






Une petite nouvelle, une HBM45 à numériser
Page 19 sur 23 •  1 ... 11 ... 18, 19, 20, 21, 22, 23
1 ... 11 ... 18, 19, 20, 21, 22, 23 

 Re: Une petite nouvelle, une HBM45 à numériser
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Dim 24 Mai 2015 - 16:38
dh42 Dim 24 Mai 2015 - 16:38
pourquoi malgré que le dégagement des angles est sur faux, qu'il sont quand même dégager?
Je n'y vois pas grand chose sur ton image mais .... les petites flèches jaunes à chaque angle me font penser qu'il y a 99.9% de chances que ce soit parce que tes rectangles ne sont pas fait d'une seule pièce mais de 4 lignes séparées ; sélectionne tes 4 cotés et "joint" les pour avoir une polyligne d'un seul tenant.
http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Prepare_dessins.html
++
David
dh42- Admin

- Messages : 25661
Date d'inscription : 21/06/2009 -


Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Dim 24 Mai 2015 - 20:56
c.phili Dim 24 Mai 2015 - 20:56
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 27 Mai 2015 - 6:46
c.phili Mer 27 Mai 2015 - 6:46
Problème suivant
Pour le référencement, avec l'autre carte ça marchait mais hier j'ai tenté un référencement des axes, les 3 axes sont sur la même entrée.
Normalement, un axes bouge à la fois, on commence par le Z, c'est ok, il remonte et redescend un peu pour sortir du contact, puis le X et Y se mettent en marche en même temps jusqu'au premier qui arrive a son contact, évidemment c'est en général le Y qui arrive le premier, arrivé au contact les deux axes reculent un peu pour sortir mais le X ne continu pas
Autre chose qui est certainement liée, en manuel, le X s'arête au contact de référencement au lieu d'aller jusqu'au contact AU.
Encore autre chose mais qui n'a rien à voir.
Quand j'essaye la configuration auto des axes, je défini le déplacement que je désire et au moment d'appuyer sur ok, l'axe part à grande vitesse, trop pour ne pas perdre des pas, le Z, lui ne bouge quasiment pas.
J'ai déjà fait ce réglage plusieurs fois et là au contraire l'axe bougeait doucement, j'aimerais savoir où j'ai encore une fois mis les pattes
Mis à part ça j'ai toujours un problème avec le pilotage de la broche, des jours ça marche et pas d'autre c'est vraiment aléatoire, mais ça je laisse tomber pour le moment, je prévois sur la console, un bouton pour basculer d'auto à manuel.
Sinon j'avance peu à peu, je passe pas mal de temps avec des petit essais pour mieux comprendre la machine et entre temps je règle certaines bricoles.
Bon ben je m'en vais au taf

_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Mer 27 Mai 2015 - 7:20
Patrick le Belge Mer 27 Mai 2015 - 7:20

Patrick le Belge- complétement accro

- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mer 27 Mai 2015 - 16:03
dh42 Mer 27 Mai 2015 - 16:03
puis le X et Y se mettent en marche en même temps jusqu'au premier qui arrive a son contact
Bizarre, En principe ils bougent les uns après les autres, pas les 2 en même temps
Peut tu me dire ce que tu a comme code de programmation dans le bouton de référencement ? ; menu: Operator/Edit button script, puis clique sur le bouton référencement (qui devrait clignoter)
Autre chose qui est certainement liée, en manuel, le X s'arête au contact de référencement au lieu d'aller jusqu'au contact AU.
Ça parait logique ; les limites logiciel coupent avant que tu ne touche le contact de FC ; à mon avis si tu désactive les limites logiciel (gros bouton vert en dessous des dro du premier écran), ça devrais couper sur le FC .... c'est le but en fait, avoir une 2ieme sécurité au cas ou tu oublie d'activer les limites logiciel, ou au cas ou elles soient dans les choux à cause d'une perte de pas.
Quand j'essaye la configuration auto des axes, je défini le déplacement que je désire et au moment d'appuyer sur ok, l'axe part à grande vitesse, trop pour ne pas perdre des pas
Ça me parait normal ; dans le code de programmation du bouton 'config auto des axes', c'est un G0 qui est utilisé, donc ça bouge en rapide.
Réduit la valeur du rapide pour tes axes ; soit dans les paramètres moteur pour un réglage permanent, soit dans 'spécifier les rapides' dans le panneau 'réglages alt6'
Mis à part ça j'ai toujours un problème avec le pilotage de la broche, des jours ça marche et pas d'autre c'est vraiment aléatoire
Appelle un exorciste

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() jjdu33 Mer 27 Mai 2015 - 17:54
jjdu33 Mer 27 Mai 2015 - 17:54
Que t 'arrive t il sur ton variateur ?
jj

jjdu33- petit nouveau

- Messages : 11
Points : 33
Date d'inscription : 05/09/2014
Age : 60
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 27 Mai 2015 - 20:03
c.phili Mer 27 Mai 2015 - 20:03
Que veux-tu dire jj?
Bon David, ok pour les rapides, ça marche maintenant pour la config auto des axes mais si "spécifier les rapide" n'est pas allumé, où règle t'on la vitesse maxi? Parce que si c'est bien compris c'est la vitesse de déplacement hors usinage.
Pourquoi cette vitesse est nettement supérieure à la vitesse de "réglage des moteurs" dans la config?
Pour le référencement, sur la fenêtre automatique, ben j'ai remarqué que ça fonctionne très bien, par contre pas sur manuel donc je suppose que c'est normal. Je vais devoir relire comme il le faut le passage avec ce référencement
Quand je veux activer les limites, j'ai un message qui me dit que je suis hors limite, comment remettre tout ça a zéro?
Bon bien en attendant, ça vient bon, on y arrive peu à peu.
Il ne faut surtout pas que les novices comme moi baisse les bras à cause de ce poste, il vaut mieux poser des questions pour que ça marche que se désintéresser de la machine après avoir investi x€ et beaucoup de temps
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mer 27 Mai 2015 - 22:08
dh42 Mer 27 Mai 2015 - 22:08
si "spécifier les rapide" n'est pas allumé, où règle t'on la vitesse maxi? Parce que si c'est bien compris c'est la vitesse de déplacement hors usinage.
C'est le paramètre velocity, dois être réglé pour chaque axe, et bien penser a cliquer sur 'save axis settings' avant de passer à l'axe suivant.
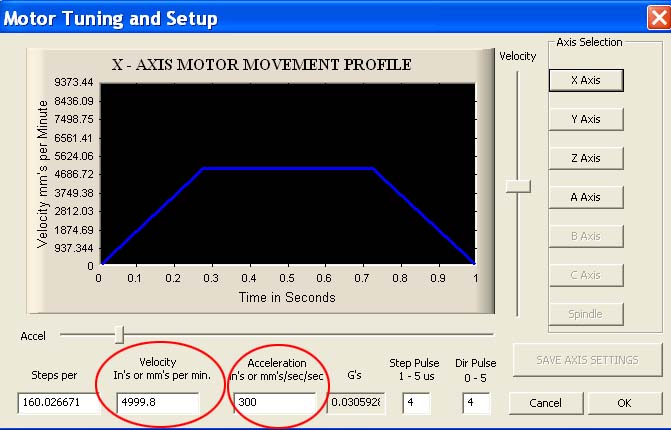
Pourquoi cette vitesse est nettement supérieure à la vitesse de "réglage des moteurs" dans la config?
C'est la vitesse réglée pour les moteurs dans la fenêtre ci-dessus qui définie la V maxi, elle ne peut pas être dépassée, ni en rapide (G0) ni en V d'usinage (G1/G2 ....)
Quand je veux activer les limites, j'ai un message qui me dit que je suis hors limite, comment remettre tout ça a zéro?
Tu dois d'abord référencer tes axes, ensuite seulement tu pourra activer les limites logiciel ... il faut bien sur que les valeurs pour la taille de la machine (course des axes) soient correctement réglées ; est-ce fait ?
Pour le référencement, sur la fenêtre automatique, ben j'ai remarqué que ça fonctionne très bien, par contre pas sur manuel donc je suppose que c'est normal.
Il semble qu'il y ai un bug dans le code du bouton de référencement de l'écran manuel de Mach3_FR
édite le bouton comme expliqué plus haut, et remplace le code de programmation qui s'y trouve par:
dobutton(24)
dobutton(23)
dobutton(22)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() jjdu33 Jeu 28 Mai 2015 - 0:33
jjdu33 Jeu 28 Mai 2015 - 0:33
jj
jjdu33- petit nouveau
- Messages : 11
Points : 33
Date d'inscription : 05/09/2014
Age : 60
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Jeu 28 Mai 2015 - 6:41
c.phili Jeu 28 Mai 2015 - 6:41
Merci surtout pour me suivre jusqu'ici pour m'aider
Oui le variateur est un micromaster de siemens.
Je ne sais pas encore d'où provient mon problème mais en tous cas ce n'est pas le variateur.
Je me demande finalement si ce n'est pas un bug dans mach3 et si je ne devrais pas tout réinstaller, ce qui m'obligerait a tout reprendre mes réglages, donc je vais préparer un autre pc pour essayer.
Le problème est aléatoire, dès fois ça marche et dès fois pas, hier par exemple je n'arrivais à nouveau plus dépasser les 57 hertz, quoi que je fasse.
J'ai choisi de piloter le variateur en analogique pour avoir la possibilité de soit commander la broche par mach, soit avoir un contrôle total en manuel, si je passe en numérique, pour reprendre le contrôle manuel, je serais obligé de changer la config du variateur à chaque fois, alors qu'en analogique, ma carte cnc a une sortie 0-10 volts qui remplace le potentiomètre. Avec un simple comutateur rotatif comme celui-ci ou quelque relais je pourrais permuter d'un système a l'autre
Quand ça marche c'est super mais la plupart du temps c'est pas ça, il se peut que ce soir je démarre et que tout soit normal et sans rien toucher à la config, après un redémarrage ça ne va plus.
David, oui bien sur, velocity est bien réglé et les axes sont enregistrés mais si j'éteins le bouton "spécifiez les rapide" dans "réglage", la vitesse programmée dans vélocity est dépassée.
Bonne journée à tous, pour le moment je m'en vais pour participer à l'effort budgétaire du pays
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() jjdu33 Jeu 28 Mai 2015 - 7:29
jjdu33 Jeu 28 Mai 2015 - 7:29
ca fait un moment que je suis inscrit ici , mais je pensais pas a venir voir .....
ok , c 'est le système en 0- 10 v qui est le plus simple a réaliser et qui fonctionne ( en général ), par contre au cas ou , tu l' as bien câblé comme décrit sur leur doc ?
tu as visiblement un fil a ajouter entre deux bornes sur le variateur dans cette configuration.
Plus le paramétrage interne.
jj
jjdu33- petit nouveau
- Messages : 11
Points : 33
Date d'inscription : 05/09/2014
Age : 60
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Jeu 28 Mai 2015 - 15:26
dh42 Jeu 28 Mai 2015 - 15:26
Je me demande finalement si ce n'est pas un bug dans mach3 et si je ne devrais pas tout réinstaller, ce qui m'obligerait a tout reprendre mes réglages, donc je vais préparer un autre pc pour essayer.
Tu peux sauver le fichier .xml qui correspond à ta config ; sur mach3_FR, si tu n'a pas défini un nouveau profil, il s'appelle 'Mach3fraisage.xml', et si tu a créé un profil perso, et bien il a le nom de ton profil.
David, oui bien sur, velocity est bien réglé et les axes sont enregistrés mais si j'éteins le bouton "spécifiez les rapide" dans "réglage", la vitesse programmée dans vélocity est dépassée.
Avec la machine branchée au bout ? ... si il n'y a pas la machine, l'indicateur de vitesse peux effectivement afficher une valeur différente ; par ex, sur le mach3 de mon PC de la maison, V maxi est réglée à 4000, mais j'atteins 5250 au 'compteur' sans machine ; sur celui de l'atelier qui a la machine et les même réglages, j'ai bien les bonnes vitesses.
Pense aussi que c'est la V maxi d'un axe que tu défini, pas la V maxi de déplacement de l'outil, ce qui veux dire que l'affichage donne la vitesse combinée de tous les axes en mouvement ; par exemple si tu fais un déplacement rapide avec X et Y combinés sur une trajectoire à 45°, chaque axe ira à sa V maxi, ce qui donne une vitesse plus élevé pour la fraise (à 45°, dans les 1.414x la V maxi de l'axe si les 2 axes on la même V maxi)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Sam 30 Mai 2015 - 9:10
c.phili Sam 30 Mai 2015 - 9:10
JJ, il y a effectivement un pont a faire entre la borne 2 et 4 mais ce pont doit être également présent si on emplois un potentiomètre.
David, pour le bouton de référencement, j'ai changé la programmation et c'est ok
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Sam 30 Mai 2015 - 15:20
dh42 Sam 30 Mai 2015 - 15:20
David, pour le bouton de référencement, j'ai changé la programmation et c'est okmagique
Good
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Dim 31 Mai 2015 - 20:15
c.phili Dim 31 Mai 2015 - 20:15
Une petite déception quand même sur la machine, j'ai remarqué que si je ne remonte pas la broche à fond, elle remonte d'elle même alors qu'elle est serrée, si elle n'est pas serrée, j'ai un jeu de près de 5mm sur la hauteur.
Je ne sais pas si elle sont toutes comme ça mais si ce n'est pas le cas, je vais devoir la démonter pour voir ce qui se passe.
Sinon, si je remonte la broche à fond c'est le pied.
Encore un petit truc, je n'arrive plus a employer le palpeur, quand je veux palper, la broche descend vraiment tout doucement, je ne la vois même pas bouger, et ne s'arête pas au contact, j'ai le message "Probe Ignore, activated at call for probe" Je suppose que le palpeur n'est pas activé mais je ne vois pas ce que je dois faire.
J'ai déjà eu ça mais je ne sais pas ce que j'ai fait pour que ça aille.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Dim 31 Mai 2015 - 21:11
dh42 Dim 31 Mai 2015 - 21:11
Quand tu est sur la page 'Diagnostics', si tu clic le contact de la sonde, est ce que la LED palpeur s'allume ?
Si non, c'est probablement un pb de réglage dans les port&pins/input signals ...
Probe (palpeur sur la VF) doit être actif (coche verte dans 1iere colonne), elle doit être sur le port 1 et avec un n° de pin pour un signal d'entrée dans la plage 10 à 13 ou 15 ... elle ne doit pas être 'émulée' (émulé décoché et hotkey sur 0)

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Dim 31 Mai 2015 - 21:21
dh42 Dim 31 Mai 2015 - 21:21
Si tu peux mettre ton fichier de config en PJ (le fichier .xml qui correspond à ton profil de machine)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Dim 31 Mai 2015 - 21:32
c.phili Dim 31 Mai 2015 - 21:32
Pour le fichier, je vois ça demain
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Dim 31 Mai 2015 - 21:56
dh42 Dim 31 Mai 2015 - 21:56
c.phili a écrit: la led est verte dans diagnostic.
Allumée uniquement quand le bouton est cliqué, c'est bien ça ? et éteinte au repos ..
J'ai essayé de désactiver le palpeur, de mettre n'importe quoi dans les cases .... rien à faire, je n'obtiens pas de message d'erreur (je n'ai d'ailleurs jamais vu ce message) ... ça fonctionne quand même, sauf que ça ne s'arrête que lorsque la course maxi programmée est atteinte, bien sur (200 mm dans le code de Mach3FR) .. mais bon, je n'ai pas la même version de Mach3 que toi (3.042.036)
la broche descend vraiment tout doucement
Tu a mis quoi dans 'vitesse de palpage' ?
Ah, je viens d'arriver à obtenir le message ; il s'affiche si on lance le palpage alors que le contact du palpeur est déjà actif .. vérifie que ta LED soit bien éteinte avant de lancer le palpage ... et qu'il n'y ai pas un problème de contact quelque part ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Dim 31 Mai 2015 - 22:46
c.phili Dim 31 Mai 2015 - 22:46
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Lun 1 Juin 2015 - 6:46
c.phili Lun 1 Juin 2015 - 6:46
J'ai du mettre en entrée "acfif à 0" et la ça marche mais ce que je ne comprends pas c'est que je n'ai rien changé à ce paramettre depuis le début, Patrick était présent quand ça marchait puis à l'essais suivant ça ne marchait plus
Mais bon maintenant ça marche et la prochaine fois j'irais directement voir de ce côté là.
Maintenant pour cambam, je partage la licence avec Patrick, donc pas avec un crack pris sur le net.
Je l'ai installé sur mon portable, c'est parfait et en français et hier je l'ai installé à l'atelier, il est bien enregistré mais la version ne semble pas tout a fait pareille et pas aussi bien traduite, des explications? Mon portable est en windows7 et mon pc machine est en XP
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Lun 1 Juin 2015 - 15:38
dh42 Lun 1 Juin 2015 - 15:38
Pour la traduction de CB, tu a du utiliser le fichier de traduction chargé automatiquement à l'insta ... et il n'est pas du tout à jour ; suit la procédure d'insta manuelle et utilise le fichier donnée ici
http://www.metabricoleur.com/t8177-cambam-mise-en-place-doc-fr-et-fichier-de-traduction
ATTENTION il est important que CB soit fermé avant de copier le fichier translate_fr, sinon il sera écrasé à la fermeture de CB et tu n'aura plus qu'à recommencer.
Patrick était présent quand ça marchait puis à l'essais suivant ça ne marchait plus
Bon, et bien il te faut installer Patrick à coté de la machine pour que ça marche
++
David
Dernière édition par dh42 le Lun 1 Juin 2015 - 19:31, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Lun 1 Juin 2015 - 16:50
Patrick le Belge Lun 1 Juin 2015 - 16:50
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mar 2 Juin 2015 - 17:20
c.phili Mar 2 Juin 2015 - 17:20
Ok pour CB, ça marche, même interface qu'avec mon portable et en plus la doc en français que je n'avais pas
Pour ce qui est de laisser Patrick près de ma machine pour qu'elle marche, je ne pense pas que se soit une bonne idée, je me souviens maintenant de m'être absenté 5 min., il aurait très bien pu changer ce paramètre
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Mar 2 Juin 2015 - 19:04
Patrick le Belge Mar 2 Juin 2015 - 19:04
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() phil59 Mar 2 Juin 2015 - 19:54
phil59 Mar 2 Juin 2015 - 19:54
Bravo Champion, j'ai eu le plaisir de voir ton oeuvre de près et je dois dire que c'est une réussite
Amicalement
Philippe
phil59- acharné du forum

- Messages : 448
Points : 731
Date d'inscription : 10/03/2013
Localisation : 59
Page 19 sur 23 • 1 ... 11 ... 18, 19, 20, 21, 22, 23

 Sujets similaires
Sujets similaires» Hello d'une petite nouvelle sur le forum !
» une petite nouvelle à l'atelier.
» Une petite nouvelle PAC à l'atelier
» une petite nouvelle fraiseuse a la maison