






Une petite nouvelle, une HBM45 à numériser
Page 21 sur 23 •  1 ... 12 ... 20, 21, 22, 23
1 ... 12 ... 20, 21, 22, 23 

 Re: Une petite nouvelle, une HBM45 à numériser
Re: Une petite nouvelle, une HBM45 à numériser
![]() toutenbois Mar 9 Juin 2015 - 20:15
toutenbois Mar 9 Juin 2015 - 20:15
c.phili a écrit:
Après j'attaque 2 petits portiques, un pour moi faire joujou et un pour mon frère
mon petit doigt m'en avait déjà parlé...
toutenbois- complétement accro

- Messages : 2049
Date d'inscription : 13/09/2013 -


Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Mar 9 Juin 2015 - 21:48
Patrick le Belge Mar 9 Juin 2015 - 21:48

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() bob47 Mar 9 Juin 2015 - 22:02
bob47 Mar 9 Juin 2015 - 22:02
En plus si vous vous y mettez a deux.
Bon je reste au fond de la classe avec mon copain linux.
BOB47

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Mer 10 Juin 2015 - 6:49
Patrick le Belge Mer 10 Juin 2015 - 6:49
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() junkdealer Mer 10 Juin 2015 - 16:45
junkdealer Mer 10 Juin 2015 - 16:45
junkdealer a écrit:salut
.................
la table croisée ressemble au modele polonais d'ebay ou aussi dispo chez gude via l'importateur alsacien, me trompe-je ? (http://www.ebay.fr/itm/261484583389)
Noyée dans les débats informatiques, ma question hardware est passée inaperçue, alors je vire le modèle réduit de fraiseuse et je relance de 10 et 10 de der

PS : je bave toujours, mais ça, on y peut rien, c'est comme pour mon chien, si ce qu'il voit ne lui fait pas envie, il ne bave pas

junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 10 Juin 2015 - 18:11
c.phili Mer 10 Juin 2015 - 18:11
David, je ne savais pas qu'il y avait un plugin pour remettre a plat, je suis donc reparti de la source, maintenant ça marche.
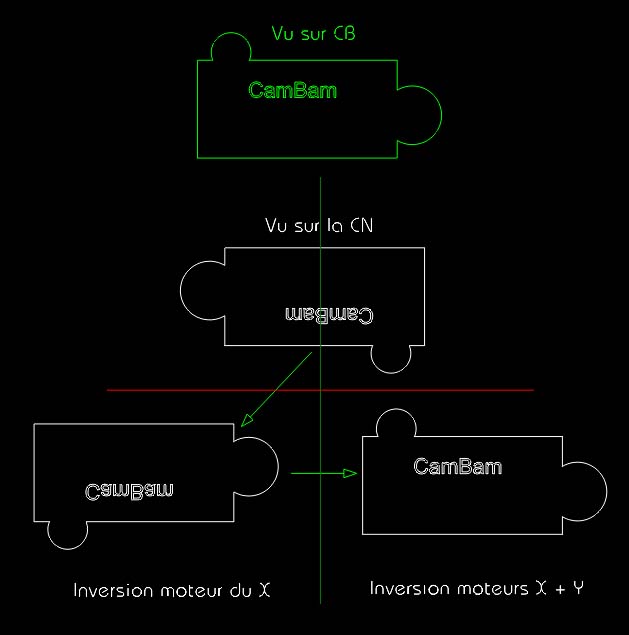
Quand je dis que la machine travaille à l'envers, ce n'est pas en miroir, les pièces sont bien à l'endroit et l'écriture aussi mais je devrais me mettre à la place de la colonne pour voir la pièce tel que sur le PC.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mer 10 Juin 2015 - 19:39
dh42 Mer 10 Juin 2015 - 19:39
Quand je dis que la machine travaille à l'envers, ce n'est pas en miroir, les pièces sont bien à l'endroit et l'écriture aussi mais je devrais me mettre à la place de la colonne pour voir la pièce tel que sur le PC.
Donc la pièce est tournée de 180° autour de l'axe Z ?
Si c'est bien ça, il faut inverser le sens de rotation sur X et sur Y.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 10 Juin 2015 - 19:51
c.phili Mer 10 Juin 2015 - 19:51
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 10 Juin 2015 - 19:56
c.phili Mer 10 Juin 2015 - 19:56
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mer 10 Juin 2015 - 20:06
dh42 Mer 10 Juin 2015 - 20:06
c.phili a écrit:Finalement je me demande si j'ai bien fait, si j'ai bien compris, sur un portique, quand on appuis sur la flèche droite du clavier, la broche devrait partir vers la droite, chez moi c'est la table qui se déplace vers la droite et donc forcement la broche va en sens opposé au travail
Oui, c'est la le problème, c'est pour ça que c'est à l'envers ; c'est ce que je te disais dans le message plus haut:
QUELQUE SOIT CE QUI BOUGE SUR LA MACHINE, TABLE OU BROCHE, ON CONSIDÈRE TOUJOURS QUE C'EST LA BROCHE QUI SE DÉPLACE, DONC SI TA TABLE PART EN X++, EN FAIT TU DOIS CONSIDÉRER QUE C'EST LA BROCHE QUI PART EN X--
ben j'y ai bien pensé mais alors, pour le référencement, la table se déplacera encore vers le contact?
à vérifier, mais normalement, oui, ça devrait marcher.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 12 Juin 2015 - 6:48
c.phili Ven 12 Juin 2015 - 6:48
Maintenant pour le Gcode
Un truc simple, perçage de 9 trous de 8mm
( Made using CamBam - http://www.cambam.co.uk )
( perçages 6/12/2015 6:31:47 AM )
( T0 : 8.0 )
G21 G90 G64 G40
G0 Z3.0
( T0 : 8.0 )
T0 M6
( Perçage1 )
G17
M3 S1000
G0 X-72.5 Y23.8
G98
G83 X-72.5 Y23.8 Z-20.0 Q5.0 R4.0 F50.0
G83 Y0.0 Z-20.0
G83 Y-23.8 Z-20.0
G83 X0.0 Z-20.0
G83 Y0.0 Z-20.0
G83 Y23.8 Z-20.0
G83 X72.5 Z-20.0
G83 Y0.0 Z-20.0
G83 Y-23.8 Z-20.0
G80
G0 Z3.0
M5
M30
J'aimerais que la broche remonte de 100mm à la fin du cycle pour dégager et remettre une nouvelle pièce.
Logiquement il suffit de changer en fin de programme G0 Z3.0 par G0 Z100 , enfin je pense.
Mais dès que je change quoi que ce soit même si c'est pour remettre le même valeur, j'ai une erreur "caractère incorrecte
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Strib Ven 12 Juin 2015 - 7:03
Strib Ven 12 Juin 2015 - 7:03
Et si tu mettais dans cambam ta commande de remontée G0 Z100.0 dans la rubrique option de Gcode "Fin de ficher personnalisée" de ton opération d'usinage ?
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Ven 12 Juin 2015 - 19:10
dh42 Ven 12 Juin 2015 - 19:10
Mais dès que je change quoi que ce soit même si c'est pour remettre le même valeur, j'ai une erreur "caractère incorrecte
Oui, regarde ici, je pense que c'est ce problème.
http://www.usinages.com/threads/apparition-caracteres-speciaux-importation-gcode-resolu.74634/
Pour le solutionner, tu peux définir un autre éditeur de texte dans Mach3 ; pour ma par j'utilise Programmer's Notepad, qui a l'avantage qu'il est possible de définir le format de sauvegarde par défaut (ANSI) contrairement au notepad de Windows qui fait sa propre sauce en fonction du fichier ouvert.
Pour changer d'éditeur, config/general config, 2ieme colonne en haut.
http://www.pnotepad.org/
J'aimerais que la broche remonte de 100mm à la fin du cycle pour dégager et remettre une nouvelle pièce.
Logiquement il suffit de changer en fin de programme G0 Z3.0 par G0 Z100 , enfin je pense.
Oui, tout à fait.
Pour ma part j'ai directement modifié le Post Processeur pour qu'il mette un G28 juste avant le M30 ; le G28 renvoi les axes à la position programmée dans le cadre du bas de la fenêtre des limites. (en coord machine, donc sur l'image, mes axes retourneront à la position de référencement -1 mm pour ne pas risquer de cliquer le contact)

voici comment ajouter le G28 pour qu'il soit permanent.

Ensuite, clic droit sur le nom du Post Pro -> Enregistrer.
En supposant que tu ne veuille pas que la machine retourne à la pos de référencement, mais juste que le Z remonte en haut en fin de programme, et sans risque de taper en buté, tu peux remplacer le G28 par:
G0 G53 Z-1 -> G0: rapide ; G53 passage en coord machine ; Z-1: 1mm en dessous du Z maxi.
L'inconvénient du G0 Z100, c'est que rien ne dit qu'il reste effectivement 100mm de course en Z, tout dépend de l'épaisseur de la pièce et donc de la position du 0 en Z. Avec le G53, tu renvoie l'axe à une position fixe, indépendante du 0 de travail que tu utilise, donc pas de risque de taper en buté.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 12 Juin 2015 - 23:26
c.phili Ven 12 Juin 2015 - 23:26
Ben ouai, encore une chose qui roule
La machine n'est pas encore fini qu'elle bosse déjà pour son amortissement
Maintenant j'aimerais créer un gcode mais pour que l'outil vienne juste à sa position XY et marque une pose puis redémarre quand je suis prêt c'est pour une opération de taraudage.
J'ai 90 pièce a faire, ce sont des plat en étiré percés et taraudé de 3 trous chacune.
J'en place 3 cote à côte pour les percer puis les tarauder.
Même gcode que plus haut
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Sam 13 Juin 2015 - 2:07
dh42 Sam 13 Juin 2015 - 2:07
Maintenant j'aimerais créer un gcode mais pour que l'outil vienne juste à sa position XY et marque une pose puis redémarre quand je suis prêt c'est pour une opération de taraudage.
Tu peux insérer un M0 dans le Gcode juste après la ligne ou tu veux faire une pause. Le redémarrage se fait comme au départ du programme, avec le bouton départ cycle. EDIT: par contre ça ne marche pas avec une op de perçage car le G83 inclus à la fois le déplacement en XY ET la descente en Z dans un seul code.
PS: CB a un plugin pour le filetage à la fraise
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/ThreadMill.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Sam 13 Juin 2015 - 6:24
c.phili Sam 13 Juin 2015 - 6:24
J'avais vu ce post avec la fraise a tarauder, en effet ce n'est pas gratuit et je suppose que la vitesse de rotation de la broche devra être gérée par mach, pour le moment je vais devoir faire ça en manuel pour la partie taraudage mais si l'outil se met à sa position, ce sera déjà génial, je travaillerais avec 4 pièce l'une contre l'autre, ce sont des étiré de 14/14/200 qui doivent être percés puis taraudés en M8
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Sam 13 Juin 2015 - 16:17
dh42 Sam 13 Juin 2015 - 16:17
J'avais vu ce post avec la fraise a tarauder, en effet ce n'est pas gratuit et je suppose que la vitesse de rotation de la broche devra être gérée par mach
Non, pas plus que pour un autre usinage ; ce n'est jamais qu'un fraisage en spirale très ordinaire ; tout ce qui change c'est la fraise elle même.
Ici, une fraise pour pas de 1.5
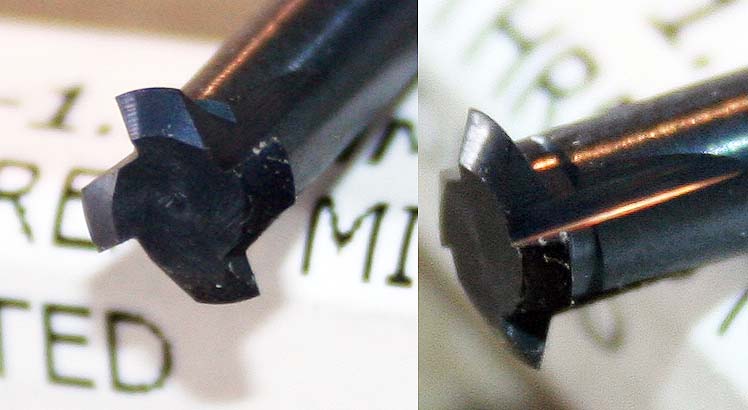
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Sam 20 Juin 2015 - 10:15
c.phili Sam 20 Juin 2015 - 10:15
Voilà pour bien commencer le weekend , une petite vidéo du travail avec Nono
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Sam 20 Juin 2015 - 17:22
dh42 Sam 20 Juin 2015 - 17:22
Cool, ça marche bien ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Guilhèlmus Sam 20 Juin 2015 - 17:26
Guilhèlmus Sam 20 Juin 2015 - 17:26
Oui, même que ça joue au tarot.


Guilhèlmus- complétement accro
- Messages : 3334
Points : 5981
Date d'inscription : 25/10/2013
Age : 45
Localisation : 13oqp
Re: Une petite nouvelle, une HBM45 à numériser
![]() bob47 Sam 20 Juin 2015 - 17:57
bob47 Sam 20 Juin 2015 - 17:57
Cela doit être super de voir aboutir une réalisation comme celle-ci.

Encore la lubrification et s’est tout bon.

Félicitation.
BOB47
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Sam 20 Juin 2015 - 19:03
c.phili Sam 20 Juin 2015 - 19:03
La prochaine vidéo sera pour faire montrer un petit accessoire de gravure que je me suis fait
super cool.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() vilcoyote Sam 20 Juin 2015 - 20:55
vilcoyote Sam 20 Juin 2015 - 20:55
a quand le changeur d'outil " made in C.phili "

vilcoyote- posteur Régulier

- Messages : 114
Points : 203
Date d'inscription : 03/02/2013
Age : 41
Localisation : deux-sèvres
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Sam 20 Juin 2015 - 22:51
c.phili Sam 20 Juin 2015 - 22:51
je dois d'abord me trouver une deuxième vie pour la consacrer uniquement à la CNC
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() bob47 Dim 21 Juin 2015 - 10:49
bob47 Dim 21 Juin 2015 - 10:49
Voila le pourquoi nous te laissons loin devant.
Tu cherches des problèmes, tu les résous. Et nous, on copie.
BOB47
.
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mer 1 Juil 2015 - 19:42
dh42 Mer 1 Juil 2015 - 19:42
dh42 a écrit:Salut,J'avais vu ce post avec la fraise a tarauder, en effet ce n'est pas gratuit et je suppose que la vitesse de rotation de la broche devra être gérée par mach
Non, pas plus que pour un autre usinage ; ce n'est jamais qu'un fraisage en spirale très ordinaire ; tout ce qui change c'est la fraise elle même.
Ici, une fraise pour pas de 1.5
++
David
Salut,
Juste pour info, je viens de trouver des fraises à fileter monopoint chez Sorotec..
http://www.sorotec.de/shop/Cutting-Tools/Thread-Mill--Thread-milling-cutter/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 21 sur 23 • 1 ... 12 ... 20, 21, 22, 23

 Sujets similaires
Sujets similaires» Hello d'une petite nouvelle sur le forum !
» une petite nouvelle à l'atelier.
» Une petite nouvelle PAC à l'atelier
» une petite nouvelle fraiseuse a la maison