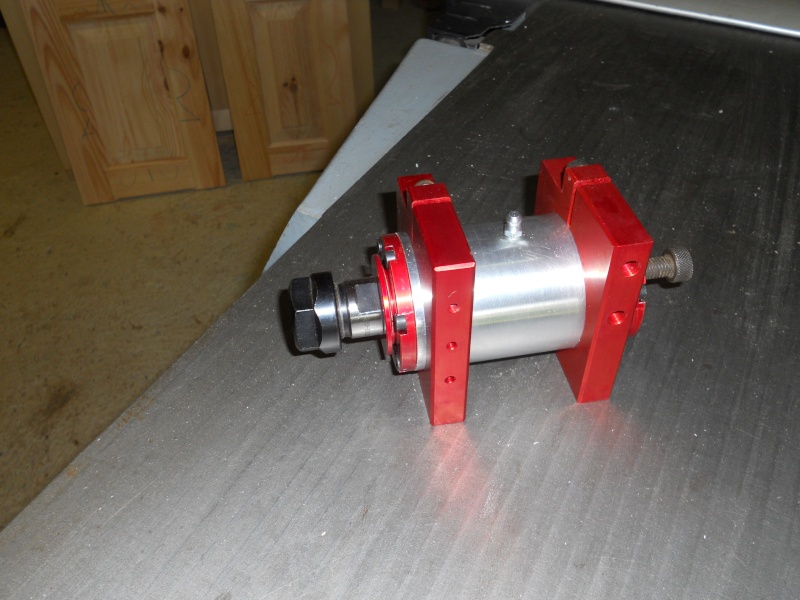
Avec le tendeur de courroie

voilà, pour le moment j'en suis là de la construction physique. Pas la peine d'en faire plus pour l'instant tant que je suis encore à tout modifier sur l'étude. Je suis même un peu coincé en 3D tant que je n'aurais pas été faire une visite aux ferrailleurs pour savoir ce qu'ils ont en stock.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 27 Aoû 2013 - 23:33
dh42 Mar 27 Aoû 2013 - 23:33
Ah, je vois que tu a fait pousser un graisseur
Tu compte avoir combien en Vmin/Vmax de broche ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25657
Points : 38366
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mer 28 Aoû 2013 - 0:25
F6FCO Mer 28 Aoû 2013 - 0:25
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mer 28 Aoû 2013 - 12:46
F6FCO Mer 28 Aoû 2013 - 12:46
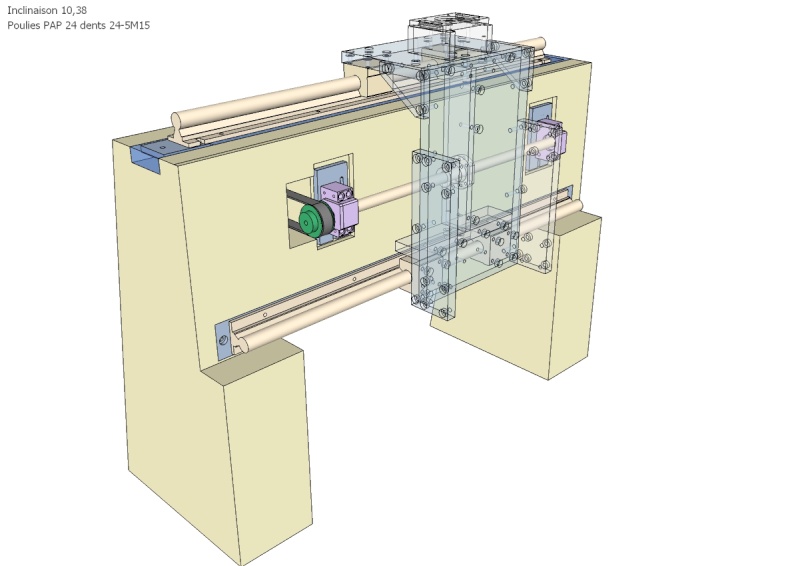
Voici les modifs sur le guidage X. Ça me simplifie bien le futur coffrage.
- Le rail est maintenant vertical et sera évolutif car fixé sur un socle métal noyé dans le bâti. Il suffira de repercer si un jour je veux évoluer en changeant de marque de rails. J'ai en stock de l'étiré 50x8 qui fera très bien l'affaire. Pour le rail haut ce sera moins simple, il faudra faire sauter la résine, percer et mettre des chevilles. Du gros bricolage pas terrible, quoi... m'étonnerait que je fasse çà, plutôt évoluer en SBR30.
- J'ai aussi reculé la position du rail haut par rapport à sa position initiale, je pense que çà fera gagner en rigidité.
- La VAB est descendue et ses plaques de soutien restent réglables dans des logements prévu dans le béton.
- Du coup avec toutes ces modifs je me retrouve avec deux avancées des pieds du portique. Je me dis que çà fait de la masse en plus, mais si çà n'amène rien je peux les faire sauter, çà simplifiera encore plus le coffrage. Quitte à épaissir sur l'arrière pour ramener de la masse, c'est pas cher le béton.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Page 1 sur 40 • 1, 2, 3 ... 20 ... 40

 Sujets similaires
Sujets similaires» Vends CNC Châssis béton
» Chape beton sur dalle beton
» Réalisations CNC F6FCO
» Le châssis de ma BZT